Embed Size (px)
Citation preview
MASTER’S THESIS2008:041 CIV
Universitetstryckeriet, Luleå
Mats ForsbergAnders Johansson
A Standardised Approach to Technical Manufacturing InformationTo achieve and sustain quality, cost and design intent
MASTER OF SCIENCE PROGRAMME Ergonomic Design & Production Engineering
Luleå University of Technology Department of Human Work Sciences
Division of Industrial Production Environment
2008:041 CIV • ISSN: 1402 - 1617 • ISRN: LTU - EX - - 08/041 - - SE


A Standardised Approach to Technical Manufacturing Information
Acknowledgement
Acknowledgement
This thesis is the last piece of work conducted within the Master of Engineering course
Ergonomic Design and Industrial Production at Luleå University of Technology in Sweden.
The project has been in collaboration with Rolls-Royce plc during the period of July 2006
until June 2007.
It has been a great year with plenty of challenges all over the United Kingdom; in
sideway rain and tropical heat.
A big thanks to the central Manufacturing Engineering team in Derby, but also to
everyone who have been a part of developing the standardised manufacturing technical
package at Rolls-Royce.
A special thanks to Mr Allan Elton, project manager, and Mrs Audrey McCallum, project
lead, in the technical package standardisation team.
Finally we want to thank our tutors Ms Åsa Wreder and Mr Görgen Edenhagen for the
help and support they have given us through out the project.
Nottingham, February 2008 Södertälje, February 2008
Anders Johansson Mats Forsberg

A Standardised Approach to Technical Manufacturing Information
Abstract
Abstract
The manufacturing technical package is the name of all the technical information that defines the method of manufacture for a part. It contains the necessary information for the part to achieve and sustain the required targets for quality and cost but also at the same time fulfil the design intent. A survey was carried out at Rolls-Royce and it showed that these aims were not met and there was no standard that controlled the detailed content of what technical information that was required. The objective with this thesis was to define a proposal for a new standard for Rolls-Royce manufacturing technical package to resolve these issues.
To achieve the objective, a project group of four people was put together that consisting of the two authors of this thesis, Allan Elton and Audrey McCallum. The project has been carried out in cycles where every cycle has followed the Plan-Do-Study-Act methodology. A comprehensive survey, where all the manufacturing sites in Great Britain were included, showed a big variation in how individual manufacturing engineers and operators worked. The survey also showed a big variation in the documentation around the method of manufacture but also a lack of the communication between departments. Benchmarking was carried out within the company but also at other industries as part of the development of the new standard. The automotive industry has been seen as a good example, particular the “Advanced Product Quality Planning” (APQP) and “Toyota Production System” (TPS) has been looked at to inspire new ideas. Literatures within quality, lean production and production planning have also been studied.
Requirements for the suggested solution are that it needs to enable the production to achieve and sustain the targets for quality, cost and design intent. To ensure this, the proposed standard is divided into two sections; 1) Content and structure and 2) Improvements of data, information and knowledge management.
The content and structure of the manufacturing technical information is divided into three levels; process, part family and part specific.
First level contains the control of manufacturing processes. This control shall be achieved through analyses to identify the process variables, using the “Process Failure Mode and Effects Analysis” (PFMEA) method. The control is planned using a “Control Plan” and the operators are instructed through a “Technical Instruction”.
The purpose with the manufacturing technical information solution is to generalise as much as possible to a family level. The method of manufacture can be developed and proven once and then be applied to other products. This will also be beneficial when it comes to improvements as it can be applied to the family rather than single components.
Information that cannot be generalised to a family level will stay at a part specific level. This can be things such as detailed fixture design, tools, operation drawings, process data like feeds and speeds, NC/CMM-program etcetera.
Proposed solution for data, information and knowledge management is divided into five areas; 1) Manufacturing method and intent report, 2) Method of manufacture geometry, 3) Component buy off sheet, 4) Communication sheet and 5) Technical Instruction.
The idea with the proposed solution is to save the information and intent behind decisions and the planning of the method of manufacture. It is also to improve the communication of this information.


A Standardised Approach to Technical Manufacturing Information
Abstract in Swedish
Abstract in Swedish
”Manufacturing technical package” är samlingsnamnet för den tekniska information som definierar tilverkningsmetoden för en produkt. Den ska innehålla nödvändig information för att uppnå samt bibehålla kvalitets- och kostnadsmål men samtidigt uppfylla konstruktionens avsikt. Efter en studie utförd på Rolls-Royce visade det sig att detta inte uppfylldes och att det inte fanns någon detaljerad standard på företaget som reglerade denna information. Målet med detta examensarbete var att definiera ett förslag till en ny standard för Rolls-Royce tillverkningstekniska information för att lösa dessa problem.
För att nå målet tillsattes en projektgrupp på fyra personer som bestod av författarna av denna rapport, Allan Elton och Audrey McCallum. Projektet har utförts cykliskt där varje varv följt Planera-Gör-Studera-Lär cykeln. En omfattande studie där alla produktionsorter i Storbritannien visade att det fanns en stor variation i hur olika ingenjörer och operatörer arbetade. Undersökningen visade också stor variation i dokumentationen som finns kring tillverkningen samt att kommunikationen mellan olika funktioner var bristfällig. Som ett led i utvecklingen av en ny standard utfördes benchmarking inom såväl utanför företaget. Fordonsindustrin har varit ett föredöme och främst ”Advanced Product Quality Planning” (APQP) och ”Toyota Production System” (TPS) har studerats för att ge idéer. Även litteratur inom kvalitet, lean production och produktionsplanering har granskats.
Kraven för den nya standarden är att den ska möjliggöra att produktionen uppnår och bibehåller målen för kvalitet, kostnad och konstruktionens avsikt. För att försäkra detta är den föreslagna standarden uppdelad i två delar; 1) Innehåll och struktur och 2) Förbättringar av data-, informations- och kunskapshantering.
Innehållet och strukturen av den tekniska tillverkningsinformationen är uppdelad i tre delar; Processnivå, Familjenivå och Produktspecifik nivå. Den första delen innefattar kontroll av tillverkningsprocessen. Detta ska åstadkommas genom att analysera och identifiera processens variabler med en ”Process Failure Mode and Effects Analysis” (PFMEA), planera styrningen med en kontrollplan och instruera styrningen till operatören genom arbetsinstruktioner.
Syftet med den tekniska tillverkningsinformationen är att generalisera så mycket som möjligt till en familjenivå. Tillverkningsmetoden kan testas och bevisas en gång och sedan appliceras på alla produkter som introduceras i familjen. Det ger även en fördel då det kommer till förbättringar. Istället för att förbättra tillverkningsmetoden för en produkt, kan den appliceras för alla produkter.
Information som inte kan generaliseras för en familj måste vara produktspecifik. Detta kan vara saker som detaljerad fixturdesign, verktyg, operationsritning, processdata som matning och skärhastighet, NC/CMM-program etcetera.
När det gäller den föreslagna lösningen för data-, informations- och kunskapshantering är den indelad i fem områden; 1) Tillverkningsmetod- och avsiktsrapport, 2) Tillverkningsmetodgeometri, 3) Överenskommelse för produktspecifika dimensioner, 4) Kommunikationsblankett och 5) Arbetsinstruktion.
Idén med den föreslagna lösningen är att spara informationen och avsikten bakom beslut för planering av tillverkningsmetoden, men även att förbättra kommunikationen och spridningen av denna information.


A Standardised Approach to Technical Manufacturing Information
Index
Index
1 INTRODUCTION..................................................................................................................................... 1 1.1 DEFINITION OF MANUFACTURING TECHNICAL PACKAGE .................................................................... 1 1.2 ISSUES .................................................................................................................................................... 2 1.3 OBJECTIVES ............................................................................................................................................ 3 1.4 SCOPE ..................................................................................................................................................... 3
2 ROLLS-ROYCE ......................................................................................................................................... 5 3 METHOD ..................................................................................................................................................... 7
3.1 PROJECT STRATEGY ............................................................................................................................... 7 3.2 INVESTIGATING THE CURRENT STATE.................................................................................................. 9
3.2.1 Written documents................................................................................................................. 10 3.2.2 Interviews.................................................................................................................................. 10 3.2.3 Observations ............................................................................................................................ 11 3.2.4 Data analysis ............................................................................................................................ 11
3.3 INVESTIGATING THE FUTURE STATE .................................................................................................. 12 3.4 SUGGEST A SOLUTION TO THE ISSUE ................................................................................................ 12
3.4.1 Literature review..................................................................................................................... 12 3.4.2 Benchmarking .......................................................................................................................... 13 3.4.3 Workshops................................................................................................................................. 13 3.4.4 Pilots ............................................................................................................................................ 14 3.4.5 Final result................................................................................................................................. 15
4 THEORETICAL FRAME OF REFERENCE .................................................................................... 17 4.1 INTRODUCTION TO THE CHAPTER ....................................................................................................... 17 4.2 MANUFACTURING ................................................................................................................................. 17 4.3 QUALITY ................................................................................................................................................ 19 4.4 VARIATION OR STABLE PROCESS ....................................................................................................... 20 4.5 LEAN PRODUCTION .............................................................................................................................. 21 4.6 STANDARDISATION .............................................................................................................................. 22 4.7 DATA, INFORMATION AND KNOWLEDGE MANAGEMENT.................................................................... 23
4.7.1 Knowledge and information transformation ................................................................. 24 4.7.2 Communication of information .......................................................................................... 25 4.7.3 Toyota way of communication........................................................................................... 26 4.7.4 Lesson learned and sharing information........................................................................ 26
5 CURRENT STATE AND ANALYSIS............................................................................................... 29 5.1 INTRODUCTION TO THE CHAPTER ....................................................................................................... 29 5.2 BACKGROUND AND CURRENT SITUATION OF ROLLS-ROYCE ........................................................... 30 5.3 ROLLS-ROYCE CURRENT STANDARDS AND PROCEDURES ................................................................ 30 5.4 CURRENT MANUFACTURING TECHNICAL PACKAGE STANDARD ........................................................ 32
5.4.1 Document properties............................................................................................................. 33 5.4.2 Execution system.................................................................................................................... 34 5.4.3 Work instructions.................................................................................................................... 35
5.5 METHOD OF MANUFACTURE ................................................................................................................ 36 5.6 COMMUNICATION ................................................................................................................................. 38
5.6.1 Manufacturing Engineer - Manufacturing Engineer ................................................... 39 5.6.2 Manufacturing Engineer - Design Engineer .................................................................. 39 5.6.3 Manufacturing Engineer - Operator ................................................................................. 40 5.6.4 Manufacturing Engineer - Supplier .................................................................................. 40
5.7 LABOUR TURNOVER.............................................................................................................................. 41 5.8 SUMMARY OF CURRENT STATE ISSUES .............................................................................................. 42

A Standardised Approach to Technical Manufacturing Information
Index
6 FORECAST AND ANALYSIS ............................................................................................................ 43 6.1 INCREASE OF DEMAND ........................................................................................................................ 43 6.2 COMPUTER AIDED PROCESS PLANNING, CAPP ................................................................................ 44
7 REQUIREMENTS FOR SOLUTION ............................................................................................... 45 8 SUGGESTION OF NEW STANDARD............................................................................................ 47
7.1 MANUFACTURING INTENT AND TECHNICAL INFORMATION ............................................................... 47 7.1.1 Process level ............................................................................................................................. 48 7.1.2 Family level ............................................................................................................................... 50 7.1.3 Part specific level .................................................................................................................... 51
7.2 DATA, INFORMATION AND KNOWLEDGE MANAGEMENT.................................................................... 52 7.2.1 Method of manufacture and intent report..................................................................... 52 7.2.2 Method of Manufacture Geometry.................................................................................... 53 7.2.3 Component Feature Buy Off sheet................................................................................... 54 7.2.4 Communication sheet ........................................................................................................... 54 7.2.5 Technical Instruction ............................................................................................................. 54
8 DISCUSSION.......................................................................................................................................... 57 8.1 RESEARCH STRATEGY .......................................................................................................................... 57 8.2 RELIABILITY AND VALIDITY ................................................................................................................. 59 8.3 LIMITATIONS OF THE STUDY ............................................................................................................... 60 8.4 FUTURE WORK ..................................................................................................................................... 60 8.5 GENERALISATION ................................................................................................................................. 60
9 RECOMMENDATION........................................................................................................................... 62 9.1 PROCESS LEVEL.................................................................................................................................... 63 9.2 FAMILY LEVEL ....................................................................................................................................... 64 9.3 PART LEVEL........................................................................................................................................... 64 9.4 COMMUNICATION ................................................................................................................................. 64
REFERENCES
APPENDICES
1. Toyota Writing Tips for A3 Reports
2. SELLS Writing Tips for Lesson Learned Document.
3. Process Failure Modes and Effects Analysis (PFMEA)
4. Control Plan
5. Method of Manufacture and Intent Report
6. Shop Floor Layout
7. Technical Instruction
8. Dimensional Characteristic Matrix
9. Method of Manufacture Geometry
10. Component Feature Buy Off Sheet
11. Communication Sheet

A Standardised Approach to Technical Manufacturing Information
Introduction
1
1 Introduction
This section begins with the definition of the manufacturing technical package, continues
with issues identified by previous surveys and finishes with the objectives and scope of
this thesis.
1.1 DEFINITION OF MANUFACTURING TECHNICAL PACKAGE
There is plenty of information that is necessary for a manufacturing process to produce a
part. Tools, fixtures, machines to use, required resources and instructions to the
operators are only a few things that need to be defined for each part (Schey, 1987;
Kalpakjian & Schmid, 2006). One purpose of this manufacturing information is to clearly
define the method of manufacture, which is one of many legal requirements that several
of the manufacturing industries have to fulfil. Another important purpose for generating
and defining this information is that parts can achieve and sustain targets within quality,
cost and design intent. Ideally, if you pick up this package of information you would know
exactly how to manufacture the part. At Rolls-Royce, which mainly is a manufacturer in
the aerospace industry, this technical information that is specific for one part is called the
‘Manufacturing technical package’.
One way to describe the method of manufacture would be to look at the manufacturing
instructions and other documents given to the operator on the shop floor. At Rolls-Royce
there is a common perception that the manufacturing technical package is equivalent to
the instructions, but then forgotten is the work and information produced while the
method of manufacture is planned and proved. This information cannot necessarily be
found on the shop floor but would still be part of the manufacturing technical package.

A Standardised Approach to Technical Manufacturing Information
Introduction
2
Included in the Rolls-Royce manufacturing technical package is potentially everything
that is generated during a new part introduction. When the part has been released for
production it should be continuously improved during the whole lifecycle for the part. The
Rolls-Royce Quality Management System defines the minimum elements for inclusion in
the manufacturing technical package, and includes things such as condition of material
supply, operational sequence, machines, processes, tooling and other process specific
information. (Rolls-Royce, 2007)
1.2 ISSUES
Identified in previous surveys at Rolls-Royce (Hunt, 2006), there is a significant variation
between the existing documentations that are included in the manufacturing technical
packages across the company. Even if there is a standard within the quality management
system that defines what it should contain, different manufacturing sites have developed
their own detailed local standard. Because the corporate standards are defined on a high
level, there is a variation between sites and this has resulted in difficulties to share
information and best practice. This also makes it difficult to transfer work and labour, as
new manufacturing technical packages need to be created if the part is moved from one
site to another (Rolls-Royce, 2007).
In recent time, quality issues within the manufacturing function has also been identified
because of incapable processes. This has by previous projects been related back to the
technical documentation, as the method of manufacture not has been completely proven
and documented. The result of this is that a lot of valuable resources are spent on
reworking and scraping parts (Rolls-Royce, 2007). One of the intentions with the
manufacturing technical package is to build up and define a stable and capable
manufacturing method (Rolls-Royce Quality Management System, 2007). This has not
always been the case and there is a common view within the management at Rolls-
Royce, that:
“Today's manufacturing technical package’s structure and standard does not contain the
methodologies essential for delivery of a stable, capable and cost effective manufacture.”
To tackle quality issues within the company, Rolls-Royce has decided to establish an
extensive ‘Manufacturing Quality Improvement Programme’ (MQIP). One pillar of this is
to improve and standardise the manufacturing technical packages to undertake the
above mentioned issues (the variation of the current manufacturing technical packages
and the incapable processes). The work from this pillar has resulted in this thesis.

A Standardised Approach to Technical Manufacturing Information
Introduction
3
1.3 OBJECTIVES
The objective of the thesis is to create a proposal for a new standard defining the
requirements and content of the manufacturing technical package, to ensure that each
part will achieve and sustain quality, cost and design intent.
To achieve this objective the purpose of this thesis (set by Rolls-Royce) is to:
• Investigate the current state of the manufacturing technical package within Rolls-Royce.
• Identify other issues related to the current manufacturing technical packages.
• Benchmark other industries to identify best practice outside Rolls-Royce.
• Develop a proposal for a new manufacturing technical package standard.
1.4 SCOPE
The developed standard will only include the structure and content of the manufacturing
technical package and exclude the method it is generated by and by whom it is done.
Focus of the project will be from a manufacturing point of view and exclude the design
phase of the product.

4

A Standardised Approach to Technical Manufacturing Information
Rolls-Royce
5
2 Rolls-Royce
In this chapter the company will be briefly introduced.
The year was 1904 and the first Rolls-Royce car had been sold in London. It was
manufactured by ‘Royce Limited’ and exclusively sold by ‘C S Rolls & Co’. Because the car
sold well, in March 1906 Henry Royce and Charles Rolls decided to form ‘Rolls-Royce
Company’ and started to manufacture and sell a six-cylinder car, known as the Silver
Ghost. (Rolls-Royce, 2007)
Since then, through acquisitions and mergers, Rolls-Royce has become a significant
supplier of power generation equipment to a range of different industries and markets.
Rather than cars, which were sold to BMW at 1998, the current Rolls-Royce product
portfolio contains mainly gas turbines but also industrial fuel cells and marine propellers.
The company spans in four global markets; civil aerospace, defence aerospace, marine
and energy, see Figure 1. The company has rapidly and substantial gained market shares
over recent years, and has now a total of 54,000 gas turbines in service worldwide.
(Rolls-Royce, 2007)

A Standardised Approach to Technical Manufacturing Information
Rolls-Royce
6
Civil Aerospace
Defence Aerospace Marine Energy
Fans
Compressors
Turbines
Transmission Structure & Drive
Combustion & Casings
Rotatives
Indianapolis Manufacturing
Manufacturing Engineering
Operations Production Planning &
Control
Engineering
Office of the Chief Executive
Group Executive
Support to Group Executive
Controls
Installations
Supp
ly C
hain
Uni
ts
Customer Facing Business Units
Component Services
General Machining
Financial Services
Purchasing Supply Chain U
nits
Business Development
HR Finance Quality
Figure 1. Simplified organisation chart over Rolls-Royce Gas Turbines Operation
Rolls-Royce has a broad customer base comprising around 600 airlines, 4,000 corporate
and utility aircraft and helicopter operators, 160 armed forces and over 2,000 marine
customers, including 70 navies. The company has energy customers in nearly 150
countries. Rolls-Royce employs around 38,000 people, of which 23,000 are in the United
Kingdom. Forty per cent of its employees are based outside the United Kingdom -
including 5,000 in the rest of Europe and 8,000 in North America. (Rolls-Royce, 2007)
The large installed base of engines generates demand for the provision of services. A key
element of the company's strategy is to maximize services revenues, which have
increased by 60 per cent over the past five years by the provision of a comprehensive
portfolio of services. Annual sales total nearly £7.4 billion, of which 53 per cent are
services revenues. The order book is more than £26 billion at 2006, which, together with
demand for services, provides visibility as to future activity levels. (Rolls-Royce, 2007)

A Standardised Approach to Technical Manufacturing Information
Method
7
3 Method
During the project different methods have been applied to handle the scope and
objectives. In this section some of the main methods are explained and put into content
of the project.
3.1 PROJECT STRATEGY
Initially a project group was set up consisting of the project leader Mr Allan Elton
(Manager Strategic Operations), Mrs Audrey McCallum (Project Lead) and the authors of
this thesis. The project group reported on a quarterly basis to Dr Mike Percival (Head of
Manufacturing Engineering Excellence) to make sure the project was moving forward as
planned.
The project was carried out in a cyclic structure, where the different moments of the
cycle have been worked through several times. It can be seen as many cyclic circles and
every turn takes the project deeper and becomes more detailed. The purpose of working
this way is according to Ranhagen (2003) that the development is carried out step by
step and it is possible to add new knowledge, experience and demands throughout the
whole project. The method used for each turn can be described by the Deming cycle, also
known as the Plan-Do-Study-Act (PDSA) cycle seen in Figure 2. The different stages are
described as:

A Standardised Approach to Technical Manufacturing Information
Method
8
Plan Identify an opportunity and plan for a change.
Do Execute the plan, by taking small steps during controlled circumstances.
Study Use data to analyse the results of the change and determine whether it made
a difference.
Act. Take action to standardise or improve the process.
PP PPllaann
DD DDoo
SS SSttuuddyy
AA AAcctt
Figure 2. Deming’s cycle with its four phases, Plan – Do – Study – Act inspired by Bergman & Klefsjö (2004)
The collection of information has mostly been carried out with a qualitative approach
rather then a quantitative.
A qualitative approach refers to situations where you work with the validity and reliability
continuously through the study. Quantitative approaches are those where you make
measurements using well defined measurement tools. Assuming that the theory behind
doing the measurement is valid, a well developed quantitative tool should give
information in which there is confidence. (Miles & Huberman, 1994)
The aim of a quantitative approach is to classify features, count them, and construct
statistical models in an attempt to explain what is observed. A qualitative approach
should be used when the researcher only roughly knows what he/she is looking for and
when the data is in form of words, pictures or objects. (Miles & Huberman, 1994)
According to Miles and Huberman (1994), the strength of qualitative data is that it is rich
and holistic with strong potential for revealing complexity nested in a real context.

A Standardised Approach to Technical Manufacturing Information
Method
9
3.2 INVESTIGATING THE CURRENT STATE
To understand the situation of how Rolls-Royce works with technical information today,
the first turn in the PDSA-cycle was to understand the currant state of the manufacturing
technical package that exists in the various plants. Initially a plan was set up to collect
the data, which afterwards could be carried out in a small scale. The data was then
analysed and based upon this the next improvement step could be planned and rolled
out. It took many loops in the circle until the collected data was satisfying and the
improvement phase of the standard could be started.
To investigate the actual state of the information in the manufacturing technical package,
a major survey was carried out. It covered all manufacturing sites in the United Kingdom,
Rolls-Royce Corporation (North America) and Rolls-Royce Deutschland (Germany). Five
of the seven sites in United Kingdom were physically visited, but because this is time and
cost consuming activities, two of the sites were only contacted by email and phone in an
initial phase of the project.
The main reasons for the physical visits were to get an understanding and an overview of
the site but also to build a network of contacts. These contacts were later used to gather
the documentation and procedures specific to the area. In the end of the data gathering
phase, the network of people covered across the whole organisation, from company
seniors to shop floor operators. The trips around United Kingdom were also used to
communicate the work and to get people encouraged to participate. To make the final
result successful it is important to encourage co-workers to participate and actively affect
the improvement work (Bergman & Klefsjö, 2004).
Because English is not the mother tongue of the authors it also felt better to physically
visit the plants in the first phase instead of trying to explain the questions by phone. The
further the project went on more and more interviews were mail or phone based.
Qualitative data grows out of three kinds of data collection; interviews, observations and
written documents. Interviews yield direct quotations from people about their
experiences, feelings, opinions, and knowledge. The data from observations consist of
detailed descriptions of people’s activities, behaviours, actions, and a full range of
interpersonal and organisational processes that are part of observable human
experience. Document analysis includes studying excerpts, quotations, or entire passages
from organisational, clinical, or program records; memoranda and correspondence;
official publications and reports; personal diaries; and open-ended written responses to
questionnaires and surveys. (Patton, 2001)

A Standardised Approach to Technical Manufacturing Information
Method
10
3.2.1 Written documents
The purpose with the data collection was to get a picture of how the manufacturing
technical package was defined at each site. What did they include and exclude in their
packages? Some of the collecting work was already completed by an earlier project but
information had to be complemented. This mostly included work instructions for the
operators and was carried out during the above mentioned site visits.
Information around the currant manufacturing technical package was collected from all
manufacturing sites and included various types of operations. The reason for including all
sites and different kinds of operations was to get the whole picture of the company, not
only how it looks like in one plant. Processes have different needs and how to instruct a
machining operation can differ a lot from an assembly operation. A minimum of one
manufacturing technical package for every type of operation was collected from each
site. In some sites more were collected if they differed a lot from each other. Most of the
documentation was collected by asking manufacturing engineers to provide the project
group with one or a couple of technical packages. However, the project group also
randomly collected some themselves. Over hundred documents were finally collected and
represented all kinds of operations such as machining, inspection, assembly etcetera.
The collected documents were everything from instructions, drawings, first article
inspection reports, part plans to shop floor layouts. Local standards of how to compile the
manufacturing technical package were also collected.
3.2.2 Interviews
During each site visit interviews were held with mostly manufacturing and laboratory
engineers, but also operators were interviewed. The number of the interviewed people
differed a lot between the manufacturing sites, mostly depending on how much time that
was spent in the area. The difference could be as big as from fifteen to sixty people. Most
of them were chosen by the Manufacturing Engineering Manager to represent the plant
but people were also interviewed randomly or because they wanted to participate. Most
of the interviews were unstructured and the main purpose was to get the local definition
of what a technical package consisted of. An unstructured interview is when the subject
is pre decided but no questions are planned in advanced (Patton, 2001). Based upon this,
questions were asked regarding responsibilities, methods, involved people, and records
etcetera when documentation was created or changed. Interviews were held both with
one person as well as in groups. The main reason for using unstructured interviews was
to create a relaxed atmosphere and make the interviews more flexible. The questions
also differed because most of the work was to investigate how the local plant worked

A Standardised Approach to Technical Manufacturing Information
Method
11
with manufacturing technical packages and this often resulted in group discussions
around the subject rather than traditional interviews.
Another question raised during the interviews was if there was anything missing in the
currant definition of the manufacturing technical package to ensure that the cost, quality
and design intent targets are met. Questions were asked regarding experiences from
other companies, personal ideas, and maybe if something in the current standard was
not even necessary.
3.2.3 Observations
During the visits time were spent to observe the operators and engineers when they
were completing their daily work to understand the differences between plants. It was
also a good opportunity to get an understanding of the manufacturing process and to
learn more about the products.
The project group also studied work instructions, drawings, and standards to see if they
were understandable for a co-worker that normally did not work with a certain operation.
This could be a member of the project group, an engineer or an operator from another
plant. Typical questions were; “Do you understand the document?”, “Can it be
misunderstand?” and “What can be done do to improve it?”
The project group was based close to the shop floor, which made it easy to observe the
daily work and ask questions if something needed to be clarified.
3.2.4 Data analysis
The content of different manufacturing technical packages used across the business units
was analysed. The analysis was based upon how well they fulfilled the requirements of
the company standards Group Quality Procedure (GQP) C.4.56 The concurrent
component definition and RPS900 Technical control of manufacturing processes, which
dictates what the technical package shall include on a high level basis. The analysis also
included the requirements included in the GQP P.8.6 Control of documents, which is in
regards of document properties such as document number, copyright information, date,
issue number etcetera. All the required information was listed in an Excel spread sheet
and a box was ticked off for every fulfilled criteria. This was completed through a
quantitative approach. Diagrams, graphs and tables were used to visualise how well the
documents were complying towards the standard. It was then easy to see if any
information category were missing.

A Standardised Approach to Technical Manufacturing Information
Method
12
To analyse the different methodologies another approach was used. Good practice from
sites were written down and compared to working methods used at other plants. The
ideas were spread to see if one way was more usable then the other. Feedback and
opinions were taken back to the project group and best practice was captured.
3.3 INVESTIGATING THE FUTURE STATE
By analysing the future state it will give more accuracy to the suggested solution since it
can handle some of the changes that will occur in the near future. To be as prepared as
possible, unstructured interviews were held with colleagues within the Central
Manufacturing Engineering Team.
Because the project leader was well aware of the latest information in the company
regarding strategy and major changes, it felt that most of the necessary information
already existed within the group.
3.4 SUGGEST A SOLUTION TO THE ISSUE
Based upon the data analysis, the work of defining a new standard could begin and the
identified issues had to be prevented to occur. To solve these issues literature were
studied, benchmarking carried out and people were interviewed. This was an ongoing
process throughout the whole project, plan how to approach the issue (Plan), try the
method (Do), study the outcome (Study) and finally identify the next step (Act). For
every turn in the PDSA-cycle the solutions become more detailed. Each fraction of the
suggested solution had its own turns in the PDSA-cycle.
3.4.1 Literature review
Literatures have been studied during the whole project. Most of the information have
been found on the company’s intranet and contains information like standards, routines
and internal training material. Books at the library in Nottingham Trent University have
also been a well of wisdom; mostly books regarding lean manufacturing, quality and
production planning have been studied. The electronic book provider Books24x7 (2007)
has also been used to find relevant reference literature. Key words used when searching
reference literature have been ‘production planning’, ‘quality planning’, ‘Toyota
Production System’, ‘manufacturing’, ‘quality management’, ‘standardisation’, ‘qualitative
data´, ‘information’ and ‘lesson learned’ as well as combinations of these words.

A Standardised Approach to Technical Manufacturing Information
Method
13
3.4.2 Benchmarking
Benchmarking has frequently been used during the whole project to identify the best
practice within the organisation itself but also of other manufacturing industries. Because
Rolls-Royce is a big company utilising many different methodologies, the initial phase of
the solution development was focused on internal benchmarking. The main reason for
this is because it is easy to access plants within the own organisation. The next step was
to understand the best practice at other companies, but because many of the employees
at Rolls-Royce have a background from other companies, the external benchmarking was
only conducted through interviews with these people. The companies were Ford, Land
Rover, Jaguar, Toyota and Perkins.
If one were to select a company that is exemplary of excellence in automobile
manufacturing, it would probably be Toyota (Krajewski & Ritzman, 2005). As a result of
this, many of the ideas within this thesis have been inspired by Toyota and the methods
described in Jeffery K Likers (2004) book ‘The Toyota Way’ has been frequently used to
develop the suggested solutions. Even if the aerospace and automotive industries do
have differences, the methods have been considered as useful.
The Advanced Product Quality Planning (APQP) does cover up many of the American car
company’s methodology for manufacturing planning and process control. It can be seen
as a framework of procedures and techniques to develop products in industry, particular
the automotive industry (Chrysler, Ford & General Motors, 2005). This was realised in a
late phase of the solution development and it was mainly used for comparison. Because
the suggested solution in this thesis was already much in line with the APQP, only some
minor adjustments were made to improve the final result.
3.4.3 Workshops
Throughout the whole project workshops have been held to keep the involved people at
every plant updated and at the same time have the opportunity to affect the suggested
solution. Small exercises have been held to encourage as many as possible to actively
participate in the workshops. It is important that the employees who are actually doing
the work are actively involved in making the improvement (Krajewski & Ritzman, 2005).
In the beginning, the definition of a manufacturing technical package consisted of a blank
page of paper and the project group tried together to identify the requirements of
information through discussions and brainstorming sessions. Once the development of
the solution was initiated, brainstorming workshops were held on a regularly basis with
people from the different business units. The workshops have involved all levels in the

A Standardised Approach to Technical Manufacturing Information
Method
14
company from the Executive vice President of Manufacturing Engineering to operators
out in the various plants. This has been done to involve as many people as possible and
keep everyone up to speed with the development but also to get their input of ideas and
thoughts. The number of people in the workshops has differed a lot depending on the
scope for the workshop. In general, the further the project continued more peopled
participated each time and included from five to thirty people each time. Workshops
including a various amount of people have been held for every turn in the PDSA-cycle
and sometimes even more frequently to continuously improve the next turn.
3.4.4 Pilots
To make sure the suggested solutions are working and are possible to carry out, the
project group itself has tested them through several pilots. These have both been
completed by the project group but also driven by the different plants with support from
the project group. All solutions have been tried under normal circumstances and
according to the involved manufacturing engineers proven to be beneficial to the
manufacturing process.
The major pilot was carried out in Glasgow and involved approximately fifteen people, in
all levels from Chief of Manufacturing Engineering Compressors to a couple of operators.
The idea was to pilot the whole solution but it ended up in fragments of the whole
solution because of time limitations. The total pilot was carried out during a time period
of three months. The main reason for choosing the Glasgow site as pilot area was
because they suffered from a big amount of non-conformances related to the subject of
this thesis. It had also been a change in the management that believed more in the
project then the old management.
During the same time as the pilot in Glasgow was carried out, smaller pilots were also
running in other plants to investigate how well the new proposed manufacturing technical
package worked. In total around twenty-five pilots were carried out during this project.
The suggestion of the new standard has been written down in a group quality procedure
(GQP) draft, which is a written standard in the Rolls-Royce Quality Management System.
The outcome from the pilots and workshops has been used as input for next drafts. It
has also been sent to various experts within the company for further input.

A Standardised Approach to Technical Manufacturing Information
Method
15
3.4.5 Final result
The final result of the thesis ended up as a suggestion to a new standard for Rolls-Royce.
The content was based on the current standard, however with inputs from the analysis
and pilots of the various manufacturing technical packages across Rolls-Royce. Good
practice from the business units and other companies have been copied and in some
cases modified to suit all plants.

16

A Standardised Approach to Technical Manufacturing Information
Theoretical Frame of Reference
17
4 Theoretical Frame of Reference
In this section the theoretical frame of reference will be presented. It will go through the
basics and further details can be found through referenced sources.
4.1 INTRODUCTION TO THE CHAPTER
The content of this chapter is meant to give the reader of this thesis a basic background
to the subject of manufacturing, as this is the area that the work has been around. It
also includes the subject of quality as this is one of the main and important issues at
Rolls-Royce. Because another of the issues identified was regarding incapable process, a
section will cover the subject of variation and stable processes. One section is about
standardisation as identified by a previous survey (Hunt, 2006) was the variation
between the different sites in the documentation. To get influences from a business that
are known as efficient, lean production theories and Toyota Production System (TPS)
have been studied. Finally theories about data, information and knowledge management
is presented in the last section, as the manufacturing technical package is all about
technical information.
4.2 MANUFACTURING
The word ‘manufacturing’ origins from Latin ‘manu factus’, meaning made by hand.
According to Kalpakjian & Schmid (2006) the word manufacture first appeared in 1567
and manufacturing in 1683 but Schey (1987) points out that manufacturing has been
practiced for several thousands of years, beginning with the production of stone, ceramic

A Standardised Approach to Technical Manufacturing Information
Theoretical Frame of Reference
18
and metallic articles. Manufacturing in its comprehensive sense is the process of
converting raw materials into products. A product is normally built up by several of parts,
for example a chair (product) is built up by legs, seat and possibly a back-rest (parts).
The words production and manufacturing are synonyms and are often interchangeable in
their use. This definition of manufacturing reveals little about the real complexity of the
problem. Schey (1987) adds to the definition:
“A series of interrelated activities and operations involving design, material selection,
planning, production, quality assurance, management and marketing of discrete
consumer and durable goods.”
Manufacturing is generally described as a complex process involving a wide variety of
resources and activities. Similar to Schey (1987), Kalpakjian & Schmid (2006) include
following things in a manufacturing process:
• Product design, first phase of a product is to be designed.
• Process planning, before production can start all processes within the method of manufacture needs to be planned and defined.
• Machinery and tooling is necessary to cut the material and change the geometry of the raw material to become a part.
• Materials, a part needs to fulfil design intent when it comes to functionality. The material needs to be chosen to meet these requirements.
• Purchasing, raw material, machines, tools and a lot of other equipment needs to be bought into the factory.
• Manufacturing, the function that changes raw material into the finished part.
• Production control, to ensure that the production of the part is running according to plans.
• Marketing, to capture the interest of the customers the product needs to be marketed.
• Sales, the function that sales the product to the customers.
• Shipping makes sure that the product is arriving to the customer.
• Customer service deals with the customers’ requests and ensures they receive required service.
• Support services, after the whole finished product has been sold the product might need to be supported through out the life cycle of the product.
During the production planning and development of the method of manufacture there is
plenty of technical information that is generated. This includes everything from what
tools and fixture to use to material analysis that confirms the condition of the material
after it has been processed. As stated in the company standard “JES208 Component
traceability and manufacturing history” all this information is important and need to be
defined and documented to ensure the integrity of the parts.

A Standardised Approach to Technical Manufacturing Information
Theoretical Frame of Reference
19
4.3 QUALITY
The word ‘quality’ comes from Latin ‘qualitas’ and means property in the sense of
property of a product. Today the word has a different meaning depending on who is
asked. Crosby (1979), defined quality as “conformance of requirements” while the
American Joseph Juran in 1951, said it is “fitness for use”. Bergman & Klefsjö (2004)
have stepped even closer to the customer and defined quality as “Quality for a product is
its ability to satisfy, and ideally exceed, the customers’ demand and expectation”. At
Rolls-Royce and in this thesis, quality is defined as a combination of all this as the end
customer, the aeroplane manufacturer for example, set the requirements for
performance of the engine to ensure the engine is fit for its use on the aeroplane. The
design engineers are then cascading this down to each of the parts’ design. Other
customer requirements are also imbedded in the finished part definition, but these are
internal requirements to ensure that each of the parts can be manufactured and
assembled together. Quality at a manufacturing level is mainly measured by how well the
part features are conforming to the tolerance requirements stated on the part drawings.
To ensure that the quality targets within Rolls-Royce are continuously up to date, they
are regularly reviewed with the customers.
Because the lack of quality and solving quality related issues are very costly compared to
preventing the issues from the beginning (Juran, 1988), quality has today got an
important focus for most profit interested organisation. According to Dale (2003) the cost
of poor quality and not getting it right first time, ranges from five to 25 percent of a
manufacturing organisations annual sales turnover. Many companies are integrating
quality in their daily business and this is often referred as Total Quality Management
(TQM). According to Bergman & Klefsjö (2004) any businesses way of working should be
based upon a foundation built up by “Decision on facts”, “Work with processes”,
“Continuous improvements”, “Prerequisite for participation” and “Customer focus”.
Bergman & Klefsjö (2004) have illustrative placed four of these five bullets as the
cornerstones of the quality work foundation with the fifth, ‘customer focus’, in the centre
as shown in Figure 3.

A Standardised Approach to Technical Manufacturing Information
Theoretical Frame of Reference
20
Work with processes
Decision on facts
Continuous improvements
Prerequisite for participation
Customer Focus
Figure 3. Cornerstones of the quality work foundation with customer in focus, inspired by Bergman & Klefsjö
(2004).
4.4 VARIATION OR STABLE PROCESS
According to Bergman & Klefsjö (2004), in every process such as production process,
administrative process or any other kind of process, there will be variation caused by
variables. According to the Swedish national encyclopaedia (Nationalencyklopedin, 2007),
a variable is a quantity that may assume any one of a set of values. Bergman & Klefsjö
(2004) explains that the variation can be caused by unclear routines and instructions,
human differences or lack of information. Other reasons they mention are changes or
disturbance in form of tool wear, environmental influences or human errors. It can also
be caused by variation in the raw material, parts or subsystems from suppliers. These
process variables are, by Montgomery (2005), divided into two areas, natural and special
causes. The special cause variables can also be divided into two categories, which are
controllable and uncontrollable. Controllable variables are such as; temperature, pressure
and feed rate while uncontrollable are for example properties of raw material from an
external supplier or environmental factors. Figure 4 illustrates the relationship of process,
special cause variables and the process output.
To achieve an efficient production it is important to achieve stable processes by
controlling the special cause variables. According to Montgomery (2005) the root cause
of the special cause variation needs to be identified and what effect they have on the
process and the output need to be understood. Finally, the variation needs to be
eliminated or controlled, and only when the process can meet the targets and achieve a
result that lies within tolerances, it is described as capable (Bergman & Klefsjö, 2004;
Montgomery 2005).

A Standardised Approach to Technical Manufacturing Information
Theoretical Frame of Reference
21
PROCESS
Controllable Variables
Uncontrollable Variables
Process Output
Figure 4. Illustration of the relationship between process, special cause variables and the process output,
inspired by Rolls-Royce Production System (RRPS).
4.5 LEAN PRODUCTION
In 1990 a new term was founded when the Toyota Production System and other similar
Japanese producers’ way of working were described. They were said to have a “lean
production”. It was lean because it used less of everything compared to mass production,
half the human effort in the factory, half the manufacturing space, half the investment in
tools, half the engineering hours to develop a new product in half the time. (Womack,
Jones & Roos, 1990)
The Toyota Production System is comprehensively described in ‘The Toyota Way’ (Liker,
2004) and it is based upon 14 principles: 1) Base your management decisions on a long-
term philosophy, even at the expense of short-term financial goals, 2) Create continuous
process flow to bring problems to the surface, 3) Use “pull” systems to avoid
overproduction, 4) Level out workload, 5) Build a culture of stopping to fix problems, to
get quality right the first time, 6) Standardise tasks are the foundation for continuous
improvement and employee empowerment, 7) Use visual control so no problems are
hidden, 8) Use only reliable, thoroughly tested technology that serves your people and
processes, 9) Grow leaders who thoroughly understand the work, live the philosophy,
and teach it to others, 10) Develop exceptional people and teams who follow your
company's philosophy, 11) Respect your extended network of partners and suppliers by
challenging them and helping them improve, 12) Go and see for yourself to thoroughly
understand the situation, 13) Make decisions slowly by consensus, thoroughly
considering all options, implement decisions rapidly, and 14) Become a learning
organisation through relentless reflection and continuous improvement.

A Standardised Approach to Technical Manufacturing Information
Theoretical Frame of Reference
22
4.6 STANDARDISATION
According to the Swedish online dictionary Nationalencyklopedin (2007), standardisation
is to create systematic rules and structure with a purpose to achieve technical and
economical solutions on recurrent issues. It could be anything from the distance of a
railway track, the direction of the shreds of a screw, the metric system to the structure
and content of a manufacturing technical package.
Without a process that has been standardised, is stable and functional, it is impossible to
improve and measure an improvement (Liker, 2004). According to Brunsson & Jacobsson
(1998) there are both benefits and disadvantages with standardisation. They write about
and describe four general groups of benefits:
Effective information transfer is normally achieved if a standard is followed because the
receiver of the information knows better how to relate to the information sent to him. If
the format to transfer the information is not recognised, it can more easily be found if a
standard has seen used. There will also be a comfort by the fact that a standard has
been used.
Method for coordination is another benefit according to Brunsson & Jacobsson (1998). To
coordinate processes, people or basically anything it needs to be compatible with each
other. Standardising it from the beginning best carries this out. An example would be a
wall socket and the plug that need to be standardised to work together in a safe way.
Simplification can be achieved by standardisation. Less variation together with
coordination and structure makes things simpler. This creates a better overview and
understanding of the subject.
Best practice can be established. If everyone involved working with something have
agreed that a certain way is the ‘best practice’, there will be no argument about it.
According to Liker (2004), once everyone is happy with a standard, the focus of
improving it can be coordinated easier and the standard is a solid starting point.
Even if there are benefits there will also be some disadvantages with standardisation,
even if they are not as obvious and many. The most mentioned are aligning and
stabilising. Even if one purpose of standardisation is to align and stabilise people and
processes to work in the same way, doing this can also reduce the creativity and
motivation of the work. For this reason, when implementing standards it is important to
emphasise that it is not static but open for improvements. (Brunsson & Jacobsson, 1998)

A Standardised Approach to Technical Manufacturing Information
Theoretical Frame of Reference
23
4.7 DATA, INFORMATION AND KNOWLEDGE MANAGEMENT
The difficulty with the manufacturing technical package is about how the technical
information is managed and retained. According to Oakland (1993), a keystone to
success in any company is how data, information and knowledge are understood and
managed. Davenport & Prusak (1998) explain that there is a direct correlation between
these categories and the transfer from one into another is an important step to
successfully retain and secure information in a company. They define the different
categories as following:
Data has no meaning by itself but only describes a part of something without judgment,
understanding or guidance of how to use it.
Information on the other hand, has an intention to change the receivers’ points of views
and have an effect on the judgement or behaviour. Information is created when the
creator states in what purpose data have been collected. The creator also adds the
meaning to the data by categorising it and taking away errors. However, in the end it is
not the creator of the information, but the receiver, who decides whether or not it is
information.
Knowledge origins from information in the same way as information origins from data.
However, for information to become knowledge it needs to be processed by someone in
aspects such as:
• Evaluation – How is this information different in certain circumstances compared to other?
• Consequence analysis – What impact does the information have on decision and actions?
• Correlation – How does this knowledge relate to other’s knowledge?
• Conversation – What do others think of the information?
The European Union project VIVACE (2007) has in a similar way as Davenport & Prusak
(1998) described the relation between data, information and knowledge in a visual
pyramid, see Figure 5. The figure does also include a higher level, competence or
wisdom, as when decision is made upon knowledge and experiences.

A Standardised Approach to Technical Manufacturing Information
Theoretical Frame of Reference
24
Wisdom
Knowledge
Information
Data + Analyse
+ Use
+ Experience
Data in content, having meaning and structure
Information in context, understanding
Actions & decisions
Incr
easi
ng h
uman
com
pete
nt
Raw facts & figures that can be analysed
Figure 5. Knowledge hierarchy as described by VIVACE, 2007.
4.7.1 Knowledge and information transformation
There are two dimensions that knowledge and information can be described in; tacit and
explicit. The tacit knowledge can be described as what sits within an individual and are
not directly accessible. Explicit knowledge is something that can be accessed and
obtained, for example knowledge in a book or at a University course. To group it in this
way originated from Polanyi (1966), but Nonaka & Takeuchi (1995) further explain the
concept. They mean that human knowledge is created and developed through social
interactions and alternate between tacit and explicit. This interaction is explained in the
Socialisation-Externalisation-Combination-Internalisation (SECI) model as showed in
Figure 6.
Tacit Knowledge
Tacit Knowledge
Socialisation Externalisation
Combination Internalisation
Tacit Knowledge Tacit Knowledge
Explicit Knowledge
Explicit Knowledge
Explicit Knowledge Explicit Knowledge
Figure 6. The SECI model describes the interaction and transformation between explicit and tacit knowledge.
A Standardised Approach to Technical Manufacturing Information
Theoretical Frame of Reference
25
In the SECI model, this interaction and transformation occurs in four different ways;
Socialisation, Externalisation, Combination and Internalisation. Nonaka & Takeuchi
(1995) define and describe them as following:
Socialisation is the process of transferring current tacit knowledge to new tacit knowledge
by interaction between people who are sharing experiences. Example of this is when a
new person starts at a job and then shadows a mentor who has been working with it
before.
Externalisation is when the tacit knowledge is transferred into words and become explicit.
One example is when individuals put words to the knowledge and share it with others
thorough dialogue. When the tacit knowledge is made explicit it becomes clear and allows
being accessible by others as well as being the base for new knowledge. By using
metaphors and models to explain the tacit it can more easily be transformed into explicit
knowledge.
Combination is the process when different explicit knowledge is combined with each
other and creates new knowledge, which is spread between individuals. Creative use of
computer networks and databases can make this transformation possible. By gathering
knowledge from different sources to a context new knowledge is created. An example of
this would be a meeting were different people are gathered and all share their knowledge
and experiences, and together they discuss, make conclusions and create new
knowledge.
Internalisation is when explicit knowledge is transformed into implicit by action, which
can relate to the statement ‘learning by doing’. By reflecting on what is written in
instructions and manuals, the individual can enrich the silent knowledge base. An
example of this is when an individual uses knowledge that was created at a meeting. This
knowledge then becomes tacit. The specific tacit knowledge can then be used to start the
SECI spiral when others share it in the socialisation phase.
4.7.2 Communication of information
The language used between departments and functional groups will need attention in
many organisations to be efficient. By reducing the complexity and jargon in written and
spoken communication it will facilitate comprehension. When written business
communication cannot be read or understood easily, it will only be received with a brief
glance, rather than the detailed study it requires. Simplify and shorten must be the
guiding principles. (Oakland, 1993)

A Standardised Approach to Technical Manufacturing Information
Theoretical Frame of Reference
26
When Oaklands (1993) writes about Total Quality Management, he describes four
principles of communication. These are:
• Verbal communication
• Written communication
• Visual communication
• Examples
People receive information through their senses, but according to Liker & Miller (2004)
highest percentage of what is learnt is through sight. They roughly estimated that 75%
of the learning contribution is from sight and it shows that visible methods of
communication can be successful. To use pictures, graphs, sketches and other visual aids
to communicate is also reducing the possibility of misunderstanding (Liker & Miller,
2004).
4.7.3 Toyota way of communication
At Toyota there is an innovative way of visually communicating information, better
known as the ‘A3 report’. The purpose of this is to be able to present a whole report in
one piece of paper. The reason for choosing the A3 format was originally because it was
the biggest format that fits into a fax machine. It is possible to capture a lot of data in
one sheet of paper and it undermines the risk of putting in too much information. It also
makes it easier to share the information with other people and help them to understand
the problem quicker. A well prepared A3 prevents the quote Winston Churchill once
quipped about a cumbersome report:
“The length of this document defends it well against the risk of its being read”.
A good picture is worth a thousand words and data presented in graphics is normally
quicker and easier to understand than text. (Liker & Miller, 2004)
To create and complete an efficient A3 report is somewhat of an art. There is not a single
way to fill one out but in ‘The Toyota Way’ (Liker, 2004) there are a few guidelines that
help making the information easier to understand, see Appendix 1.
4.7.4 Lesson learned and sharing information
To forget what went wrong the first time of a project, and repeatedly do the same
mistake over and over again, is one way to be inefficient. To save and share lesson
learned is a good solution to improve the memory of an organisation and make sure
same mistakes are not repeated. According to George (2002) a company with thousands
of employees and hundreds of common processes is naturally going to have some

A Standardised Approach to Technical Manufacturing Information
Theoretical Frame of Reference
27
problems with implementing improvements across the whole company. Often seen is that
local teams of excellence are developed but according to George (2002) it is important to
leverage the knowledge and lesson learned from these teams across the whole
corporation. Instead of pursuing separate and unconnected initiatives at several sites, it
makes more sense to focus improvement resources on one site or one team, identify and
refine process improvements there and then share the best practice and lesson learned
with others. Once the best practice has been identified, a package needs to be prepared
including explanations and up to a two hours presentation with a lot of supporting
examples. This can then help others to understand how to implement the same or similar
solution. (George, 2002)
See Appendix 2 for SELLS, the Society for Effective Lessons Learned Sharing, writing tips
of lesson learned documents according.

28
A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
29
5 Current State and Analysis
To understand and be able to create a solution to a problem, the current state needs to
be investigated and analysed. In this section the currant state analysis will be presented.
The following chapters, 5 and 6, are presenting and analysing the current state and the
forecast that will have relevance to this thesis. This is then escaladed down into detailed
requirements that the solution has to fulfil, which is presented in Chapter 7
‘Requirements for Solution’. Finally the suggested solution is presented in Chapter 8.
5.1 INTRODUCTION TO THE CHAPTER
During the site visits, interviews and observations, some subjects were identified as more
relevant to the manufacturing technical package. This was done by discussing the
different subjects within the project group but also with the different sites of Rolls-Royce,
and then agrees if it would be part of the manufacturing technical package or not.
Because the objective of the thesis is to develop a proposal for a new standard, the
quality management system that contains the current standard has been investigated,
analysed and presented in ‘5.3 Rolls-Royce Current Standards and Procedures’. This is to
understand the structure, content and level of details that today’s standards are written
in. The specific manufacturing technical package standard has also been looked at to
understand the current inclusion, possible issues with it and to have a starting point for
the improvements. This is presented in ‘5.4 Current Manufacturing Technical Package
Standard’.

A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
30
As the manufacturing technical package defines the method of manufacture and involves
the work made by a manufacturing engineer, this area has been investigated and is
presented in ‘5.5 Method of Manufacture’. This includes some of the work that is carried
out to define the method of manufacture, the issues observed at Rolls-Royce and the key
reasons for these issues are analysed.
The manufacturing technical package is about information, and according to Oakland
(1993) the business success depends on how data, information and knowledge are
managed. To understand this, the communication between manufacturing engineer and
other departments has been analysed, but as well as the labour turnover and the impact
this has on information handover at Rolls-Royce.
5.2 BACKGROUND AND CURRENT SITUATION OF ROLLS-ROYCE
According to internal briefings and looking at the reduced value of the share prices, after
the terrorist attacks against United States in September 2001 all gas turbine
manufacturers suffered a down turn in orders. The reason for this was mainly a fall to the
airborne traffic and the demand of new aeroplane engines was drastically reduced. This
downturn was predicted to last for a significant number of years and Rolls-Royce
management concluded that Rolls-Royce would have capacity not going to be used. As a
strategic action this spare capacity was used to replace some of the old plants with new
modern facilities. The plan was to be prepared for the predicted increasing demand in the
future and eventually take market shares from the competitors. However, the predicted
downturn in firm orders lasted only a short period of time and in 2004 the company
increased civil aero engine deliveries by 10% and military aero engine by 7% over the
2002 period (Rolls-Royce, 2007). This increase continued and has now placed the
company in a time of big changes but also with heavily increased pressure on the
manufacturing processes. To meet this challenge one requirement that has been set by
Rolls-Royce is that the manufacturing needs to become more efficient and work more
similar to the automotive industry as described in the theoretical frame of reference. It
has been recognised by Rolls-Royce management that the handling of the technical
information could be improved, and as Oakland (1993) points out this is a keystone for
being efficient.
5.3 ROLLS-ROYCE CURRENT STANDARDS AND PROCEDURES
Rolls-Royce comprises of many different companies merged together over the time since
first formed at 1906. This together with Rolls-Royce being a multinational company has

A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
31
resulted in big variation of culture and history among the employees. During
observations it has been seen that there is an inconsistent way of working between the
plants and sometimes even variation within one and the same office, and as Brunsson &
Jacobsson (1998) points out this leads to different issues. Liker (2004) also writes that
this prevent improvements to be easily carried out. Talking to the observed people there
has been a common view that this is a result of inherited methodologies and the fact that
there has been little work around standardisation. However, there are standards and
routines that are defined in the Rolls-Royce Quality Management System, which are
mandating how things are carried out. The standards and procedures are divided in
‘group quality procedures’ and ‘local operating procedures’. The ‘group quality
procedures’ define the generic way of how Rolls-Royce shall be managed and are often
detailed on a high level. A ‘local operating procedure’ on the other hand is plant or supply
chain unit specific and is normally more specified in details. It explains how the work
shall be carried out and are often seen as an extension of the ‘group quality procedures’.
As the Rolls-Royce Quality System includes over 300 standards and procedures, it has
been seen by most interviewed manufacturing engineers as quite difficult to get an
overview and find what is required for different activities. The system does have a search
engine but it can only find words and requires it being written exactly as it stands in the
standard. The standards are also told to be written in an ambiguous way, which makes it
difficult and time consuming to understand them.
In addition to the Rolls-Royce Quality Management System, Rolls-Royce has also created
a data base of ‘best practice’ a couple of years ago, called Rolls-Royce Production System
(RRPS). The production system is a web page located on the intranet containing guides,
lessons learned and theoretical documents related to the manufacturing. According to the
department managing the RRPS, this was done to help the engineers to be more
methodological and work in similar ways. Unfortunately this was developed from the
head quarter with little involvement from the manufacturing engineering community, and
as Bergman & Klefsjö (2004) writes is that ”Prerequisite for participation” is something
important for any businesses. During non-structured interviews and conversations with
manufacturing engineers across the business it was shown that many people did not use
the production system. In fact, most of the people did not even know that it existed or
how to best use it. The guides are not detailed and demands good knowledge within the
subject and the lesson learned pages has barley been updated since the start.
As Liker (2004), Brunsson & Jacobsson (1998) points out, standardisation is important
for different reasons. Especially Brunsson & Jacobsson (1998) mean that it enables an
effective information transfer, which is particularly important in regards to this thesis.
A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
32
5.4 CURRENT MANUFACTURING TECHNICAL PACKAGE STANDARD
The ‘group quality procedure’ for the manufacturing technical package defines the
minimum elements for inclusion as:
• Condition of material supply, including drawings and relevant quality control and laboratory requirements
• Operational sequence
• Machines, processes, and tooling including numerical control (NC) data
• Manufacturing assembly and operation/stage drawing
• Manufacturing process parameters
• Environmental conditions when appropriate
• All inspection methods and stages, and measuring planning
• Component identity requirements
• Handling and packaging requirements
These bullets can be compared with what Schey (1987), Kalpakjuan & Schmid (2006)
include in a manufacturing process in Chapter “4.2 Manufacturing”. However, Rolls-Royce
definition of a manufacturing technical package includes only things that are directly
related to the manufacturing and leaves out things such as customer service, shipping,
sales etcetera.
Initially in the project a survey was undertaken to understand the current situation of the
manufacturing technical package at Rolls-Royce. Data was gathered from all seven
manufacturing sites in the United Kingdom, Rolls-Royce Deutschland (Germany) and
from Rolls-Royce Corporation (America). Every plant got the mission to provide with a
complete manufacturing technical package for one part, and the result was widely
spread. The received manufacturing technical packages were everything from work
instructions only, to a big pile of paper including things such as production planning
documents and all the evidences of a conforming production.
The intent with the manufacturing technical package is to ensure that the method of
manufacture can achieve and sustain the quality, cost and design intent for the part.
Looking at how well Rolls-Royce manufacturing processes are achieving, it is not sure
that the received documentation is fulfilling the requirements. Out from this it has been
noticed that there is a gap in between the current standard and the intention with it, as
the quality, cost and design intent have not always has been ensured. Unstructured
interviews with manufacturing engineers revealed that there is a common perception that
the current manufacturing technical package standard is too loosely defined and difficult
to understand what is required. This issue has been seen as the main reason for the

A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
33
variation of the different collected manufacturing technical packages. The quality system
defines the subject but do not specify any level of detail of the content that is required.
An example of this is that there is a minimum requirement that a stage drawing must
exist but nowhere does it specify how a good one should look like and what information it
should contain. To have clear definitions and requirements is according to Liker (2004)
important to measure quality.
During the interviews, a number of manufacturing engineers have complained about that
they do not understand what is expected from the standard, but some of them have not
even checked what is required. Another of the reasons is said to be the limited time they
have to compile the manufacturing technical package during a new part introduction. As
a result of this, some important technical information is not captured and actions are not
carried out to prevent issues that could occur in the production.
5.4.1 Document properties
In the beginning of the project the focus was mainly put on the work instructions and
other documents given to the operators. The reason for this was that many sites and
people had a perception that these shop floor documents were what defined the
manufacturing technical package (but this was realised as a mistake after that the
documents had been analysed). Over hundred different kinds of document layouts were
found. The documents were analysed against requirements in the quality system when it
comes to document properties, which are based on the global ISO 9000 standard. Table
1 shows how well the documents were complying with some of the requirements.
Table 1. Ratio of documents that are compliant with the Rolls-Royce Quality Management System when it comes to document properties.
Copyright 25%
Author 70%
Document number 75%
Issue number 84%
Page number 89%
The result shows that there are many documents that are not compliant. Only 25% of
the documents are having the appropriate copyright information. This is important if the

A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
34
documents are to be taken outside the company to protect Rolls-Royce proprietary
information, for example when drawings are sent to a tool designer. 30% of the
documents are not stating who created the document, which makes it difficult to
understand who are responsible for the issuing. Between 16% and 25% are missing a
document and issue number, which makes it difficult to ensure a good change control
and traceability. The reason that the document are missing out of important markings
can once again relate back to the lack of a clear and accessible standard of what is
required, but also the lack of understanding of the importance of the standard.
5.4.2 Execution system
The manufacturing execution system at Rolls-Royce is well standardised across the
company. This program is called Totally Integrated Manufacturing Engineering System,
normally referred to as TIMES. This was implemented in 1989 and the purpose was to
have a standard corporate system to create and store technical data, deliver shop floor
instructions and included a robust change control functionality. From conversations with
people involved in the implementation, it was said already at that time it was starting to
be out of date compared to what other computer systems could achieve. The system
does not have a user-friendly interface and visual photos or figures can not be attached
to support the operator instructions, see Figure 7. According to interviews with plant
managers, this is one of the biggest reasons why many plants have decided to use other
software to create work instructions. The system is still used to control cost, equipment,
resources and execute the production.
Figure 7. Example of a blank template for a work instruction created in and delivered through TIMES.

A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
35
During interviews with manufacturing engineers around the company it has been
concluded that another reason to use other software is because of the complexity of
TIMES. During demonstration of how it is operated and used, it appeared to be time
consuming and difficult to use. As of this the decision has been to only train a few people
in every plant to manage the system. Instead of using TIMES to create the operator
instructions, the plants are using Microsoft Office based programs such as Word, Excel
and PowerPoint. Many authors has developed their own kind of templates, which are
excluding many of the mandatory document properties as seen in Table 1, but also the
change control functionality that TIMES offers. Interviews with manufacturing
engineering managers have confirmed that valuable working time is spent to develop all
these new formats and sometimes the change control has been compromised. The
instructions created in Microsoft Office were intentionally going to be referred from
TIMES, but when going through the documents it showed that this was not always the
case. In the cases where the document was referred it did not always refer to the right
issue of the document.
Another issue is that the documents created have different names among the plants. As
an example the instructions for a special process operation, like welding or chemical
cleaning, is called Data Card in one plant, Process Technique Card in another and Process
Breakdown Instruction in the third. The combinations of names are many and sometimes
there are parameters included in the documents, and sometimes they are on a separated
special parameter document. Experienced in the company, is that this variation of
standard makes it difficult to transfer people or parts from one plant to another.
Explained during the interviews was that when parts have been transferred in the past,
creation of complete new manufacturing technical packages has been required because
of the difference from one plant to an other. Explained by involved people, this issue was
also experienced when the central manufacturing engineering team was supporting a
plant. It took unnecessary time to get used to the documents and understand the
different names, which could have been avoided through standardisation in working
methods and templates.
5.4.3 Work instructions
As mentioned above, the instructions delivered to the operators exist in a huge number
of templates and styles. The survey also shows a variation in the level of detail, where
some documents contained superfluous information and others the direct opposite.
During observations carried out in various plants it was seen that the operators do not
follow the instructions provided. Their views were that they knew better themselves how

A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
36
to carry out the work and that the documents were inaccurate and not reviewed or
updated regularly. This could once again be explained in the lack of participation from the
people who actually are the end users, which is important according to Bergman &
Klefsjö (2004). Because every individual might have a different opinion of what is ‘the
best way’, it is a possibility that variation in the quality could occur (Montgomery, 2005).
The document analysis shows that in some areas the instructions given to the operators
are at a very high level and include inadequate information. Example of a high level
instruction would be:
1. Load Part into fixture
2. Run operation
3. Unload part
4. Check visually for non-conformance
5. Check dimensions as per drawing
It does not define how to load the part into the fixture or what to look for in the visual
inspection. If every operator performs the operation in his own way there is a risk of
variation in the output, unless the operation is completely error proofed. However, that is
almost impossible to achieve in the reality and seen at Rolls-Royce, most of the
processes are far away from that state. Another example of an instruction could be a 50
pages report given to the operator written in technical and bureaucratic English, and as
according to SELLS (2007) and Liker (2004) this is not a good way of communication. In
this case there it is too much information and the operators said that if they would try to
understand it all and find the information required, it consumes a whole shift and no
work would be done.
5.5 METHOD OF MANUFACTURE
Even if Rolls-Royce produces a wide variety of different kind of parts, there are still
groups that are similar or utilise the same method of manufacture. However, once a
method for one part is proven, the analysis and documentations are not always kept for
record. This prohibits the information to be shared across the different but similar parts,
and valuable time is spent to analyse the same methods over again. Established during
observations is that this issue seems to be common between people, even working in the
same process flow. The manufacturing engineers are focused on their own responsibility
and do not look at the whole process chain. An example was identified in one of the
plants, where the tolerance band for one feature of a part was the same through out the
whole process flow. This resulted in a tolerance stack up, which made it difficult for the
later machining operations to achieve the required results. According to manufacturing

A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
37
engineers with special knowledge in change control, the lack of understanding for the
whole manufacturing process makes it difficult for one manufacturing engineer to
improve his process and at the same time be sure that the changes do not have any
negative impact on the following operations.
During interviews with manufacturing engineers it has shown that “it worked last time” or
“we do as we always have done” is a common perception and mentality. In some areas
the same method of manufacture is re-used when a new part is introduced for
manufacturing. This is efficient assuming that the method worked in the first place. When
asking manufacturing engineers why they have chosen certain solutions in a method, the
answers have often been:
“This is the machines, fixtures and tools we have. The method is already dictated from
the process flow, we cannot change it.”
Seen during the site visits, there is also an issue with the amount of different fixture
types used within Rolls-Royce. Different fixtures utilise various kinds of clamping and
holding mechanisms. Conclusions made through interviews with manufacturing engineers
are that money and time could be saved if an easy accessed documentation existed of
what type of tool or fixture others uses for a certain process and part. Particularly
through development time but also by same fixtures could potentially be used for more
than one part. It is also important that the fixture strategy for a process is used as much
as possible throughout the whole method of manufacture for a part. If the same location
and clamping points can be used throughout the whole manufacturing process, much of
the variation can be eliminated. For every time the location point is changed there is an
extra tolerance added to the processed area. If there are many changes it might be
impossible to ensure the quality of the finished part even if the processes are stable and
controlled. To eliminate this issue the communication between involved people needs to
be good so they can share their knowledge. Observed at one plant was that various
processes within the method of manufacture used different ways of holding the part.
Some operations used the drawing datums, but some others used location points that
was not even inspected or controlled, which did result in non-conformance. All of these
issues can be related back to bad communication and information management, and as
Oakland (1993) writes is key to any business success.
The methods of manufacture are sometimes re-used for new parts, but without checking
if it is appropriate for the process, and even worse, if the method actually was capable
the first time. If there are any issues with the method of manufacture for the old part,
errors will be copied and the same non-conformances will occur on the new part as well.

A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
38
Besterfield (1995) says that a modern business management system must be built up
upon a framework of measurement, data and analysis. At Rolls-Royce non-conformances
are often identified in inspection but there is few analysis carried out to identify and
eliminate the root cause of the problem. Ideally the issue should be identified and actions
taken to prevent the issue from happening again. Interviews and observations show that
when a new part is released for manufacture, it is unusual that a process analysis tool
such as a Process Failure Modes and Effects Analysis (PFMEA), process simulations, Finite
Element Analysis (FEA) etcetera have been carried out, which is mandatory in the Rolls-
Royce Quality Management System. Once again, the lack of time and resources has been
told to be the biggest argument for not being compliant. Those tools are important to
eliminate variation and to achieve a stable manufacturing process. Without a stable
process, other quality improvement tools as Six Sigma are useless (McGraw-Hill, 2004).
The reasons for manufacturing engineers are not following the procedures and standards
could be many. During interviews with people across the company some of the issues
have been identified. One reason is that the customer demands shorter delivery times
and lower prices on the engines. Another reason is that the release of the design to
manufacturing often exceeds the scheduled plan in a new part introduction, but the
delivery date does not change. A part introduction is divided into two phases; design
development and production planning. A delayed design release has serious
consequences for the following phase. It will result in reduced time to make a proper
production planning, and corners have to be cut to meet the customers’ deadline. The
risk with this issue is that parts will be launched for series production without enough
proven manufacturing methods. The customer will still receive a conforming product in
the end, but valuable time is spent on solving issues in the manufacturing process
instead of making right first time. It will also result in additional scrap and rework
activities, which can be very resource consuming according to Juran (1988).
5.6 COMMUNICATION
To achieve a method, and a manufacturing technical package, that can ensure a part to
achieve and sustain targets in quality, cost and design intent, it is important that the
communication of all needed information within the manufacturing technical package
works between the different functions at Rolls-Royce. According to Oakland (1993), it is
often difficult to keep a good communication between departments within a big company,
which has also been observed at Rolls-Royce. Because this thesis is focused on the work
of a manufacturing engineer, the communication interfaces that have been analysed are:

A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
39
• Manufacturing Engineer - Manufacturing Engineer
• Manufacturing Engineer - Design Engineer
• Manufacturing Engineer - Operator
• Manufacturing Engineer - Supplier
5.6.1 Manufacturing Engineer - Manufacturing Engineer
According to Dave Oulsnam at Rolls-Royce human resources department, there are
around 1,000 manufacturing engineers at Rolls-Royce in the United Kingdom. While
investigation the current situation of the company, it has showed that there seems to be
as many different solution to the same kind of issues. During analysis and interviews, it
has been concluded that bad communication has resulted in time being spent on, for
example, to come up with new solutions to issues that already exist at other departments
or plants. Also when it comes to the planning of the method of manufacture, the
solutions for tooling, fixture and other equipment are often specialised for each machine
and part, rather than to use something that already works somewhere else. This results
in unnecessary costs and valuable time is being spent in developing these things over
and over again.
5.6.2 Manufacturing Engineer - Design Engineer
The difference between the manufacturing and design engineers lies in the nature of their
work. According to interviewed design engineers, as the development time for a new
engine is long, they are required to create new innovative parts and products that often
exceed the manufacturing capability of today. Hopefully once the design reaches
production, the capability has been improved and the parts can be manufactured. The
main reason that the designers are ahead of their time is to provide with a modern
engine and to be competitive once the part reaches the market. On the other hand, the
manufacturing engineers are working with the capability offered by today’s technology
and sometimes it can be difficult to achieve design intent if the manufacturing technology
has not reached the required level of capability. Ideally, design is not too ahead of the
manufacturing capability but still a head to drive the need of new technology into the
production plant. For design and manufacturing to understand each other’s requirements,
there have to be good communication in between them through out the whole
development of the part.
During observation is has showed that there is a lack of this connection at Rolls-Royce.
No formal agreement is signed before a new finished part drawing is handed over to the
manufacturing function to ensure it is producible. It has been concluded that this is one
reason that manufacturing is struggling with tolerances and features that will not be

A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
40
possible to produce. It is important to have a live conversation to keep the designer up to
date with all issues that occur in the manufacturing area of the company.
5.6.3 Manufacturing Engineer - Operator
During observations and informal interviews it has been identified that sometimes there
is a power struggle between the engineers and operators. Intentionally the engineers
should provide operations with the technology, equipment and instructions for how to
produce the parts. Observation has established that because of poor communication, the
engineers do not normally know exactly how to best carry out the operation and can not
create an enough accurate instruction. During analysis of the instructions and through
interviews with the operators, it has shown that the manufacturing engineers often are
creating the instructions themselves without the operations involvement. This result in
inadequate instructions and the operators does not feel any ownership and does not work
as the instruction states. This results in that operators have their way of carrying out the
work, which potentially can result in variation in the output of the process (Montgomery,
2005). On the other hand if the operators only create the instructions there are other
issues that can occur, as they are not familiar with establishing the technical information
and trained and aware of change control. It is important to share the ‘best practice’ and
through meetings with all involved people, discuss how the work is best carried out and
together agree and compile the instructions. According to the book ‘The Toyota Way’ by
Liker (2004) it will be more likely that a standardised work can be carried out as
consensuses have been established with everyone involved.
5.6.4 Manufacturing Engineer - Supplier
Rolls-Royce works with many suppliers who are providing tools, fixtures, machines, raw
material etcetera. The lead times to develop and deliver these equipments are often long
and it can be crucial to a new part introduction’s deadline that it is correct the first time.
To achieve the right first time target, it is important that the supplier completely
understand what is required and how this fits into the process of manufacture. During
interviews with manufacturing engineers, it has been identified that there is a need of
improvement in this area at Rolls-Royce. There have been occasions where a supplier has
delivered fixtures that did not operate as requested and did not hold the parts as
intended. The option then was to change the method of manufacture or wait for a new
fixture that would delay start of production, which normally results in more corners being
cut to meet the delivery deadline. The manufacturing technical package clearly needs to
define the requirements of the fixtures to ensure the part is hold in an appropriate way.

A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
41
5.7 LABOUR TURNOVER
Because some manufacturing technical information always will be in peoples head, it was
seen as important to understand the labour turnover at Rolls-Royce. A trend seen more
and more often in any company is that the labour turnover has increased the last
decade. According to a study carried out by Cranfield School of Management
(Recruitment Confidence Index, 2005) almost fifty per cent of the average labour
planned to change job in the next two years. In the aerospace industry the labour
turnover has not been as big according to Dave Oulsnam at Rolls-Royce HR department.
It has always been a one number figure and at 2007 it was 5.5% compared to the EEF
survey 2004 that showed 13.57% for manufacturing companies in UK. However, even if
the people tend to stay with Rolls-Royce once they started, there is a big movement
within the company. According to Oulsnam employees are encouraged to change
positions every 2-3 year, and that is also what people in office environment do at Rolls-
Royce. Even if people gain good experience and a wide network of people when moving
around, valuable tacit knowledge is also lost from the department. This makes it
important to have a system capturing the information and transfer it into explicit
knowledge (externalisation as described by Nonaka & Takeuchi, 1995) and at the same
time save the intent behind different decisions. If this information is lost, new employees
need to spend time trying to understand the situation and ‘re-invent the wheel’ again.
This has been seen as an issue by the senior management, as it is a vast waste of
resources and it is not even sure that important manufacturing technical information ever
will be captured again. When employees often change roles within the company it is also
important that they quickly get up to speed in the new assignment. Because of the issue
with knowledge being lost in this process, it takes quite a while, if ever, before full
understanding and speed is reached.

A Standardised Approach to Technical Manufacturing Information
Current State and Analysis
42
5.8 SUMMARY OF CURRENT STATE ISSUES
Table 2 contains the different sections in the left column and summarises the issues for
each one of them to the right. This is done to give an overview of Chapter 5.
Table 2. Issue summary of Chapter 5, Current State and Analysis.
SECTION ISSUES
5.1 Background and Current Situation of Rolls-Royce
Urgent need for more efficient manufacturing processes.
5.2 Rolls-Royce Current Standards and Procedures
Different inherited ways of working so difficulties to share information, knowledge and best practice.
Many standards so difficult to find what are required for different situations.
Standards and procedures not clear and concise.
5.3 Current Manufacturing Technical Package Standard
Too loosely defined.
Existing documents not compliant to standards.
Execution system old and not flexible and good enough for creating work instructions.
Documents created in Microsoft Office do not comply to change control procedures and document properties requirements.
5.4 Method of Manufacture Method of manufacture not proven enough.
Method of manufacture re-used without knowing if it is an appropriate solution.
Technical documents lost or not kept for record.
Poor communication through the whole method, which for example has lead to location and datum point movements through method.
5.5 Communication Poor communication between all functions.
Best practice and lessons learnt not shared.
Design exceeds manufacturing capabilities.
Work instructions not accurate that lead to variation.
Supplied material not as intended.
5.6 Labour Turnover Big internal movement, which leads to loss of information.
No system that captures the tacit information and transform it into explicit.

A Standardised Approach to Technical Manufacturing Information
Forecast and Analysis
43
6 Forecast and Analysis
In this section the future for Rolls-Royce will be analysed in relevance of this thesis.
6.1 INCREASE OF DEMAND
The two biggest aeroplane manufacturers, European Airbus and American Boeing, are
forecasting a continuously demand for many years. According to the Swedish news
magazine E24 (12 September 2007) the growth will be approximately 5% each year until
2025. There are many reasons why the demand of aeroplane has rapidly increased the
last years. One of the main reasons according to E24 (12 September 2007) is that more
people can afford to travel. The big increase of low cost airlines such as Ryanair, Easyjet,
and BMI baby among others has boosted the industry drastically. They have made it
possible for not only the high-income people to fly around the world. Another reason for
the increased demand of air travel, which is linked with previous reason, is the interest in
travelling and exploring the world. The globalisation that today constant surrounds us in
for example media, food and music is all the time remembering us of a culture that can
be visited and experienced.
The increased demand of aeroplanes will have the same impact on aeroplane
manufactures as the companies who are building the turbine engines to power them.
Because this could require an expansion of Rolls-Royce, it is extra important that the
methods of manufactures are under control and are documented. If the manufacturing
technical packages are not in order, it will be difficult to quickly start production in new
plants to meet this fast growing demand. Because there is a requirement that the new

A Standardised Approach to Technical Manufacturing Information
Forecast and Analysis
44
standard for the manufacturing technical package can enable the parts to meet the cost
targets, it is important that this higher demand can be met without a too high expansion
cost.
6.2 COMPUTER AIDED PROCESS PLANNING, CAPP
According to the department of Manufacturing Systems, Rolls-Royce will be implementing
a fully Computer Aided Process Planning (CAPP) system in first quarter of 2008. This
system will create data in a master model and collect necessary information from the
master model when supporting documents such as work instructions, stage drawings and
tool data. The main idea is to connect computer programs to each other to make the
process planning more efficient and accurate.
This implementation requires that all the manufacturing information is transferred from
its current state and location into these new systems, formats and databases. According
to Head of Manufacturing Systems at Rolls-Royce, this transfer would become much
easier if everything already were in a standard format and electronically accessible. At
the moment information is stored in a huge variation of formats as described in chapter 5
and the most of the data is not transferable at all. The first phase of CAPP is planned to
roll out first quarter of 2008. To be able to implement this in a smooth way it, is of
importance that the new standard for the manufacturing technical package is in a format
that will be standardised for all Rolls-Royce sites.

A Standardised Approach to Technical Manufacturing Information
Requirements for Solution
45
7 Requirements for Solution
The requirements of the suggested standard for the technical package are presented in
this section.
Defined by Rolls-Royce is that the intent with a manufacturing technical package is for
the production to achieve and sustain targets for quality, cost and design intent. The new
solution must contain a structure and content that ensures this. From the investigation
and analyses of the current state, the company forecast and the theoretical research the
following requirements have been discussed and agreed by the project group and senior
managements.
As written in Chapter “4.3 Quality”, quality in manufacturing at Rolls-Royce is how well
the parts comply with the engineering drawings. For the part to achieve quality the new
manufacturing technical package needs to approach the issues with incapable and
unproven processes and ensure that the production planning builds in quality to the
method of manufacture. The recommendations need to contain an initial solution on how
to gain and maintain control of the manufacturing processes, as this has been identified
as the most important issue.
To achieve the cost targets the solution needs to enable a more efficient approach to the
use of the information and make the manufacturing processes and production planning
more efficient. As communication is important to an efficient work place (Oakland, 1993),
the result shall also contain tools and techniques on how to improve the communication,
knowledge transfer and understanding between:

A Standardised Approach to Technical Manufacturing Information
Requirements for Solution
46
• Manufacturing Engineers – Design Engineers
• Manufacturing Engineers – Manufacturing Engineers
• Manufacturing Engineers – Operations
• Manufacturing Engineers – Suppliers
Design intent has to be achieved, so the new manufacturing technical package standard
needs to ensure that the gap between design engineering and manufacturing
engineering, identified in Chapter “5.6 Communication”, is minimised.
Suggested solutions need to be supported by relevant standardised document templates
to enable the future CAPP implementation forecasted in “6.2 Computer Aided Process
Planning, CAPP”. These templates must also comply with the prevailing global and
company standards and specifications, such as ISO 9000, Rolls-Royce Quality
Management System etcetera.

A Standardised Approach to Technical Manufacturing Information
Suggestion of New Standard
47
8 Suggestion of New Standard
In this section the result of the thesis will be presented. It comprises of two sections;
first the content and structure of the manufacturing technical package and secondly
improvements to data, information and knowledge management.
8.1 INTRODUCTION TO THE CHAPTER
The development of the new standard for the Rolls-Royce manufacturing technical
package has been focused into two areas:
• The manufacturing intent and technical information
• Data, information and knowledge management
The purpose of the standard is to correct, and in the long term to prohibit, the issues
described in Chapter 5 before they occur. The result is mostly based on best practice
identified within Rolls-Royce and in some extent also from other industries.
8.2 MANUFACTURING INTENT AND TECHNICAL INFORMATION
To have well defined information around the method of manufacture has been realised
during the analysis to be of importance for many reasons. The main reason is to have
control of the manufacturing and understand what is going on. Another good reason is
that new parts often origin from previous ones and to some extent the technical
information and knowledge can be used again, which could potentially save planning
time, developing time and resources. The extent of the re-use of information is

A Standardised Approach to Technical Manufacturing Information
Suggestion of New Standard
48
completely depending on how far the standardisation of manufacturing methods has
progressed. It is also important with a clear and defined method of manufacture to
enable improvements for current parts but also to become better and more competitive
for the future. Because of the identified big turnover in labour, it is also a key that the
information, thought process and intent, especially for problem solving activities, is kept
and easily shared to everyone involved and new starters. To save and share lesson
learned is a good solution to improve the memory of an organisation and make sure the
same mistakes are not repeated (George, 2002).
Identified in the analysis, the intent and technical information that needs to be recorded
and saved. To fulfil this it has been divided into three categories based upon the content:
• Process level
• Family level
• Part specific level
8.2.1 Process level
It is important to achieve a stable manufacturing process to enable improvements and
produce conforming parts (Bergman & Klefsjö, 2004). Lack of quality and solving quality
related issues are very costly compared to preventing the issues from the beginning
(Juran, 1988). It has been realised during the analysis that Rolls-Royce is not, in an
enough extend, preventing quality issues to occur during the manufacturing processes.
There are different techniques to investigate the reliability of the manufacturing process
and the purposes of these are according to Bergman & Klefsjö (2004) to identify:
• Root causes to errors and try to eliminate it.
• The consequences of the errors and if possible eliminate these.
One way of doing this would be to complete a Process Failure Mode and Effects Analysis,
abbreviated PFMEA (Bergman & Klefsjö, 2004). Because this technique already is
mandated in the Rolls-Royce Quality Management System, it has been chosen as the
solution for this issue, see Appendix 3. The intent with this activity is to gather cross
functional people with different knowledge and experiences around the process to be
analysed. Every step of the process procedure is stated, understood and analysed. Any
identified possible failure mode that could affect the final result or harm the equipment is
written down and graded to find the most significant ones. A PFMEA should be carried out
by at least the responsible manufacturing engineer, operations- and quality
representative together with an operator.
Uncontrolled variation identified by the PFMEA should be analysed and the root cause
should be eliminated through poka yoke, or error proofing as it is also called (Liker,

A Standardised Approach to Technical Manufacturing Information
Suggestion of New Standard
49
2004). Uncontrolled variables, which can not be eliminated, need to be taken under
control. To do this, the suggested solution is to create a control plan, see Appendix 4.
Through literature review and benchmarking, this has been identified to be a good
method to keep track on the variables that need to be controlled. The purpose of the
control plan methodology is to aid in the manufacture of quality products according to
quality requirements. A control plan does this by providing a structured approach for the
design, selection and implementation of value-added control methods for the total
system. Control plans provide a written summary of the systems used in minimising
process and product variation. (Chrysler, Ford & General Motors, 1995)
The control plan does not replace the information contained in the detailed work
instructions (Chrysler, Ford & General Motors, 1995). However it needs to have a close
relationship since the control plan may link to the work instruction. The relationship
between the PFMEA, control plan and work instruction is visualised in Figure 8. A
suggestion is that regularly checks can be written on T-cards that are placed on a
Kamishibai board to visualise what is to be done and what is completed (Chrysler, Ford &
General Motors, 1995). This will enable a visual alarm system that immediately will tell
when the control is not completed.
PFMEA
Identify variables
Control Plan
How to control the variables
Instruction
Control the variables
Controllable variables
Instructions of how to
Eliminated cause of variation
Plan to eliminate more cause to
variation
Stable process
Figure 8. Interrelation between PFMEA, Control Plan and Work Instruction.

A Standardised Approach to Technical Manufacturing Information
Suggestion of New Standard
50
8.2.2 Family level
The analysis shows that it is important to focus on the whole manufacturing process to
improve the effectiveness of the production at Rolls-Royce. It is crucial not to sub-
optimise the processes (Johansson, 2005) and to improve the manufacturing the lean
theories has been found to be a good guideline. Bergman & Klefsjö (2004) describe the
objectives of the process as to satisfy the customer using a minimum amount of
resources. One of the key principles of Lean manufacturing is the focus on process flow
(Liker, 2004). The flow is the heart of the lean message. Shortening the elapsed time
from raw materials to finished goods will lead to the best quality, lowest cost, and
shortest delivery time. A common misunderstanding when it comes to lean
manufacturing is that it cannot be implemented in low volume manufacturing as most of
the aerospace industry. But by grouping the low volume parts into families that utilise
the same or similar method of manufacture, it is possible to focus the improvements on
the whole family rather than the single parts, see Figure 9. (Johansson, 2005)
Low volume manufactures like the aerospace industry need to group parts into families
that follow the same process flow. These families can successfully be used to plan the
production and reduce waste more quickly. During the analysis, it has been realised that
money and time can be saved if more than one part can be manufactured using similar,
or even better, the same machines, tools and fixtures. This will also require maintenance
on less equipment and investments will more quickly be paid off. Standardising these
items will also reduce the demand of training for operators since they have to use less
machines, fixtures and tools.
Figure 9. Grouping parts that have same or similar method of manufacture enables improvements to be applied
for the whole family rather than single parts.
To some extent, any kind of information could potentially be generalised to a family level.
To gain as much advantage as possible, it is beneficial to strive towards building up

A Standardised Approach to Technical Manufacturing Information
Suggestion of New Standard
51
comprehensive families. The extent of the families will depend on the future work of
standardisation through out the company.
Identified through the analysis in Chapter 5 and requirements from the Rolls-Royce
Quality Management System, the information that should be included in the family level
would cover the following categories (see Appendix 5):
• Condition of supply
• Datum story
• Operation sequence
• Tooling
• Fixturisation
• Inspection and measurement strategy
• Conformance control features
• Component care
• Analysis
• Deviation record
• Shop floor layout, Appendix 6
• Work handling, including:
Internal transportation
Packaging
Storage
External transportation
8.2.3 Part specific level
Even if it is beneficial to standardise most of the information to a family level, it has been
realised during the investigations that there will always be information that will have to
be specific for one part. What it will be and to what level of detail will all depend on the
part, type of product and how far the standardisation has progressed for the family the
part belongs to. However, based upon the analysis in Chapter 5 and the requirements
from the Rolls-Royce Quality Management System, the information that mostly will be
part specific and need to be defined for each part is:
• Detailed operation sequence
• Operation specific details such as:
Resource details
Tool and fixture drawing
Speeds and feeds
NC/CNC/CMM program
Stage drawing (detailed manufacturing stage geometry)
Technical instruction, Appendix 7
Cutting fluid

A Standardised Approach to Technical Manufacturing Information
Suggestion of New Standard
52
• Condition of Supply drawing
• Bill of material
• Quality standard and specification
• Dimensional characteristic matrix, Appendix 8
8.3 DATA, INFORMATION AND KNOWLEDGE MANAGEMENT
Davenport & Prusak (1998) explain that a keystone to success is how data, information
and knowledge are understood and managed. To become successful and more efficient, it
is important that data, information and knowledge are easily accessed and
communicated through proper means (Oakland, 1993).
To improve the communication and the retention of information at Rolls-Royce, the
suggested communication solution has been divided into five areas:
• Method of Manufacture and Intent report, Appendix 5
• Method of Manufacture Geometry, Appendix 9
• Component Feature Buy Off sheet, Appendix 10
• Communication sheet, Appendix 11
• Technical Instructions, Appendix 7
8.3.1 Method of manufacture and intent report
The technical specifications and the intent behind decisions can be captured in a report to
help other engineers to understand why a certain solution has been chosen. This will
stimulate and trigger new products to be developed and planned in accordance with
previous parts and families rather than inventing a new solution. The idea with this
report is not only to capture the technical information but also the intent and thought
process behind the decisions. Ideally at least two options are compared and graded
towards each other. Because of the big labour turnover identified during the surveys, this
is important to make sure the information and intent is saved.
The structure of the technical package information is already divided into family and part
specific level so there is a need for two documents to represent them both. Because
some of the technical information sits in the ERP system (Enterprise Resource Planning)
there is no need to duplicate that information into the report, but a reference is required.
The way of writing the reports shall follow the guidelines for writing the Toyota A3
reports but as well as SELLS’ lesson learnt documents, see Chapter 4. It is crucial to keep
it concise and pictorial wherever possible. The A3 report is a simple and efficient way of
transfer information to all levels within the company (Liker & Miller, 2004).

A Standardised Approach to Technical Manufacturing Information
Suggestion of New Standard
53
8.3.2 Method of Manufacture Geometry
During the analysis, it has been identified a need for improving the communication of the
method of manufacture. For this to be done effectively, it will have to be presented and
communicated in a visual way (Liker & Miller, 2004). To ensure that people take time to
read it, it requires that the story is told in a pictorial form and contains just a few words.
Toyota has solved this by writing their reports in an A3 format; see Chapter 4.7.3.
Describing the whole method of manufacture on one page similar to Toyotas A3 reports
will enable people to easily get a basic understanding of what the process is going to
achieve. To share and communicate the most important details of the method of
manufacture, a geometry change document has been developed by the project group,
see Appendix 9. One version of the document already existed in one Rolls-Rolls plant, but
extra information has been added to extend the content further. The content of the
document has been developed based upon interviews with manufacturing engineers at
Rolls-Royce. The purpose is to visually illustrate the high level method of manufacture for
the family, detailing the change of geometry and include:
• Machining datums
• Drawings datums
• Location points
• Clamping points
• Key features and dimension range within the family
• Non visual information that also should be included is:
• Operation description
• Operations details including machine or process
• Non-geometrical operations listed
• Key issues
• Specifications and standards
It is suggested that the document is used when discussing fixture strategy, measurement
strategy, method improvements, internal benchmarking on methods, agreeing the family
method of manufacture and finally for design engineers to better understand
manufacturing when developing new engines.

A Standardised Approach to Technical Manufacturing Information
Suggestion of New Standard
54
8.3.3 Component Feature Buy Off sheet
While design engineers are developing new components, there will have to be a
continuing dialogue with manufacturing to ensure the design will be in line with what is
achievable. Seen at Rolls-Royce is that this communication need improvements. Once all
the features and dimensions are designed, there will be one last formal buy off to ensure
that there is an agreement between design and manufacturing. This will be made on a
Component Feature Buy Off sheet, see Appendix 10, and contain a list of all the features
including:
• Position of feature on drawing
• Dimension and tolerance
• If a change is required by manufacturing
• Signature from both design and manufacturing
This document has successfully been used at the plants in Rolls-Royce Deutschland and
issues with standards have been solved before serial production has started.
Manufacturing engineers have also had the opportunity to discuss the design and make
suggestions of changes.
8.3.4 Communication sheet
To retain and understand the decisions made between two engineers, the communication
should be formalised on communication sheets, Appendix 11. Attached to this sheet can
be emails, sketches or any other notes. The reason for this is to ensure that what is
normally an informal decision and seen as insignificant, now will be retained as a part of
the planning intent. Communication sheets are only used between design engineers and
manufacturing engineers today, however it would be beneficial if formal communication
between manufacturing engineers also is stored. This would help others to understand
why certain decisions are taken to avoid double work and explain why the process is
designed as it is today.
8.3.5 Technical Instruction
Once the method of manufacture has been planned and decided it needs to be translated
into a working procedure, not only including the technical details but also the practical
knacks that have an impact on the result. This is important to make sure the variables
are controlled (Chrysler, Ford & General Motors, 1995). The level of details in this
document will all depend on the complexity of the operation but as well on the skill of the
operator. This has to be an agreement between the manufacturing engineer and the
operators. A guideline is that the steps of the procedure that will or can have an impact

A Standardised Approach to Technical Manufacturing Information
Suggestion of New Standard
55
on the final result, and are also likely to be carried out differently depending on the
operator, need to be specified in more detail. The format these instructions should be
delivered in need to be in a standardised, clear and structured way. One reason for this is
to fulfil the future CAPP system requirements. It is also important that it can be
supported by pictures, sketches or other visual methods to clarify and highlight details,
as this is one of the strongest means of communication (Oakland, 1993).

56

A Standardised Approach to Technical Manufacturing Information
Discussion
57
9 Discussion
In this chapter the solution and recommendation will be discussed in a critical way. Gap
and flaws in the solution will be highlighted as a ground for future development.
9.1 RESEARCH STRATEGY
When the big survey regarding technical documents was carried out in the beginning of
the project, the size of the project was unknown. The purpose of the survey was to
investigate what kind of information was stored, how it was delivered and how they
linked in to each other. Since the authors initially did not have much knowledge of how
Rolls-Royce was organised and how the business units worked, the first visits were
randomly carried out. Meetings were booked with people in different levels, from the
Head of Laboratories to manufacturing engineers at the various plants. During these
interviews the knowledge around the document structure started to grow. It was also a
great learning forum since explanations were given about why certain information is
required at different stages in the manufacturing process. The negative aspect of working
in this way is that it makes it very difficult to analyse the information before you have the
required knowledge when it comes to company standards and procedures. With more
knowledge and a more structured way of collecting data, the result might have been
different. With more knowledge around the subject when it started, it would have been
possible to make a more accurate judgement of how the data should have been
collected.

A Standardised Approach to Technical Manufacturing Information
Discussion
58
A majority of the interviews were carried out in an unstructured way. A weakness of
using this particular method is that if the questioner has a strong opinion he might ask
leading question and the result is not objective. Another weakness could be a lack of
continuity in the questions asked. Is it then possible to compare the result of several
interviews?
Rolls-Royce is a big company, with almost 40,000 employees. To study all kinds of
technical documentation will take an awful lot of time. Instead a lot of trust was put on
the interviewed people and the manufacturing engineers that were helping with the
collection of technical packages.
The further the project kept going the more knowledge was gained and missing
information could be captured. The suggested solution was tested and developed through
minor pilots. Initially the project group carried them out, but after shown successful,
manufacturing engineers in many plants carried out larger pilots. This has been a very
good way to work since it gives a lot of experience and knowledge to try the solutions
before implementing them. At the same time it makes it possible to correct issues in an
early state. Unfortunately pilots takes longer time to carry it out, but builds up
confidence in the result and makes it easier to support larger pilots later on in the
project. It is also a good way to get buy-in to the solution when many people are
involved and can feel involvedness of the project. On the other hand, in some of the
pilots the interest of participation was low, which slowed down the work. A lot of time
was spent to chase people to try the solutions instead of developing new ideas based
upon the outcome of the pilot.
Because a lot of the solutions will contain a higher workload initially, it might not be
possible to implement the solutions as quickly as recommended. The suggested solution
will not automatically solve all issues described in the report. However it will raise the
awareness of preventing issues and make people to think a second time before taking a
decision. It will also help people to save the history in a structured way. Toyota uses a
methodology called ‘5 why’s’ which means that you should ask the question ‘why?’ five
times to reach the root of the issue (Liker, 2004). The suggested solution does not
contain this methodology, however by documenting information, you will automatically
question some decisions. This could include the whole method of manufacture or just
raise the question why grinding is used instead of hard turning.

A Standardised Approach to Technical Manufacturing Information
Discussion
59
9.2 RELIABILITY AND VALIDITY
Reliability is the consistency of a measurement, in other words the repeatability. Validity
is about how valid the area of measurement is. Were the correct variables measured?
(Collins, 2006)
A risk while working with qualitative data is that only opinions from dominant people may
be captured. The size of the project group can also have impact if one person in the
group has strong impact on the others. The reliability of the document analysis can be
assumed to be accurate since the result has been presented around the plants and most
of the attendances have confirmed the result to be realistic.
The Rolls-Royce Quality Management System includes a large amount of standards and
procedures that take time to familiarise oneself with. Initially when the data analysis was
carried out, all content of the documents were not understood. This could have affected
the result of the analysis in a negative way. Because the data collection was not spread
out in a statistically correct way it is difficult to say for sure that the result reflects the
whole company. The number of documents analysed from one certain plant have not
necessarily matched the analysis from another one. It is more the variation of documents
that has been studied. If hundred new documents had been collected and analysed
today, the result would have probably been slightly different. It is also difficult to say if
the collected examples are the normal type of documents, the best example or one of the
poorer ones from those sites. However, this has not affected the content of the
suggested solution and how well it fulfil the requirements in chapter 7 “Requirements for
Solution”, but it has affected the analysis of the currant state.
The suggested solution has been developed together with many involved people within
Rolls-Royce, all with different backgrounds. Some of them have worked in the company
for over forty years and some just a couple of months. There is a great mix of
experiences with people from other industries, mainly from major automotive companies.
The suggested solution has shown great success within the automotive industry and
fractions of it have been successfully used in areas within Rolls-Royce. All suggested
sections of the solution have also been tried out in pilots during this project. There are
still doubts among some people that the suggested solutions will fall out well in the
aerospace industry since there are big differences in the way of work compared to the
automotive industry.

A Standardised Approach to Technical Manufacturing Information
Discussion
60
In terms of how well the suggested solution fulfil the requirements in chapter 7,
“Requirements for Solution”, it is somehow difficult to completely determine as many of
the improvements will be shown after that the solution has really been implemented and
evaluated. However, the suggested solution does fulfil the requirements around the
issues with incapable processes through quality control techniques from the automotive
industry. It also approaches the requirement of information management with a clear
structure and tools that have been proven to improve the communication and retention
of technical information at some sites where it already has been tried out.
9.3 LIMITATIONS OF THE STUDY
The research was limited by the geographical locations of the manufacturing sites at
Rolls-Royce. It was easy to travel around to the plants within the United Kingdom and
study documents, interview people and observe the production. Unfortunately it is very
expensive to have the opportunity to visit all plants during a study like this. However,
since documents were sent by mail it was possible to evaluate some examples from
Germany and North America as well.
Because of the size of the subject, solutions have only been focused on the
manufacturing side of the process and nothing from a design point of view has been
taken under consideration. To have a complete family and process focus when
introducing new products, it is important to close the gap in the solution between the
design and manufacturing phase.
9.4 FUTURE WORK
The objective with this thesis was to identify the currant state and define a new standard
for the Rolls-Royce manufacturing technical package. To define a standard of this size
and complexity takes time and need to be piloted many times. The focus of this thesis
has been on a relatively high level and the detailed methodologies have not been
developed. Further pilots will be required to enable successful implementation. Exactly
how much time and extra resources to train people in the new way is still to be
established.
9.5 GENERALISATION
The result of this thesis will most likely be applicable to other manufacturing companies,
since all companies handle manufacturing information in some context. The result mostly

A Standardised Approach to Technical Manufacturing Information
Discussion
61
contains methods that have shown to be beneficial within the automotive industry. The
development of the solution has been with focus on big organisations with a lot of
resources. Smaller companies might have issues to make time available for the
development of the necessary technical information described in this thesis.

62

A Standardised Approach to Technical Manufacturing Information
Recommendation
63
10 Recommendation
This section will go through the project group’s recommendations to Rolls-Royce.
To install a new standard is a huge task and will consume a lot of resources. It will also
demand a strong encouragement and support from the management. The involved
people also need to understand that this will take many years to develop and the work
has to be started from the roots and then be built up step by step. There are no
shortcuts to a build up stable method to handle technical information.
10.1 PROCESS LEVEL
The most important improvements at Rolls-Royce are within the process level. It needs
to be taken under control as quickly as possible. The understanding of quality and
process control needs to be widely taught to all the people involved in the manufacturing.
Tools and techniques like PFMEA, Control Plans and other quality related subjects are key
to gain and maintain control. Meanwhile training all employees, one or a couple of quality
improvement teams, consisting of experts and factory level workers, should start
improving using suggested tools. Once they have established best practice of the
methodology, it should be summarised in A3 reports and one to two hours of training
material that then can be shared across the whole company.

A Standardised Approach to Technical Manufacturing Information
Recommendation
64
10.2 FAMILY LEVEL
Because the method of manufacture and parts have been developed without a common
family focus, it will be difficult to quickly group parts together. The families need to be
progressively built up on factory level. A cross functional group of people need to
establish what families exist, or could exist. Through controlled steps of changes the
parts can then move towards each other, in the sense of method of manufacture. As
standardisation progresses, more and more information should be lifted to the family
level and be generalised for the parts in the group. From these definitions of families, the
design engineers should then also start developing the new parts in line with them. Once
the structure and best practice have been established for the different commodities, it
can then be standardised globally throughout Rolls-Royce. As a family owner, the
Commodity Leader has to take responsibility for the family and drive the development for
new parts to be aligned. In this way the focus and families will come from the realisation
of the part, and the understanding be reversed up to the design level. It may not be
possible to immediately group all parts with the same function into one and the same
family. Instead sub-groups have to exist in the beginning, however ideally the further the
development moves forward, the closer it can become one family.
10.3 PART LEVEL
Because the company has a great number of parts in production, it would be an
enormous task to structure the different technical packages in the new way. The intent
behind the decisions would also be impossible to capture when a lot of it have been
forgotten and involved people have moved out from the company or cannot be traced.
The new standard would instead be used for new part introduction and major changes to
the current method of manufacture.
10.4 COMMUNICATION
As with the part level, the feature buy off sheet and the manufacture and intent reports
will have to be created for new part introductions and mayor changes to the current
methods in use. It would not be realistic to go through all existing documentation and
transform it into the new standard. However, the creation of the pictorial A3 method of
manufacture documents could be initiated on parts that are most likely to represent a
future family. The new format for technical instructions should also be initiated, but only
when the current ones are updated or new ones are created.
A Standardised Approach to Technical Manufacturing Information
References
References
PRINTED SOURCES
Allen, K. (2007) JES 208 Component traceability and manufacturing history, issue 9, Rolls-Royce Quality Management System
Bergman, B. & Klefsjö, B. (2004) Quality from customer needs to customer satisfaction, Lund: Studentlitteratur ISBN-13: 978-9144041667
Besterfield (1995) Total Quality Management, New Jersey: Prentice-Hall, Inc. ISBN-13: 978-0130306517
Chrysler Corporation, Ford Motor Company, and General Motors Corporation (1995) Advanced Product Quality Planning and Control Plan (APQP), United Kingdom: Adare Carwin. ASIN: B000V9KHEO
Collins (2006) Collins English Dictionary, Glasgow: HarperCollins Publishers ISBN-13: 978-0-00-722384-8
Crosby, P. (1979) Quality is free, New York: McGraw-Hill, Inc. ISBN-13: 978-0070145122
Dale, B. (2003) Managing Quality (Fourth edition), Malden: Blackwell Publishing Ltd. ISBN 0631236147
Davenport, T. & Prusak, L. (1998) Working Knowledge: How organizations manage what they know, Boston, Massachusetts: Harvard Business School Press. ISBN-13: 978-0875846552
George, M. (2002) Lean Six Sigma: Combining Sex Sigma Quality with Lean Speed, New York: McGraw-Hill, Inc. ISBN-13: 978-0071385213
Goetsch, D. & Stanley, D. (1997) Introduction to Total Quality (Second edition), New Jersey: Prentice-Hall, Inc. ISBN-13: 2325217
Hunt, S. (2006) The introduction of a knowledge based documentation architecture to support quality deployment, Cranfield University, School of applied sciences, MSc Thesis, Academic year 2004-2006
Imai, M. (1986) Kaizen: The Key to Japan’s Competitive Success, New York: McGraw-Hill, Inc. ISBN-13: 978-0075543329
Johansson, O. (2005) Kompendium: Lean Production –Ett strukturerat sunt bondförnuft, Part Development AB
Juran, J. (1988) Juran’s Quality Control Handbook (fourth edition), New York: McGraw-Hill, Inc. ISBN-13: 978-0070331761
Kalpakjian, S. & Schmid, S. (2006) Manufacturing Engineering and Technology (Fifth Edition), New Jersey: Pearson Education, Inc. ISBN-13: 978-0131489653

A Standardised Approach to Technical Manufacturing Information
References
Krajewski, L. & Ritzman L. (2005) Operations Management – Process and Value Chains (Seventh Edition), New Jersey: Pearson Education, Inc. ISBN-13: 978-0131273108
Liker, J. (2004) The Toyota Way, New York: McGraw-Hill, Inc. ISBN-13: 978-0071392310
Liker, J. & Meier, D. (2006) The Toyota Way Fieldbook, New York: McGraw-Hill, Inc. ISBN-13: 978-0071448932
Miles & Huberman (1994) Qualitative Data Analysis, London: Sage Publications Inc. ISBN-13: 978-0803955400
Montgomery, D. (2005) Introduction to Statistical Quality Control, Danvers: John Wiley & Sons, Inc. ISBN-13: 978-0471661221
Nonaka, I. & Takeuchi, H. (1995) The Knowledge –Creating Company, New York: Oxford University Press, Inc. ISBN-13: 978-0195092691
Oakland, J. (1993) Total Quality Management (Second edition), Oxford: Butterworth-Heinemann Ltd. ISBN-13: 978-0750609937
Patton, Michael Quinn (2001), Qualitative Evaluation and Research Methods (Third edition), Newbury Park: Sage Publications ISBN-13: 9780761919711
Ranhagen, U. (1995) Att arbeta i projekt – om planering och projektledning inför större förändringar, Göteborg: Novrum Grafiska AB. ISBN: 91-7522-403-8
Schey, J. A. (1987) Introduction to Manufacturing Processes (Second edition), New York: McGraw-Hill, Inc. ISBN-13: 978-0070552797
Womack, J., Jones, D. & Roos, D. (1990) The machines that changed the world, New York: Simon & Schuster Inc. ISBN-13: 978-0743299794
Zairi, M. (1996) Benchmarking for Best Practice, Oxford: Butterworth-Heinemann. ISBN 0750624140
ELECTRONIC SOURCES
Book24x7 (2007), www.book24x7.com (Available 2007-09-15)
E24 (2007), www.e24.se/dynamiskt/verkstadsindustri/did_17045750.asp (available 2007-09-15)
Nationalencyklopedin (2007), www.ne.se (Available 2007-10-06)
Rolls-Royce (2004), www.rolls-royce.com (Available 2007-10-02)
Society for Effective Lessons Learned Sharing (SELLS), Lessons Learned Writing Tips (2007) www.hss.energy.gov/CSA/Analysis/ll/sells/faqs/writtips07-revised.pdf (Available 2007-07-10)
VIVACE (2007), www.vivaceproject.com/content/forum1/8-1.pdf (Available 2007-07-10)

A Standardised Approach to Technical Manufacturing Information
Appendices
Appendices
1. Toyota Writing Tips for A3 Reports
2. SELLS Writing Tips for Lesson Learned Document.
3. Process Failure Modes and Effects Analysis (PFMEA)
4. Control Plan
5. Method of Manufacture and Intent Report
6. Shop Floor Layout
7. Technical Instruction
8. Dimensional Characteristic Matrix
9. Method of Manufacture Geometry
10. Component Feature Buy Off Sheet
11. Communication Sheet

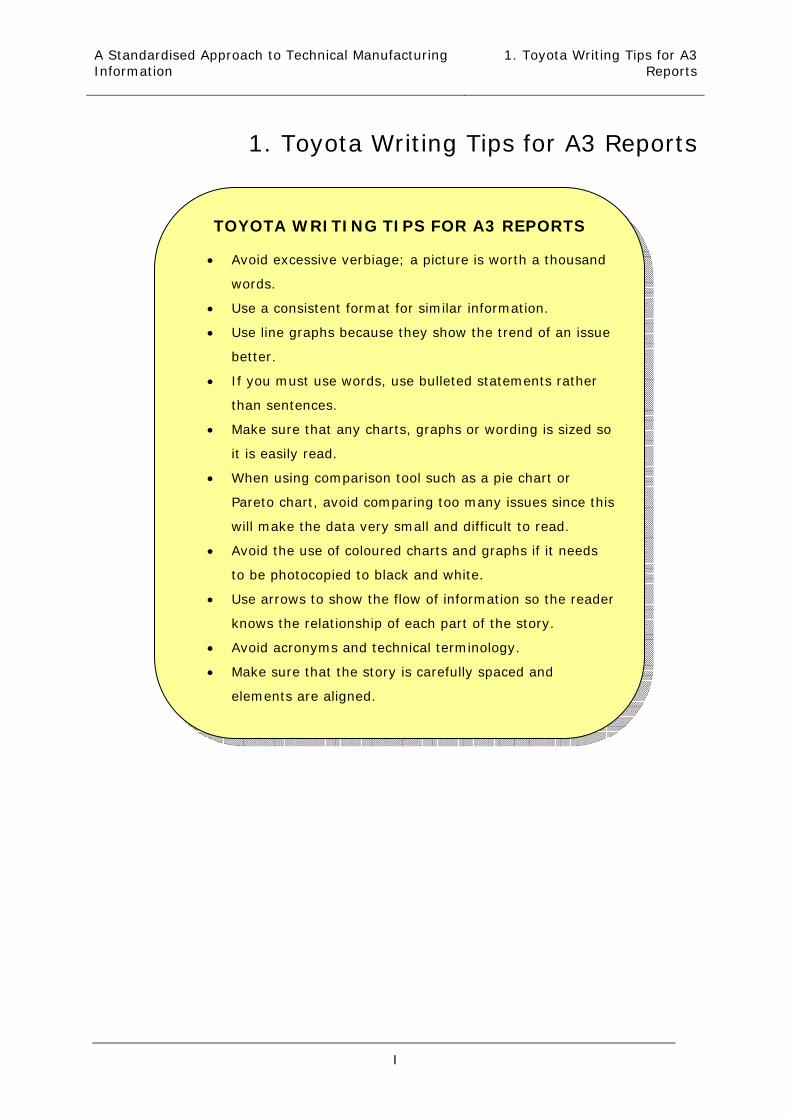
A Standardised Approach to Technical Manufacturing Information
1. Toyota Writing Tips for A3 Reports
I
1. Toyota Writing Tips for A3 Reports
TOYOTA WRITING TIPS FOR A3 REPORTS
• Avoid excessive verbiage; a picture is worth a thousand
words.
• Use a consistent format for similar information.
• Use line graphs because they show the trend of an issue
better.
• If you must use words, use bulleted statements rather
than sentences.
• Make sure that any charts, graphs or wording is sized so
it is easily read.
• When using comparison tool such as a pie chart or
Pareto chart, avoid comparing too many issues since this
will make the data very small and difficult to read.
• Avoid the use of coloured charts and graphs if it needs
to be photocopied to black and white.
• Use arrows to show the flow of information so the reader
knows the relationship of each part of the story.
• Avoid acronyms and technical terminology.
• Make sure that the story is carefully spaced and
elements are aligned.


A Standardised Approach to Technical Manufacturing Information
2. SELLS Writing Tips for Lesson Learned Document.
I
2. SELLS Writing Tips for Lesson Learned
Document.
• Avoid the use of local nicknames, individuals’ names, and site-specific acronyms unless they are critical to understanding the event
• Minimize the use of acronyms and spell them out on their first appearance, if used
• Write in conversational language using active verbs. Readers learn best from external experiences that are conveyed as stories
• If the information is preliminary, tell the reader and provide additional updates and information when available
• Check reporting systems for similar events that might indicate a trend
• Verify the sensitivity of the information. Obtain classification reviews if applicable
• Include citations to regulations or consensus standards that relate to the lessons learned
• Ensure that all individuals listed as points of contact have confirmed their contact information and given permission for their name to be listed in the document
• Validate the factual accuracy of the information and ensure that all necessary reviews are completed
• If you are distributing the information through a Lessons Learned List Server, ensure that all required information is included


A Standardised Approach to Technical Manufacturing Information
3. Process Failure Modes and Effects Analysis (PFMEA)
I
3. Process Failure Modes and Effects Analysis
(PFMEA)


A Standardised Approach to Technical Manufacturing Information
4. Control Plan
I
4. Control Plan

A Standardised Approach to Technical Manufacturing Information
4. Control Plan
II

A Standardised Approach to Technical Manufacturing Information
5. Method of Manufacture and Intent Report
I
5. Method of Manufacture and Intent Report

A Standardised Approach to Technical Manufacturing Information
5. Method of Manufacture and Intent Report
II

A Standardised Approach to Technical Manufacturing Information
5. Method of Manufacture and Intent Report
III
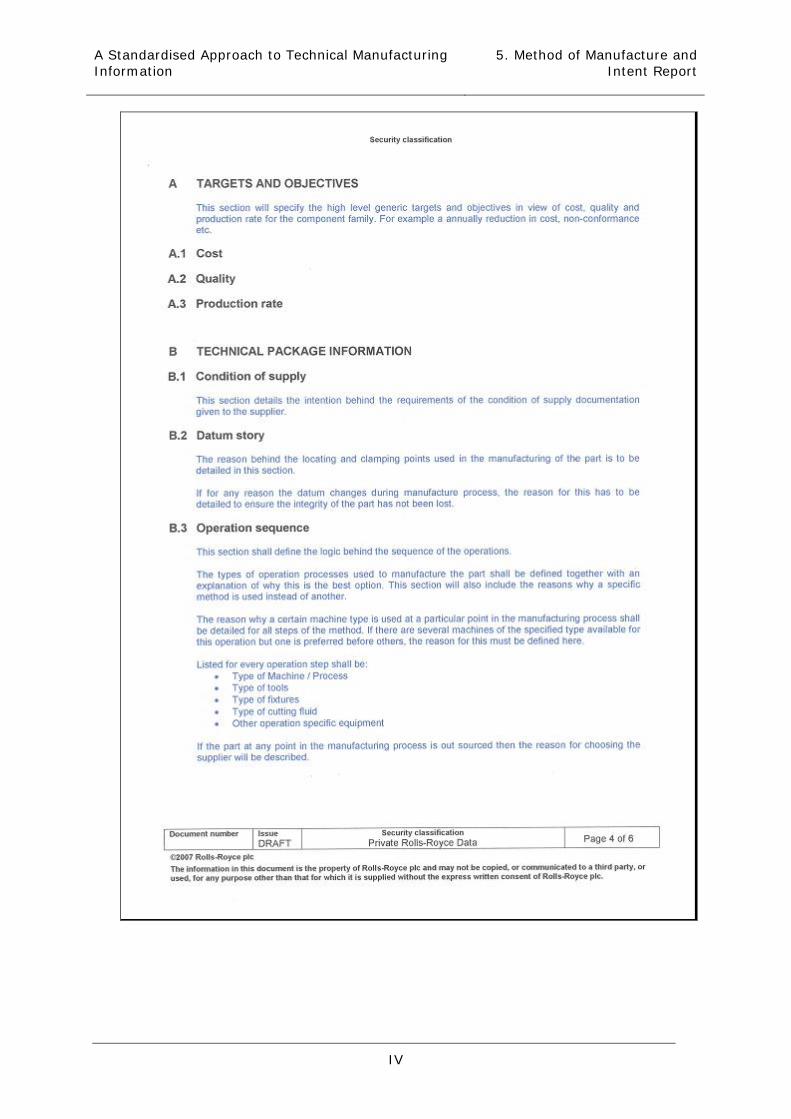
A Standardised Approach to Technical Manufacturing Information
5. Method of Manufacture and Intent Report
IV

A Standardised Approach to Technical Manufacturing Information
5. Method of Manufacture and Intent Report
V

A Standardised Approach to Technical Manufacturing Information
5. Method of Manufacture and Intent Report
VI

A Standardised Approach to Technical Manufacturing Information
6. Shop Floor Layout
I
6. Shop Floor Layout

A Standardised Approach to Technical Manufacturing Information
7. Technical Instruction
I
7. Technical Instruction

A Standardised Approach to Technical Manufacturing Information
7. Technical Instruction
II

A Standardised Approach to Technical Manufacturing Information
7. Technical Instruction
III

A Standardised Approach to Technical Manufacturing Information
7. Technical Instruction
IV

A Standardised Approach to Technical Manufacturing Information
8. Dimensional Characteristic Matrix
I
8. Dimensional Characteristic Matrix


A Standardised Approach to Technical Manufacturing Information
9. Method of Manufacture Geometry
I
9. Method of Manufacture Geometry
Because of appendix’s classification it can not be published.

A Standardised Approach to Technical Manufacturing Information
10. Component Feature Buy Off Sheet
I
10. Component Feature Buy Off Sheet

1

A Standardised Approach to Technical Manufacturing Information
11. Communication Sheet
I
11. Communication Sheet





























