Embed Size (px)
Citation preview

1
ACOUSTIC EMISSION STUDY OF PRESSURE VESSELS MATERIAL
DEGRADATION PROCESSES AFTER LONG-TERM OPERATION IN
THE REFINERY INDUSTRY
Igor LYASOTA1, Tomasz RYNCARZ1, Barbara KOZUB1
1 Cracow University of Technology, Faculty of Mechanical Engineering,
Cracow Poland
Abstract:
The paper presents results obtained from the complex destructive laboratory investigations on real pressure vessels’ carbon steels after long-term operation in the refinery industry. Tested materials contained structural defects. Detailed metallographic tests and static tensile tests were realized firstly. Then, complex tensile tests with acoustic emission signals registration, and material microstructure changes observation by light microscopy were conducted. The correlations between acoustic emission signals parameters and material microstructure damage during the tensile tests were developed. At the next stage, the destructive pressure tests with acoustic emission recording of real cylindrical pressure vessel were realized. The vessel has been operated in the refinery industry for 45 years. A lot of corrosion damages were present on the inner surface of the vessel shell as a result of long-term operation. The material’s microstructure of some shall plates was coarse-grained, which arose from improper heat treatment during plates manufacturing. The investigations, presented in this paper, were realised within the project of LIDER VII Programme financed by the National Centre for Research and Development of Poland.
1. Introduction
The carbon and ferritic alloy-steels with different chemical composition are widely used in various industry branches especially in pressure equipment operated in the petrochemical and refinery industries. The pressure equipment such as: process piping, pressure vessels, reactors, boilers and columns, generally work under extreme conditions. It is often caused by simultaneous influence of aggressive media (being the result of technological processes), time-varying pressures, and high or low temperatures. Most of the pressure equipment of the petrochemical and refinery industry has been operated since 60-70s of the XXth century. The various types of hidden technological defects are present in the equipment materials as a result of imperfections of the contemporary steel manufacturing technologies. These are most often non-metallic inclusions liquation, structural changes due to improper heat treatment, defects of welding joints etc.. Long-term operation of the pressure equipment under extreme conditions causes defects propagation and damages in microstructure of the materials. The defects which are growing under working loads, may cause damage of equipment’s structures and, consequently, may also lead to the failure of the whole industrial unit. According to the above, the development of new methodologies in the field of diagnostic tests which allows evaluation of the conditions of pressure equipment materials after long-term operation in the petrochemical and refinery industries is very important.
Mor
e in
fo a
bout
this
art
icle
: ht
tp://
ww
w.n
dt.n
et/?
id=
2357
7

2
One of the modern non-destructive testing method (NDT) is the acoustic emission (AE) – the highly-sensitive, multi-parameter, passive in situ NDT technique. The AE method is widely used for health monitoring of various kinds of structures [1] in the field of petroleum, aerospace and automotive. The advantages of the method are real time material degradation monitoring and high sensitivity to material failure. The AE method is also indispensable for the investigation of the kinetics of deformation and damage processes due to the capability to monitor local processes occurring in the material during plastic deformation.
This paper to aims study of influence microstructure degradation of carbon steel (0,2%C) on AE, generated by the materials plastic deformation and fracture initiation processes. The complex tensile tests of specimens with AE signals registration and in situ material microstructure changes observations (during the test) by light optical microscopy (LOM) were conducted to achieve the goal of this paper. As a result of the laboratory tests, the correlations between the AE signals parameters and material microstructure damage during the tensile tests were developed. At the next stage, the destructive pressure tests with AE recording of real cylindrical pressure vessel (after long-term operation) were realized. The results of the conducted investigations form the basis for the developing of a complex methodology for evaluation of the technical condition of pressure equipment in the refinery industry. The investigations were realised within the project of LIDER VII Programme, financed by the National Centre for Research and Development of Poland.
The first attempts to laboratory study of AE generated during structure materials plastic deformation and fracture processes of unnotched/notched specimens were conducted in the middle of the XXth century [1]. One of the first correlations between the failure mechanisms (stress intensity factor) of different structural steels and the characteristic parameters of its AE signals were validated by H. Dunegan [2]. As an example the total AE counts N and stress intensity factor K were correlated as N = AKm where A and m are constants. The progress in AE-signals' analysis methods as applied to materials research field is presented in review research, prepared by Kanji Ono [3]. The AE behaviour in structural materials during deformation and fracture processes is still systematically examined with progress of the AE measuring systems and signal processing methods.
The studies of AE behaviour during tension of ferrite-pearlite low carbon steels (<0,2%C) unnotched specimens were published [4-13]. As the result of the tensile process of the steels AE signals with characteristic features at different stages of loading are generated [4-13]. The beginning of plastic deformation is detected by acoustic emission in two stages [7]. At the early stage of plastic deformation (microyield stage) AE is generated by dislocation activity at grain boundaries, then rapid increase of AE activity is observed after massive plastic deformation at yield due to intensive motion of slip bands [7]. According to the authors [4, 12], the first low energy AE signals can be attributed to the dislocation multiplication and unpinning from Cottrell atmosphere or dislocation tangling, while the latter AE signals may be generated by the simultaneous motion of high-density dislocations during Lüders-band propagation. Generally, the activity of AE increases near the yield point and reaches to maximum at the beginning of plastic deformation, but the activity decreases significantly (with exponential [5]) with further straining when the material reaches the initial fracture region [4, 6, 7, 10]. The related acoustic emission behaviour and deformation properties were analysed by authors [7]. The two typical AE signals were obtained: the lower amplitude and higher energy AE signals in yielding stage and the higher amplitude and lower energy AE signals in micro-plastic deformation and strain hardening stage. The AE signals show a waveform of long rise time and low amplitude.

3
2. Laboratory tests
2.1. Materials. The specimens of St3S/S235 grade steel (0,2%C) were tested in this study. The material is widely used in an oil industry equipment. The St3S grade hot-rolled low-carbon steel plate [14] (wall thickness 16 mm) was obtained from crude oil distillation column shell operated for 50 years in the petroleum refining processes. The operated material was designated as A. The new material – S235 grade steel plate [15] (designated as B) with identical chemical composition as A material was tested to conduct the comparative analysis.
Metallographic examination by light optical microscopy of A material section showed overheated coarse-grained ferrite-pearlite microstructure (Fig. 1 a) with directed shape of pearlite colonies (sharp shaped pearlite grains). These changes of the microstructure morphology arose due to the material overheating in the Ar3 and Ar1s temperature range and could not be caused by the operating conditions of the device. On this basis, it can be concluded that changes in the steel sheet structure probably originate from the production period and result from the lack of proper heat treatment (normalization) after hot rolling. Steel with such a microstructure has tendencies for brittle fracture, reduced impact strength and mechanical properties such as Re, Rm during stretching.
a b
Fig. 1. The microstructure of material sections designated A (a) and B (b); magnification 500×
Metallographic examination of unused S235 grade steel plate (material B), showed ferrite-pearlite microstructure typical for this normalized steel. Microstructure without clear features of the secondary structure and significant traces of degradation can be seen in Fig. 1 b. The microstructures of both materials contain impurities in the form of non-metallic inclusions (manganese and iron sulphides).
2.2. Equipment and testing procedure. The static tensile tests with AE recording were conducted on unnotched flat specimens with work cross-section of 4x12 mm (Fig. 2 b), machined from each material (A and B). The work zones of specimens were polished and etched with the use of portable metallographic techniques. The monocular light portable microscope with digital camera was used for observation of the material microstructure changes during the tensile tests. The microscope was mounted on a grip of the testing machine (Fig. 3).
The specimens were axially loaded on the Zwick/Roell Z100 testing machine with hydraulic serrated grips. The use of hydraulic grips definitely reduces the noise level, generated in the sample mounting zone during the tensile test. The AE signals were recorded by AMSY-6 digital multi-channel AE measurement system (ASIP-2/A channel type) which consists of: resonance sensors VS150-M and VS75-V type (resonance frequency of 150 kHz and 75 kHz); AEP4 external preamplifiers (amplification of 34 bB) – Vallen Systeme GmbH

4
equipment. According to the diagram in Fig. 2 a, AE was recorded by four sensors directly from the destruction sample’s zone. The force and displacement were recorded by the AMSY-6 system’s parametric channels which were connected to output parametric channels of the Zwick/Roell Z100 testing machine.
a b
Fig. 2. Diagram of the testing station (a) and technical drawing of tested specimen (b): 1 – specimen, 2 – VS150-M type sensors, 3 – VS75-V type sensors, 4 – AE measurement system,
5 – computers, 6 – digital camera, 7 – light portable microscope, 8 – testing machine’s grips
2.3. Laboratory tensile tests results. The exemplary tensile tests results of a stress-strain curves with AE parameters distribution and material microstructure images for each stage of tension are shown in Figs. 3, 4. Only AE signals located in the work zones of specimens were taken into account. The AE activity peak around yield point on materials stress-strain curves has been observed as the only common feature of the tested samples. Other parameters of the recorded AE signals vary substantially.
The rapid increase of AE activity with the burst signal peak amplitudes approx. 45 ÷ 50 dB (Fig. 3 a, b and Fig. 4 a, b) was recorded during a tensile of all tested materials. The highest activity of the RA value (RA = the rise time / the maximum amplitude [16]) was also noted when the materials reached the yield point (Fig. 3 c, d and Fig. 4 c, d). The RA values for signals, recorded by channels with VS75-V sensor type, were much higher than those recorded by VS150-M sensors. It is found that AE at the early stage of plastic deformation, preceded by a yield point, is generated by dislocation movement at grain boundaries. Then rapid increase of AE activity is observed after massive plastic deformation – intensive motion of slip bands (shear deformation which moves the atoms) in plastic ferrite grains as well as during Lüders-band propagation in the lower yield point [4, 7, 12].
The processes of intensive motion of slip bands in plastic ferrite grains inhibit the material deformation after yield point (dislocation blocking). It is the start of the strain hardening stage. In this stage the dislocations accumulate, interact with one another, and serve as obstacles for their motion. This leads to a change of deformation mechanism from slip dislocation motion to twinning. The twinning process requires much more stress level than slippage band, so it occurs in the next stage of loading. The linear plastic deformation zones are formed in plastic ferrite grains of low carbon steel as a result of twinning processes. These linear zones are directed to the tensile direction at an angle approx. 45 °. These zones can already be observed with the use of LOM (Fig. 3 f, g and Fig. 4 f, g) during the tensile test. The decrease of AE activity is observed during strain hardening stage.

5
e
f
g
h
i
a
b
c
d
Fig. 3. Stress-strain curves of A type specimen with AE signal amplitude (a, b) and RA parameter distributions (c, d) for VS150-M type sensors (a, c) and VS75-V type sensors (c, d) as well as
material microstructure images (e ÷ i) for different stress levels, magnification 400×

6
e
f
g
h
a
b
c
d
Fig. 4. Stress-strain curves of B type specimen with AE signal amplitude (a, b) and RA parameter distributions (c, d) for VS150-M type sensors (a, c) and VS75-V type sensors (c, d) as well as
material microstructure images (e ÷ h) for different stress levels, magnification 600×

7
The next stage is micro-cracks formation process in the linear plastic deformation zones of ferrite grains (Fig. 4 h, i). These processes are preceded by ultimate strength. The micro-cracking process generates single AE signals with burst peak amplitudes approx. 50 ÷ 60 dB. The growthing and connection of micro-cracks as well as macro-cracks developing are realised on the destruction final stage (Fig. 3 ÷ 4).
It's also worth noting that the plastic deformation and destruction of overheated coarse-grained microstructure of St3S grade steel (material IA) generate definitely lower acoustic emission than the normalized ferrite-pearlite microstructure of unused S235 grade steel plate (material IB). This effect is probably caused by fewer AE-sources (e.g. grain boundaries) during the plastic deformation coarse-grained steel as compared to normalized steel.
3. Laboratory pressure tests with AE recording
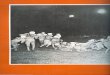
3.1. Tested object. The hydraulic pressure test with AE recording of cylindrical pressure vessel (capacity – 2.6 m3, wall thickness – 8 mm) was carried out in the next stage of the research. The vessel has been operated for over 40 years in crude oil distillation unit under the maximum pressure approx. 0.25 MPa (design pressure was 0,5 MPa). During the pressure test, the vessel was in stages loaded (and unloaded) with the 10-minute load holds and recording of AE. There were numerous corrosion damages (pitting corrosion, welding joins’ corrosion and the wall thickness reducing) of different depths on the inner surface of vessel shell. The damage was mapped using detailed ultrasonic tests (UT) by phased array technique. The UT test results showed that the average shell wall thickness is approx. 5,5 mm, which is 31 % lower than the new vessel wall thickness (wall thickness is 8mm in accordance with the technical documentation). It is also worth noting that the shell wall loss ranged even between 5 ÷ 6mm in some zones. The area with holes (as result the material corrosion process) was also detected on the vessel's shell. The defected material was cut out. A new section – low carbon steel sheet (dimensions: 120x120x3 mm) with identical chemical composition as the shell material was welded in this place (butted welding joints, Fig. 5 a). The steel sheet had formed by cold rolling before it was welded. The joints were heat treated after welding.
a b
Fig. 5. The pressure vessel (a) and von Mises stress distribution in the shell under 1,0 MPa pressure (b)
The set of material tests, such as: chemical composition analysis and metallographic examination by portable techniques, were additionally prepared. The results of the analysis have shown that the chemical composition of shell’s steel consists of: 0,2% C, 1,40% Mn and

8
0,4% Si. Microscopic observations by portable light microscope of metallographic section, prepared on each shell’s plate (6 sections designated I ÷ VII) showed ferrite-pearlite microstructure (Fig. 6). The materials of cylinder heads and one shell’s plate are characterized by overheated coarse-grained ferrite-pearlite microstructure – Widmanstatten microstructure. The overheated microstructures are similar like St3S grade steel microstructure, tested in the laboratory tensile tests (Fig. 1). The steel microstructure changes were as result hot rolling during production process.
a b c
d e f
Fig. 6. Microstructures of the shell’s plates designated I (a), II (b), III (c), IV (d), V (e), VI (f) and VII (g): a, b c d – magnification 400×; e, f, g – magnification 200×
g
For AE recording were used AMSY-6 system and sensors: VS150-RIC and VS75-SIC with integrated preamplifiers (amplification – 34 dB). The location of the VS75-SIC type sensors was identical to the VS150-RIC type sensors, i.e. there were two sensors of each type at each point. The sensors localization on the tested vessel was shown in Fig. 8.
3.2. Laboratory pressure test results. The local destruction with depressurise of the vessel shell occurred after exceeding the pressure approx. 0,9 MPa during the pressure test with AE recording. The crack initiated in the weld which connects the shell with reinforcement overlay of stub-pipe. The shell material was very corroded in the stub-pipe zone (the inner side of the shell). This zone was examined by the phased array UT before the hydraulic pressure test. The crack initiation was detected and localized by AE method. The crack

9
location is shown in the Fig. 8. The start of local plastic deformation processes (early stage of crack initiation) of the shell’s material occurred in the corrosion damage zone after exceeding the pressure of approx. 0,5MPa. It was indicated by clear increase of Historic Index parameter value of the signals registered by channels with VS150-RIC sensors (Fig. 7, b). It was also observed, that with the increase of pressure there were noted an increase of the signals' amplitude and the AE-activity (Fig. 7, a).
a
b c
Fig. 7. Signal amplitude (a) and Historic Index parameter (b) distributions as well as zonal intensity plot Severity – Historic Index for signals, registered by channels with VS150-RIC type sensors
(pressure 0,1-0,8MPa)
The zonal intensity plot Severity-Historic Index (the MONPAC System [17]) for signals recorded by channels with VS150-RIC sensors is shown in Fig. 7 c. Most of the AE signals, which are located in the zone E on Severity-Historic Index plot were recorded after exceeding the pressure of 0,5MPa. These AE-signals were generated by active damages, which caused to local plastic deformation or destruction of the shell material.
The vessel was loaded to pressure 1MPa despite slight leak (as result the cracking) i the next stage of hydraulic pressure test. The rapid increase of AE-activity has been observed after exceeding 1MPa pressure. The FEM analysis showed (Fig. 5 b), that high pressure above 1 MPa causes to plastic deformation of circular welds material, connected of cylinder barrel with heads, as well as in connection zone of reinforcement overlay of inspection manhole with the shell. That plastic deformation of shell material generated high AE activity.

10
Fig. 8. The location of AE signals sources on the vessel’s shell for VS150-RIC type sensors
designated 1 ÷ 11 (pressure 0,1 ÷ 0,8 MPa)
4. Conclusion
The AE method allowed to detect of early stages of plastic deformation and damage processes in long-term operated S235 (St3S) grade carbon steel and during static tension.
The AE, generated by steels' microstructural damage processes during tensile, was correlated by in situ microstructure observation with the use light microscopy.
The AE activity peak around yield point on materials stress-strain curves has been observed as the only common feature of the tested materials. It is found that AE at the early stage of plastic deformation, preceded by a yield point, is generated by dislocation movement – intensive motion of slip bands in plastic ferrite grains as well as during Lüders-band.
The decrease of AE activity is observed during strain hardening stage when the dislocations accumulate and serve as obstacles for their motion – twinning processes. The linear plastic deformation zones in ferrite grains were observed by LOM as a result of twinning processes.
The plastic deformation and destruction of overheated coarse-grained ferrite-pearlite microstructure of St3S grade steel generate definitely lower AE than the normalized ferrite-pearlite microstructure of unused S235 grade steel plate. This effect is probably caused by fewer AE-sources (e.g. grain boundaries) during the plastic deformation coarse-grained steel as compared to normalized steel.
The hydraulic pressure test with AE recording of the real pressure vessel (long-term operated in the refinery industry) was shown that AE method allowed to detect of local plastic deformation processes and early stage of crack initiation in overheated and corrosion degraded shell’s material. The AE signals recorded on early stage of crack initiation and located in the damage's zone had similar parameters like signals recorded during the laboratory tensile tests of overheated and normalized low carbon steels.

11
References:
[1] Grosse C.U., and Ohtsu M. Acoustic Emission Testing, Basics for Research – Applications in Civil Engineering, Springer, 2008, 414 p.
[2] Dunegan H.L., Harris D.O., Tatro C.A. Engineering Fracture Mechanics, Vol. 1, 1968, pp. 105-122.
[3] Ono K. Acoustic Emission in Materials Research – a Review, Journal of Acoustic Emission, Vol. 29, 2011, pp. 284-308.
[4] Wang H. W., Yu H. M., Xiao H. Q., Han Z. Y. and Luo H. Y. Steel damage based on acoustic emission, Materials Research Innovations, Vol. 19, 2015, pp. 288-291.
[5] Marsudi M. Study of acoustic emission during tensile test of mild steel plate, 8th International Conference on Heat Transfer, Fluid Mechanics and Thermodynamics, 11-13 July 2011 Mauritius.
[6] Shenao Zou, Fengying Yan, Guoan Yang and Wei Sun The Identification of the Deformation Stage of a Metal Specimen Based on Acoustic Emission Data Analysis, Sensors, Vol. 17, 2017, pp. 1-13.
[7] Akbari M., Ahmadi M. The application of acoustic emission technique to plastic deformation of low carbon steel, Physics Procedia, Vol. 3, 2010, pp. 795-801.
[8] Deng Yang, Liu Yang, Feng Dong-ming Monitoring damage evolution of steel strand using acoustic emission technique and rate process theory, J. Cent. South Univ., Vol. 21, 2014, pp. 3692-3697.
[9] Merson E., Vinogradov A., Merson D.L. Application of acoustic emission method for investigation of hydrogen embrittlement mechanism in the low-carbon steel, Journal of Alloys and Compounds, Vol. 645, 2015, pp. 460-463.
[10] Zhang Penglin, Sang Yuan, Zhao Zhiqiang and Xu Yaxing Application of Acoustic Emission Technique in Q345E Steel Tensile Damage Detection, Journal of Gansu Sciences, Vol. 2, 2015, pp. 83-87.
[11] Merson D.L., Chernyaeva E.V. Use of the Method of Acoustic Emission for Determining the Mechanical Properties of Pipe Steels, Metal Science and Heat Treatment, Vol. 49, 2007, pp. 272-276.
[12] Lee C.S., Huh J.H., Li D.M. and Shin D.H. Acoustic emission behavior during tensile tests of low carbon steel welds, ISIJ International, Vol. 39, 1999, pp. 365-370.
[13] Ying Zhang, Ze-ming Wen, Bin Li and Hao Wu Experimental research on acoustic emission characteristics in damage process of different meso-structural specimens, 2015 Symposium on Piezoelectricity, Acoustic Waves, and Device Applications, Oct. 30-Nov. 2 2015 Jinan, China.
[14] GOST 380-60 Common quality carbon steel. Grades.
[15] PN-EN 10025-2:2007 Hot rolled products of structural steels – Part 2: Technical delivery conditions for non-alloy structured steels
[16] Ohno K., Ohtsu M. Crack classification in concrete based on acoustic emission, Construction and Building Materials, Vol. 24, 2010, pp. 2339-2346.
[17] Fowler T. J., Blessing J. A., Conlisk P. J. and Swanson T. L. The MONPAC System, World Meeting on Acoustic Emission. Charloue. N. Carolina. March 1989.