Embed Size (px)
Citation preview

Fuel Processing Technology 92 (2011) 421–427
Contents lists available at ScienceDirect
Fuel Processing Technology
j ourna l homepage: www.e lsev ie r.com/ locate / fuproc
A unified process for preparing mesophase and isotropic material from anthraceneoil-based pitch
Patricia Álvarez ⁎, Marcos Granda, Juan Sutil, Ricardo Santamaría, Clara Blanco, Rosa MenéndezInstituto Nacional del Carbón, CSIC. Apartado 73. 33080-Oviedo, Spain
⁎ Corresponding author. Instituto Nacional del CChemistry of Materials, Apartado 73, 33080-Oviedo, Spfax: +34 985 29 76 62.
E-mail address: [email protected] (P. Álvarez).
0378-3820/$ – see front matter © 2010 Elsevier B.V. Aldoi:10.1016/j.fuproc.2010.10.004
a b s t r a c t
a r t i c l e i n f oArticle history:Received 5 July 2010Received in revised form 23 October 2010Accepted 25 October 2010Available online 20 November 2010
Keywords:Anthracene oilPyrolysisMesophaseIsotropic material
A simple procedure for preparing mesophase and isotropic material from an anthracene oil derivative (AOP)is described herein. This technology, which can be easily scaled up, was designed to prepare both materials(mesophase and isotropic phase) from anthracene oil derivatives to a purity N99%. The process consists of twothermal treatments (one under pressure and one without) followed by a subsequent sedimentation step.Because of the flexibility of the process, it is possible to determine the effect of the experimental conditions onthe composition, size and thermal stability of themesophases and isotropic materials. The results showed thatthe first step of the process (thermal treatment under pressure) affects the structure and properties of thesample, to a greater degree, these effects being especially pronounced in the case of mesophase.
arbón, CSIC, Department ofain. Tel.: +34 985 11 89 78;
l rights reserved.
© 2010 Elsevier B.V. All rights reserved.
1. Introduction
Carbonaceousmesophase has been extensively used as a precursorfor a wide range of materials, such as carbons of high density andstrength, carbon fibre C/C composites, catalyst carriers or high specificsurface-active carbons for batteries, amongst others [1–6]. This is dueto its excellent properties, including its high thermal and electricalconductivities, which are the result of the high degree of orientation ofits aromatic lamellae. However, these properties show a delicatedependence on the chemical structure of the constituent moleculesand, therefore, on the nature of the precursors used.
Carbonaceous mesophase can be prepared from a variety ofsources, coal tar pitch (CTP) and petroleum pitch (PP) being the mostcommon precursors [7–14]. CTP and PP are both composed ofhydrocarbons but with different functionalities and molecular sizedistributions. Whereas PP contains more aliphatic chains and is richerin hydrogen, CTP is highly aromatic with very little aliphatichydrogen. Another important difference is the presence of solidparticles in CTP, the so called primary quinoline insolubles (QIs).These differences in composition affect the behaviour of the pitchesduring carbonisation and determine the development of mesophase,which is an intermediate stage in the formation of the pregraphiticstructure of graphitizable carbons. Recently we reported the prepa-ration of novel anthracene oil-based semisynthetic pitches [15–17].
This new product is obtained from anthracene oil, a highly aromaticfraction composed of polycyclic aromatic hydrocarbons of 3–5 ringsand obtained as the heaviest fraction in coal tar distillation [18]. Theprocedure consists of the polymerization of anthracene oil byoxidative thermal condensation, where oxygen promotes polymeri-zation reactions via the formation of oxygen-containing intermedi-ates. The procedure also allows oxygen to be eliminated during thesubsequent thermal treatment, with the result that the final productretains only small quantities of oxygen (b0.6 wt.%). The pitchesobtained exhibit characteristics similar to those of the standard CTPbut with certain peculiarities, such as the total absence of QIs and thepresence of light nonreactive compounds. The presence of thesecompounds in the reaction media during mesophase formation isknown to favour both hydrogen transfer reactions and the regulationof mesophase development, allowing highly thermoplastic condensedmesophase to be obtained. Also the characteristics of these anthra-cene oil-based pitches allowed the mesophase to be separated bysedimentation. Therefore, the methodology proposed herein clearlydiffers from other proposed processes for the production ofmesophase that uses, for example, solvent fractionation [19]. Othertreatments have been applied to anthracene oil for the preparation ofpitches [20] but none of them, except the previously mentioned,concerns mesophase preparation.
Preliminary studies carried out in our laboratory demonstrated thefeasibility of producingmesophase from this pitch [21]. On the basis ofthese studies, we report a single step procedure, easy to scale up, forpreparing 99% pure anthracene oil-based mesophase and isotropicmaterial. The procedure involves two thermal treatments followed bya subsequent sedimentation step. Sedimentation has been success-fully employed in the concentration of mesophase spheres from coal

Table 1Reaction conditions applied and mesophase yield obtained.
Batch Treatment 1 Treatment 2 Yta Sedimentation Ym
b Yic
1 450 °C, 3 h, 5 bar 450 °C, 3.5 h 47 420 °C, 1 h 7 40
422 P. Álvarez et al. / Fuel Processing Technology 92 (2011) 421–427
tar derivatives [22] and to separate the coalesced mesophase frompetroleum derivatives [23]. Due to the special properties of this newpitch, sedimentation will be used in this work to separate thecoalesced mesophase from the isotropic material.
2 450 °C, 3 h, 5 bar 450 °C, 4 h 35 420 °C, 1 h 20 153 450 °C, 3 h, 5 bar 450 °C, 4.2 h 25 420 °C, 1 h 21 44 450 °C, 3 h, 5 bar 450 °C, 4.5 h 23 420 °C, 1 h 20 35 450 °C, 3.2 h, 5 bar 450 °C, 4 h 32 420 °C, 1 h 20 126 450 °C, 3.5 h, 5 bar 450 °C, 4 h 30 420 °C, 1 h 25 57 450 °C, 3.5 h, 5 bar 450 °C, 4.5 h 21 420 °C, 1 h 19 2
a Treatment yield (wt.%).b Mesophase yield (wt.%).c Isotropic phase yield (wt.%).
2. Materials and methods
2.1. Raw materials
An anthracene oil derivative (AOP) supplied by Industrial Químicadel Nalón, S.A, was used as raw material. The elemental analysis ofAOP showed the following composition: C: 91.6 wt.%, H: 5.4 wt.%,O: 1.5 wt.%, S: 0.5 wt.%, and N: 1.0 wt.%. The sample was completelysoluble in toluene and N-Methyl-pyrrolydinone (NMP). The carbonyield (determined by the ALCAN method) was 0 wt.%.
2.2. Mesophase preparation
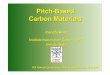
The preparation of mesophase from AOP involved a two-stepthermal treatment, the first one under stirring, followed by heat-induced sedimentation. The equipment used for this purpose was anautoclave consisting of two reactors (each with a maximum capacityof 3 Kg) interconnected by a download valve (Fig. 1). The firststainless steel reactor was designed to work under dynamic nitrogenpressure and was provided with a stirring system and a back-uppressure valve. The second stainless steel reactor had no stirringdevice. The system was also equipped with two collectors of volatilesrefrigerated with water. In a typical experiment, 3 Kg of AOP wasthermally treated in the first reactor at 450 °C using different soakingtimes (3–3.5 h) under a dynamic nitrogen pressure of 5 bar with anitrogen flow of 10 Lh−1. After depressurization, the reaction productwas thermally treated at 450 °C for different soaking times (3.5–4.5 h)using the same nitrogen flow. Once the two treatments had beenperformed, the download valve was opened and the heated mixturewas transferred to the second reactor pre-heated to 420 °C forsedimentation to take place for 1 h.
The mesophase and isotropic phase thus obtained were labelled asM-n and I-n respectively, where n indicates the number of the batch(n=1–7, Table 1). Finally, all condensed volatiles generated duringthe process were collected and similarly labelled as C-n.
TM
Gas outletT
F
M
B
Water refrigeration
RV V
Gas outletF
Water refrigeration
V
RF
Fig. 1. Schematic diagram of the reactor used for the
2.3. Sample characterization
2.3.1. Elemental analysisThe carbon, hydrogen, sulphur and nitrogen contents of the
samples were determined with a LECO-CHNS-932 microanalyzer.Oxygen was directly determined using a LECO-VTF-900 furnacecoupled to the microanalyzer. The proximate analysis was carriedout, following ISO Standards, on the basis of the weight losses at815 °C in air (ash). The analyses were performed with 1 mg of sampleground and sieved to b0.2 mm. The results were quoted from anaverage of the values of four determinations. In all cases, theexperimental error was b0.5% of the absolute value.
2.3.2. Softening pointThe softening point of the samples was evaluated according to the
ASTM D3104 standard.
2.3.3. Carbon yieldThe carbon yield of the samples was determined according to the
ASTM D4715 standard.
2.3.4. N-methyl-2-pyrrolidinone-insoluble content(NMPI) The N-methyl-2-pyrrolidinone (NMP) insolubles were
evaluated following a similar procedure to that used to determine thequinoline insolubles (ASTM D2318 standard), but using N-methyl-2-pyrrolidinone (NMP) instead of quinoline. In a typical experiment,one gram of sample, ground and sieved to b400 μm, and 50 mL ofNMP was placed in a 500 mL flask, which was then heated to boiling
NN2
T FmV
R
FT
R ReactorF Furnace
D Download valveVolatiles collectorVD
Fm Flow meter
T Thermocouple
M ManometerB Back pressure valve
T
T
preparation of anthracene oil-based mesophase.

100
a
b
40
60
80
0
20
0 100 200 300 400 500 600
wei
ght
(wt.
%)
8 10 12 14 16 18 20 22
Inte
nsit
y (n
orm
aliz
ed)
Temperature (ºC)
Time (min)
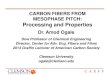
Fig. 2. SEC (a) and TG (b) curves of the polymerized anthracene oil (AOP).
423P. Álvarez et al. / Fuel Processing Technology 92 (2011) 421–427
point and maintained under reflux for 30 min. Filtering was carriedout using a No. 5 porous ceramic plate. The residue was first washedwith hot NMP until complete removal of NMP-soluble material wasachieved and then with 10 mL of acetone.
2.3.5. Thermogravimetric analysisThe evolution of the weight of the sample during carbonization
was monitored by thermogravimetric analyses (TG/DTG) which werecarried out using a TA SDT 2960 analyzer. 10 mg of each sample,b0.4 mm particle size, was placed in a crucible which was thenintroduced in the thermobalance. The temperature was increased to1000 °C at a heating rate of 10 °C min−1 under a nitrogen flow of95 mL min−1.
2.3.6. Size exclusion chromatographyThe polymerization of the samples was evaluated by means of Size
Exclusion Chromatography (SEC) using an Agilent 1100 seriesequipment fitted with a polystyrene-polydivinylbenzene column(30 cm long, 7.5 mm o.d. filled with mixed-D, 5 μm (PolymerLaboratories)). N-methyl-2-pyrrolidinone soluble fractions were runat 80 °C using N-methyl-2-pyrrolidinone as eluent at a flow rate of0.5 mL min−1. Detection was performed at 300 nm using a Perkin-Elmer LC250 variable wavelength UV-absorption detector. The eluentwas pumped in using an isocratic pump at a maximum pressure of14 MPa. To reduce the degree of uncertainty arising from theconcentration of the samples, the chromatograms are presented in apeak-normalized mode.
2.3.7. Optical microscopyThe mesophase samples were analyzed by reflected-light optical
microscopy, using a Zeiss Axioplan microscope equipped with apolarizer and a one-way retarded plate. Before analysis, the sampleswere embedded in epoxy resin and then ground and polished.Representative images of the sampleswere taken, using oil immersionobjectives of 50×.
3. Results and discussions
Optimum transformation of AOP into mesophase on a significantamount was achieved by means of a unified procedure consisting oftwo sequential thermal treatments at temperatures of 450 °C in astirred autoclave and its subsequent download into an unstirredreactor for sedimentation at 420 °C (Fig. 1). AOP was obtained fromanthracene oil by oxidative thermal condensation and consists ofsmall molecules as evidenced by the high intensity of the signal atlonger retention times in SEC (Fig. 2a). The sample also exhibits a lowthermal stability at temperatures above 400 °C (carbon yield of ~3% at400 °C in TGA, Fig. 2b). The first treatment was therefore carried outunder a pressure of 5 bar above atmospheric pressure for 3–3.5 h inorder to prevent the components of the sample from distillating.Although in previous experiments [21] carried out on a smaller scalewe have shown that it is possible to prepare mesophase from ananthracene oil derivative in a single thermal treatment, the criticalpoint to achieve optimum control of the fluid properties of theproducts seems to be the depressurization step which should ideallybe carried out before anymesogen has formed. Bearing these points inmind, the process was optimized on a large scale by adding a secondthermal treatment carried out at the same temperature and atatmospheric pressure for 3.5–4.5 h, to allow polymerization of themost relevant moieties that will become mesophase with a betterfluidity control. Moreover, the depressurization process was found tobe of critical importance below 1 bar above atmospheric pressure[24], and so a depressurization ramp of 0.5 bar per minute wasintroduced for this period.
The second thermal treatment gave rise to a reaction product thatconsisted of amixture of isotropicmaterial (I-n) andmesophase (M-n).
The different fluid properties and densities of the isotropic phase andmesophase facilitated the separation of the two phases by means ofheat-induced sedimentation [23] (at 420 °C for 1 h). The reactor wasequipped with a download valve connected to a second unstirredreactor to allow subsequent sedimentation of the mesophase. Thisprocedure led, in all cases to enriched isotropic phase and mesophaseproducts with a purity of ≥99% (Fig. 3).
3.1. Influence of reaction conditions on mesophase formation
Several reaction conditions were tested to evaluate their effect onthe yields of the products obtained. These are summarized in Table 1. Ascan be seen, the soaking times of 3–3.5 h in the first treatment and of3.5–4.5 h in the second treatment led to the formation of 19–25 wt.%mesophase in all cases (batches 2–7). On the other hand, if batch 2(20 wt.% ofmesophase) is comparedwithbatch 1, forwhich the soakingtime in the second treatment is reduced by half an hour (3.5 h) it can beseen that the amount of mesophase obtained was about 7 wt.%. Thisseems to indicate a relatively rapid initiation of mesophase spheresformation, whereas coalescence would require a longer period of time.
Examination of the optical micrographs of the mesophases andisotropic phases separated in batches 1–7 (Fig. 3) confirms thatsedimentation, in all cases, facilitates the total separation of bothphases. This is due to the different plasticities and different densitiesof the two phases and also to the absence of solid particles. It is worthnoting however the presence of small mesophase spheres, particu-larly in the isotropic phases produced under the most severeprocessing conditions (batches 6 and 7, Fig. 3f–g position A).Furthermore, these isotropic phases are present in lower amountsthan in the other batches, indicating that, as expected, most of thematerial has been converted into mesophase. The images also showthat the separated mesophases have totally coalesced and acquiredhighly oriented structures, indicating that the mesophase formed

Fig. 3. Optical micrographs of isotropic phase (up) and mesophase (down) obtained after AOP processing and sedimentation in batches 1–7 (a–g).
424 P. Álvarez et al. / Fuel Processing Technology 92 (2011) 421–427
during the process has a higher fluidity. The results also suggest ahigher orientation of the mesophases obtained under the least severereaction conditions (batch 1, Fig. 3a). This can be attributed to thepresence of reaction media with a low viscosity which wouldnaturally favour the reorientation of the mesophase.
3.2. Characterization of the mesophases and isotropic phases
The separation of the mesophases from the correspondingisotropic phases (and from the condensates) of each batch made iteasier to determine the effect of the experimental conditions on theproperties of the products. The main properties of all the products aresummarized in Table 2.
The plasticity of the mesophase (in relation to their softeningpoints) varies in each batch. A softening point of 235 °C was achievedfor mesophase M-1, obtained in a 7% yield (Table 1). The flexibility ofthe process facilitated the preparation of mesophases with softeningpoints that ranges from 232 °C (M-1) to N350 °C (M-6 and M-7,
Table 2Properties of mesophases (M-n) isotropic phases (I-n) and condensed fractions (C-n)obtained in batches (n=1–7).
Sample Elemental analysis (wt.%) C/Ha NMPIb SPc
C H N S O
AOP 91.6 5.4 1.5 0.5 1 1.4 ~0 OilM-1 94.3 3.7 1.0 0.3 0.7 2.1 28 235M-2 94.3 3.8 0.8 0.3 0.8 2.1 32 301M-3 94.4 3.7 0.9 0.3 0.7 2.1 43 327M-4 94.9 3.6 0.9 0.3 0.3 2.2 47 348M-5 94.9 3.3 0.8 0.2 0.8 2.4 50 341M-6 94.7 3.5 0.9 0.3 0.6 2.3 42 N350M-7 95.0 3.3 0.8 0.3 0.6 2.4 41 N350I-1 93.8 3.7 1.0 0.4 1.1 2.1 12 135I-2 93.9 3.7 1.0 0.5 0.9 2.1 15 148I-3 93.9 3.8 1.1 0.5 0.7 2.1 17 151I-4 93.9 3.9 0.9 0.5 0.8 2.0 16 149I-5 93.9 3.7 0.9 0.5 1.0 2.1 14 158I-6 94.0 3.8 0.9 0.5 0.8 2.1 18 168I-7 94.3 3.7 0.9 0.5 0.6 2.1 19 175C-1 90.5 6.0 1.0 0.7 1.8 1.3 ~0 OilC-2 90.6 5.9 1.1 0.6 1.8 1.3 ~0 OilC-3 90.6 5.4 1.8 0.6 1.6 1.4 ~0 OilC-4 90.6 5.9 1.1 0.6 1.8 1.3 ~0 OilC-5 90.6 5.8 1.0 0.7 1.9 1.3 ~0 OilC-6 91.8 5.6 0.7 0.5 1.4 1.4 ~0 OilC-7 91.9 5.3 0.9 0.6 1.3 1.4 ~0 Oil
a Carbon/hydrogen atomic ratio.b N-Methyl-2-pyrrolidinone-insoluble, (wt.%).c Softening point, (Mettler, °C).
Table 2). It should be noted that an increase in the soaking time up to3.2 or 3.5 h in the first step and/or up to 4.5 h in the second stepproduces higher yields of mesophase with softening points of≈350 °C. These results suggest that an increase in the soaking timeduring the first treatment (under pressure) has a greater influence onthe softening point than the same increment during the secondthermal treatment. This could be due to the retention of volatilesduring the first step which modify the mechanism of mesophaseformation. Their presence also has a noticeable influence during thedepressurization process.
The softening points of the isotropic phases, although generallyhigher under severe reaction conditions, are quite similar for all thebatches (SP between ~135 and 175 °C). This is because, when theisotropic phase components are of a large size (and therefore couldcontribute to increasing the softening point of the sample) theyreorganize themselves and become part of the mesophase.
The elemental analysis results show that the isotropic phases havehigher C/H ratios than the AOP raw material but these are slightlylower than those of the corresponding mesophases produced at moresevere conditions. This is in agreement with the fact that the isotropicphases consist of more polymerized structures than the AOP rawmaterial. However, those structures should be less ordered than in thecase of the corresponding mesophases, especially those obtainedunder severer experimental conditions. A point of special interest isdistribution of the oxygen content in the different fractions obtained.This played an important role in the thermal treatment of theanthracene oil-based product AOP, which was obtained by means ofthe oxidative condensation of commercial anthracene oil [25], aprocess by means of which oxygen is incorporated into the final pitch(Table 2) [26]. The presence of oxygen during the thermal treatmentof pitches is known to modify the process of mesophase formationand therefore needs to be strictly controlled.
In general terms, the process proposed in this work leads in allcases to mesophases and isotropic phases with low oxygen content,the oxygen appearing concentrated mainly in the condensed fractions(C-1–7). This suggests that either the oxygenated structures presentin AOP are located in the nonreactive molecules or that when theycontribute to polymerization they are always eliminated during thereorganization/polymerization process and become part of theisotropic phase/mesophase.
A comparison of the results obtained for each batch indicates ageneral tendency towardshigher oxygen content in the isotropic phases(I-1–7) than in the corresponding mesophases (M-1–7). In the case ofthe condensed fractions (C-1–7), they have similar C/H ratio than theparent AOP. What is more, their oxygen content also increases. Thesesimilarities suggest that these materials can be used as parent materialin a re-processing at severer reaction conditions [25].

425P. Álvarez et al. / Fuel Processing Technology 92 (2011) 421–427
3.3. Effect of the reaction conditions on the size and thermal stability ofthe products
The mesophases, isotropic phases and condensed fractions werecharacterized bymeans of size exclusion chromatography (SEC) usingN-methyl-pyrrolidinone as solvent (Fig. 4).
The results show that the peak at shorter retention times(“excluded peak”, appearing at 10–14 min and representing thematerial excluded from the column porosity) exhibits a very lowintensity in all the products. It should be noted however that the NMPinsoluble content of the isotropic phases, and mesophase cannot beevaluated by this technique. The NMP insoluble fraction represents12–19% of the isotropic phases and between ~28 and 50% of themesophases (Table 2). This material is thought to contain the mostpolymerized fractions and therefore the largest molecules. This pointneeds to be constantly borne in mind in our discussion.
The peak at longer retention times is ascribed to material resolvedby the column (“retained peak”; 18–25 min) and was observed toshift progressively towards shorter retention times (larger molecules)from condensed fraction to isotropic phase and then to mesophase.This general shift of the SEC chromatograms towards shorter elutiontimes is consistent with the expected increase in the molecular sizesof the AOP components during mesophase formation. Thus, therecovered condensed fractions (the nonreactive fraction, Fig. 4a) aremainly composed of those compounds which have the lowestmolecular weight (maximum at 19.2 min). The similarities betweenthese results and those of the parent AOP are evident (Fig. 2a),indicating that they may be used in a second preparation process.
a
I1
b
I-1I-2I-3I-4I-5I-6I-7
Inte
nsity
(no
rmal
ized
)In
tens
ity (
norm
aliz
ed)
c
Inte
nsity
(no
rmal
ized
)
8 10 12 14 16 18 20 22Time (min)
M-6M-7
C-1C-2C-3C-4C-5C-6C-7
M-1M-2M-3M-4M-5
Fig. 4. SEC curves of (a) mesophases (b) isotropic phases and (c) condensed fractionsobtained in batches 1–7.
A comparison of the isotropic phases of all the batches (Fig. 4b)shows that they exhibit the same pattern. Therefore, their compo-nents must be of a similar size. These results are consistent with thesimilar softening points and solubility parameters exhibited by thesamples. They also confirm that the size of the components of theisotropic phases is not significantly affected by the reaction condi-tions. In all of the samples there is one maximum at 19.2 min with ashoulder at 18.8 min (larger molecules). The samples also exhibit asecondmaximum at 16.6 min that extends up to 14.5 min (not visiblein the original sample). This is in agreement with the polymerizationof AOP during the thermal treatment.
The main maximum in the mesophases (Fig. 4c) was obtained at15.7 min, with the peaks at 16.6 and 19.2 min showing lowerintensities than in the isotropic phases. A comparison of all themesophases reveals that those obtained under the severer conditions(M-7 and M-6) exhibit lower peak intensities at longer elution times,indicating the presence of larger (more polymerized) molecules.
The thermal stability of the samples was monitored by means ofthermogravimetric analyses (Fig. 5). In general terms, there is a shifttowards higher temperatures of initial weight loss and a highercarbon yield at 1000 °C (CY1000) from condensed fraction to isotropicphase to mesophase, in agreement with the proposed polymerizationof the AOP during thermal treatment before the formation of themesophase. Thus, the condensed fractions (Fig. 5a) display a weightloss curve with a single maximum at 250–280 °C (similar to that ofAOP, Fig. 2) and a carbon yield at 550 °C of b15%.
Of special interest is the analysis of the thermal behaviour of theisotropic phases and mesophases because their thermal behaviour isdirectly related to their potential applications (e.g. as carbon fibreprecursors). All of the isotropic phases exhibit a CY1000 lower thanthe corresponding mesophases (60–85% for the isotropic phases and70–95% for the mesophases). The weight loss of the isotropic phases(Fig. 5b) mainly occurs between 250 and 600 °C, with the mainmaximum centred at 350–400 °C (shifting towards higher tempera-tures in the samples obtained under the severest conditions, batches1–5), and a second and smaller shoulder at 500–570 °C (themaximumappearing in samples from batches 6–7). There is a small shoulderabove 700 °C associated to small structures during carbonization.
A similar pattern is observed in the mesophases (Fig. 5c) but inthese cases, the maximum is centred at 500–570 °C, with a smallshoulder at lower temperatures (350–400 °C). The shift of themaxima towards higher temperatures in the samples obtained inthe severest conditions agrees with the higher degree of polymeri-zation of these samples.
A comparison of the different mesophases from each batch showsthat an increase in the reaction time in the first step (under pressureand comparing batches 6 and 7 with batch 2) leads to thermally morestable polymerized species than the same reaction time increase inthe second step (no pressure and comparing batches 3 and 4 withbatch 2). In particular, when the samples obtained in batch 4 (soakingtime of 3 h in the first treatment and 4.5 h in the second thermaltreatment) are compared with those obtained in batch 6 (soakingtime of 3.5 h in the first treatment and 4 h in the second thermaltreatment) it can be seen that an increase in the first thermaltreatment under pressure led to a more stable mesophase than whena similar increase is applied in the second thermal treatment. Thesefindings suggest that an increment in the reaction time underpressure generates more polymerized structures than when atmo-spheric pressure is used. It seems therefore that an increment in thesoaking time during the first step of the thermal treatment (underpressure) leads to the formation of more mesophase. However, thepolymerization reaction can be easily controlled by applying theincrement in the soaking time during the second step of the thermaltreatment.
In the above discussion we have shown that this is a simple unifiedprocess for transforming anthracene oil into mesophase and isotropic

-0.6
-0.2
60
80
100aC-1C-2C-3C-4C-5C-6
C-1C-2C-3C-4C-5C
a
-1.4
-1
0 200 400 600 800 1000
DT
G (
wt.%
/min
)D
TG
(w
t.%/m
in)
DT
G (
wt.%
/min
)
0
20
40
0 200 400 600 800 1000
0 200 400 600 800 10000 200 400 600 800 1000
0 200 400 600 800 10000 200 400 600 800 1000
Wei
ght (
wt.%
)W
eigh
t (w
t.%)
Wei
ght (
wt.%
)
C-7C-6C-7
80
90
100 0
Temperature (ºC)Temperature (ºC)
I-1I-2
b
I-1I-2
b
50
60
70
-0.2
-0.1I 2I-3I-4I-5I-6I-7
I-3I-4I-5I-6I-7
0
90
100
Temperature (ºC) Temperature (ºC)
M-1M-1
c c
-0.08
80
M-2M-3M-4M-5M-6M-7
M-2M-3M-4M-5M-6M-7
-0.16
Temperature (ºC)
70
Temperature (ºC)
Fig. 5. TG (left) and DTG (right) curves of anthracene oil-based (a) mesophases (b) isotropic phases and (c) condensed fractions obtained in batches 1–7.
426 P. Álvarez et al. / Fuel Processing Technology 92 (2011) 421–427
material that can be easily scaled up by means of introducing slightmodifications to the experimental conditions. Moreover, this processmakes full use of the anthracene oil, and produces samples with awide variety of properties and hence applications. For example, thevolatile material can be recycled in the first step of the anthracene oilprocessing [25]. The mesophase prepared was successfully tested asprecursor of self sintering polygranular graphite and carbon fibres[27,28]. The isotropic material has been successfully activated toobtain highly porous materials with application in energy storage andas proactive catalyst supports.
4. Conclusions
Mesophase with purity of N99% can be efficiently prepared from apitch-like anthracene oil derivative in a large scale reactor by a semi-continuous process which involves two thermal treatments followedby sedimentation. This process leads to mesophases with softeningpoints from 232 up to N350 °C and isotropic phases with softeningpoints of 135–175 °C.
Size exclusion chromatography revealed that components ofmesophases and isotropic phases exhibit typical bimodal sizedistributions while the excluded peaks of the condensed fractionsdid not show any significant intensity due to the small size of theircomponents (volatile fraction). A detailed analysis of the isotropicphases showed that the reaction conditions did not significantly affectthe size of their components, the main differences being observed inthe smallest ones (at longer retention times). In contrast, the size ofthe mesophase components seems to increase with the severity of thetreatment, as reflected by the increase in the intensity of the signals atshorter elution times (more polymerized structures).
The higher thermal stability of the mesophases with respect totheir respective isotropic phases was evidenced by their highercarbon yields at 1000 °C and the presence of maxima in the DTGcurves at higher temperatures. The results also showed that, in all thesamples, the first underpressure step was more critical for theformation of the mesophase/isotropic phase structures than thesecond step.
In general terms, variations in the soaking times during the firstpart of the treatment (under pressure) seem to have a greater

427P. Álvarez et al. / Fuel Processing Technology 92 (2011) 421–427
influence on the mesophase properties than the same incrementduring the second thermal treatment and produced more polymer-ized mesophases with higher softening points and a greater thermalstability.
Acknowledgements
The authors thank the European Union (European Union'sResearch Fund for Coal and Steel (RFCS) research programme, grantagreement N° RFCR-CT-2009-00004) and Spanish Science andInnovation Ministry (CONSOLIDER INGENIO 2010, Ref. CSD2009-00050) for their financial support. Dr. Patricia Alvarez also thanks theSpanish Science and Innovation Ministry for her Ramon y Cajalcontract.
References
[1] E. Mora, C. Blanco, J.A. Pajares, R. Santamaría, R. Menendez, Chemical activation ofcarbon mesophase pitches, J. Coll. Int. Sci. 298 (2006) 341–347.
[2] J.M. Ramos-Fernandez, M. Martinez-Escandell, F. Rodriguez-Reinoso, Productionof binderless activated carbon monoliths by KOH activation of carbon mesophasematerials, Carbon 46 (2008) 384–386.
[3] K.Y. Wen, T.J. Marrow, B.J. Marsden, The microstructure of nuclear graphitebinders, Carbon 46 (2008) 62–71.
[4] Y.-S. Hu, P. Adelhelm, B.M. Smarsly, S. Hore, M. Antonietti, J. Maier, Synthesis ofhierarchically porous carbon monoliths with highly ordered microstructure andtheir application in rechargeable lithium batteries with high-rate capability,Advanced Functional Materials 17 (2007) 1873–1878.
[5] I. lopez-Galilea, C. Garcia-Rosales, G. Pintsuk, J. Linke, Development of finelydispersed Ti- and Zr-doped isotropic graphites for the divertor of next step fusiondevices, Physica Scripta T128 (2007) 60–65.
[6] G. Min, S. Zengmin, C. Weidong, L. Hui, Anisotropy of mesophase pitch-derivedcarbon foams, Carbon 45 (2007) 141–145.
[7] M. Granda, R. Santamaría, R. Menéndez, Coal tar pitch: composition and pyrolysisbehavior, in chapter 4, in: L.R. Radovic (Ed.), Chemistry and Physics of Carbon, vol.28, 2003, pp. 263–330.
[8] V.G. Rocha, M. Granda, R. Santamaría, C. Blanco, E.I. Diestre, R. Menéndez,Pyrolysis behaviour of pitches modified with different additives, Journal ofAnalytical and Applied Pyrolysis 73 (2005) 276–283.
[9] M. Pérez, M. Granda, R. Santamaría, T. Morgan, R. Menéndez, A thermoanalyticalstudy of the co-pyrolysis of coal-tar pitch and petroleum pitch, Fuel 83 (2004)1257–1265.
[10] H. Honda, Carbonaceous mesophase: history and prospects, Carbon 26 (1988)139–143.
[11] H. Marsh, P.L. Walker, Chemistry and Physics of Carbon A Series of Advances,Marcel Dekke, New York, 1979, p. 229.
[12] H. Marsh, M. Martínez-Escandell, F. Rodríguez-Reinoso, Semicokes from pitchpyrolysis: mechanisms and kinetics, Carbon 37 (1999) 363–367.
[13] R.A. Greinke, Chemistry and Physics of Carbon A Series of Advances, MarcelDekker, New York, 1994, p. 1.
[14] J.D. Brooks, G.H. Taylor, The formation of graphitizing carbons from the liquidphase, Carbon 3 (1963) 185–193.
[15] J. Bermejo, A.L. Fernández, M. Granda, F. Rubiera, I. Suelves, R. Menéndez Effects,Effects of thermal treatment on the composition and properties of air-blownanthracene oils, Fuel 80 (2001) 1229–1238.
[16] A.L. Fernández, M. Granda, J. Bermejo, R. Menéndez, Air-blowing of anthracene oilfor carbon precursors, Carbon 38 (2000) 1315–1322.
[17] A.L. Fernández, M. Granda, J. Bermejo, R. Menéndez, Catalytic polymerization ofanthracene oil with aluminium trichloride, Carbon 37 (1999) 1247–1255.
[18] J.C. Lauer, D.H. Valles Hernandez, D. Cagniant, Improved characterization of coaltar distillation cuts (200–500 °C): 1. Preparative separation into hydrocarbonsand polar aromatics and characterization of polycyclic aromatic hydrocarbons bycapillary g.c.–m.s. of anthracene oil, Fuel 67 (1988) 1273–1282.
[19] H. E. Romine, T. Fu, Pitch precursor production by distillation, United States PatentUS4892642 (1990).
[20] M.O. González, M.J. González, J.J. Fernández, Method for the production of breafrom tar and the distillates thereof arising from coal tar by oxidative thermaltreatment, 20078 EP-A-0167046.
[21] P. Álvarez, J. Sutil, R. Santamaría, C. Blanco, R. Menéndez, M. Granda, Mesophasefrom anthracene oil-based pitches, Energy & Fuel 22 (2008) 4146–4150.
[22] Y. Yamada, K. Sakawaki, S. Ida, Accumulation of mesophase spheres bysedimentation, Carbon 23 (1985) 597–600.
[23] E. Mora, C. Blanco, R. Santamaría, M. Granda, R. Menéndez, A novel method toobtain a petroleum-derived mesophase pitch suitable as carbon fibre precursor,Carbon 41 (2003) 445–452.
[24] R. Santamaría-Ramírez, E. Romero-Palazón, C. Gómez-de-Salazar, F. Rodríguez-Reinoso, S. Martínez-Saez, M. Martínez-Escandell, H. Marsh, Influence of pressurevariations on the formation and development of mesophase in a petroleumresidue, Carbon 37 (1999) 445–455.
[25] P. Álvarez, M. Granda, J. Sutil, R. Santamaría, C. Blanco, R. Menéndez, J.J. Fernández,J.A. Viña, Environmental Science & Technology 43 (2009) 8126–8132.
[26] P. Álvarez, M. Granda, J. Sutil, R. Menéndez, J.J. Fernández, J.A. Viña, T.J. Morgan, M.Millán, A.A. Herod, R. Kandiyoti, Characterization and pyrolysis behavior of novelanthracene oil derivatives, Energy and Fuels 22 (2008) 4077–4086.
[27] J. Sutil, P. Alvarez, C. Blanco, R. Snatamaría, R. Menéndez, M. Granda, Polygranulargraphites from anthracene oil-based mesophase, in: the annual world conferenceon carbon book of abstracts, 2006, DR-ROM 1P10.
[28] P. Alvarez, N. García, M. Granda, R. Santamaría, C. Blanco, R. Menéndez,Photocatalitic properties of novel activated carbons of high surface area dopedwith TiO2 nanoparticles, in: the annual world conference on carbon book ofabstracts, 2010, DR-ROM ID: 327.



![Table 1: TOYOLAC · 2020-02-03 · TPM / PCS-001 [Rev 20 / 2020-01-22] No. CAS No./ Chemical Formula Substance B63 90640-80-5 Anthracene oil B64 90640-81-6 Anthracene oil, anthracene](https://img.pdfslide.us/doc/110x75/5f64b2057ccdfd17d60cc655/table-1-toyolac-2020-02-03-tpm-pcs-001-rev-20-2020-01-22-no-cas-no-chemical.jpg)