Embed Size (px)
Citation preview
THE SOURCE FOR ENERGY SOLUTIONS WWW.ENERGYSOLUTIONSCENTER.ORG
VOLUME 22 / I SSUE 3WINTER /09
ADDING AN ECONOMIZER
Makes a Good Makes a Good Boiler BetterBoiler Better
ple0911Sup1_Cover_ID 1ple0911Sup1_Cover_ID 1 11/10/2009 10:00:51 AM11/10/2009 10:00:51 AM

A3 Update on Economizers Your boiler may be sending large amounts of heat energy up the stack. Learn about modern economizer technologies which can put that wasted energy to work in your plant.
A6 Renewables and Natural Gas Renewable energy systems and natural gas are natural partners. With growing corporate commitments to green operation, it’s useful to fi nd a place for renewables in your operation, partnering with effi ciency natural gas.
A8 Heat Treating Effi ciency Heat treating is an important process in many industrial operations. Today’s heat treating furnaces and gas-fi red burners are more effi cient than ever before. If you haven’t updated your system, now may be the time.
A10 Save Energy Big-Time with Condensing Boilers Hot water boilers are major users of energy across the lines of industrial, commercial and residential customers. Today’s condensing boilers wring a big chunk of otherwise wasted energy out of the boiler exhaust.
A12 LEED Certifi cation for Industrial Buildings LEED certifi cation has captured a lot of attention today for its approaches to green design for commercial and institutional buildings. Now it’s a practical goal for industrial facilities as well.
on the cover
inside
Economizers have great potential to
improve the operating effi ciency of
industrial and commercial boilers.
This installation of a condensing
economizer is at a paper converting
plant. Photo Courtesy Combustion &
Energy Systems.
Gas Technology is a trademark of Energy Solutions Center Inc. and is published in cooperation with Reed Business Information.
Gas Technology is an educational supplement from: Energy Solutions Center Inc. 400 N. Capitol St., N.W. Washington, DC 20001 � (202) 824-7150
www.energysolutionscenter.org
David Weiss, Executive DirectorJake DelwicheContributing EditorComments may be directed to: Gas Technology Editor Plant Engineering Magazine 2000 Clearwater Dr. Oak Brook, IL 60523 � (630) 288-8789
Printed in the USA
energy solutions center websites
www.aircompressor.org
www.cleanboiler.org
www.energysolutionscenter.org
www.naturalgaseffi ciency.org
www.gasairconditioning.org
www.poweronsite.org
www.foodtechinfo.com
ple0911Sup1_TOC_ID A2ple0911Sup1_TOC_ID A2 11/10/2009 10:09:56 AM11/10/2009 10:09:56 AM
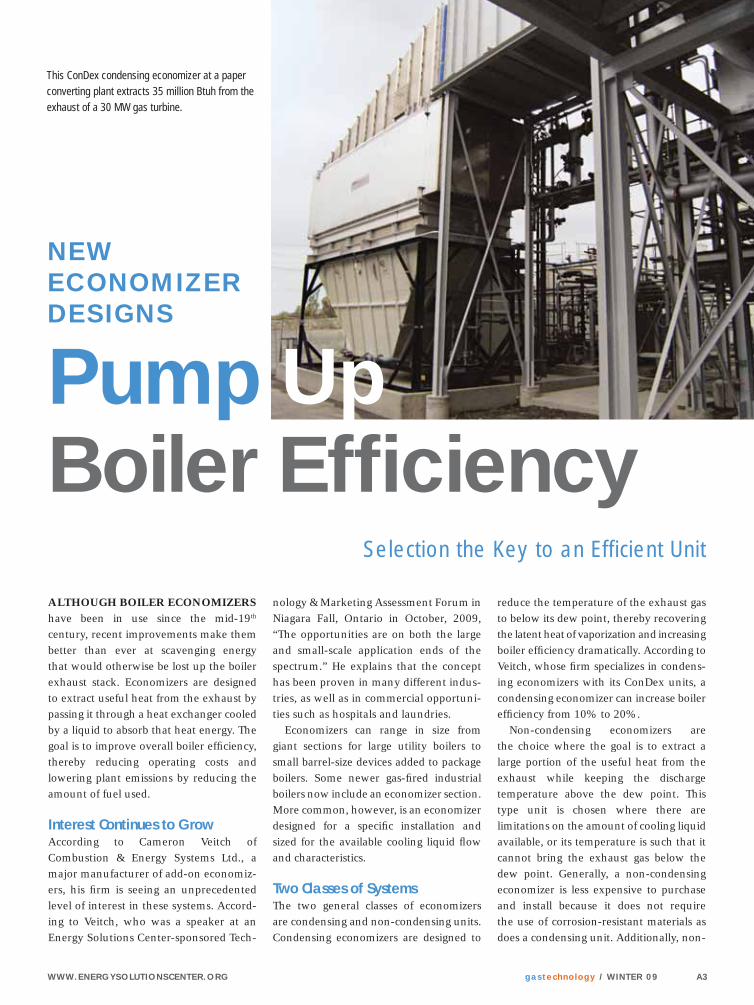
NEW ECONOMIZER DESIGNS
Selection the Key to an Effi cient Unit
Boiler Effi ciencyPump Up
This ConDex condensing economizer at a paper converting plant extracts 35 million Btuh from the exhaust of a 30 MW gas turbine.
ALTHOUGH BOILER ECONOMIZERS
have been in use since the mid-19th
century, recent improvements make them
better than ever at scavenging energy
that would otherwise be lost up the boiler
exhaust stack. Economizers are designed
to extract useful heat from the exhaust by
passing it through a heat exchanger cooled
by a liquid to absorb that heat energy. The
goal is to improve overall boiler effi ciency,
thereby reducing operating costs and
lowering plant emissions by reducing the
amount of fuel used.
Interest Continues to GrowAccording to Cameron Veitch of
Combustion & Energy Systems Ltd., a
major manufacturer of add-on economiz-
ers, his fi rm is seeing an unprecedented
level of interest in these systems. Accord-
ing to Veitch, who was a speaker at an
Energy Solutions Center-sponsored Tech-
nology & Marketing Assessment Forum in
Niagara Fall, Ontario in October, 2009,
“The opportunities are on both the large
and small-scale application ends of the
spectrum.” He explains that the concept
has been proven in many different indus-
tries, as well as in commercial opportuni-
ties such as hospitals and laundries.
Economizers can range in size from
giant sections for large utility boilers to
small barrel-size devices added to package
boilers. Some newer gas-fi red industrial
boilers now include an economizer section.
More common, however, is an economizer
designed for a specifi c installation and
sized for the available cooling liquid fl ow
and characteristics.
Two Classes of SystemsThe two general classes of economizers
are condensing and non-condensing units.
Condensing economizers are designed to
reduce the temperature of the exhaust gas
to below its dew point, thereby recovering
the latent heat of vaporization and increasing
boiler effi ciency dramatically. According to
Veitch, whose fi rm specializes in condens-
ing economizers with its ConDex units, a
condensing economizer can increase boiler
effi ciency from 10% to 20%.
Non-condensing economizers are
the choice where the goal is to extract a
large portion of the useful heat from the
exhaust while keeping the discharge
temperature above the dew point. This
type unit is chosen where there are
limitations on the amount of cooling liquid
available, or its temperature is such that it
cannot bring the exhaust gas below the
dew point. Generally, a non-condensing
economizer is less expensive to purchase
and install because it does not require
the use of corrosion-resistant materials as
does a condensing unit. Additionally, non-
W W W. E N E R G Y S O L U T I O N S C E N T E R . O R G g a s t e c h n o l o g y / W I N T E R 0 9 A 3
ple0911Sup1_CoverStory_ID A3ple0911Sup1_CoverStory_ID A3 11/10/2009 10:13:59 AM11/10/2009 10:13:59 AM

A 4 g a s t e c h n o l o g y / W I N T E R 0 9 W W W. E N E R G Y S O L U T I O N S C E N T E R . O R G
This ConDex condensing economizer extracts heat from the exhaust of three 250 hp boilers. Heat is used to pre-heat boiler makeup water.
Installation of a condensing economizer from Steam Plant Systems on the exhaust from two boilers using natural gas and waste solvents. The Tefl on®-covered heat exchanger is designed to prolong the life of the economizer while recovering 14 million Btuh.
...multiple boilers can be served with a single economizer package, as opposed to one economizer for each boiler – a much simpler installation that results in lower costs.Ron Nessen, President of Steam Plant Systems
“
”
condensing units do not need a condensate
collection, treatment and removal system.
According to Ron Nessen, President of
Steam Plant Systems, the manufacturer
of CHX Heat Exchangers, another option
for industrial energy users is a packaged
system that includes both a conventional
economizer and a condensing heat
exchanger. He points out, “The advantage
in doing this is that multiple boilers can be
served with a single economizer package,
as opposed to one economizer for each
boiler – a much simpler installation that
results in lower costs.”
Ideal for Natural Gas BoilersCondensing economizers are generally
not used on coal-fi red and oil-fi red boilers
because the wet tube heat exchange sur-
face will quickly accumulate ash and other
combustion byproducts, thus challenging
sootblower systems and increasing boiler
maintenance. Further the fl ue gases them-
selves are much more corrosive. However
because of their clean combustion, natural
gas boilers can take full advantage of con-
densing technology, and overall effi ciency
of a modern boiler can be increased from
80% to as high as 95%. Thus the paybacks
for installing a retrofi t condensing econo-
mizer are short – often less than one year.
The cooling liquid for either type econ-
omizer can be from many sources. In-
dustrial installations that consume large
amounts of steam need large volumes of
makeup water, which can be preheated in
the economizer before going to the boil-
er. Systems that reuse extensive amounts
of condensate can use the economizer
to preheat the condensate return liquid.
Industries that use hot water or other
liquids for process purposes can preheat
them in a condensing or non-condensing
economizer, depending on the volume
and temperature of water used. Generally
the return condensate in a steam heating
system is at a temperature too elevated for
condensing operation, but a non-condens-
ing economizer may be a practical solution
for increasing the effi ciency of the boiler.
Getting the Metallurgy RightVeitch notes that the metallurgy of the
heat exchanger must be compatible with
both the liquid stream being heated
and the properties of the fl ue gas being
condensed. On the circulating liquid side
of the tube, the heating process drives the
oxygen out of the liquid, which can bring
a risk of corrosion inside the water tubes.
On the exhaust gas side, even with natural
gas combustion, the condensate contains
carbonic acid from the exhaust gas being
cooled below its dew point. Because the
pH of this condensate is typically 3.0 to
3.5, the economizer must have corrosion
resistant tubes and enclosures.
Veitch gives as an example of a successful
installation a San Francisco area company
that was operating a 30 MW gas turbine
for site electric service. The effi ciency of
this operation jumped when they installed
a condensing economizer on the turbine
exhaust. The unit recovers 35 million Btuh
of energy from the turbine exhaust, all of
which is used for heating process water.
ple0911Sup1_CoverStory_ID A4ple0911Sup1_CoverStory_ID A4 11/10/2009 10:14:29 AM11/10/2009 10:14:29 AM

W W W. E N E R G Y S O L U T I O N S C E N T E R . O R G g a s t e c h n o l o g y / W I N T E R 0 9 A 5
Even smaller exhaust streams can benefi t from waste heat recovery, as with this cylindrical economizer installed in-line on the exhaust from a 400 hp fi re-tube boiler in California.
CAIN INDUSTRIEShttp://www.cainind.com
COMBUSTION & ENERGY SYSTEMShttp://www.combustionandenergy.com
SOFAME TECHNOLOGIES INC.http://www.sofame.com/products.htm
STEAM PLANT SYSTEMS, INC.http://www.steamplantsystems.com
M O R E
i n f o
Condensing heat recovery is practical for
even a single, smaller boiler exhaust. For
example, a southern California company
installed a cylindrical in-stack condensing
economizer on the exhaust of a 400 HP
fi re-tube boiler. The heat recovered is used
to pre-heat boiler makeup water.
Tefl on® Coating the Heat ExchangerAccording to Nessen from Steam Plant
Systems, who was a speaker at an Energy
Solutions Center-sponsored conference
on condensing heat exchangers in Toronto
in 2008, corrosion resistance is a major
requirement. He indicated that much
research done in the 1980s indicated
that for condensing economizers, even
standard stainless steel heat exchangers
exposed to temperatures above 180° F
or exposed to fl ue gases from other than
natural gas fuels may have a shortened
life. For this reason, Steam Plant Systems
offers a Tefl on®-covered heat exchanger,
with a demonstrated service of over 25
years under corrosive conditions caused
by the fl ue gas.
Nessen indicates that heat recovery
system packages consisting of a conven-
tional economizer plus a condensing heat
exchanger can raise boiler effi ciency to
well over 90%. “This is true if they are
correctly engineered and designed, and
there is a suffi cient heat sink for the
condensing heat exchanger.” He points
out that his company’s latest CHX
System state-of-the-art package that is
due to start up in the last quarter of 2009
will result in a boiler effi ciency improve-
ment of 16.4%. He adds, “This will break
the 95% boiler combustion effi ciency
barrier – the fi rst of its kind.”
Specify the Right SystemIndustrial boiler operators considering
adding an economizer to an existing
boiler should get help from a qualifi ed
mechanical engineer, who will work with
economizer manufacturers to select exactly
the right type and size of system. Generally
an economizer can be added to a system
with relatively little boiler down-time.
The incoming water in a condensing
economizer needs to be from fi ve to
ten degrees below the dew point of the
exhaust gas, which is commonly between
125° and 150° F. Thus if the calculated
dew point of the gas is 135° F, the engineer
must calculate if there is an ample fl ow of
water at 128° F or lower. At higher water
temperatures, some heat recovery will
still take place, but the high effi ciency of a
condensing system will not be achieved.
Watch Liquid TemperaturesIn normal operation, it is important to keep
the circulating liquid temperatures within
the design range. It makes little sense to
pay the premium price for a condensing
economizer, and then operate it at fl uid
temperatures above the condensing point.
It is an even bigger problem to operate
a system that was designed as non-
condensing operation with circulating
liquids at temperatures that will allow
condensing. In this situation, corrosion and
damage to equipment will quickly result.
If you are currently operating a gas-fi red
boiler without an economizer, and you
can make use of a stream of heated liquid,
you need to be looking at this technology.
Whether yours is a small 150 hp unit or
a large central boiler plant, opportunities
exist for you to dramatically improve plant
effi ciency and reduce overall emissions.
The time for an economizer is defi nitely
here today. GT
ple0911Sup1_CoverStory_ID A5ple0911Sup1_CoverStory_ID A5 11/10/2009 10:14:53 AM11/10/2009 10:14:53 AM

A 6 g a s t e c h n o l o g y / W I N T E R 0 9 W W W. E N E R G Y S O L U T I O N S C E N T E R . O R G
Augmenting Your Energy Resources
A Place for Renewables
A compact biogas processing plant at a large dairy farm upgrades raw biogas to make it a direct replacement for natural gas.
IN INDUSTRIAL ENERGY PLANNING
HARNESSING THE POWER OF WIND,
solar, biofuels and other renewables prom-
ises to reduce our dependence on fossil
fuels. Energy production from these sources
is increasing and warrants a closer look.
Wind and ethanol applications continue
to grow. Of special interest to industry is
the combined use of clean natural gas and
emerging bio-fuel technologies.
Ethanol Use Is Now WidespreadEthanol motor fuels and fuel supplements,
along with biodiesel, now replace a
signifi cant amount of refi ned petroleum
in North America and around the world.
The use of ethanol in motor fuels varies
widely among states and provinces in
North America. In Corn Belt states ethanol
is commonly used as a 10% blend into
gasoline, and many gas stations also offer
85% ethanol motor fuels for vehicles
meeting Flexible Fuel design standards.
According to the U.S. Department of
Energy (DOE), the Energy Independence
and Security Act of 2007 (EISA) calls for
unprecedented growth in the U.S. biofu-
els industry over the next decade. The U.S.
already annually produces over 9 billion
gallons of ethanol, about a quarter of the
amount called for by EISA by 2022. However
DOE emphasizes that much of the future
growth in renewable fuels must come from
sources other than grain-based ethanol.
Electric Utilities Look to Meet Renewable RequirementsRenewable energy sources also meet a
growing proportion of the generation needs
of electric utilities and other industries. In
many U.S. states, utilities are required to
add increasing proportions of renewable
sources to their generation portfolios. This
requirement is being achieved with wind
farms, solar stations and the use of renew-
able fuels in thermal generation plants.
Industries Study Renewable TrendsIndustrial users want to know the implica-
tions of this seeming boom in renewable
energy. How will it affect industrial en-
ergy planning, and what specifi c opportu-
nities does it represent for industry in the
U.S. and Canada? Various state and federal
government programs encourage, or in
some cases require, the increased use of
renewable energy sources. A recently
announced “Retrofi t Ramp-up” program
under the Recovery Act earmarks $454 mil-
lion for DOE programs for energy effi ciency,
including a strong emphasis on renewable
energy projects for residential, commercial,
industrial and community energy users.
In California, fl eet operators of more
than 15 vehicles are required to specify
alternative fuels for new vehicle purchases.
These include ethanol, biodiesel and
solar-electric vehicles, along with the
more widely chosen compressed or liquid
natural gas (CNG and LNG) options. Using
alternative fuels, energy users can also help
meet corporate “green energy” goals.
Wind farms are popping up in many parts
of North America and elsewhere. Solar col-
lectors of various types can be seen in many
areas, particularly in sunnier regions. Be-
cause of the variable characteristics of wind
energy, some utilities and other owners are
choosing to have a reliable backup system.
Natural gas-fi red engines or combustion tur-
bines neatly meet this requirement, allowing
the assurance of energy when it is needed.
Biogas Potential for IndustryIndustry looks for other ways to effectively
use renewable fuels. One interesting
option is to supplement natural gas
usage with biogas products from on-site
or nearby digesters. Biogas is the general
term for methane-rich gas byproducts of
anaerobic digesters – the types used in
many municipal and private wastewater
treatment plants, and increasingly with
agricultural and some industrial wastes.
Biogas is also now widely being reclaimed
from municipal solid waste landfi ll sites.
Industries that produce potential
digester fuels – food processing wastes for
example – can install a digester on site to
process the wastes and to generate biogas.
Such a system is installed at Gills Onions in
ple0911Sup1_Renewables_ID.indd A6ple0911Sup1_Renewables_ID.indd A6 11/10/2009 11:36:17 AM11/10/2009 11:36:17 AM

W W W. E N E R G Y S O L U T I O N S C E N T E R . O R G g a s t e c h n o l o g y / W I N T E R 0 9 A 7
M O R E
i n f oDOE BACKGROUND INFORMATION ON BIOGASwww.afdc.energy.gov/afdc/fuels/emerging_biogas.html
DOE INFORMATION ON RETROFIT RAMP-UPapps1.eere.energy.gov/news/daily.cfm/hp_ news_id=202
INFORMATION ON CHP FROM WASTEWATER TREATMENT PLANTSwww.chpcentermw.org/06-04_wwtf.html
LINK TO NATURAL RESOURCES CANADA FOR INFORMATION ON ALTERNATIVE FUELSwww.nrcan-rncan.gc.ca/com
ENERGY SOLUTIONS CENTER CHP AND ENERGY EFFICIENCY RESOURCEwww.PowerOnsite.org and www.NaturalGasEffi ciency.org
A digester for food-processing waste at Gills Onions in California generates a biogas stream to supply fuel cells which generate electricity for plant operations as well as a stream of hot water for food processing.
Oxnard, California. The company, a major
producer of peeled, sliced and chopped
onions, is a major user of electricity and
natural gas for processing and refrigeration.
They enlisted the help of their natural
gas supplier, SoCalGas, along with other
partners, in developing a sophisticated
digester and gas collection system to convert
what previously was a waste product – onion
peels and juice – to generate gas to supply
a fuel cell to meet a signifi cant proportion
of plant electric needs. Byproduct heat from
the fuel cell helps provide hot water for the
onion prep operation.
If your facility does not have potential to
supply a digester, it is sometimes practical to
import biogas from other nearby producers
via short, dedicated pipelines. This raw
digester or landfi ll biogas is not a direct
substitute for natural gas. Biogas streams
include water vapor, carbon dioxide,
hydrogen sulfi de and other components
that require removal before injection into
natural gas distribution systems.
However. if properly handled, biogas can
be directly used as a burner fuel for boilers
or other applications. Some reciprocating
engine designs allow it to be used with
minimal treatment as a fuel for electric
generation or mechanical shaft power. In
all cases it is necessary to verify the charac-
teristics of the fuel and, where needed, to
provide appropriate pre-treatment.
Dharan Punwani of Avalon Consult-
ing was a presenter at the Technology &
Market Assessment Forum sponsored by
the Energy Solutions Center in Salt Lake
City in June 2009. His fi rm specializes in
renewable fuels applications. He indicates
that biogas fuels now are produced by a
wide range of digester types, ranging from
covered lagoons to highly mechanized
multistage drum units.
Gas Treatment Often DesirablePunwani points out that the unwanted
components of raw biogas
can removed by chemical
and thermal treatments,
potentially producing a fuel
that is interchangeable with
conventional natural gas.
He notes that a particularly
unwelcome contaminant
of landfi ll gas and some
wastewater treatment sludges are siloxanes
– manmade chemicals that are widely used
in household and commercial products.
These can form crusty silicon oxide scale
in combustion equipment. Siloxanes
should be removed if these gases are used
in engine or turbine generation because
the siloxane components can damage this
equipment.
Another large volume source of potential
biogas is livestock waste. Feedlots and
large dairy, swine and poultry operations
dispose of millions of tons of animal waste
annually. Increasingly these operations
are using anaerobic digestion processes to
reduce soil and water contamination and
meet community odor control standards.
In many cases, these operations cannot
themselves use the large volumes of biogas
produced. Industrial energy users can look
for potential partnerships with such nearby
biogas producers. Such a partnerships
can be done by purchasing either the raw
biogas, a treated and upgraded gas product,
or electricity generated at the digester site.
Look for Nearby Landfi ll Gas Sources Alternatively, industrial energy users can
look for nearby landfi ll gas producers to
supplement their fuel sources. Again,
it is important to carefully evaluate the
range of characteristics of the biogas and
its suitability for the proposed industrial
application. As noted above, landfi ll gas
often requires special treatment before it
can be used as an engine fuel.
Conserved Energy Also a Green ChoiceUnquestionably, the greenest energy source
of all is energy that is never consumed.
Plenty of opportunities remain for improving
process effi ciency, reclaiming waste heat,
and taking advantage of combined heat and
power (CHP) systems to use every energy
unit more effi ciently. We will need many
of these strategies to achieve the levels of
energy independence and effi ciency we all
want. Now is a good time to begin assessing
what is available to you. GT
ple0911Sup1_Renewables_ID A7ple0911Sup1_Renewables_ID A7 11/10/2009 10:23:59 AM11/10/2009 10:23:59 AM

A 8 g a s t e c h n o l o g y / W I N T E R 0 9 W W W. E N E R G Y S O L U T I O N S C E N T E R . O R G
NATURAL GASHEAT TREATING ADVANCEMENTS
New Burners, Controls Make For Big Savings
The indication is that the new burners produced a 25% improvement in thermal effi ciency.
“”
NATURAL GAS HAS LONG been
the fuel of choice for most heat treating
applications, and that’s not about to
change. But the technology for gas-fi red
heat treating is evolving rapidly, with
major changes coming in heightened
burner effi ciency, reduced emissions,
closer fl ame and temperature control, and
extended service intervals. We’ll explore
some of these key changes.
Heat Treating Widely UsedHeat treating is a tool commonly used
in metal fi nishing and fabrication. The
actual objective may be hardening, tem-
pering, annealing, stress relief, or other
modifi cations of the metal. Heat treat-
ment, followed by an appropriate cool-
ing procedure, changes the characteris-
tics of the metal, making it harder, softer,
tougher, more malleable or more ductile.
The prevalent heat source for such treat-
ments is natural gas. The actual treatment
is done in a furnace, cabinet or oven. Both
ferrous and non-ferrous metals commonly
receive heat treatment.
John Dormire is Vice President Sales
and Marketing at Bloom Engineering Co.,
a long-standing supplier of heat treating
equipment for steel. He notes, “In past years
the heat treat industry usually relied on in-
expensive, ineffi cient small cold air burners
for their heat treat processes. Now, nearly all
producers are looking at improving energy
effi ciency, reducing greenhouse gases and
reducing NOx emissions as well.” Dormire
indicates that suppliers like his fi rm have
improved their product line to maximize
effi ciency while reducing emissions. He ex-
plains, “Bloom has traditionally excelled in
very high temperature processes, such as
steel reheating, and has successfully taken
this technology to lower temperature heat
treating applications.”
Because large amounts of heat energy
are often needed, industrial operators today
look for systems with maximum effi ciency.
It is practical to improve the effi ciency of
an existing system by re-evaluating process
schedule and operating temperature. In
some cases, energy can be saved by staged
heating to eliminate excessive energy use.
In some cases the heating enclosure can be
modifi ed to reduce heat losses. For many
operators, entirely new processes for heat
treating have high promise for improving
treatment and reducing energy use.
Vacuum Furnace TechnologyAn example of such an emerging
technology is a new design for a natural
gas-fi red vacuum furnace. This technology
was described by Benjamin Bernard,
Director of Business Development for
Surface Combustion Inc., at a Technology
& Market Assessment Forum (TMAF)
sponsored by the Energy Solutions Center
in Salt Lake City in June, 2009. Surface
Combustion is a supplier of a broad range
of equipment types for heat treating.
The new technology is a high temperature
vacuum carburizing furnace that uses
advanced burner, control and carbon
source technology for superior results
and high effi ciency. Carburizing is a heat
treatment process in which iron or steel is
heated in the presence of another material
which liberates carbon as it decomposes.
Using carburization, the outer surface of
the steel will have higher carbon content
than the original material. When the iron
or steel is cooled rapidly by quenching, the
higher carbon content on the outer surface
becomes hard, while the core remains soft
and tough.
The new process uses a vacuum chamber
to prevent other atmospheric gases from
interfering with the process, and uses a
technology called VringCARB® to release
the carbon at a temperature of 1900° F.
The heat is provided by high-effi ciency
gas-fi red silicon carbide radiant tubes.
The system uses a very stable, high purity,
saturated hydrocarbon, cyclohexane, as
the carburizing medium.
Better Treatment with Less EnergyThis new process was installed in 2006 at
MMS Thermal Processing in Davenport,
Iowa, and has proven to be very success-
ful, resulting in increased production and
reduced energy use. For this application,
Surface packaged its new VringCARB®
capability in a circular machine confi gu-
ration.This technology not only provides
a more effective carburizing treatment,
but reduces the energy requirement for
the process.
In many cases the best step to improve
heat treating operations is to use existing
furnaces but improve the burner and
control technology and adjust or replace
ple0911Sup1_HeatTr_ID A8ple0911Sup1_HeatTr_ID A8 11/10/2009 10:27:39 AM11/10/2009 10:27:39 AM

W W W. E N E R G Y S O L U T I O N S C E N T E R . O R G g a s t e c h n o l o g y / W I N T E R 0 9 A 9
BLOOM ENGINEERINGhttp://www.bloomeng.com
ECLIPSEhttp://www.eclipsenet.com
FIVES NORTH AMERICANhttp://www.namfg.com
GAS TECHNOLOGY INSTITUTEhttp://www.gastechnology.org
PYRONICShttp://www.pyronics.com
SURFACE COMBUSTION INC.http://www.surfacecombustion.com
A regeneratively-fi red heat treat furnace for a forging application. Photo courtesy Bloom Engineering.
M O R E
i n f o
Single-Ended Radiant Tube burners installed in pipe heat treating application.
burners and controls to increase effi ciency.
Commonly this has the added benefi t
of reducing burner emissions, making it
easier to meet mandatory or voluntary
emission targets.
The RASERT BurnerAnother interesting development in
burner technology is the the Reverse
Annulus Single Ended Radiant Tube
(RASERT) burner, a new low-emissions
energy effi cient burner technology. This
improvement offers up to a 69% net NOx
emissions reduction over conventional
burner technologies. The reduction is
achieved from both a lower average
internal fl ame temperature and a 17%-
27% increase in fuel effi ciency. The
RASERT burner was developed by Fives
North American Manufacturing and the
Gas Technology Institute (GTI).
Field Demonstration at Steel MillSoCal Gas is co-sponsoring an ongoing fi eld
demonstration of this burner technology
on an annealing furnace at a steel mill in
southern California. According to Steve
Simons from SoCal Gas, the deployment
of the ten RASERT tubes was at a furnace
at California Steel Industries. Following
modifi cation of the initial design, an
additional retrofi t was made on another
furnace section, and has been in operation
for over a year.
Simons says, “The indication is that the
new burners produced a 25% improvement
in thermal effi ciency. The owner is now
studying possible further use of this
technology.” The RASERT technology is
also being demonstrated in a batch heat
treating operation at Akron Steel Treating.
Both of these demonstration installations
were achieved through collaboration of
private companies, natural gas industry
research and demonstration groups, and
state government agencies.
Recuperative Design Conserves EnergyOne of the keys to improved burner
effi ciency is the use of recuperative designs.
The recuperative principle is to reuse the
heat from each burner exhaust to preheat
combustion air or the fuel-air mixture.
An example of a current recuperative
design is the SER AutoRecupe indirect-
fi red burner by Eclipse, which came out in
2007. This unit has the burner and integral
recuperator coaxially mounted inside a
radiant tube.
This design allows the effi cient
transfer of heat from the exhaust to the
combustion air supply, which provides
high preheat temperatures. Eclipse offers
metal or silicon carbine tubes for furnace
temperatures from 1830° to 2400° F.
These tubes can be used wherever high
effi ciency, low emissions, and superior
temperature uniformity are necessary.
An example of the energy savings and
improved production achievable with a
burner retrofi t is at Rock River Heat Treat
in Rockford, Illinois. In a furnace rebuild,
the company replaced previous tubes with
six AutoRecupe burners with ceramic
inner and metallic outer tubes. With the
new arrangement, the same size load can
now be processed in a shorter time. This
has meant two to three extra loads per
day using the same amount of fuel.
Manufacturer Working with CustomersThis kind of savings in energy and increases
in production are now widely available.
John Dormire from Bloom indicates that his
fi rm’s practice is to work with its customers
to identify specifi c process requirements,
then work to design a custom system to
meet these needs. He stresses the impor-
tance of understanding each customer’s
needs. “Our customers get better value for
their equipment, and solutions are specifi -
cally designed for their products.”
For their part, he urges customers,
“Make sure your suppliers understand
your goals, and assure that the equipment
supplier meets that goal.” Dormire believes
that the industry will continue to improve
heat treating equipment. “In the future, we
are likely to see lower fuel use, very low
NOx emissions, and improved temperature
uniformity, all in one package.” GT
ple0911Sup1_HeatTr_ID.indd A9ple0911Sup1_HeatTr_ID.indd A9 11/10/2009 10:37:53 AM11/10/2009 10:37:53 AM
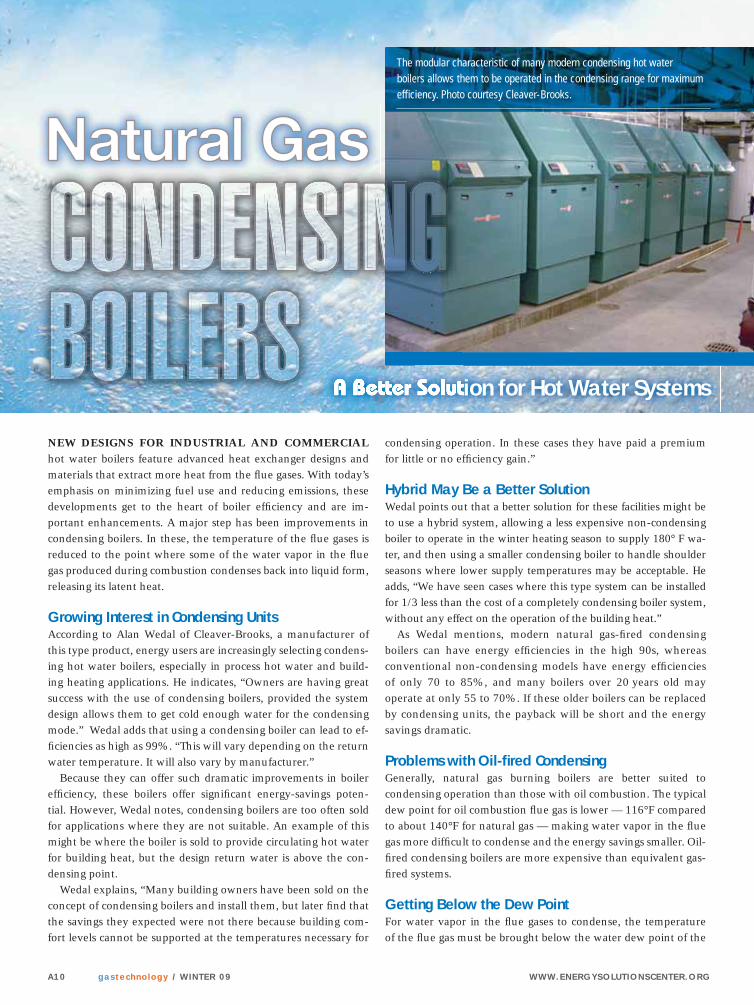
The modular characteristic of many modern condensing hot water boilers allows them to be operated in the condensing range for maximum effi ciency. Photo courtesy Cleaver-Brooks.
A Better Solution for Hot Water Systems
NEW DESIGNS FOR INDUSTRIAL AND COMMERCIAL
hot water boilers feature advanced heat exchanger designs and
materials that extract more heat from the fl ue gases. With today’s
emphasis on minimizing fuel use and reducing emissions, these
developments get to the heart of boiler effi ciency and are im-
portant enhancements. A major step has been improvements in
condensing boilers. In these, the temperature of the fl ue gases is
reduced to the point where some of the water vapor in the fl ue
gas produced during combustion condenses back into liquid form,
releasing its latent heat.
Growing Interest in Condensing UnitsAccording to Alan Wedal of Cleaver-Brooks, a manufacturer of
this type product, energy users are increasingly selecting condens-
ing hot water boilers, especially in process hot water and build-
ing heating applications. He indicates, “Owners are having great
success with the use of condensing boilers, provided the system
design allows them to get cold enough water for the condensing
mode.” Wedal adds that using a condensing boiler can lead to ef-
fi ciencies as high as 99%. “This will vary depending on the return
water temperature. It will also vary by manufacturer.”
Because they can offer such dramatic improvements in boiler
effi ciency, these boilers offer signifi cant energy-savings poten-
tial. However, Wedal notes, condensing boilers are too often sold
for applications where they are not suitable. An example of this
might be where the boiler is sold to provide circulating hot water
for building heat, but the design return water is above the con-
densing point.
Wedal explains, “Many building owners have been sold on the
concept of condensing boilers and install them, but later fi nd that
the savings they expected were not there because building com-
fort levels cannot be supported at the temperatures necessary for
condensing operation. In these cases they have paid a premium
for little or no effi ciency gain.”
Hybrid May Be a Better SolutionWedal points out that a better solution for these facilities might be
to use a hybrid system, allowing a less expensive non-condensing
boiler to operate in the winter heating season to supply 180° F wa-
ter, and then using a smaller condensing boiler to handle shoulder
seasons where lower supply temperatures may be acceptable. He
adds, “We have seen cases where this type system can be installed
for 1/3 less than the cost of a completely condensing boiler system,
without any effect on the operation of the building heat.”
As Wedal mentions, modern natural gas-fi red condensing
boilers can have energy effi ciencies in the high 90s, whereas
conventional non-condensing models have energy effi ciencies
of only 70 to 85%, and many boilers over 20 years old may
operate at only 55 to 70%. If these older boilers can be replaced
by condensing units, the payback will be short and the energy
savings dramatic.
Problems with Oil-fi red CondensingGenerally, natural gas burning boilers are better suited to
condensing operation than those with oil combustion. The typical
dew point for oil combustion fl ue gas is lower — 116°F compared
to about 140°F for natural gas — making water vapor in the fl ue
gas more diffi cult to condense and the energy savings smaller. Oil-
fi red condensing boilers are more expensive than equivalent gas-
fi red systems.
Getting Below the Dew PointFor water vapor in the fl ue gases to condense, the temperature
of the fl ue gas must be brought below the water dew point of the
A 1 0 g a s t e c h n o l o g y / W I N T E R 0 9 W W W. E N E R G Y S O L U T I O N S C E N T E R . O R G
ple0911Sup1_Boilers_ID A10ple0911Sup1_Boilers_ID A10 11/10/2009 10:43:20 AM11/10/2009 10:43:20 AM

This installation of a condensing boiler illustrates an acid-resistant stainless stack and PVC condensate drain lines. Photo courtesy the Veissmann Group.
Cutaway view of a Cleaver-Brooks ClearFire condensing hot water boiler. Illustration courtesy Cleaver-Brooks.
fl ue gas. For this to occur, the return water
temperature to the boiler proper must be
below approximately 140°F, or another
cooling liquid must be introduced.
In some industrial operations, this is
easily achieved. For example industries
such as commercial laundries and food
processing plants may consume a large
proportion of the heat in the circulating
water so feedwater temperatures are low.
Return feeds from heat exchangers that
supply potable water heaters are another
source of cool water.
Newer Technology Makes Condensing PracticalNew commercial and industrial condens-
ing boilers feature designs to help the
boiler stay in the condensing mode as
long as possible. Digital burner controls
now allow burners to modulate to keep
fi ring rates within the condensing range.
An example is the ClearFire Condensing
(CFC) boiler manufactured by Cleaver-
Brooks, in sizes from 750 to 2,500 MBtuh.
This fi retube design has a fully modulat-
ing burner and also a variable speed fan to
keep fl ue exhausts in the range to support
condensing.
According to Wedal from Cleaver-
Brooks, another advantage of the CFC unit
is in the heat transfer design. It utilizes a
stainless fi retube with an Alufer® insert.
This aluminum insert helps “suck” the heat
out to the tube wall more effectively. This
increases the heat transfer rate compared
to a bare tube.
Changes have been made to condensing
boilers to enhance their capabilities, allowing
mechanical designers the ability to drive a
boiler into condensing mode even when the
heating loop has an outlet temperature of
180° F and a 20° temperature differential.
This is done with a second return water port,
so a second source of colder water can be
brought in to lower the water temperature
to the condensing point.
Multiple Boilers Widely UseA strategy now being widely used in
commercial and industrial settings is to
install multiple hot water boilers. Groups
of six or more units are not unusual.
This allows a supervisory fi ring system to
fi re only the necessary number of boilers
for daily or seasonal needs, at rates that
optimize condensing and therefore the
overall effi ciency of the system.
Another supplier of condensing water
heating boilers is Gasmaster Industries,
offering units ranging in size from 200 to
12,000 MBtu per hour. Hussain Mantri
from Gasmaster spoke at a Technology
Marketing & Assessment Forum sponsored
by the Energy Solutions Center in October,
2008. Mantri stressed the exceptionally
high operating effi ciencies available with
this equipment – as high as 97% when
the inlet water temperature ranges from
60° to 70° F, as would be common with
many applications.
Mantri gave as an example of potential
energy savings an installation at a con-
dominium community, Minto Gardens,
in Toronto. He noted that installing two
condensing boilers for heating rather than
conventional boilers had a payback of less
than three years, with an annual savings
of $65,000. The Minto Gardens project
received a LEED Silver rating, in part
because of the energy effi ciency of the
heating and cooling plant.
Building codes forbid discharge of these
boiler fl ues into a masonry stack because
the wet, acidic character of the exhaust has
the potential to damage masonry joints.
Condensate must be similarly handled
in acid-resistant pathways. In some cases
the condensate may be drained through a
drum or tank fi lled with limestone gravel
or a similar material to help neutralize
its acidity before going to wastewater
treatment.
Condensing hot water boilers offer
important improvements in effi ciency,
however are practical only where the
return water can be held below the water
dew point. A careful system evaluation is
needed to determine if this condition exists,
or can be created. In the right applications,
a condensing hot water boiler is a great
money-saving solution. GT
M O R E
i n f oBURNHAM BOILERShttp://www.burnham.com
CLEAVER-BROOKShttp://www.cleaver-brooks.com
GASMASTER INDUSTRIEShttp://www.gasmaster-ind.com
ENERGY SOLUTIONS CENTERwww.CleanBoiler.org
NATURAL RESOURCES CANADA INFORMATION ON BOILERShttp://oee.nrcan.gc.ca/industrial/equipment/boilers
VEISSMANN GROUPhttp://www.viessmann.com
W W W. E N E R G Y S O L U T I O N S C E N T E R . O R G g a s t e c h n o l o g y / W I N T E R 0 9 A 1 1
ple0911Sup1_Boilers_ID.indd A11ple0911Sup1_Boilers_ID.indd A11 11/10/2009 11:02:30 AM11/10/2009 11:02:30 AM
A 1 2 g a s t e c h n o l o g y / W I N T E R 0 9 W W W. E N E R G Y S O L U T I O N S C E N T E R . O R G
MOST OF US HAVE HEARD OF
LEED certifi cation for building design.
LEED stands for Leadership in Energy
and Environmental Design. LEED was
developed by the U.S. Green Building
Council in 1998, and now these design
criteria are used widely for certifying
building designs in the U.S., Canada,
México, and many other countries. These
criteria have evolved over the years as
green building knowledge has increased
and new tools become available.
Measuring Up to LEEDThe purpose of LEED is to promote “green
buildings” by establishing recognized design
measures, with a goal of improving whole-
site designs, recognizing environmental
design leadership, stimulating competition,
and raising public awareness of green build-
ing benefi ts. Tthe goal is to transform the
entire building process and market.
LEED specifi cations score “green building”
designs in the following six areas:
Sustainable sites
Water effi ciency
Energy and atmosphere
Materials and resources
Indoor environmental quality
Innovation in the design process
Points are granted for specifi c achieve-
ments in each of these areas. Points are
totaled for the complete building and if
the building receives a minimum required
number of points, it is classifi ed as “LEED
Certifi ed” with additional higher grades
of LEED Silver, LEED Gold, or the high-
est, LEED Platinum. Until the last few
years, most of the LEED attention went to
commercial and institutional facilities,
whose architects and owners saw them as
showcases of their green commitment. As
LEED has evolved, these specifi cations are
now appropriate for a much wider range
of building types, including industrial
buildings.
Natural Gas a Natural PartnerEffi cient use of energy, minimizing
emissions and the use of recycled materials
are prominent in LEED industrial building
designs. Natural gas is a good energy
source because of its low emissions,
high effi ciency, and fl exibility for use in
equipment that also uses renewable fuels.
Many natural gas utilities have experience
working with owners who are looking for
LEED certifi cation.
LEED building designers have learned
that signifi cant points can also be obtained
by minimizing construction debris, plan-
ning site drainage to reduce discharges to
wastewater treat-
ment systems, and
intelligent design
to reduce the im-
pact of employee,
customer and de-
livery traffi c. In
some cases, entire
industrial parks
are being built to
LEED specifi ca-
tions.
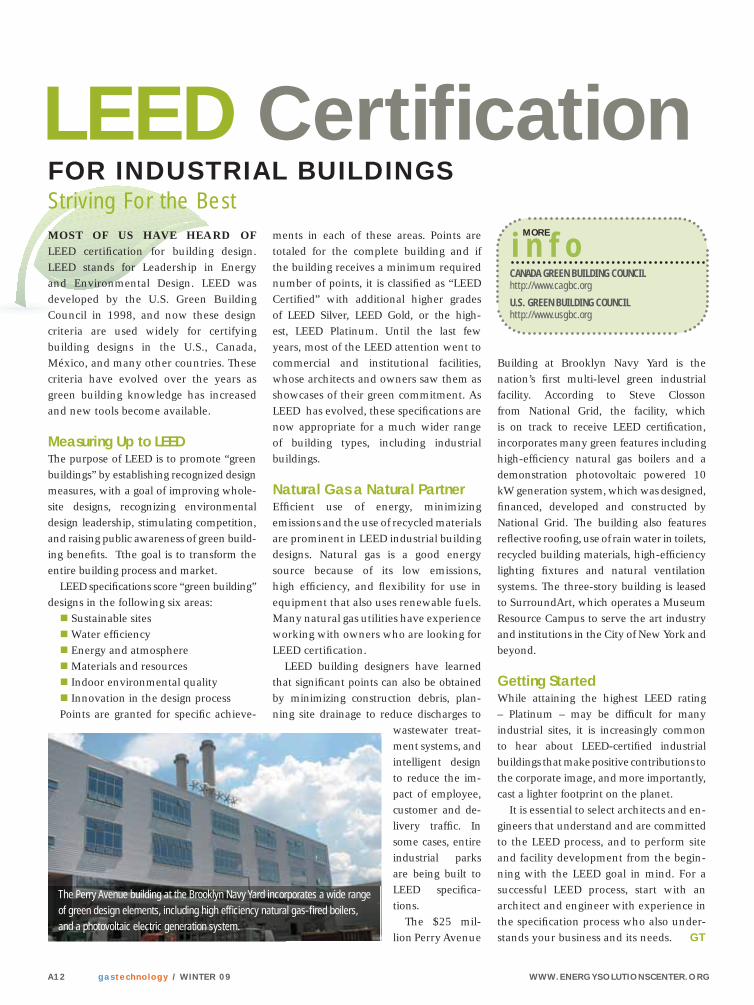
The $25 mil-
lion Perry Avenue
Building at Brooklyn Navy Yard is the
nation’s fi rst multi-level green industrial
facility. According to Steve Closson
from National Grid, the facility, which
is on track to receive LEED certifi cation,
incorporates many green features including
high-effi ciency natural gas boilers and a
demonstration photovoltaic powered 10
kW generation system, which was designed,
fi nanced, developed and constructed by
National Grid. The building also features
refl ective roofi ng, use of rain water in toilets,
recycled building materials, high-effi ciency
lighting fi xtures and natural ventilation
systems. The three-story building is leased
to SurroundArt, which operates a Museum
Resource Campus to serve the art industry
and institutions in the City of New York and
beyond.
Getting StartedWhile attaining the highest LEED rating
– Platinum – may be diffi cult for many
industrial sites, it is increasingly common
to hear about LEED-certifi ed industrial
buildings that make positive contributions to
the corporate image, and more importantly,
cast a lighter footprint on the planet.
It is essential to select architects and en-
gineers that understand and are committed
to the LEED process, and to perform site
and facility development from the begin-
ning with the LEED goal in mind. For a
successful LEED process, start with an
architect and engineer with experience in
the specifi cation process who also under-
stands your business and its needs. GT
LEED Certifi cationFOR INDUSTRIAL BUILDINGSStriving For the Best
M O R E
i n f oCANADA GREEN BUILDING COUNCILhttp://www.cagbc.org
U.S. GREEN BUILDING COUNCILhttp://www.usgbc.org
The Perry Avenue building at the Brooklyn Navy Yard incorporates a wide range of green design elements, including high effi ciency natural gas-fi red boilers, and a photovoltaic electric generation system.
ple0911Sup1_Leed_ID A12ple0911Sup1_Leed_ID A12 11/10/2009 10:46:04 AM11/10/2009 10:46:04 AM