Embed Size (px)
Citation preview

A Study on Failure of Mechanical Pump and
other Equipments
This report was submitted to AstralPool India Pvt Ltd, Chennai, Tamil Nadu as a part of Internship offered by Fluidra.
Submitted by
Azif Ali S
MM08B027
Department of Metallurgy and Materials Engineering
Indian Institute of Technology

2 A Study on Failure of Mechanical Pump and other Equipments
Preface
This report titled “A Study on Failure of Mechanical Pump and other Equipments” was submitted to
AstralPool India Pvt. Ltd., Chennai, Tamil Nadu a division of Fluidra group. For this venture, I associated
myself with AstralPool India Factory and Warehouse at Coimbatore. It is a compilation of information
collected from the technicians and other people there and Product Data base available on the AstralPool
website. Credits have been given to all other information sources.

3 A Study on Failure of Mechanical Pump and other Equipments
Acknowledgement

4 A Study on Failure of Mechanical Pump and other Equipments
Contents
Introduction
Failure in Mechanical Pumps
Parts and Materials Used
Pump failure Identification Methodology
Visual Inspection
Preliminary Tests and Checks
Inspection of Sounds
Universal Pump Testing Machine
Different types of stresses acting on motor parts
Cases of Failure in Mechanical Pump – A Part by
Part Analysis
Motor Shaft
Corrosion
Reasons for Corrosion of shaft
Measures for combating Corrosion
Shaft bend
Bearing
Stator
Rotor
Fan and Fan cover

5 A Study on Failure of Mechanical Pump and other Equipments
Terminal Box
Pump body
Pump foot
Pre-filter Assembly
Front and rear Motor Covers
Motor Bridle and Mechanical Closure bridle
Impeller – Mechanical Seal - Diffuser Assembly
Metallurgical failure Analysis
Methodology
Analysis of Service Data from 2008-2011*
Year by Year
Appendices
Suggested Methodology for Motor Failure Analysis

6 A Study on Failure of Mechanical Pump and other Equipments
Introduction
AstralPool Pvt. Ltd, one of the world’s largest suppliers of equipment for private and public
swimming pools and spas produces wide range of equipments including Mechanical Pumps,
Filters, Heaters etc. The theme for this report is to understand the reasons of failure of different
Mechanical pump parts and other associated equipments. Root cause failure analysis (RCFA)
scheme is used to identify the causes of the failure.
Services data for the past 3
years have been compiled and failures are categorized based on
different parts. A basic data analysis also has been done at various parts of the report and
conclusions have been reported.

7 A Study on Failure of Mechanical Pump and other Equipments
Failures in Mechanical Pumps
Astral-Pool produces three types of pumps for swimming pools:-
I. Plastic Self priming Pumps
II. Cast Iron Self priming Pumps
III. Bronze Self priming Pumps
Astral Splash Pump
Astral Splash Pumps are built using state of the art thermoplastics.
The pumps are of self-priming type from ½ Hp to 3 Hp and are
provided with single phase and three phase motors. All Pump
metal parts that come in contact with water are made of stainless
steel (AISI 316). A pre-filter has been incorporated into the pump
body to prevent the foreign bodies to enter the pump hydraulic
parts.
The motors are supplied with the motors pump unit which has
been protected by Thermal Overload Protector (TOP).
The present study does a study on the reasons of failure of different pump parts of both cast Iron and
Plastic Self Priming Pumps. It does a part to part analysis of different suppliers, different materials used
and the design of the materials.
Parts and Materials Used (Plastic Self Priming Pump)
Part Material Used Shaft Stainless Steel (AISI 316)
Rotor Silicon based alloy
Impeller Noraiy with FRP
Diffuser Luranye
Other Plastic Pump body parts Engineering Plastic
Fig 1: Astral Splash Pump (1 Hp)

8 A Study on Failure of Mechanical Pump and other Equipments
Pump failure Identification Methodology (Currently in use)
Visual Inspection
Visual Inspection is done to know whether there is any external body damage on the pump. Issues like
fan not running bending of the fan cover, motor not priming due to clogging of pre-filter basket,
breakage of pump body or foot can be found out by visual inspection.
Preliminary Tests and Checks
Preliminary tests/Checks include
1. Checking the terminal box:- Checking whether the connections are intact or whether there is
any capacitor damage
2. Checking the shaft rotation:- Improper shaft rotation might be due to any of the following
reasons:-
Fig 2: Process tree for Pump Failure Identification
(Currently in Practice)
Visual Inspection
Preliminary Tests
Checking for Sounds
Using the Pump Testing
Machine

9 A Study on Failure of Mechanical Pump and other Equipments
a. Shaft getting bend
b. High bearing friction
c. Motor Coil getting short
d. Contact between the impeller and the diffuser.
3. Checking the continuity of the circuit:- This is done using the digital multimeter. This passes
very high voltage current through the circuit. This can also identify presence any short in the
motor.
4. Check the pre-filter basket for clogging of any impurities which prevent water flowing in.
Inspection of Sounds
Any abnormal sound coming from the motor is due to malfunctioning of it. Different types of sound
produced by the motor include:-
1. Bearing Sound: This is due to high bearing friction or failure. Bearing friction increase in the
course of time due to vaporization of the grease in the bearing. This can be also due running the
rotor in unbalanced condition in which the load on the motor shaft is not evenly distributed.
This can lead to war of the bearing and in long run can cause bearing failure.
2. Touching sound: This due to the touching of the rotor with stampings in the motor hindering
the smooth rotation of the motor. This will damage the rotor and the stampings.
3. Fan Cutting Sound: Fan cutting sound is due to the unbalanced rotation of the cooling fan. This
doesn’t have much consequence but can affect the cooling of the motor.
4. Vibration Sound: This is again due to unbalancing. This happen in equal frequency during testing
of new pumps. This is basically a design problem. It is due to the play of the rotor bearing
assemble in the motor casing. This can also happen due to over-tightening front and back
covers.
5. Air Sound: This happen due to air choking
6. Over-tight Sound: This happens due to over-tightening front and back covers which restrict the
rotation of the motor shaft. This can be costly as it leads to high motor current which in-turn can
result in motor coil burning and rotor damage.
Checking using Universal Pump Testing Machine
Universal Pump testing machine is an instrument used for Pump testing. Every pump supplied by
AstralPool India is Tested for verification of the performance. This is machine is also used for finding the
reasons of failure of Pumps coming there for service. The machine basically consists of different meters
which can measure and set the following operating conditions:-

10 A Study on Failure of Mechanical Pump and other Equipments
1. Current in Amperes
2. Pressure in bars
3. Flow rate m3/h
4. Voltage
5. Vacuum
6. Motor rpm
Each pump will be having a specification which describes different operating conditions and different
min and max values. Example of a specification of a 1 Hp motor (Supplier: Sabari) is given below:-
Specification Value Power(KW/Hp) 1/0.75
Input Voltage (MAX) 230 V
Input Frequency 50 Hz
Rotation Speed(MAX) 2800 rpm
Input Current (MAX) 4.9 A
Capacitor 25 pF
Pressure Head (H) 10 m.c.a
Flow Rate (Q) 16 m3/h
Fig: Universal Testing Machine for testing motor

11 A Study on Failure of Mechanical Pump and other Equipments
Different types of stresses acting on motor parts1
1 A.H. Bonnett, Root Cause AC Motor Failure Analysis with a Focus on Shaft Failures, IEEE Trans. Industry Application, 36(5), 11971209, 2000
Type of stress Stator winding
Rotor assembly Bearings Shaft
Thermal • • • •
Electrical /dielectric • •
Mechanical • • • •
Dynamic • • •
Shear •
Vibration/shock • • • •
Residual • •
Electro-magnetic • • • •
Environmental • • • •
Table 1: Types of Stresses on Motor

12 A Study on Failure of Mechanical Pump and other Equipments
Cases of Failure in Mechanical Pump – A Part by Part Analysis
Motor Shaft
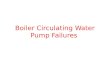
Motor shaft failure happen due to several reasons. Table 1 summarizes the different types of stresses
acting on the motor shaft. The following table2 shows the general frequency of shaft failure due to
different reasons:-
2 Root cause AC motor failure analysis with focus on shaft failures, Intelligent Mechanics Lab, Department of Mechanical Design, Pukyong National University, South Korea
0 0
8
1
0
2
4
6
8
10
2008 2009 2010 2011*
Year
No. of Failures associated with Motor Shafts
Cause of shaft failure Percent
Corrosion 29%
Fatigue 25%
Brittle fracture 16%
Overload 11%
High-temperature corrosion 7%
Stress corrosion fatigue/hydrogen embitterment
6%
Creep 3%
Wear, abrasion and erosion 3%
Table 2: General Frequency of different causes of shaft failure
Graph: Year by year rate of Shaft failures during 2008-11

13 A Study on Failure of Mechanical Pump and other Equipments
Out of these the major shaft failure modes are:-
a. Corrosion
b. Fatigue
c. Overload
Corrosion
The above table says that corrosion is the most critical reason of shaft failure which accounts for 29% of
all Shaft failure cases. Wear pitting, fretting and cavitations are the corrosion most common corrosion
modes found in shaft. This increases the chances of fatigue and brittle failure of the shaft.
Reasons for Corrosion of shaft
a. Absence of Rust-off Coating
Rust-off coating is a layer of plastic like coating which cuts the atmospheric contact of
rotor-shaft assembly. In course of time the coating gets removed due to the variation in
the temperature.

14 A Study on Failure of Mechanical Pump and other Equipments
b. Damage of the mechanical sealing
Mechanical sealing is a very integral part of the Motor which lies in between Motor
Bridle and the Impeller. Its damage gives opportunity for water to leak into the shaft
area and can cause corrosion.
c. Environmental Conditions
The service conditions also play an important role in corrosion. Eg: Installation at Coastal
Regions, Flooding of Pump room etc. aid the corrosion damage tendency
Measures for combating Corrosion
1. Using AISI 416 or other 400 series of stainless steel for shafts in corrosive environment.
2. Use of Rust-off coatings.
Shaft bend
Shaft bend mainly occurs due to uneven distribution of load along the axis. A uniform distribution of
load around the axis is necessary for the free rotation of the motor. This can be result due to several
reasons:-
1. Due to Off-centered hole in impeller:-
To counter this weight imbalance
material is usually removed from the
heavier sides by punching. But this is
not very efficient in restoring the
balance.
2. Lack of intimate contact of bearing with
the shaft or due to defect in bearing.
3. Due to play in the bearing and bearing
seating in the motor flanges.
Fig: Off-Centered hole in the impeller

15 A Study on Failure of Mechanical Pump and other Equipments
Bearing
Bearing used in the Astral Motors are ball bearings. It provides constrained motion of the rotor along the shaft axis without touching the stator or the motor chase. The bearing is seated on the space provided in the front and rear motor cover. Intimate contact is necessary to prevent the bearing from rotating itself.
Failures in Motor Bearings
Smear Marks due to presence of impurities on bearing
Metallic Contamination in the Raceaway
Damage caused by water Intrusion Fretting Corrosion due to vibration and loss of fit
Failure Mode Failure Pattern
Fatigue spalling Thermal
Fretting Vibration & noise
Smearing Lubricant quality
Skidding, wear Mounting/fits
Lubrication failure Contamination
Electric pitting Mechanical damage
Fluting Electrical damage
Crack and Seizures Load pattern
Table 4: Failure Modes and Failure Pattern in Bearings
Fig: A Typical motor bearing

16 A Study on Failure of Mechanical Pump and other Equipments
Pitting caused by electrical currents Fluting caused by internally generated current
Advanced stages of spalling False brinelling and fretting caused by vibration in a non-operating condition
Causes of Failure (Focus on Astral Pumps)
1. Over-tight front and rear cover:- Over tightening can increase the friction between the bearing the
shaft core hindering the free rotation of shaft.
2. Due to dry up of grease:- Similar to over tightening it leads to increase in friction between the shaft
and bearing.
3. Thermal expansion of front and rear cover:- Earlier the front and rear cover of the motors where
made of Cast Iron. Subsequently it was changed to Aluminum to make it cost lower and lighter. As
the thermal expansion of Al is more than that of the Cast-Fe, at higher temperature during
functioning of the motor, the front and rear cover expands and the intimate contact of bearing and
the covers are lost which reduces the relative motion of bearing and the shaft.
4. Astral pump uses wave washers between the bearings and the bearing seating. This gives better
friction between the bearing and motor cover gives tolerance for slight differences in the depth of
the bearing seating. In long run due to fatigue, these wave washers lose their elastic property and
the tolerance is lost and the seating wouldn’t be as effective as before. Using better quality of wave
washer can help us in this account.
Table: Conventional failures in a typical Electric motor bearing

17 A Study on Failure of Mechanical Pump and other Equipments
Stator
0
1
2
3
4
5
6
7
8
9
2008 2009 2010 2011*
No
. of
Be
arin
g Fa
ilure
s
Year
Fig: Stator of 1 Hp astral pump
Graph: Year by Year analysis of bearing failures during 2000-2011

18 A Study on Failure of Mechanical Pump and other Equipments
The stator is the stationary part of a rotor system. It consists of:-
a. Stampings: - A premium steel frame encloses a hollow cylindrical core. It is made of laminations of
silicon steel. Silicon laminations reduce hysteresis and eddy currents. Astral Motors uses
electromagnetic stators.
b. Stator windings: - A stator winding is simply the stationary winding over the stampings framework.
Stator Stamping
Motor Burn
Short
0
2
4
6
8
10
12
2008 2009 2010 2011*
3
1
7
310
11
2
Cases of failure due to stator
Motor Burn
Short
Fig: Stator and Stampings
Graph: Failures due to Stator during 2008-2011

19 A Study on Failure of Mechanical Pump and other Equipments
Stator failure
The first source of startup failure is the stampings touching the rotor. This causes a touching
sound and also leads to damaging of the rotor.
Second source is the stator winding. If there is any shorting in the stator copper winding due to
a cut or loss of insulation coating, this leads to shorting of the motor. The motor in this case
would draw high current and can get burned. This can be diagnosed by checking the continuity
between the motor body and one of the terminals. If positive there is motor short.
If the pump shows some humming sound and rotates with jerks, it is expected to have problems
associated with the coil. Coil might be burned or one of the coils might not be working. Also if
the input current is too high, then there is a short inside the pump.
Stampings in the motor need to be cold rolled. Only then it can sustain large number of heat and
reheat cycles.
Rotor
The rotor is the non-stationary part of a rotary electric motor which rotates because the wires and
magnetic field of the motor are arranged so that a torque is developed about the rotor's axis. It is the
most crucial part of the motor. The rotors in Astral Pumps are made of Cu-Si-Fe alloy which are joined
together by induction brazing. The rotor end rings are made of pure aluminum to give electrical
connection.
Fig 13: Damaged motor Rotor (1Hp)

20 A Study on Failure of Mechanical Pump and other Equipments
Causes of Failure
1. End-Rings: - The end rings in motors delivered to Astral India are made of Aluminum. The
international norm for end-rings to use Cu instead of Al so as to give better conductivity. Also as
Cu is stronger than Al, the chances of breaks in the end-rings are also less.
2. The rotor central part in motors delivered to Astral India is made of Cu-Si-Fe alloy. From the
preliminary observation the percentage of Fe in the rotor is more in case of motor supplied to
Astral India than the international norms. This leads to failure of motors due to rust formation
on the surface if serviced under Corrosion prone condition. Additional Rust off coating is
recommended for such rotors.
To improve motor energy efficiency, the following strategies may be adopted:
1. Using of improved magnetic materials (e.g. Premium steel) 2. Replacement of Aluminum cage with Copper end-rings. 3. Using high Cu and Si alloy in rotor. 4. Silicon steel to prevent eddy current loss.
Fan and Fan cover
A fan is provided at the rear end of the motor with the sole purpose of cooling the motor. Fan is made of
engineering plastic and the fan cover is made of mild steel. The two major issues associated with these
parts are:-
Bend in the fan cover
Breakage of fan
0
5
10
15
20
25
2008 2009 20102011*
0
610
50 3
2219
Defected part: Fan
Defected part: Fan Cover
Note: 2011 data value is estimated
Graph: No. of defected fans and
fan covers during 2008-2011

21 A Study on Failure of Mechanical Pump and other Equipments
Breakage of fan Bend in the fan cover
Using sheet metal of greater thickness than the present for making fan cover can go a long way in
reducing the number of cases of fan cover bend.
Terminal Box Terminal box contains a condenser (capacitor), which controls spike or surges in input AC. Cases
associated with the terminal box are bulging of capacitor and missing of terminal box cover. Astral uses
Siemens capacitor.
1
6
13
7*
0
2
4
6
8
10
12
14
2008 2009 2010 2011*
No
. of
case
s as
soca
ite
d w
ith
Te
rmin
al B
Bo
x
Year
Fig: Defective fans and fan
covers
Fig: Failure cases associated with Terminal Box during 2008-11

22 A Study on Failure of Mechanical Pump and other Equipments
Pump body
The pump body of Astral Splash pumps is made of engineering plastic. The most
prominent Engineering plastic used is called ABS(Acrylonitrile butadiene
styrene) which is a thermoplastic material. It can be used between -25 and 105 0C. These are made by high pressure injection moulding process. The major
types of failure in Pump body are :-
As it is made of a hard plastic material, there are chances of pump
getting cracked/ broken during transit or improper usage.
Loss of threading in the drainage plug. This leads to leakage.
Over-tightening of the screws can also result in the cracking of the pump body. Similarly under-
tightening result in leakage.
Failure of the bottom of pump body Loss of threading in the drainage plug
Breakage of pump body foot Chipping off the side edges
Table: Different types of damages of Astral Splash Pump body
Fig: Pump Body

23 A Study on Failure of Mechanical Pump and other Equipments
Pump foot It is the part on which the pump body rests. Pump body is attached to pump foot with good care. It is
done so using pairs of distancing washer, nuts, silent blocks, foot screw and anti shake washer. The lack
of any of the above components causes vibration and unusual sound from the motor. The main type of
failure found in pump foot is breakage which mainly happens during transit. This has decreased in the
recent years with better packing methods using thermocole cushioning.
0
2
4
6
8
10
12
14
20082009
20102011*
Pu
mp
Fo
ot/
Bo
dy
Failu
re
Year
Pump Body Failure
Pump Foot Failure
Estimated foot failure by EOY
Fig: Damage of Astral Splash Pump foot
Fig (b): Pump foot-Pump body assembly
Fig (a): Pump foot
Graph: Service summary of Astral Splash Pump body and foot during 2008-11

24 A Study on Failure of Mechanical Pump and other Equipments
Pre-filter Assembly
Pre-filter as the name suggests removes the initial debris from the input water supply. Sizes of the debris
depend on the grit size of the pre-filter basket.
Pre-filter consists three parts
Pre-filter basket
Pre-filter cover
Pre-filter cover joint
Failures in Pre-filter basket
More than 3/4th of cases noted till date associated with the pre-filter baskets are due to breakage of pre-
filter basket handle. Other problems found at the project sites are due to clogging of it with debris. This
result in the closing of the grits in the pre-filter basket which in-turn lead to reduced inflow of water into
the pump. Motor dry run has several bad effects on the motor like motor burning caused by drawing
large currents from the supply line. So it is really important to clean the pre-filter basket at regular
intervals.
Fig: Failed of Astral Splash Pre-Filter Baskets

25 A Study on Failure of Mechanical Pump and other Equipments
Front and rear Motor Covers
Front Cover (Cast Iron Made) Front Cover (Cast Iron Made)
It is usually made of Cast Iron. But recently, to reduce the weight of the motor Aluminum and steel have
also found place. The front and rear covers seats the entire motor between them. It has a slot for
seating the bearing. The intimate contact between the bearing and the cover help in the relative motion
of the rotor and the motor body.
The major types of defects found in motor covers are: -
Corrosion of front and rear cover.
Specification: - If the dimension of the slot for the bearing does not exactly match the size of the
bearing, the relative motion is not possible.
Cast Iron when compared to Aluminum has an advantage as motor cover. As the coefficient of
thermal expansion of the Al is more than Cast-Fe, there would be more variation in the slot size
for the bearing from the specification in case of Al – motor covers than Cast-Fe based motor
covers.
Fig: Front and Rear motor covers

26 A Study on Failure of Mechanical Pump and other Equipments
Motor Bridle and Mechanical Closure bridle
Marks on the mechanical closure bridle due to
diffuser touching it Motor Bridle attached to front motor cover
Other bridle defects are non-matching of the holes bridle with the motor cover. This can lead to crack in
the bridle and also unbalanced running conditions.
0
1
2
3
4
5
6
7
8
2008 20092010
2011*
0
4
6
21
5
8
4
Mechanical Closure Bridle
Motor Bridle
Note: 2011* is estimated
Graph: No. of cases of failure of Mechanical closure bridle and Motor bridle during 2008-11
Fig: Mechanical closure bridle and Motor bridle

27 A Study on Failure of Mechanical Pump and other Equipments
Fig: Pre-Filter Baskets clogged with
debris
Fig: Defects in Astral motor Shafts
Impeller – Mechanical Seal - Diffuser Assembly
An impeller is a rotating component of a centrifugal pump,
usually made of iron, steel, bronze, brass, aluminum or plastic,
which transfers energy from the motor that drives the pump to
the fluid being pumped by accelerating the fluid outwards from
the center of rotation. Impeller is the part attached to the shaft
which is threaded in.
Diffuser consists of a stationary vane that surrounds the
impeller. The purpose of the diffuser is to increase the
efficiency centrifugal pump by allowing a more gradual
expansion and less turbulent area for the liquid to reduce in
velocity. It also prevents debris going into the impeller. In
Astral splash pumps, impeller is made of Noraiy with FRP and
diffuser is made of Luranye.
Mechanical shaft seal forms a barrier between what is inside
the pump and the atmosphere Mechanical seal consists of a
carbon ring, spring and a ceramic. The ceramic is made of
extremely hard materials which are highly wear resistant
material is of very high finish.
Failures associated with Impeller – Mechanical Seal - Diffuser Assembly
Shaft hole off-centered Weight balancing by removal of material

28 A Study on Failure of Mechanical Pump and other Equipments
Fig: Marks in Astral motor
mechanical closure bridle made by
diffuser
Fig: Mechanical seal: Rubber ring
(bottom) and Ceramic
Fig: Mechanical seal: Spring
Fig: Mechanical seal: Spring
1. Off-centered hole in impeller for shaft
causes unbalanced distribution of mass
around the shaft axis and lead to bend in
the shaft. This in long run can cause wear
of the bearing. This also can lead to the
detachment of the impeller from the shaft
2. Defects as shown in the above figure happen due to either
over-tightening of the diffuser or defect of non-returnable
valve.
3. If the non-returnable valve doesn’t function as expected
there is a chance for the impeller to detach itself from
shaft and get attached to the diffuser. The figure shows
scratch marks on the diffuser due to this.

29 A Study on Failure of Mechanical Pump and other Equipments
Graph: Failures due to Impeller-Mechanical seal-Diffuser Assembly
4. Mechanical Seal failures can be caused due to:-
Lubrication failures.
Contamination failures: - If sand/debris which is filtered gets into the mechanical seal it can
damage the mechanical seal which can result in the entry of water into the motor core.
Chemical and physical degrading and wear.
Systems failure: -If the motor is run without water, mechanical seal heats up and gets damaged.
From the above chart we can easily make it out that Impeller-Diffuser-Mechanical Seal is the most fault
prone part of the entire pump. All the three are very much interconnected that, failure of any of them
can lead to failure of others. Hence they were analyzed together. For Ex: - The presence of sand or any
other particle in the region between the impeller and the diffuser can damage the entire assembly.
0
2
4
6
8
10
12
14
20082009
20102011*
2008 2009 2010 2011*
Failure due to Impeller 2 4 14 7
Failure due to Diffuser 0 4 7 11
Failure due to Mechanical seal 0 5 12 11
Failure due to Impeller
Failure due to Diffuser
Failure due to Mechanical seal
*Failures in 2011 EOY is estimated

30 A Study on Failure of Mechanical Pump and other Equipments
Fig: Scratch marks on the Impeller due to diffuser
Note: All the plastic parts are associated with plastic self priming pumps are replaced by Cast-
Iron in Cast Iron self priming pumps.

31 A Study on Failure of Mechanical Pump and other Equipments
Metallurgical failure Analysis
Methodology
Fig: Methodology of Metallurgical failure analysis3
The Metallurgical failure analysis can be applied to all cases of failure due to metal material. It uses
different techniques like Chemical Analysis, Mechanical Testing, Metallographic Examination, Non-
Destructive Testing etc. This technique is versatile in identifying the root cause of failure and finding the
failure mechanism. It guides you to find whether the failure has occurred due to metallurgical
deficiencies or mechanical overload or service environment etc. The methodology of metallurgical
failure analysis has been given in the Diagram above.
Metallurgical failure analysis has been implemented in understanding failure of different parts like shaft,
bearings, rotor etc. In this report a complete metallurgical analysis couldn’t be undertaken due to the
lack of necessary testing facilities. But however metallurgical analysis has been made in some parts of
the report based on the physical observation.
3 Derrick Sarafinchan, M.Eng., P.Engg., Ludwig & Associates Engineering Ltd.

32 A Study on Failure of Mechanical Pump and other Equipments
Analysis of Service Data from 2008-2011*
A total of 98 pumps had been serviced in Astral India Pvt. Ltd., Coimbatore warehouse during 2008-
2011*. The pump had been received here from different project sites all over India. Each of these pumps
undergoes a thorough checking procedure (Checking/testing methodology already described) and
possible corrections are made. If any issue related to the motor is pertaining in the pump it is send to
the supplier. The pumps during the period have been supplied by majorly by either Sabari Motors or
Sharp Motors.
A detailed data has been compiled in pump service has been categorized based different pump parts.
Failure of the pump has been associated with 23 different pump parts. Following analysis give some
insights and patterns pump failure based on the data taken during the period.
Year by Year
From the above graph it can be seen that the number of pump failures is remarkably high during 2010.
The increase in the number of failures during this period can be attributed to the______. There has
been a decreasing trend in the number of failures in 2011 during which 8 pumps have been serviced till
date and no. of service pumps is expected to be 19* by the end of the year.
Graph 1: A year by year analysis of pump failure during 2008-11
19*
Note: 19* is estimated no. of
cases in 2011

33 A Study on Failure of Mechanical Pump and other Equipments
Appendices
1. Suggested Methodology for Motor Failure Analysis
1. Checklist for evaluating assembly conditions
i. Is there any sign of moisture present on the stator, rotating assembly, bearing system or any other parts?
ii. Are there any signs of movement between rotor and shaft or bar and lamination? iii. Is the lubrication system as intended or has there been lubricant leakage or
deterioration? iv. Are there any signs of stalled or locked rotor? v. Was the rotor turning during the failure?
vi. What was the direction of rotation and does it agree with the fan arrangement? vii. Are any mechanical parts missing? such as balance weights, bolts, rotor teeth, fan
blades, etc., viii. Has any contact occurred between rotating parts that should maintain a clearance?
ix. What is the condition of the coupling device, driven equipment, mounting base, and other related equipment?
x. What is the condition of the bearing bore, shaft journal, seals, shaft extension, keyways, and bearing caps.
xi. Is the motor mounted, aligned, and coupled correctly? xii. Is the ambient usual or unusual?
xiii. Do the stress risers show signs of weakness or cracking?
2. Checklist : Appearance of motor and system
i. Does the motor exhibit any foreign material? ii. Are there any signs of blocked ventilation passages?
iii. Are there signs of overheating exhibited by insulation, lamination, bars, bearings, lubricant, painted surfaces, etc.?
iv. Has the rotor lamination or shaft rubbed? Record all locations of rotor and stator contact.
v. Are the top-sticks, coils, or coil bracing loose? vi. Are the rotor cooling passages free and clear of clogging debris?
vii. What is the physical location of the winding failure? viii. Is it on the connection end or opposite connection end?
ix. If the motor is mounted horizontally, where is the failure with respect to the clock? x. Which phase or phases failed?
xi. Which group of coils failed? Was the failure in the first turn or first coil? xii. Are the bearings free to rotate and operate as intended?
3. Checklist : Application considerations

34 A Study on Failure of Mechanical Pump and other Equipments
i. What are the load characteristics of the driven equipment and the loading at time of failure?
ii. What is the operating sequence during starting? iii. Does the load cycle or pulsate? iv. What is the voltage during starting and operation? v. Is there a potential for transients?
vi. Was the voltage balanced between phases? vii. How long does it take for the unit to accelerate to speed?
viii. Have any other motors or equipment failed on this application? ix. How many other units are successfully running? x. How long has the unit been in service?
xi. Did the unit fail on starting or while operating?
xii. How often is the unit starting, and is this a manual or automatic operation?
xiii. Is it part winding, wye-delta, or variable-frequency drive (VFD), or across the line? xiv. What type of protection is provided? xv. What removed or tripped the unit from the line?
xvi. Where is the unit located and what are the normal environmental conditions? xvii. What was the environment at time of failure?
xviii. What was the ambient temperature, at time of failure, around the motor? xix. Is there any recalculation of air? xx. Is the exchange of cooling air adequate?
xxi. Was power supplied by a VFD? xxii. What is the distance between the VFD and the motor?
xxiii. How would you describe the driven load method of coupling and mounting?
4. Checklist : Maintenance history
i. How long has the motor been in service? ii. Have any other motor failures been recorded and what was the nature of the failures?
iii. What failures of the driven equipment have occurred? iv. Was any welding done? v. When was the last time any service or maintenance was performed?
vi. What operating levels (temperature, vibration, noise, insulation, etc.) were observed prior to the failure?
vii. What comments were received from the equipment operator regarding the failure or past failures?
viii. How long was the unit in storage or sitting idle prior to starting? ix. What were the storage conditions? x. How often is the unit started?
xi. Were there shutdowns? xii. Was correct lubrication procedures utilized?
xiii. Have there been any changes made to surrounding equipment? xiv. What procedures were used in adjusting belt tensions? xv. Are the pulleys positioned on the shaft correctly and as close to the motor bearing as
possible?