Embed Size (px)
Citation preview

'J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc. 3569
Semiconductor Manufacturing, pp. 217-218, Tokyo(June 1994).
20. Y. Shirai, M. Narazaki, and T. Ohmi, in Proceedings ofIEICE Trans. Electron., Vol. E79-C, No. 3, 385-389
(1996).21. Y. Ikezoe, S. Matsuoka, M. Takebe, and A. Viggiano,
Gas Phase Ion-Molecule Reaction Rate ConstantsThrough 1986, Maruzen, Tokyo (1987).
A Two-Dimensional Model of Chemical Vapor Infiltration with
Radio-Frequency HeatingII. Strategies to Achieve Complete Densification
Vikas Midha and Demetre J. Economout
Plasma Processing Laboratory, Department of Chemical Engineering, University of Houston,Houston, Texas 77204-4 792, USA
ABSTRACT
A two-dimensional finite-element model is used to compare isothermal and radio-frequency-assisted chemical vaporinfiltration of long cylindrical carbon preforms. Densification with radio-frequency heating at a constant input powerinitially occurs radially around the central zone and then axially toward the ends of the preform. This densification pat-tern results in significant entrapment of porosity at the center of the preform and requires a relatively long time for com-pletion. A novel scheme for improved radio-frequency heating of long cylindrical preforms is proposed which entailsinsulating the axial ends of the preform, induction heating at a relatively high operating frequency, and linear rampingof input power with time. Simulations show that, under these conditions, radial "inside-out" densification can beachieved uniformly along the entire length of the preform. This scheme results in complete densification of the preformand reduces the overall processing time fivefold when compared to the conventional isothermal process.
InfroductionChemical vapor infiltration (CVI) has emerged as a lead-
ing technique for fabricating fiber-reinforced ceramic com-posite materials. The conventional CVI process consists ofdiffusion and chemical reaction of a precursor gas underessentially isobaric and isothermal conditions to depositsolid material within the pores of a fibrous preform. Thisprocess, however, is extremely slow and expensive, sincelow operating temperatures are necessary for uniform den-sification of the preform. At higher temperatures, the rate ofchemical reaction exceeds the rate of mass transfer, leadingto premature plugging of pores at the surface of the preformand entrapment of porosity inside the material.
A promising modification to isothermal CVI is to usevolumetric heating of the preform. Volumetric heating com-bined with heat losses from the surface produces an "in-verted" temperature gradient in the preform. This tempera-ture profile favors a faster rate of chemical reaction in theinterior of the preform as opposed to the surface, therebyminimizing the effect of increased mass-transfer resistancewith densification of the preform. CVI with volumetricheating has the potential to achieve rapid and complete den-sification of preforms. This process has been demonstratedexperimentally using microwave,' or radio-frequency (HF)induction heating.2-4
Existing theoretical studies of CVI with volumetric heat-ing are mostly restricted to one-dimensional (ID) models.5-9Moreover, the power distribution due to electromagneticradiation is treated as constant in both time and space, orconstant in time with a distribution corresponding to theinitial electrical properties of the preform.89 Recently wereported the development of a 2D finite element model forCVI with HF heating, which self-consistently accounts forthe variation in the power distribution as the preform den-sifies.'° A mechanism was identified by which morepower isdeposited in the densified regions of the preform that canpotentially lead to thermal runaway. Simulations show thatdensification of a cylindrical carbon preform proceeds in an"inside-out" manner from the central zone, first in the radi-al direction and then axially toward the ends. The simulat-
* Electrochemical Society Active Member.
ed temperature profiles showed semiquantitative agreementwith experimental results reported in the literature.
This study further examines the potential of using HF-assisted CVI (RFCVI) for the densification of cylindricalcarbon preforms by the thermal decomposition of methane.First, 2D simulations of isothermal isobaric CVI are pre-sented, since this is the most widely accepted mode of CVI.By studying the influence of operating temperature andpressure, we form a base case for comparison with HFCVI.To be a feasible process, RFCVI must provide a significantimprovement in performance compared to isothermal CVI.Next, the densification behavior with RFCVI is comparedto that with isothermal CVI. We examine the influence ofkey operating parameters of RFCVI including total inputpower, pressure, and the effect of insulation for improvingperformance. Based on our understanding of the physics ofRFCVI, we develop a novel scheme for tailoring RF heatingto achieve rapid and complete densification of cylindricalpreforms.
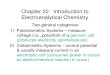
Mathematical ModelFigure 1 shows a schematic of the CVI apparatus modeled
in this study A cylindrical 3D carbon preform is placedcoaxially at the center of the reactor. A helical HF inductioncoil is used to heat the preform to the desired operatingtemperatures. The entire assembly is enclosed in a metallicchamber to contain radiation. Details of the mathematicalmodel formulation and the finite-element solution werepresented earlier in Ref. 10. Therefore, only the salient fea-tures of the model are repeated here and modifications inthe mathematical formulation are emphasized. For conve-nience, the mathematical model may be divided into twomodules: the electromagnetic (EM) module and the CVImodule. The governing equations of the two modules aresummarized in Table I.
The EM module solves Maxwell's equations for the elec-tromagnetic fields and the power distribution in the pre-form due to the induction coil. Since the electrical proper-ties of the material evolve with porosity over time periodsof several hours, the electromagnetic oscillations are as-sumed to be time-harmonic in nature. This enables thesolution of the electric field in the frequency-domain asopposed to the time-domain. Azimuthal symmetry is im-

3570 J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc.
Exhaust
"Zn1I
Chamber
Iii• 'Coil..S.
411
Inlet
Fig. 1. Schematic of CVI reactor and RF induction coil studied.
posed by approximating the 3D geometry of the coils by aset of collinear loops of current around the reactor. Thecurrent is assumed to be constant along the length of thecoil as capacitive coupling is negligible at the typical val-ues of the operating frequency used in CVI applications.
Table I. Summary of governing equations.
The value of this current is self-consistently adjusted dur-ing the densification process to maintain a specified valueof total power input in the preform.
The CVI module consists of the governing equations forenergy balance, gas-phase mass balances, and solid bal-ance for the evolution of porosity in the preform. The ener-gy balance accounts for heat conduction and convection inthe preform with a time-averaged power input from theRF induction coil. Heat loss occurs from the surfaces of thepreform due to convection and radiation. As described inRef. 4, the effective external surface area available for ra-diation is increased by a factor of ('rr/2)2 over the geomet-ric area to reflect the curved surfaces of the fiber bundles.Mass transfer of the gas mixture is modeled using theDusty gas model for the molar flux of each chemicalspecies. The Dusty gas model" accounts for multicompo-nent diffusion, Knudsen diffusion, and viscous flow of thegas in the preform. The decomposition of methane is mod-eled by first-order kinetics based on the methane concen-tration. The evolution of preform porosity is calculatedfrom an overall solid-phase mass balance as carbon isdeposited in the pores of the preform.
In our previous work,'° the power input due to inductionheating (14') was weighted with the solid fraction (1 — €) inthe energy balance to emphasize that only the solid fractionof the preform is directly heated by the electromagneticwaves. The effective electrical conductivity of the compos-ite used in Ohm's law (Eq. 2, Table I) for power depositionin the preform was estimated by the linear relation
= cr,(l — e) [1]
1. Electromagnetic Module In that previous work,'° the volume integral of the weight-ed power input in the preform, W(l — €), was kept constant
V2E, + KcEo = —0j throughout the densification process to simulate constantC input power conditions. If Poynting's theorem'2 is consid-
1 e 2 ered, the total power input due to the electromagneticW = ''a IEI waves must be conserved. Since the electromagnetic fields
are confined by a metallic chamber containing the CVI re-2. Chemical Vapor Infiltration Module actor, all power from the electromagnetic fields must be de-
a posited in the preform (i.e., all the electric power is de-— e)CsCpaT — + VNH = ' posited in the form of thermal power in the preform). This
assumes that power dissipation in the metallic chamber isN, negligible, which should be true if the metallic chamber
N,, = N,Cp,(T — 1) — k°VT walls are far enough from the coils. Therefore, in this study=1 the heat source term in the energy balance is not weighted
2by the solid fraction (Eq. 3a in Thble I). The two approach-
Ns = nlh(T — T) + e(T' — T4) es are equivalent, since the right hand dise of Eq. 3a is kepta
1. 2)a constant in both cases. Moreover, a more suitable expression
Nfor calculating the effective electrical conductivity of the
_____ —'
preform is considered for calculating the power deposition+ VN1 — v,rRr profile in the preform.
In addition to the calculation of effective electrical con-a (?p
N, N, ductivity, modeling the densification process requires the
aRTJ+ VNT = ,rRr calculation of the effective thermal conductivity of the
preform and the effective binary and Knudsen diffusivi-ties of the gaseous species. Effective medium theory (EMT)
= —.'- R has been applied in the literature for the calculation ofPa , thermal conductivity"3 and effective diffusivities of
gaseous species in the preform.'4 The EMT, however, mayN = .1 + xN give less accurate results for 3D pore morphologies com-
pared to 2D morphologies, especially near the percolationlimit.'5 For instance, applying EMT for the calculation ofthe effective electrical conductivity of a 3D carbon pre-
'P form gives the relation
(if — e) (a' — e)+(l—€) =0 [2](z '\ (z 'i
a'. a5
where Z is the coordination number. Neglecting the gas-Vp phase electrical conductivity in comparison to the solid-
phase electrical conductivity and substituting a coordina-tion number of 6 s" simplifies Eq. 2 to
a' = — €J [3]
(1) Maxwell's Equations
(2) Ohm's Law
(3a) Energy Balance
(3h)
(3c)
(4) Mass Balance forith Species
(5) Pressure Equation
(6) Solid Balance
(7a) Dusty Gas Law
(7b) j x,J,— xJ, = 73 Vx, —
Nc
EJs(7c) NT —
ZD'(8) Reaction Kinetics
CII, -, C + 2H,
RT
= k,CcH, exp[—E,/(Rfl]

J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc. 3571
From this expression, a 3D preform with a porosity of0.667 would have zero effective electrical conductivity,The same result is also true for the effective thermal con-ductivity of the preform. This conclusion clearly disagreeswith experimental results which show rapid RF inductionheating of 3D carbon preforms, with initial porosity of 0.7,to temperatures ranging from 1400 to 1600 K.
For a binary mixture of a conductor in a purely insulat-ing phase, percolation theory'6 predicts that the effectiveelectrical conductivity near the percolation threshold isgiven by the relation
[—'-i}
In contrast to electrical and thermal transport whichoccur primarily in the solid, mass transport of the gas speciesoccurs in the void fraction of the preform. Ourprevious re-suits on RFCVI'° were based on a randomly overlapping cap-illary model of uniform-sized pores. The pore-structure de-pendent mass-transfer parameters were then defined by
= —2(1 — €) ln(1 — €) , = .2 =r, D1,
— D — a (.59 — — 1?]' B=t._ [6]
where S is the internal surface area unit volume (solid
where €p is the percolation threshold and a is a pore-struc-ture dependent parameter, usually greater than 1. Forellipsoidal grain structures, the value of €, is usually closeto 0.84 and the values of a generally lie in the range1.65—2.0. HoweveL higher values of €,, and a are expectedwhen the conducting particles have extreme geometrieslike the fiber structures considered here. Carmona et al.'7measured the effective electrical conductivity of carbonand graphite fibers in epoxy for different aspect ratios andobserved percolation threshold values close to 0.99 and avalues of 1.95 for carbon fibers and 3.1 for graphite fibers.Similarly, Tomadakis and Sotirchos" conducted MonteCarlo simulations for fiber structures and found a perco-lation value of 0.963.
The general effective medium theory (GEMT)'9 is a phe-
perplus void) of the preform, r is the radius of the capillarypores, r is a reference value of pore radius for the calcu-lation of Knudsen diffusivity, and q is the tortuosity factor.The percolation threshold for the capillary model is zeroand the accessible porosity is always equal to the totalporosity of the preform. The tortuosity factor was assumedto be constant at a value of three for all values of porosi-ty.20" Monte Carlo simulations, however, show that thetortuosity value can deviate significantly from this value,.especially for low preform porosity."
In this paper we use a randomly overlapping uniformradius fiber model2' (as opposed to a pore model used inRef. 10) and combine the former model with the GEMTequation for calculating effective diffusivities. The effectivevalues of the mass-transfer parameters are then found as
nomenological model with a mathematical form similar tothe percolation equation. For a conducting material pre-sent in a purely insulating phase, the effective electrical
n
9, = —2€ ln
1 ji, 1 —€,,
—
conductivity is given by
€j
— nI ..E. [7]B=[) 8
where r, is the fiber radius and is the pore radius definedFigure 2 compares the effective value of electrical conduc- by the relationtivity from the GEMT model for €,, = 0.963 and a = 2 to theEMT of Eq. 3 and a fit to Monte Carlo simulations for fiberstructures reported in the literature.9"3 The GEMT model
— 2€r [8]—
shows fair agreement with the Monte Carlo simulations for A value of a = 2 and a percolation threshold of 0.037all values for porosity. Both the GEMT model and the Monte
areadopted which are consistent with the values used for cal-
Carlo results agree with the EMT for porosity values less culating the effective electrical and thermal conductivity.than 0.5. The GEMT model was used in the present simula- Figure 3 compares the effective binary and Knudsen diffu-tions to calculate the effective electrical and thermal con- sivities for the fiber and capillary models. In bothductivity of the preform during the densification process.
pore casesthe initial radius is to the reference
GEMT(n =2,c=O.967)— — — — EMT(Z=6)
Monte Carlo (Ref. 9)IS
0.8
0.7
o 0.6C')
0.4.5
0.3
� 0.20p0.1w
'S.9'
9'
S
'N\
1045.0 4.
0.35
0.3a)
— ——. —— —
jBinary Olffusivlty (GEMT Fiber Model) /— - KnudsenDiffuaivitty(GEMlFiberModefl/'
' . — Binary Diffusivity (capillary Pore Model)/ /— - Knudaen Diffuelvity (Capillary Pore My(ejYI'I,
025}jo.2a)
0.15C> 0.1.
0.05
'
-
/ /// ,—.—.--/ .—./ —/_., ——-._/—. ,—
.—7 '-._.—_, c-—-
uJ -.-. —
0.1 0.2 0..
\
0.7 0.8 0.9Porosity
Fig. 2. Effective electrical and thermal conductivity as predictedby different pore models. GEMT refers to Eq. 5, EMT refers to Eq. 3.Monte Carlo results from Ref. 9 are also shown.
0.1 0.2 0.3 0.4 0.5 0.6Porosity
Fig. 3. Effective binary and Knudsen diffusivity predicted by dif-ferent pore models. GEMT Fiber Model refers to a randomly over-lapping fiber model representation of the preform (Eq. 7), and therandomly overlapping capillary pore model has a constant tortuos-ity factor of 3 (Eq. 6).
0.7

3572 J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc.
Table II. Parameter values used in the simulation(unless noted otherwise in text).
used for the calculation of effective Knudsen diffusivity. Theeffective diffusivities with the fiber model are considerablyhigher for high values of porosity but also decay at a fasterrate than the diffusivities from the capillary pore model.Therefore, we initially expect a higher rate of mass transferwith the fiber model which diminishes more rapidly as thepreform densifies. The fiber model is adopted for all thesimulations presented in this work, and differences in thedensification behavior due to pore-structure representationare discussed.
An important limitation of the transport property modelspresented here is that the effect of fiber orientation is notincluded. The assumption of randomly overlapping fibers orrandomly overlapping capillary pores gives effective trans-port property values which are isotropic whereas, depend-ing on the weave architecture of the preform, actual valuesmay exhibit a significant amount of anisotropy. Althoughsuch anisotropy can easily be incorporated in the governingequations by employing a tensor representation of the effec-tive values instead of a scalar representation, only isotropicvalues are used in the simulations presented herein.
Numerical Method of SolutionThe governing equations were discretized spatially
using a Galerkin finite-element formulation22 with linearquadrilateral elements. From symmetry considerations,only the upper right quadrant of the metallic chamber inthe r-z plane was considered. Up to 800 elements wereused to discretize the preform region for the CVI modulewith an additional 400 elements used to discretize theremainder of the metallic chamber for the EM module. TheEM module resulted in a set of complex arithmetic alge-braic equations which were solved directly using a com-plex matrix solver. The CVI module resulted in a set of
Fig. 4. Evotution of methanemole fraction for isothermal CVIat (a) 9, (b) 27, (c) 54, and (d)79 h. Temperature 1400 K andoperating pressure 100 Torr.
ordinary differential equations (ODE) which were inte-grated using LSODI,22 a variable-order, variable time-stepODE solver. Each function evaluation of the ODE solverincluded a call to the EM module to determine the powerdistribution in the preform self-consistently. The centralprocessing unit (CPU) time for each run was of the orderof 1 h on an HP 125 MHz workstation.
Results and DiscussionThe parameter values used in simulating the infiltration
of a cylindrical carbon preform by the thermal decomposi-tion of methane are shown in Table 11.2425 Any departurefrom these values is reported separately in the discussion ofthe results. In order to characterize the performance of aCVI operation, we consider the following "figures of merit":
1. Total processing time (t5), which directly relates to theeconomics of the process.
2. Final spatially overaged porosity (Ef), which deter-mines the final bulk density and the mechanical propertiesof the final composite material.
3. Maximum value of entrapped porosity (ma,j, withinthe preform. We expect that the final mechanical propertiesof the preform will also be affected by how the entrappedporosity is distributed in the volume of the preform. Forinstance, the properties of a preform with all the entrappedporosity localized in a small region at the center will not bethe same as those of a preform with the entrapped porosi-ty distributed uniformly throughout its volume.
Another important factor which is critical in determiningthe final mechanical properties of the composite is the mor-phology of the carbon deposited by the infiltration process.This morphology may vary not only at different operatingconditions hut also within different parts of the finishedproduct if, for example, large temperature gradients arepresent during RFCVI. Unfortunately, a priori prediction ofthe type of deposit morphology is not possible with the pre-sent model.
fsothermol CVL—First, isothermal isobaric CVI of the car-bon preform is considered. In this case, the ElF induction coilmay be used to heat a susceptor lining the walls of the reac-tor. The susceptor in turn heats the preform to the desiredoperating temperature by radiation. Figures 4 and 5 showthe evolution of methane mole fraction and preform porosi-ty during isothermal CVI at a temperature of 1400 K and apressure of 100 Torr. Isothermal CVI for the elongated pre-form geometry is essentially a 1D process with densificationoccurring along the entire perimeter of the preform. Densi-fication proceeds in an "outside-in" pattern with a lasterrate of densification at the edges than at the center of thepreform. This densification pattern is due to mass-transfer
Preform radiusPreform heightPreform initial porosityHeat-transfer coefficientCarbon thermal conductivityCarbon specific heatCarbon densityCarbon emissivityFrequencyCarbon electrical conductivityTotal initial powerNominal pressureInitial fiber radiusAmbient temperatureAmbient CH4 mole fractionAmbient Ar mole fraction
0.0142 m0.0762 m0.7010 W/(m2 K)150 W/(mK)0.675 kJ/(kg K)2270 kg/m30.8650 kHz5 x l0 S/rn6 kW100 Torr
10 p.m300 K0.6
0.4
0.03
:: .02
0.01
0
(d)—0'0.03 -
E0.02-
0.01 H
0.L 0. 0.01 0 0.01
r(m) r(m) r(m) r(m)
Methane Mole Fraction
1 2 3 4 5 6 7 8 9 10 11 12 13 14 150.06 0.10 0.14 0.18 0.21 0.25 0.29 0.33 0.37 0.41 0.45 0.48 0.52 0.56 0.60

.1 Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc.
Fig. 5. Evolution of porosity forisothermal CVI at (a) 9, (b) 27, Cc)54, and (d) 79 h. Temperature1400 K and operating pressure100 Tort
3573
limitations of methane within the preform. As the exterior ofthe preform densifies, diffusional resistance for the precur-sor gases increases, leading to the entrapment of porosity inthe center of the preform. The entrapped porosity is almostimiformly distributed throughout the core of the preform.The maximum value of entrapped porosity is located at thecenter of the preform.
For a given preform, the operating parameters availablefor improving the performance of isothermal CVI are tem-perature and pressure. Figure 6 shows the effect of operat-ing temperature on the performance of isothermal CVI fora constant pressure of 100 Torr. Increasing the operatingtemperature reduces the processing time dramatically butonly at the expense of more entrapped porosity at the cen-ter of the preform. The maximum value of porosity in-creases at a faster rate than the spatially averaged (bulk)porosity, which indicates that the mechanical properties ofthe composite material may deteriorate faster than what isreflected by the bulk density alone.
Figure 7 shows the effect of operating pressure on theperformance of isothermal CVI at temperatures of 1300and 1400 K. The processing time may be reduced signifi-cantly by increasing the operating pressure due to the pres-ence of higher concentrations of precursor gas. However,since the binary diffusivities are inversely proportional topressure, mass-transfer limitations become pronounced athigher pressures and lead to higher levels of entrappedporosity As the operating pressure is reduced, Knudsen
1000 -.
t30o 1400 1500Temperature (K)
Fig. 6. Effect of operating temperature on the performance ofisothermal CVI at 100 Torr pressure.
diffusion begins to dominate earlier in the process overbinary diffusion and eventually mass transport of the pre-cursor gas in the preform becomes independent of pressure.
Figure 7 shows that both the spatially averaged (bulk)porosity and the maximum entrapped porosity increasemonotonically with pressure for isothermal operation of1400 K. At a temperature of 1300 K, the bulk porosity andmaximum entrapped porosity increase as the pressure isincreased from 200 to 300 Torr but remain fairly constantthereafter. Therefore, the effect of pressure is more pro-nounced at higher temperatures compared to lower ones.This is because densification occurs faster at the surface ofthe preform at higher temperatures and mass transfer ef-fects become more important. At lower temperatures, den-sification occurs more uniformly along the radius of thepreform and mass-transfer effects become less critical. Ata temperature of 1300 K, although the final bulk porosityis relatively insensitive to pressure, the processing timeincreases significantly as pressure is lowered. Therefore,reduction in entrapped porosity in the preform requires asignificant increase in processing time at low operatingtemperatures.
Determining the exact values of the optimal tempera-ture and pressure for the given preform geometry wouldrequire an optimization procedure similar to that reportedby Ofori and Sotirchos26 with their lD CVI model. Thisoptimum, however, is restricted to the particular reactionkinetics considered in the model and the values of otherparameters such as binary diffusivities of the gases in the
Fig. 7. Effect of operating pressure on the performance of isother-mal CVI at 1300K and 1400K.
0.03
!0.02
0.01
0
(c)— —0
£0.02T
0.01 H
4
00 0.01
r(m)
(d)
0.03
Eo.o2 -
00.01 -
O0 0.01
r(m)r(m)0.01
r(m)Porosity
1 2 3 4 5 6 7 8 9 10 11 12 13 14 150.07 0.12 0.16 0.20 0.25 0.29 0.34 0.39 0.43 0.47 0.52 0.56 0.61 0.66 0.70
900
800
700
I'! 600
0£soo
400
300
200
100
0
0a-
ito

3574 .1 Electrochem. Soa, Vol. 145, No. 10, October 1998 The Electrochernical Society, Inc.
150 200 250Time (hours)
Fig. 8. Rate of densifkation (expressed as spatially averagedporosity vs. time) for isothermal CVI at 100 Torr and 1300 or 1400 K.
reaction mixture and pore-size of the preform. Since thefocus of this study is a more general comparison of thedensification behavior of isothermal CVI and RFCVI, weadopt a more straightforward approach to defining thebase case conditions for comparison.
Figure 8 shows the evolution of the spatially averaged(bulk) porosity of the preform for operation at 1300 and1400 K at different pressures. Pore plugging, signified bythe curves in Fig. 8 turning horizontal, occurs earlier athigher temperatures. For designating any CVI operation assuccessful, we impose the condition that the final bulkporosity should be less than 10% of the initial porosity. Foran initial porosity of 0.7, this condition would require afinal bulk porosity less than 0.07. As shown earlier inFig. 7, an operating temperature of 1400 K does not meetthis requirement for any value of operating pressure. Fur-thermore, operation at 1300 K and 1 atm pressure yieldsrates of densification comparable to operation at 1400 Kand 100 Torr pressure for all times and eventually pro-duces considerably less entrapped porosity. Thereforeoperation at a temperature of 1300 K is considered superi-or to operation at 1400 K. In order to obtain a final poros-ity within 10% of the initial porosity at 1300 K, however,requires a reduction in the operating pressure to 200 Torr.Therefore, an operating temperature of 1300 K and pres-sure of 200 Torr are considered "optimal" with a process-ing time of about 300 h. For RFCVI to be superior com-pared to the isothermal process, densification of the
RFCVI—In RFCVI, the induction coil is used to directlyheat the carbon preform to the desired operating temper-ature while the walls of the reactor are kept cool. Withpower deposited within the volume of the preform andcooling at the surfaces by convection and radiation, an"inverted" temperature profile is attained with the maxi-mum temperature at the center of the preform. The pre-cursor gas diffuses into the preform and reacts to depositcarbon within the pores. The lower concentration of theprecursor deeper into the preform is more than compen-sated by the higher temperature there.
Figures 9—12 show the evolution of power density, temper-ature, methane mole fraction, and porosity in the upper-right quadrant of the preform during the densification pro-cess. Clearly, the densification behavior in RFCVI is morecomplicated compared to isothermal CVI. This is due to thestrong coupling between EM, heat, and mass transport as afunction of the evolving properties of the material.
Densification is initiated near the center of the preformbut is quickly confined to the radial edges. As the effectiveelectrical conductivity of the densified preform evolves,more power is deposited in the densified regions. This local-ized heating constitutes a thermal runaway mechanism andresults in a rapid increase in temperature around the centralaxial plane of the prefrom. Since the total input power iskept constant by adjusting the induction coil current, morepower deposition in the central zone implies that less poweris absorbed by the axial ends of the preform, causing a dropin the temperature there. An off-axis peak in the radial tem-perature profile (Fig. 1 Ob and c) signifies an increase inaxial heat conduction toward the cooler ends of the preform
Fig. 9. Evolution of powerdensity for RFCVI at base caseconditions (see Table I, no insu-lation). Times are (a) 1, (b) 5, (c)15, and (d) 100 h.
preform to comparable levels of bulk porosity should bepossible in a processing time significantly less than 300 h.
Fig. 8 is that the rate of densification declines rapidly asa.
0.5— . —. — — 1400K, 100 tory
the preform densifies. Therefore, the time required to den-— — — - 1300 K, 760 sify the preform to the minimum attainable porosity is
o _______ considerably longer than the time required to reach ana.0.4
intermediate level of porosity. For instance, the minimumattainable porosity for isothermal densification at 1300 K
06
JrAnother important feature of isothermal CVI shown in
and 200 Torr is 0.06 and requires about 400 h of operation.0.3 However, the time required to reduce the bulk porosity
3.. from 0.7 to 0.12 is only 150 h, whereas reduction from aE is porosity of 0.12—0.06 requires an additional 250 h. The cri-
0.2 tenon used for estimating the processing time in this study0 requires that the final porosity be within 1% of the mini-
mum attainable porosity for a given set of operating con-— ditions. This provides conservative estimates of the pro-
F I i I ' I I cessing time. The actual processing time may be reduced00 I F
50 100 300 350 400 considerably depending on the economics and the desiredmechanical properties of the final composite material.
0.03
.02
0.01
00 0.01r(m)
0.01r(m)
0.01r(m)
1 3
Power5
Density7
(W/m3)9 11 13 15
O.OE÷O0 4.3E+07 8.6E+07 1.3E+08 1.7E+08 2.1E+08 2.6E+08 3.OE+08
0.01r(m)

Fig. 10. Evolution of tempera-hire for RFCVI at base case con-ditions (see Table I, no insula-tion). Times are (a) 1, (b) 5, (c)15, and (d) 100 h.
Fig. 11. Evolution of methanemole fraction for RFCVI at basecase conditions (see Table I, noinsulation). Times are (a) 1, (b) 5,(c) 15, and (d) 100 h at baseconditions.
compared to radial heat conduction to the hot edges. Theformation of this off-axis temperature peak has been ob-served in experiments with a similar system reported in theliterature.4
At the elevated temperatures, mass-transfer limitationsbecome significant and cause the formation of a sharp con-centration front of the reactant around the center of thepreform (Fig. 11). Depletion of reactant leads to the forma-
Fig. 12. Evolution of porosityfor RFCVI at base case conditions(see Table I, no insulation). Timesare (a) 1, (b) 5, (c) 15, and (d)100 h.
J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc. 3575
0.03
:: .02
0.01
0.03
0.02
0.01
0
(d)
0.01
r(m)
0.03
:: .02
0.01
0.01 0.01 0.01 o 0.01r(m) r(m) r(m) r(m)Porosity
1 2 3 4 5 6 7 8 9 10 ii 12 13 14 150.07 0.12 0.16 0.20 0.25 0.29 0.34 0.39 0.43 0.47 0.52 0.56 0.61 0.66 0.70

3576 .1 Electrochern. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc.
tion of entrapped porosity around the center. Subsequentdensification occurs axially as the reactant concentrationfront retreats toward the axial ends of the preform. Sincethe region of localized heating also expands with densifi-cation of the preform, the off-axis temperature peak splitsinto two peaks which migrate toward the axial ends of thepreform (Fig. lOd). No additional entrapped porosity isformed during the axial densification of the preform.
The results shown in Fig. 9—12 correspond to the fibermodel for transport properties. These results are qualita-tively similar to those reported earlier in Ref. 10 with thecapillary pore model for pore structure. A closer compari-son of the results shows that only the numerical values(such as the level of entrapped porosity at the center) aredifferent in Fig. 12 compared to Fig. 8 of Ref. 10. This isdue to the combination of higher input power (6 kW com-pared to 4 kW) and the different transport property values.In addition, varying the exponent ii over the range 1.65—3in the GEMT equation for the calculation of effective pro-perties produced no distinct change in the overall densifi-cation pattern. Our earlier study1° discusses in detail howthis densification behavior agrees with experimental re-sults reported in the literature.
Comparison of RFCVI with isothermal CVI.—In contrastto isothermal CVI, densification of the preform with RFCVIis a complicated 2D process. Densification proceeds in an"inside-out" pattern initially in the radial direction aroundthe central zone of the preform and subsequently in theaxial direction toward the ends of the preform. This behav-ior indicates that the preform geometry plays a more im-portant role in RFCVI compared to isothermal CVI. Al-though low bulk porosity values are achieved with RFCVIin our study, the maximum porosity is considerably higherin RFCVI compared to isothermal CVI. This is because allthe entrapped porosity is confined to a small region at thecenter of the preform in RFCVI, whereas it is distributedover a much larger volume of the preform in isothermalCVI. In fact, the maximum porosity is close to the initialporosity in RFCVI, indicating that only minimal densifica-tion occurs at the center of the preform. We suspect that themechanical properties of a composite material with negli-gible densification at the center are quite poor in compari-son to preforms with similar bulk densities but with dis-tributed porosity.
Figure 13 compares the rate of densification of the pre-form with RFCVI to the isothermal case. Initially, rapiddensification of the preform is possible with the RFCVImainly due to thermal runaway at the center of the preform.This trend also agrees with experimental results whichshow a significant increase in bulk density within the first
30 h of processing. However, the initial period of rapid den-sification of the preform with RFCVI also corresponds tothe time at which all the entrapped pomsity is formed. Asthe preform begins to densify axially, no additional en-trapped porosity is formed, but the rate of densification isinhibited by the low temperatures at the ends of the pre-form. Since the densification pattern is always "radial"along the entire perimeter of the preform in isothermal CVI,the rate of densification with isothermal CVI eventuallyovertakes the rate of densification with RFCVI. Therefore, aconsiderably longer time is required with RFCVI comparedto isothermal CVI for complete densification of the preform.
It is clear from this study that a radial densification pat-tern is superior to an axial densification pattern for thelong cylindrical preform geometry. Therefore, the influenceof operating parameters for RFCVI was examined forimproving the densification behavior. Although the numer-ical values of entrapped porosity and processing timechange, the overall densification pattern shown in Fig. 12is surprisingly similar with respect to the parameter values.For higher values of input power, the center of the preformheats up to higher temperatures and the radial densifica-tion becomes confined only to the edges of the preform.Subsequent densification then proceeds axially toward theends of the preform similar to that shown in Fig. 12. Al-though the processing time may be reduced by increasingthe input power level, the entrapped porosity at the centerof the preform increases and the maximum porosity rapid-ly approaches the initial porosity of the preform.
The effect of pressure on the densification behavior issimilar to that of input power. As pressure is increased theconcentration of the reactant gas increases leading to fasterrates of reaction. However, increased mass-transfer resist-ance at higher pressures increases the value of entrappedporosity and the maximum porosity.
The densification behavior also proved to be relativelyinsensitive to the configuration of the induction coil. Theeffect of coil configuration was studied by altering thecurrent in the individual ioops of the coil. Even when allthe current was confined to the outermost loops of the coil,the temperature of the axial ends of the preform was lowerthan the center and eventually densification proceededoutwardly from the center to the axial ends of the preform.This is because after the initial transient heating of thepreform, the pseudo-steady axial temperature profiles dueto induction heating always peaked at the center of thepreform. Once densification is initiated at the center of thepreform, the power distribution changed to deposit morepower in the densified regions that led to the same behav-ior as shown in Fig. 12.
Toiloring RF heating for long cylindrical preforms.—Based on our understanding of the RFCVI process, we pro-pose the following modifications for improved infiltrationof long cylindrical preforms.
fnsulate the ends of the preform—One of the major reasonsfor the slow rate of densification with RFCVI (Fig. 13) isthe low temperature at the ends of the preform. As densifi-cation is initiated, more power is deposited at the centercompared to the axial ends. For a constant input power, thetemperature of the axial ends of the preform remains loweven as the center is heated. The ends slowly heat up onlyas the preform densifies in the axial direction. This prob-lem is directly related to the elongated geometry of the pre-form and would become more severe as the aspect ratio isincreased.
In order to reduce the axial temperature gradient in longpreforms, we propose insulating the ends with a dielectricmaterial. This way, all heat loss is now limited to the radi-al edges of the preform. This favors a more uniform axialtemperature distribution with a higher temperature at theaxial ends of the preform compared to the case withoutinsulation. A radial temperature profile promotes simulta-neous densification along the entire length of the preformas opposed to an axial densification pattern.
0.7Isothermal CVI
—. —. — . - RFCVI (Base case)
0.50a.
Time
Fig. 13. Comparison of rate of densification with isothermal CVI(1300 K, 100 Torr) and RFCVI at base case conditions (see Table I,no insulation).

J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc. 3577
11=1 1P
\f ff}J_fff
Fig. 14. Evolution of powerdensily for RFCVI for modifiedconditions (insulation of axialends, frequency 500 kHz,ramped power, absorbed power(W) = 4000 + 20t (Ii), operatingpressure 760 Torr). Times are (a)5, (b) 15, (c) 30, and (d) 81 h.
adjusted with time through a matching network to improveperformance.
Morell et al.6'7 have proposed schemes for reducing theprocessing time, including a step increase in power leveland pulsed power. For the conditions of the present study,however, 2D simulations show that a step increase in theinput power as the preform densifies axially results in theadditional entrapment of porosity in the preform. Morepower is deposited at the center of the preform, causing thecenter temperature to rise and the reactant concentrationfront to rapidly retreat to the ends. Continuous pulsing ofpower between two power levels yielded results intermedi-ate to using constant power at the two levels separatelyTherefore, it should be possible to duplicate the densifica-tion with pulsed power by using a constant intermediatepower level. In this study, we propose a simple linear ramp-ing of power as the preform densifies. Initially at low powerlevels, the preform temperature is low and densificationoccurs in the interior of the preform. As the preform densi-fies a gradual increase in power enables a faster rate of car-bon deposition without additional entrapment of porosity
Figures 14—17 show the evolution of power, temperature,methane mole fraction and porosity as a function of timefor the modified heating scheme. The ends of the preformare insulated, the HF frequency is 500 kHz as opposed to50 kHz, and the input power level is linearly ramped start-ing from 4000 W at a rate of 20 W/h. A relatively highpressure of 1 atm is also used in the simulations to improvethe overall rate of densification.
Initial densification occurs at the center of the preformsimilar to the previous case (Fig. 17) leading to some local-ized heating at the center compared to the ends of the pre-form. However, as the radial edges of the preform begin todensify, the penetration depth of the electric fields begin todiminish at the relatively high operating frequency HFheating with a low penetration depth at the center favorsmore power deposition at the upper corners of the preformwhich are exposed radially and axially to the electromag-netic fields. The axial peak in power density at the centerof the preform gradually decays and new peaks are formedat the ends of the preform (Fig. 14b and c). This indicatesthat localized heating of the center of the preform is avoid-ed with the modified set of conditions. As the preform den-sifies further, power is deposited uniformly along the entirelength of the preform (Fig. l4d). The peak value of thepower density also rises steadily as the total power into thepreform is ramped as a function of time.
The effect of evolving power-density profiles is directlyreflected in the evolution of the preform temperature(Fig. 15). The initial peak in temperature is located at thecenter of the preform where densification is initiated. Notethat the axial variation of temperature is much smaller
Use higher HF frequency.—The origin for the entrappedporosity in RFCVI is the thermal runaway mechanism bywhich more power is deposited in regions of the preformwhich are already densified. We propose that increasing theoperating frequency will reduce and to some extent reversethe coupling between power density and preform porosity.
The penetration depth of the electromagnetic fields intothe preform is given by Ref. 12
[9]
where f is the frequency of the electromagnetic oscillations.The operating frequency of 50 kHz used in the simulationsso far corresponds to the value used in experiments report-ed in the literature. This frequency is chosen so that thepenetration depth would be equal to the radius of the fullydensified preform. However, if the operating frequency isselected so that the penetration depth is equal to the radiusat the initial porosity, the penetration depth of the electro-magnetic fields in the densified regions of the preformdecreases as the effective electrical conductivity increases.The electromagnetic fields penetrate more into the porousparts of the preform compared to the densified parts. There-fore, as the induction-coil current is adjusted to maintain aspecified power in the preform, an increase in the coil cur-rent effectively results in more power being deposited in theporous parts of the preform. If the center of the preformdensifies first, more power is deposited at the ends of thepreform and localized heating is minimized.
Note that there is a limited range of frequencies which areacceptable for HF induction heating of the preform. If theoperating frequency is too low then the coupling betweenpower deposition and solid is strong and can lead to local-ized heating. If the operating frequency is too high, then alarge coil current is required to deposit the desired powerinto the preform. This effect can be minimized to some ex-tent by moving the coils closer to preform. Eventually how-ever, maintaining a specified value of input power in thepreform will be impossible. We chose an operating frequen-cy of 500 kHz for which the penetration depth is 1 cm at theinitial porosity of 0.7 and 0.3 cm at the percolation thresh-old of 0.037 when the preform becomes inaccessible to fur-ther infiltration by the reactant gas.
Use power ramping—Another important operating para-meter available in RFCVI is the power input from the HFinduction coil as a function of time. The results shown inFig. 12 are based on a constant total input power where thecurrent in the coil is continuously adjusted to maintainthat power. Since densification occurs slowly over a timescale of several dozen hours, the input power may be
0.03
!0.02
0.01
00.01 0.01 0.01 0.01
r(m) r(m) r(m) r(m)I Power Density (W/m3)I 1 3 5 7 9 11 13 15poo 4.3E+07 8.6E+07 1.3E+08 1.7E+o8 2.1E+08 2.6E+08 3.OE+08

3578 J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc.
Fig. 15. Evolution of tempera-lure for RFCVI with modifiedconditions (insulation of axialends, frequency 500 kHz,ramped power, absorbed power1W) 4000 + 20t(h), operatingpressure 760 Torr). Times are (a)5, (b) 15, (c) 30, and (d) 81 h.
with insulation at the ends of the preform compared to theRFCVI process without insulation. As more power is de-posited at the ends of the preform, the temperature peaksplits into two peaks which migrate along the axis to the
Fig. 16. Evolution of methanemole fraction for RFCVI withmodified conditions (insulationof axial ends, frequency500 kHz, ramped power, ab-sorbed power 1W) = 4000 +20t (h), operating pressure 760Torr). Times are (a) 5, (b) 15, (c)30, and (d) 81 h.
Fig, 17. Evolution of porosityfor RFCVI with modWied condi-tions (insulation of axial ends,frequency 500 kHz, rampedpower, absorbed power 1W) =4000 + 20t (h), operating pres-sure 760 Torr). Times are (a) 5,(b) 15, (c) 30, and (d) 81 h.
ends of the preform. At later times the center of the pre-form is cooler and eventually an off-axis peak in tempera-ture is formed which signifies axial heat conduction to thecentral zone of the preform.
0.03
EO.02
0.01
0
1 2 3 41200 1218 1236 1254
Temperature5 6 7 8 9 10 11 12 13 14 15
1271 1289 1307 1325 1343 1361 1379 1396 1414 1432 1450
(d)
0 03
:: .02
0.01
00 0.01
r(m)0.01
r(m)0.01 0.01
r(m) r(m)
0,03
E0.02
0.01
00
0.03
E0.02
0.01
0
Methane Mole Fraction1
0.062
0.103
0.144
0.185
0.21
60.25
7 80.29 0.33
9 100.37 0.41
11
0.4512
0.4813
0.52140.56
150.60
Porosity1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
0.07 0.12 0.16 0.20 0.25 0.29 0.34 0.39 0.43 047 0.52 0.56 0.61 0.66 0.70

J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Electrochemical Society, Inc. 3579
The methane mole fraction (Fig. 16) evolves as the pre-form densifies and the temperature profile changes. Initial-ly, the reactant is depleted as a peak in temperature isformed at the center of the preform. However, as the centertemperature peak migrates to the ends of the preform, thecenter cools down and is replenished with reactant. Thisavoids the formation of entrapped porosity at the center ofthe preform. As the preform densifies further, a reactantconcentration front is formed which moves radially out-ward. This is a direct consequence of the "inside-out" radi-al densification of the preform. Some entrapped porosity isformed at the ends of the preform due to localized heating,hut the maximum porosity is about 0.07, which is much lessthan that observed with the original HFCVI process. More-over, the location of this entrapped porosity is favorable,since the ends of the preform can become accessible to thereactant gas once the insulation is removed.
The performance of different strategies for improvedHFCVI is shown in Fig. 18 which shows the change of spa-tially averaged (hulk) porosity under different operatingconditions. Insulation at the ends of the preform withlower operating frequency leads to faster axial densifica-tion of the preform. However; only the rate of advancementof the axial densification front is improved. Thermal run-away still results in entrapment of porosity at the center ofthe preform. Increasing the frequency alone reduces ther-mal runaway but still results in predominantly axial densi-fication of the preform as opposed to radial densification.Combining the effects of insulation and higher operatingfrequency is essential for achieving the radial densificationpattern shown in Fig. 17. However, operation at a constanthigh power may lead to the entrapment of porosity locatedat the axial ends of the preform. By ramping the power,entrapped porosity at the ends of the preform is reducedsignificantly at the expense of lower rate of densificationdue to the relatively lower temperatures (curve markedinsulation, ramped power, 500 kHz, 100 Torr in Fig. 18).Fortunately, as in the case of isothermal CVI for low oper-ating temperature, porosity entrapment with the improvedHFCVI scheme is relatively insensitive to the pressure.Therefore, a pressure of 760 Torr can be used with the mod-ified HFCVI to enhance the rate densification without sig-nificant entrapment of porosity (curve marked insulation,ramped power, 500 kHz, 760 Torr in Fig. 18).
Figure 18 shows that a final bulk porosity of 0.06 can beachieved in about 60 h of modified HFCVI operation whichrepresents a significant improvement over the 300 h re-quired for isothermal operation. Furthermore, all the en-trapped porosity is located at the ends of the preform forthe modified HFCVI process, which becomes accessibleonce the insulation is removed. Clearly, HF heating hassignificant potential for reducing processing time com-
0.7
0.6
a'a,2 0.50
104
02a.(I)
0:1
no insulation, 6 kW, 50 kHz, 100 ton'insulation, 6 kW, 50 kHz, 100 ton'no insulation, 6 kW, 500kHz, 100 torrinsulation, 6 kW, 500 kHz, 100 torrinsulation, ramped power, 500 Hz, 100 torrinsulation, ramped power, 500 kHz, 760 ton'
RFCVI
S.'S
'SS.
"0 25 50time (hours)
75 100
Fig. 18. Rate of densification (expressed as spatially averagedporosity vs. time) with RFCVI for different processing conditions.
pared to the conventional isothermal process. However;application of HF heating requires careful tailoring tomeet the specific requirements of the preform geometry Acombination of several modifications, such as insulationof strategic sides of the preform, higher operating fre-quency, and ramping of power may be necessary to alterthe densification behavior favorably. Models such as the2D finite-element model used in this study provide usefultools for developing new schemes for improved perfor-mance. Clearly experimental validation of the methodolo-gies presented herein is necessary to fully access thepotential of HFCVI and to evaluate the assumptions in themodel. These experiments, in turn, should provide valu-able insight into how the model can be improved. From themodeling point of view, future effort is directed towardexamining the scale-up of RFCVI to larger preforms andapplying this methodology to complex preform geometriesand complex chemistries.
ConclusionsA 2D comprehensive finite-element model was used to
study isothermal and HF-assisted CVI in a long cylindricalcarbon preform.
1. Isothermal CVI was essentially 1D with densificationdirected from the edges of the preform to the center. Theentrapped porosity was distributed along the entire vol-ume of the core of the preform.
2. Direct HF heating of the preform may result in signif-icant entrapment of porosity at the center. For a constantinput power; densification occurs first radially around thecentral plane of the preform and then axially toward thetwo ends. This densification pattern produces only mini-mal densification at the center of the preform. Althoughfast rates of densification are possible initially, the overalltime for completion may be significantly more for HFCVIprocesses than what is required for isothermal operation.
3. For HFCVI to be effective, tailoring of HF heating forthe preform geometry is necessary. The combined effect ofinsulation at the ends of the preform, judicious choice ofoperating frequency and ramping the power resulted inthe radial "inside-out" densification of long cylindricalcarbon preforms. Simulations show that processing timecan be reduced fivefold with the modified scheme of HFheating compared to the conventiona isothermal process.
AcknowIedgmenThis work was supported financially by a SHA/AFOSH
contract and by the Energy Laboratory at the Universityof Houston.
Manuscript submitted November 11, 1997; revised man-uscript received June 5, 1998.
The University of Houston assisted in meeting the publi-cation costs of this article.
BcCCsC,CpCp,D,D'D3DE
F,JoJ'
IcMaNHN,
LIST OF SYMBOLSpermeability of preform, m2speed of light, misgas concentration, kmol/m3solid concentration, kmol/m3gas concentration of ith species, kmol/m3heat capacity of the ith species, J/(kg K)heat capacity of solid, J/(kg K)Knudsen diffusivity of the ith species, m2/seffective Knudsen diffusivity of the ith species, m2/sbinary diffusivity of the i-j pair; m2/seffective binary diffusivity of the i-j pair; m2/selectric field, Vimreaction activation energy J/kmolazimuthal component of electric field, Vimimpressed current density Aim2diffusive molar flux of the ith species, kmol/(m2 s)reaction rate constant, 1/seffective thermal conductivity W/(m-K)complex relative permittivitysolid molecular weight, kg/kmolexponent for effective transport propertiesheat flux, W/m2molar flux of the ith species, kmol/(m2 s)

3580 J. Electrochem. Soc., Vol. 145, No. 10, October 1998 The Etectrochemical Society, Inc.
N9 heat flux along preform surface, W/m3NT total molar flux, kmol/(m2 s)p pressure, Par radial coordinate, mr1 fiber radius, mr9 pore radius, mR preform radius, m, also, gas constant, (kg m2)/
(2 kmol K)s Stefan—Boltzmann constant, W/(m2 K4)t time, st processing time, 5T temperature, KW power density, W/m3x mole fraction of the ith speciesz axial coordinate, mZ coordination number
dielectric constant of free space, F/mtotal porosityaccessible preform porosityfinal spatially averaged porositymaximum value of porosity at the end of processporosity at percolation thresholdmagnetic permeability of free space, Himtortuosity factor for effective diffusivitysolid density, kg/m3effective electrical conductivity, S/melectrical conductivity of solid, S/mangular frequency, rad/s
REFERENCES1. D. J. Devlin, R. P. Currier, R. S. Barbero, B. F.
Espinoza, and N. Elliot, Mater. Res. Soc. Symp.Proc., 250, 233 (1992).
2. K. Sugiyama and V Ohzawa, J. Mater. Res., 25, 4511(1990).
3. I. Golecki, in Chemical Vapor Deposition XIfI, T. M.Besmann, M. D. Allendorf, McD. Robinson, and R. K.Ulrich, Editors, PV 96-5, p. 547. The ElectrochemicalSociety Proceedings Series, Pennington, NJ (1996).
4. D. J. Devlin, R. S. Barbero, and K. N. Siebein, inChemical Vapor Deposition XIII, T. lvi. Besmann,
M. D. Allendorf, McD. Robinson, and R. K. Ulrich,Editors, PV 96-5, p. 571, The Electrochemical Soci-ety Proceedings Series, Pennington, NJ (1996).
5. D. Gupta and J. Mt Evans, J. Mater. Res., 6, 810 (1991).6. J. I. Morell, D. J. Economou, and N. R. Amundson,
J. Electrochem. Soc., 139, 328 (1992).7. J. I. Morell, D. J. Economou, and N. R. Amundson,
J. Mater Res., 7, 2447 (1992).8. J. I. Morell, D. J. Economou, and N. R. Amundson,
J. Mater. Res., 8, 1067 (1993).9. J. V. Ofori and S. V Sotirchos, J. Mater Res., 11, 2541
(1996).10. V Midha and D. J. Economou, J. Electrochem. Soc.,
144, 4062 (1997).11. H. Jackson, Transport in Porous Catalysts, Elsevier
Publishing Company, New York (1977).12. C. A. Balanis, Advanced Engineering Electromagnet-
ics, John Wiley & Sons, New York (1989).13. J. Y. Ofori and S. V Sotirchos, J. Electrochem. Soc.,
144, 275 (1997).14. S. M. Gutpte and J. A. Tsamapoulos, J. Electrochem.
Soc., 137, 1626 (1990).15. J. Koplik, J. Phys. C: Solid State Phys., 14, 4821 (1981).16. M. Sahimi, Applications of Percolation Theory, Taylor
and Francis, London (1994).17. F Carmona, R. Conet, and P. Delhaes, J. Appl. Phys.,
61, 2550 (1987).18. M. M. Tomadakis and S. V Sotirchos, Al ChE J., 37, 74
(1991).19. D. S. McLachlan, M. Blaszkiewicz, and R. E. Newn-
ham, J. Am. Ceram. Soc., 73, 2187 (1990).20. S. V. Sotirchos, A1ChE J., 37. 1365 (1991).21. J. V. Ofori and S. V Sotirchos, J. Electrochem. Soc.,
143, 1962 (1996).22. T. J. R Hughes, The Finite Element Method, Prentice-
Hall, Englewood Cliffs, NJ (1987)23. A. C. Hindmarsh, ACM-Sf GNUM Newsletter, 10 (1980).24. H. H. Perry and D. Green, Perry's Chemical Engineers'
Handbook, 6th ed., McGraw-Hill Book Co., Singa-pore (1984).
25. Engineered Materials Handbook, Composites, Vol. 1,ASM International, OH (1987).
26. J. V. Ofori and S. V Sotirchos, AIChE J., 42, 2828 (1996).
Greek
1.10
'flPS(J.e
CT,(1)