Embed Size (px)
Citation preview

A STUDY OF THE PLASMA SPRAY COATING PROCESS
~. I. Kitaev and A. G. Tsidulko
In the application of coatings bythe technique of p lasma spraying of r e f r ac to ry powder mater ia l s , effective utilization of spray powders and process productivity are factors playing an important part . Depending onthe con- ditions of application of coatings, the coefficient of utilization of the spray powder may vary within very wide l im- its. It is well known that to form a coating par t ic les of the spray mater ia l at the instant of impact against the base metal must be in a state of high plasticity. Thus, the coefficient of powder utilization, calculated as the ratio of the weight of the coating to the weight of the spray mater ia l , indicates the relat ive weight of part icles capable of f o r m - ing a coating as a resul t of receiving enough heat to reach the melting point or a plastic state. The tempera ture to which powder par t ic les can be heated is governed by their size, the thermophysica l proper t ies of the mater ia l , and the pa rame te r s of the plasma s t ream, namely', its heat content, t empera ture , and thermal conductivity. Thes e pa rame te r s in turn depend on the ope rating conditions of the spray gun, i.e., the arc power, and rate of flow and composi t ionof the plasma gas.
The heating of the spray" powder is affected also by the t ime of dwell of the part icles in the plasma s t ream and on the cha rac t e r of distr ibution of the powder over the s t r eam cross section. Experience with the application of r e f r ac to ry coatings (A1203 , ZrO 2 , etc.) shows that the powder should be injected into the nozz le passage behind the arc column, at a short distance f rom the anodic spot. Within this zone the plasma gas has a high heat content, the gas tempera ture becomes equalized over the passage c ross section, and the s t r eam is less constr ic ted than inthe arc-discharge zone. The powder penetrates into the plasma stream and becomes distributed over its whole cross section. Attempts to inject the powder in the arc-discharge zone in order to increase coating effectiveness have
not been successful, because the penetration of the powder into the compressed-arc column is more diffi-
cult and the powder becomes distributed mainly in the outer, cooler gas layers. A high coating productivity
cannot be achieved by this method, because at high flow rates the powder tends to adhere to the passage
walls~ The position of the anodie spot of the arc in the nozzle passage depends on the design dimensions of
the spray gun and its operating conditions, viz., current intensity, method of admission of the plasma gas
into the arc chamber, and gas flow rate.
While traveling from the plasma jet to the sprayed surface, the powder particles are cooled, the
highest rate of cooling being shown by fine particles and those on the periphery of the spray. The greater the gun-to-work distance, the greater is the particle-temperature drop. The number of particles par-
ticipating in coating formation decreases with increasing gun-to-work distance.
The aim of the present investigation was to study the influence of arc power, flow rate and composition of the
plasma gas, the method of injection of the gas into the arc chamber, particle size and flow rate of the powder, gun- to-work distance, and angle between the stream and the sprayed surface on the effectiveness ofuti lizatien of the
spray powder and process productivity. Tests were conducted with stabilized zirconium dioxide; because of its specific thermophysical properties - high melting point, low thermal conductivity, and relatively high heat con-
tent, this material is difficult to spray [i]. To produce spray coatings a powder with a particle size of 40-80 p was
used; some experiments (Table 2) were carried outwith powders havingparticles < 40 or 80-100 p in size.
A diagram of the plasma spray equipment is shown in Fig. I. Coatings were produced with a PHN-4 plasma spraygun, in which the plasma gas is admitted tangentially into the arc chamber; in several ex-
periments (Fig. 3). a spray gun of the same type was used, but gas admission into the arc chamber was
axial. The spraygun was supplied from an IPN-160/600 rectifier. Argon-hydrogen mixtures of various compositions were used as the plasma gas, while argon was employed for powder transport. The influence
of nozzle geometry on spraying effectiveness was not examined; all experiments were conducted with the
nozzle shown diagrammatically in Fig. i. The powder was introduced into the plasma stream through a
port located at a distance of 5 mm from the nozzle outlet and inclined at an angle of 5 ~ against the direc- tion of travel of the stream. To measure the rate of flow of ZrO 2 powder during spray coating, the pro-
portioning hopper (designed at the VNIIAVTOGENMASH Institute) was mounted on a balance. The rate of
Kuibyshev Aviation Institute. Translated from Poroshkovaya Metallurgiya, No. 6 (66), pp. 14-20,
June, 1968. Original article submitted April 2, 1967.
435

L
t �84 , 2
Diagram of specimen arrangement
, r
s
Diagram of nozzi~
4
H ydr ogre Argo~
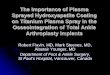
Fig . 1. D i a g r a m of p l a s m a - s p r a y e q u i p m e n t : 1) p o w d e r p r o p o r t i o n i n g hopper ; 2) p l a s m a s p r a y g u n ; 3) m a n i p u l a t o r wi th s p e c i m e n s ; 4) m i x e r ; 5) m e r c u r y t h e r m o m e t e r s ; 6 -9 RS-7 , RS-3 , RS-5 , and R S - 3 a r o t a m e t e r s .
H m i J / k
I [c.,i;16,s-16,Tg/~eo t I l I
70 23 26 PO Arc power, kW
r~ 40;ox
*',._ I i'~" N.29-30 k W
f I
t,3 t,5 ;7 s,g Mixture flow rate, g/sec
32 "la
H r a i x ,
J / k S
!t6~Oe t
13106 l
10.i06
Gmi~53"~57g/s ~m=/OS-]lOg/ml
, , I I 20 23 26 29 32
Arc power, kW
F i g . 2.
I
"x
1,3 D /, 7 S,g Mixture flow rate, g/sec
2,/ 27
b
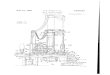
In f luence of a r c p o w e r (a) and f low r a t e of a r g o n - h y d r o g e n m i x t u r e
(b) on m e a n - m a s s h e a t con ten t Hmix , m e a n s t r e a m t e m p e r a t u r e T m , and c o e f f i c i e n t of u t i l i z a t i o n of m a t e r i a l K. A r g o n con ten t of m i x t u r e 18-20%, g u n - t o - w o r k d i s t a n c e , L , 70 and 100 r am.
f low of a r g o n , h y d r o g e n , p o w d e r t r a n s p o r t i n g g a s , and coo l ing w a t e r w e r e m e a s u r e d wi th r o t a m e t e r s , and the gas p r e s s u r e at the e n t r y in to the r o t a m e t e r s wi th m a n o m e t e r s . The t e m p e r a t u r e of the coo l ing w a t e r e n t e r i n g and l e av ing the s p r a y g u n was d e t e r m i n e d wi th m e r c u r y t h e r m o m e t e r s wi th 0. I~ d i v i s i o n s .
S t e e l s p e c i m e n s of 1 . 5 - m m t h i c k n e s s , f o r m i n g p a r t of a c y l i n d e r , w e r e moun te d in a m a n i p u l a t o r , wh ich i m p a r t e d to t h e m d u r i n g s p r a y coa t ing a r o t a r y and r e c i p r o c a t i n g mo t ion . In a l l e x p e r i m e n t s , wi th the e x c e p t i o n of a few s p e c i a l ones (Table 3) , the d i r e c t i o n of the p o w d e r s t r e a m was at r i g h t a n g l e s to the
436

TABLE i. Effect of Composition of Plasma Gas on
Coefficient of Utilization of ZrO 2 Powder
Hydrogen content of mixture (by volume)
13--14
18--20
30--32
Smi x, g/sec
1,42--1,45
ArC power,
28--29
G m , g/rain
75--80
Gun-to-work distance,
mR
70 100 70
100 70
100
0,29 0,26 0,34 0,30 0,37 0,32
TABLE 2. Effect of P o w d e r - P a r t i c l e Size on Coef f ic ien t
G;n Gun-to- ~;Irnin lwork dis-
[[&nce, Frill]
70 100 70
100 70
50--55 100 70
I00
of U t i l i za t ion of Z r O 2
Powder- Arc pow- IH 2 con- particle er, kW Omi x, g/seeltent of size, g Imixture,~
~40 28--29
18--I9
40--80 28- -29 1,65--I ,68 16--I8
80--100 28--29
0,57 0,49 0,31 0,24 0,32 0,27 0,18 0,t5
sp r ayed su r f ace . The ra te of flow" of the t r a n s p o r t i n g gas (4-7 l i t e r s / r a i n ) was chosen so as to p r e v e n t c r u s t f o r m a t i o n and obta in a s t r e a m s y m m e t r i c a l about the s p r a y g u n ax i s .
The coef f ic ien ts of u t i l i z a t i on of s p r a y powder and s p r a y i n g p roduc t iv i t i e s quoted in the t ab le s and g raphs a r e a r i t h m e t i c m e a n va lues of r e s u l t s obta ined in 3-5 d e t e r m i n a t i o n s u n d e r i den t i ca l s p r a y - c o a t i n g cond i t ions . The coef f ic ien t of u t i l i z a t i o n of a m a t e r i a l , K, and s p r a y i n g p roduc t iv i ty , Q, can be d e t e r m i n e d , t ak ing into account the s p e c i m e n shape (Fig. 1), f r o m the r e l a t i o n s :
~D 'G c K -
I.G m ' nD .60 G
Q = I.T [kg/h],
whe re O c is the weight of the sp rayed coat ing on the s p e c i m e n , kg; G m the weight of the s p r a y m a t e r i a l , kg; 7 the s p r a y i n g t i m e , rain.
The m e a n - m a s s heat conten t of the a r g o n - h y d r o g e n m i x t u r e at the nozzle out let , Hmix, was obta ined f r o m the f o r m u l a
//mix UI - - 6~r C (t~ - - tl) -= Gmix -+ Ho [ J/kg ],
where U is the a r e vo l tage , V; I the c u r r e n t , A; G w the ra t e of flow of cool ing wa te r through the s p r a y gun,
k g / s e c ; C the spec i f ic hea t of w a t e r , J /kg /~ t I and t 2, the t e m p e r a t u r e of wa te r e n t e r i n g and l eav ing the sp raygun , r e s p e c t i v e l y , ~ Gmi x the r a t e of flow of the m i x t u r e , k g / s e e ; H0 the heat conten t of the m i x t u r e at the i n i t i a l t e m p e r a t u r e , J / kg .
The m e a n t e m p e r a t u r e of the m i x t u r e at the out le t f r o m the nozz le was obta ined f r o m the m e a n - m a s s heat content , u s i n g a H = f (2") cu rve . To plot this cu rve , the heat con ten t s H of a r g o n - h y d r o g e n m i x t u r e s of va r i ous compos i t i ons w e r e ca l cu la t ed for t e m p e r a t u r e s of 6000-12,000~ with aid of the f o r m u l a [2]
H = H ~ M l r z ~ H2M~rz MmiZ Mmix
where Mini x = Mi r 1 + M2r 2 is the m o l e c u l a r weight of the m i x t u r e , M 1 and M 2 a re the m o l e c u l a r weights of a rgon and hydrogen , r e s p e c t i v e l y ; r 1 and r 2 a r e the vo lume f r a c t i o n s of a r g o n and hydrogen , r e s p e c t i v e l y , in the m i x t u r e ; H 1 and H 2 a re the heat contents of a r gon and hydrogen , r e s p e c t i v e l y , at a t e m p e r a t u r e T [3].
437

,.%
g ~0
R bo
60 90 I20 Flow rate of ZrO 2 �9 powder, g/rain
- - - - Z , z o m ~ z~
0,37
~33
0,2g
-•F----
. . " - - .
60 80 1o0 /20
Flow rate of ZrO~ powder, g/rain
I4o
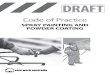
Fig. 3. In f luence of flow ra te of ZrO 2 on s p r a y i n g p roduc t iv i ty and coeff ic ient of u t i l i z a t i o n powder: 1) with ax ia l a d m i s s i o n of gas; 2) with t a n g e n t i a l a d m i s s i o n of gas into a r c c h a m b e r . Arc power 29-30 kW, m i x t u r e flow r a t e 1 .54-1.59 g / s e c , hy-
d r o g e n conten t of m i x t u r e 20-22%, g u n - t o - w o r k d i s t a n c e s 70 and 100 m m .
Fig . 4. Shape of ZrO, powder p a r t i c l e s be fo re s p r a y i n g (a) and a f t e r s p r a y i n g into w a t e r (b), x 70. P a r t i c l e s ize: 1) 40 p ; 2) 80-100 #.
F i g u r e 2 shows the m e a n - m a s s heat conten t , m e a n p l a s m a - s t r e a m t e m p e r a t u r e at the out le t f r o m the nozz l e , and coef f ic ien t of u t i l i z a t i on of the s p r a y m a t e r i a l as func t ions of a rc power and flow ra te of the p l a s m a gas . It w i l l be s een f r o m these c u r v e s that over the range of v a r i a b l e s p r a y - p r o c e s s p a r a m e t e r s i nves t i ga t ed the v a r i a t i o n of the coef f ic ien t of u t i l i z a t i on of m a t e r i a l is ana logous to the v a r i a t i o n of the heat content and m e a n t e m p e r a t u r e of the p l a s m a s t r e a m .
Owing to the n o n u n i f o r m i t y of the t e m p e r a t u r e f ie ld , the i n t e n s i t y of heat exchange be tween the powder p a r t i c l e s and the gas is not cons t an t over the s t r e a m c r o s s sec t ion . Along the n o z z l e - p a s s a g e wa l l flows a l a y e r of a r e l a t i v e l y cool gas in which t h e e f f ec t i venes s of heat exhange is low. Powder p a r t i c l e s caught in th i s l a y e r do not b e c o m e v e r y hot and take no pa r t in coat ing f o r m a t i o n . With r i s e in t e m p e r a t u r e , the t h e r m a l conduct iv i ty of the a r g o n - h y d r o g e n m i x t u r e i n c r e a s e s and-the zone of i n t ense heat exchange b e - c o m e s wider ; as a r e s u l t , l a rge p a r t i c l e s and p a r t i c l e s t r a v e l i n g n e a r the s t r e a m p e r i p h e r y can b e c o m e heated to a p l a s t i c s ta te . At the s a m e t i m e , f ine powder p a r t i c l e s can reach a t e m p e r a t u r e wel l in exces s of the m e l t i n g point and evapora t e . This app e a r s to be one of the r e a s o n s why the coef f ic ien t of u t i l i z a - t ion of m a t e r i a l grows m o r e s lowly at high p l a s m a - s t r e a m t e m p e r a t u r e s (in our e x p e r i m e n t s , this was o b s e r v e d at m e a n t e m p e r a t u r e s in exces s of 10,000-10,500 ~
438

TABLE 3. Influence of Gun- to -Work Dis - tance and S t r eam Incl inat ion on P r o c e s s Produc t iv i ty and Coefficient of Ut i l i za - t ion of P o w d e r
Gtm-to-w or~ Inclination I distance, of stream to mm surface, deg
70 100 150 90 200 t00 90
75 6O
K
0,41 0,36 0,30 0,23 0,35 O, 29 0,24
Q, kg/h
1,72 1,45 1,22 0,9 1,43 1,18 0,98
Expe r imen ta l data on the sp ray ing of z i r con ium dioxide at va r ious a rgon-hydrogen mix ture composi t ions a r e p r e - sented in Table 1.
Spraying produc t iv i ty is d i r ec t l y r e l a t ed to the ra te of flow of the s p r a y powder , but the e f fec t iveness of u t i l iza t ion of the powder fa l ls off with inc reas ing flow ra t e (Fig. 3). This indica tes that with i nc rea s ing pa r t i c l e concent ra t ion the hea t - exchange p r 0e e s s in the p l a sma s t r e a m be c om e s more intense. The inhibit ing effect of high pa r t i c l e concent ra t ion may be a t - t r ibu ted to i nc reased flow cons t r i c t ion which lowers the r e - lat ive p a r t i c l e ve loci ty , r educes the f r eedom of o r ien ta t ion and rota t ion of the p a r t i c l e s , and a l t e r s the ve loc i ty field of the p l a s m a s t r e a m [4].
The intensi ty of swi r l ing flow of the p l a s m a - g a s s t r e a m in the spraygun chamber is known to affect the a r c length and the posi t ion of the anodic spot in the nozzle pa s sage . Hence, the p a r a m e t e r s of the a rgon- hydrogen mix ture and the condit ions of fo rmat ion of the s p r a y - m a t e r i a l s t r e a m can a l so be affected. The r e su l t s of our expe r imen t s indicate that the coefficient of u t i l iza t ion of the powder with tangent ia l gas ad- mi s s ion into the arc c h a m b e r is 3-4% lower than in the ease of ax ia l admiss ion; sp ray ing produc t iv i ty a lso shows a cor respond ing reduct ion.
Table 2 p re sen t s data i l l u s t r a t i ng the effect of p a r t i c l e s ize on the coeff icient of u t i l iza t ion of the z i r con ium-d iox ide powder . The subs tan t i a l d e c r e a s e of the coeff ic ient in the sp ray ing of coat ings with the 80-100-# powder mus t be due to insuff ic ient heat ing of the la rge p a r t i c l e s , p a r t i c u l a r l y in the p e r i p h e r a l zone of the p l a s m a s t r e a m .
Examinat ion of the ZrO 2 powder a f t e r sp ray ing into wa te r r evea led that the ma jo r i t y of the <40~# p a r - t i t l e s had a s p h e r i c a l or n e a r l y s p h e r i c a l shape, i . e . , had been heated in the p l a sma s t r e a m up to the m e l - t ing point over n e a r l y the whole of the i r c r o s s section; the 80-100-# p a r t i c l e s gene ra l ly r e t a ined the i r o r ig ina l shape, and only t h e i r sur face exhibited incipient mel t ing (Fig. 4).
In the appl ica t ion of s p r a y coat ings , the gun- to -work d i s tance is chosen so as to prevent the o v e r - heat ing and oxidat ion of the sp rayed sur face . To min imize l o s se s of the sp ray m a t e r i a l , coating should be p e r f o r m e d over r e l a t i ve ly shor t gun- to -work d i s t ances with the s p r a y s t r e a m a r r a n g e d at r ight angles to the sp rayed su r f ace . The data in Table 3 show that as the gun- to -work d i s tance is i n c r e a s e d f rom 70 to 200 mm the e f fec t iveness of u t i l i za t ion of the s p r a y m a t e r i a l and p r o c e s s product iv i ty a re approx ima te ly halved. The following s p r a y - c o a t i n g conditions were employed: a r e power 31-32 kW, ra te of flow of the a rgon -hydrogen mix ture 1.42-1.45 g / s e e , hydrogen content of the mix ture 18-20%, and ra te of flow of ZrO 2 65-70 g /min .
In the machine s p r a y coating of pa r t s of complex configurat ion, a constant gun - to -work d i s tance should be main ta ined by t r a v e r s i n g the p l a s m a spraygun along a path equidis tant f rom the sp rayed sur face . Since gene ra l ly no p rov i s ion is made for spraygun rota t ion owing to the complexi ty of the equipment r e - qui red for this purpose, it is poss ib le for the s p r a y s t r e a m to devia te f rom the d i rec t ion n o r m a l to the sp rayed sur face . When the angle of s t r e a m devia t ion is l a rge , the coeffieier~t of u t i l i za t ion of the powder and p r o c e s s p roduc t iv i ty d e c r e a s e and the th ickness of the coating depos i ted in d i f ferent zones of a pa r t of complex shape c e a s e s to be uni form.
C O N C L U S I O N S
1. The p r inc ipa l p a r a m e t e r s de t e rmin ing the ef fec t iveness of u t i l iza t ion of ZrO 2 powder and p r o c e s s p roduc t iv i ty in the appl ica t ion of p l a s m a - s p r a y coatings a r e a rc power, the ra te of flow and composi t ion of the a rgon-hydrogen mix tu re , and the gun- to -work d i s tance . To a s m a l l e r extent, the e f fec t iveness of u t i l iza t ion of ZrO 2 is a l so affected by the ra te of flow of the powder and the method of in ject ion of the p l a sma gas into the spraygun chamber .
2. Ana lys i s of the f ac to r s governing the heat ing of Z r Q p a r t i c l e s in the p l a s m a s t r e a m shows that qua l i ta t ive ly the dependence of the coeff icient of u t i l iza t ion of the powder on s p r a y - c oa t i ng p a r a m e t e r s may
439

be expected to be analogous for the major i ty of spray-powder mater ia l s (oxides, e e rme t s , etc.).
3. Par t ic le size markedly affects the effect iveness of uti l ization of a powder and p rocess produe- t ivity and should be taken into account in laying down spray coating p a r a m e t e r s .
1.
2.
3.
4.
L I T E R A T U R E C I T E D
A. M. Cherepanov and S. G. Tresvya tsk i i , Highly Ref rac tory Mater ia ls and Par ts f rom Oxides [in Russian], Izd-vo "Metal lurgiya," Moscow (1964). A. I. Veinik, Engineering ThermodynAmics and Pr inciples of Heat T ran s f e r [in Russian], Metal- lurgizdat , Moscow (1956). N. B. Vargaftik, Handbook of Thermophys ica l P roper t i e s of Gases and Liquids [in Russian], F iz- matgiz , Moscow (1963). Z. R. Gorbis , Heat Exchange by Through-Flowing Par t i c l e S t reams [in Russian], Izd-vo "t~nergiya," Moscow-Leningrad (1964).
440