Embed Size (px)
Citation preview

International Journal of Pharmaceutics 224 (2001) 141–149
A simple method for evaluating the mixing efficiency of anew type of pan coater
Susanne Tobiska, Peter Kleinebudde *Institute of Pharmaceutics and Biopharmaceutics, Martin-Luther-Uni�ersity Halle-Wittenberg, Wolfgang-Langenbeck-Str. 4,
D-06120 Halle, Germany
Received 1 December 2000; received in revised form 14 May 2001; accepted 23 May 2001
Abstract
The objective of this study was to investigate some important process parameters on the mixing behavior of a newcoater type. The coater used in this study, the Bohle BLC pan coater, differs from other coaters in its high length todiameter ratio. The pan coater can be divided into two zones: drying and spraying zone. The temperature differencebetween two points in the pan (one in each zone) was used to explore the influence of some process parameters, i.e.the pan speed and the inclination of the rotation axis on the mixing behavior. In addition, the effect of the spray rateon the temperature difference was studied. The results of the current study demonstrated the possibility tocharacterize the mixing behavior in a pan coater by a simple temperature measurement. The temperature differencemethod resulted in a model, which was comparable to the model from a conventional mixture experiment. It wasshown that the pan speed and the spray rate influenced the temperature difference and, consequently, the mixingefficiency. However, the inclination of the rotation axis did not show an important effect. © 2001 Elsevier ScienceB.V. All rights reserved.
Keywords: Pan coater; Mixing efficiency; Temperature; Pan speed; Spray rate; Inclination of the rotation axis
www.elsevier.com/locate/ijpharm
1. Introduction
Pharmaceutical coating, e.g. enteric or sus-tained release coating, is often used to producetablets with desired properties. So, it is very im-portant to maintain the consistency of the coatingprocess in order to avoid any dissatisfactory devi-
ation in the properties or the produced tablets. Asmixing during the coating process greatly influ-ences the batch homogeneity, it is important toexplore the effect of the various factors involvedin the mixing process in the pan coater.
The mixing is a crucial pharmaceutical opera-tion, which is considered as a quality controlparameter, and can greatly influence the homo-geneity of the resulted coating film and, conse-quently, this affects the properties of the producedtablets. Low enteric coating will result in tabletswith insufficient protection for the acid-labile
* Corresponding author. Tel.: +49-345-552-5167; fax: +49-345-552-7029.
E-mail address: [email protected] (P.Kleinebudde).
0378-5173/01/$ - see front matter © 2001 Elsevier Science B.V. All rights reserved.
PII: S0378 -5173 (01 )00742 -6

S. Tobiska, P. Kleinebudde / International Journal of Pharmaceutics 224 (2001) 141–149142
drug against the gastric fluids, whereas tabletswith excess coating will not dissolve within therequired time. Therefore, many authors have in-vestigated the effect of different factors, such asthe pan speed, the tablet shape and the arrange-ment of the baffles, on the inter-unit uniformity.
Ridgway and Segovia (1968) described themechanism of particle motion in a rotary coatingpan with the coefficient of self-diffusion. For thispurpose they used three different methods: linearsampling, total compartmenting of the bed andhigh-speed cinephotography. Shinbrot et al.(1999) used another type of total compartmentingto investigate the mixing of granular solids incylindrical vessels. They used small glass beadswith different colors which were mixed for acertain time. After the vessel was stopped, themixture was frozen by infiltrating it withmethacrylat copolymer. Then the solidified, pre-conserved mixture was sliced to reveal the internalmixing patterns. This technique allows a directand continuous observation of the mixture struc-ture. They applied these experiments to a mathe-matical model in order to describe thespontaneous chaotic granular mixing.
Bauer (1977) investigated the mixing effect inrotary vessels by observing the movements of therotating material in transparent rotary model-ap-paratus from different angles. The motion of theparticles was recorded photographically and cine-matographically. It has been shown that the shapeof the vessel, the inclination of the rotation axisand the filling degree of the vessel are importantfactors during the mixing process.
Leaver et al. (1985) used a particle tracingtechnique to study the effect of the pan speed, thebaffles and the pan loading on the movement inan Accela-Cota by measuring the duration oflight emission from a single luminous tablet. Theyshowed that the surface time (the time that thetablet spends on the surface) is directly related tothe pan speed and the tablet bed weight. In con-trast, the circulation time distribution is only af-fected by the pan design, i.e. the presence orabsence of baffles (the mixing elements).
Many authors used the determination of theweight gain as an indicator for the mixing effect.Fourman et al. (1995) used numbered tablets to
measure the individual weight gain from eachtablet. They also used these marked tablets toexamine the end position of each tablet in the panrelated to its starting position using an AccelaCota. Chang and Leonzio (1995) examined theinfluence of the duration of the coating cycle byapplying more film coating resulting in a highercoating level or by diluting the coating suspensionbut keeping the coating level constant. Prolongingthe film coating process resulted in a lower coat-ing variability among the used glass beads. Adisadvantage of this method was the use of spher-ical glass beads, since the tablet shape also has aninfluence on the coating uniformity as reported byWilson and Crossman (1997). They showed bymeasuring the film coating thickness at differentpoints on the tablet that the intra-tablet coatinguniformity decreased in the rank order fromround, oval, capsule to large oval tablets. In mostcases the coating uniformity improved with in-creasing pan speed.
Signorino (1994) studied the influence of thenumber and the arrangement of mixing devices(the baffles) by determining the weight gain aftercoating the tablets and the color content in thecoating film.
Other methods were suggested to test the prop-erties of the coating film, such as the determina-tion of titanium (Harrison et al., 1991) or thedetermination of FD&C Blue Dye (Skultety et al.,1988). Skultety et al. established the pan speed,the amount of coating liquid applied and thespray pattern as processing parameters influencingthe homogeneity of the film.
2. The Bohle Lab Coater (BLC)
In the current study a new type of a pan coater(Fig. 1), the Bohle Lab-Coater, was used (L.B.Bohle, Ennigerloh, Germany). The pan of thiscoater has a high length (total length: 455 mm,length of the cylindrical part of the pan, 356 mm)compared with the diameter (316 mm), thus, thelength to diameter ratio exceeds 1. The pan can bedivided in two equally sized zones (based on thespecific airflow): the drying zone which is the backpart of the pan with the inlet air supply and the

S. Tobiska, P. Kleinebudde / International Journal of Pharmaceutics 224 (2001) 141–149 143
spray zone which contains the spray nozzle andthe outlet of the exhaust air. The pan coater hastwo spiral baffles working in opposite directionsand this helps in mixing and transporting thetablets. These baffles help to transport the tablets,which are on the bottom of the tablet bed, fromthe spray zone to the drying zone. The baffleshelp also to transport the tablets, which are onthe surface of the tablet bed, from the back partof the pan to the front. It is also possible toincline the rotation axis of the pan. This supportsthe transport of the tablets from the drying zoneto the spray zone. Hence, the baffles, the panspeed and the inclination of the rotation axis mayaffect the mixing process and this, consequently,can influence the properties of the end product.The spirals used as baffles are mounted on thepan and were therefore not considered as aninfluence variable.
Due to the special airflow in the pan a newmethod was developed to evaluate the mixingefficiency in this coater. For the purpose, thetemperature difference between two points in thepan (one in the drying zone and one in the sprayzone) was used to examine the influence of thepan speed and the inclination of the axis of rota-tion on the mixing process. Predictably, a good
mixing process will result in a low temperaturedifference. In addition, the influence of the sprayrate on this temperature difference was studied.The temperature difference method was comparedwith simple mixing experiments in the pan usingtwo different colored tablets of the same size andweight.
3. Materials and methods
3.1. Tablets
Round, biconvex placebo-tablets with a diame-ter of 11 mm were first coated with an entericcoating suspension containing Eudragit L30D(Rohm Darmstadt, Germany). Subsequently, a 5kg batch of the coated tablets with a mean weightof 460 mg was subjected for a further study.
3.2. Experimental construction
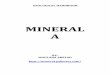
Two temperature sensors (PTB 100) were cali-brated in the range from 0 to 90 °C and theninstalled in the pan (Fig. 2) in order to measurethe temperature of the tablet bed in the dryingzone (TD) and in the spray zone (TS). The distance
Fig. 1. Principal construction of a Bohle pan coater.
S. Tobiska, P. Kleinebudde / International Journal of Pharmaceutics 224 (2001) 141–149144
Fig. 2. Experimental set-up (� � � � inclined pan).
Table 1Variables of the 33-design
Variable Level
+10−1
500A, inclination of the axis of rotation 25(%)
3520B, pan speed (rpm) 5215 13C, spray rate (g/min)
spraying phase. For further evaluation thedifference TD−TS was calculated.
3.3. Experimental design
A 33 factorial design was used to investigate theinfluence of the three variables (A, inclination ofthe rotation axis; B, pan speed; and C, spray rate)on the temperature difference and to find a func-tional correlation, which can describe the relationbetween the different variables investigated:
T(D)−T(S)
=x0+xAA+xAAA2+xBB+xBBB2+xCC
+xCCC2+xABAB+xACAC+xBCBC
The experimental error for the statistical evalu-ation was estimated using the pure error and thehigher interaction terms, which were supposed tobe negligible. The variables were investigated onthe levels listed in Table 1. The experiment wascarried out in duplicate on the zero level.
3.4. Reference method
Simple mixing experiments were used as refer-ence method. Therefore, 2.5 kg white tablets werefilled in the back and 2.5 kg red tablets were filledin the front part of the pan. The tablets had thesame size and weight as the tablets used for thetemperature difference method. After mixing thetablets according to the experimental plan for onemin samples of 100 tablets were taken at fivedifferent positions in the pan. The number of thewhite tablets was counted in each sample and theS.D. of the five values was calculated. A 32 facto-rial design (Table 3) was used to investigate theinfluence of the variables (inclination of the rota-
between the front of the pan and the sensor TS
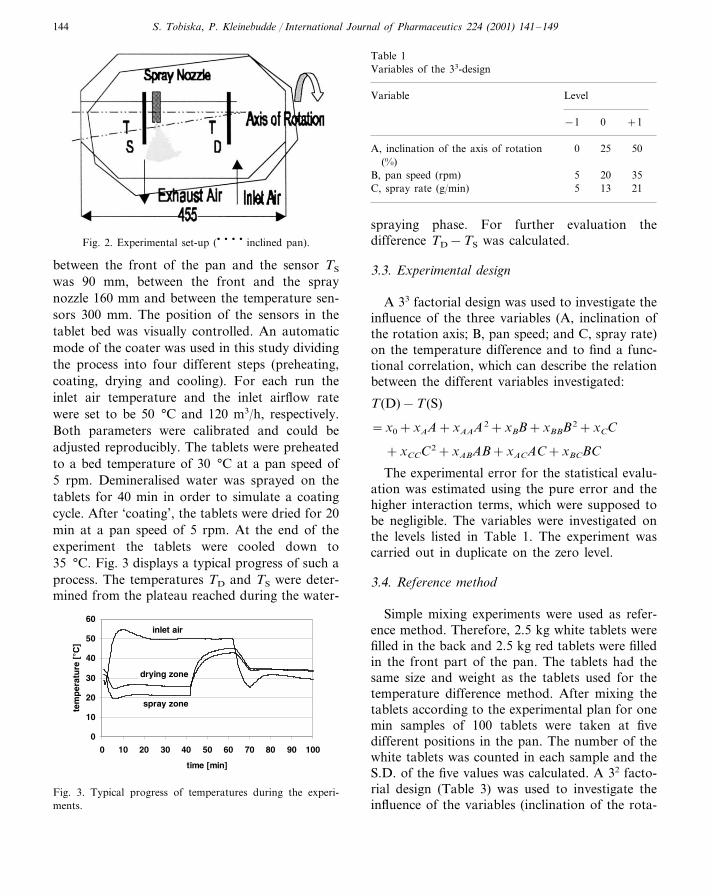
was 90 mm, between the front and the spraynozzle 160 mm and between the temperature sen-sors 300 mm. The position of the sensors in thetablet bed was visually controlled. An automaticmode of the coater was used in this study dividingthe process into four different steps (preheating,coating, drying and cooling). For each run theinlet air temperature and the inlet airflow ratewere set to be 50 °C and 120 m3/h, respectively.Both parameters were calibrated and could beadjusted reproducibly. The tablets were preheatedto a bed temperature of 30 °C at a pan speed of5 rpm. Demineralised water was sprayed on thetablets for 40 min in order to simulate a coatingcycle. After ‘coating’, the tablets were dried for 20min at a pan speed of 5 rpm. At the end of theexperiment the tablets were cooled down to35 °C. Fig. 3 displays a typical progress of such aprocess. The temperatures TD and TS were deter-mined from the plateau reached during the water-
Fig. 3. Typical progress of temperatures during the experi-ments.

S.
Tobiska,
P.
Kleinebudde
/International
Journalof
Pharm
aceutics224
(2001)141
–149
145
Table 2Measured temperatures and calculated temperature difference for each run
TS, temperature of the spray zone TD−TS (K)Run Coded variables TD, temperature of the dryingzone (°C) (°C)
A, inclination of the axis of C, spray rateB, pan speedrotation
32.5 27.8 4.71 0 0 01.8−1 40.32 1 42.1−1
40.51 1.40 −1 41.9340.9 38.3 2.6−14 0 −133.8 30.4 3.45 1 0 0
4.06 29.733.7−1 0019.71 10.20 1 29.9721.10 4.51 1 25.68
4.643.8 39.2−19 −1037.9 26.9 11.0−110 −1 0
2.811 31.334.10 0121.6−1 5.01 1 26.612
44.7 39.5 5.2−113 −1 −114.241.4 27.214 00 −1
40.30 2.01 −1 42.31531.51 3.51 0 35.016
19.138.4 19.3117 −1020.10 11.30 1 31.418
16.81 26.519 −1 43.3017.91 22.7−1 1 40.620
42.9 39.0 3.9021 0 −139.5 18.9 20.622 −1−1 1
3.10 32.235.3123 −130.30 7.60 0 37.924
28.0 20.8 7.2125 1 126 2.41 1 −1 42.9 40.5
10.827 20.3−1 10 31.128 7.21 −1 −1 45.5 38.3

S. Tobiska, P. Kleinebudde / International Journal of Pharmaceutics 224 (2001) 141–149146
Table 3Variables of the 32-design
LevelVariable
0 +1−1
25A, Inclination of the axis of rotation (%) 500205 35B, Pan speed (rpm)
A pareto-diagram was used to visualize thesignificant variables, which have influenced thetemperature difference (Fig. 4). As shown in Fig.4, the pan speed (linear and quadratic), the sprayrate (linear) and the linear interaction of bothaffected significantly the temperature difference(P�0.05). In contrast, no influence of the inclina-tion of the rotation axis was noticed.
Another aim of the study was to postulate afunctional correlation between the investigatedvariables and the temperature difference. Thiscorrelation can be described using the followingequation (coded variables), which was alsoderived from the program Statistica®:T(D)−T(S)
=5.585+0.594A+0.037A2−4.950B+2.504B2
+4.461C+0.637C2−0.558AB+0.192AC
−2.908BC (1)where A is the inclination of the rotation axis, B isthe pan speed and C is the spray rate. The equa-tion can be used to predict or interpolate thetemperature difference for new settings of thethree influence variables in the investigated factorspace.
Fig. 5 shows a surface plot for the temperaturedifference in dependence of the spray rate and thepan speed. The level for the inclination of the axiswas set to zero. Increasing the pan speed leads toa decrease in the temperature difference, which
tion axis and pan speed) on the S.D. Bothparameters estimating the mixing efficiency (dif-ference of the temperatures and the S.D.) werecompared using pareto-diagrams and surfaceplots. The evaluation for the temperature differ-ence was performed for the runs with the sprayrate on zero-level.
4. Results
By the virtue of the preliminary examinations,the variable levels in the experimental plan wereset covering a wide range of the possible experi-mental space. For each run, the temperatures inthe drying and the spraying zone and the temper-ature difference are shown in Table 2. The resultswere evaluated with the program Statistica®
(StatSoft®).
Fig. 4. Pareto-diagram for the temperature difference.

S. Tobiska, P. Kleinebudde / International Journal of Pharmaceutics 224 (2001) 141–149 147
Fig. 5. Surface plot of the temperature difference (inclinationof the axis of rotation on level 0).
Table 4S.D. of the simple mixing experiments
Coded variablesRun S.D.
A, inclination of the axis B, pan speedof rotation
1.671 −1 +141.452 +1 −1
+13 +1 4.58−1 37.40−14
05 13.8601.30+106
12.727 +1 08.908 −1 0
−19 0 38.000 10.55010
The pareto-diagram of the reference method(Fig. 6, Table 4) and the pareto-diagram of thedifference of temperature on the zero level of thespray rate (Fig. 7) were used to compare the newmethod with an conventional method. As shownin these diagrams only the pan speed (linear andquadratic) affected significantly both parameters(difference of temperatures and S.D.) (P�0.05).Even the surface plots (Fig. 8 and Fig. 9) are verysimilar. An increase of the pan speed leads bothto a decrease in the difference of the temperaturesand the S.D.
indicates a higher mixing efficiency, whereas in-creasing the spray rate results in an increase in thetemperature difference. However, at high panspeeds the spray rate has a negligible effect on thetemperature difference. In contrast, at low sprayrates altering the pan speed does not change thetemperature difference. However, an increase ofthe spray rate at a low pan speed or a decrease ofthe pan speed using high spray rates leads to aremarkable increase of the temperature difference.
Fig. 6. Pareto-diagram for the S.D.

S. Tobiska, P. Kleinebudde / International Journal of Pharmaceutics 224 (2001) 141–149148
Fig. 7. Pareto-diagram for the temperature difference (spray rate on level 0).
5. Discussion
An instantaneously mixing should result in anegligible temperature difference. Thus, the bestmixing behavior will be achieved at the edged area(Fig. 5). However, high pan speeds can produceattrition, which is undesired.
In this study, an influence of the inclination ofthe rotation axis on the temperature differencecould not be observed. Using another shape orsize of tablets, e.g. oval tablets, may, however,have an effect on the movement of the tablets sothat the inclination of the rotation axis mightaffect the mixing efficiency.
A possible explanation for the increase in thetemperature difference at high spray rate might beattributed to the higher energy for the evapora-tion of the water (at the high spray rate). Sincethere is no change in the inlet air temperature orthe air flow, the tablets in the spray zone aremuch more wet and, consequently, they will becooler compared with the tablets at low sprayrates (Table 2, run 17). Using a higher pan speedcan compensate this effect. In this case (highspray rate and high pan speed) the temperaturemeasured at both sensors is lower than in othercases because wet tablets were transported fasterfrom the spraying zone to the drying zone, and,consequently, the difference is low too (Table 2,
run 8 in comparison with run 17). Regardless ofthe spray rate, increasing the pan speed acceleratethe tablets exchange between both zones and thiswill result in a low temperature difference.
In contrast, at low pan speeds the tablets spendmore time in each zone, so that the tablets in thedrying zone become warmer and the tablets in thespray zone become cooler. Consequently, this re-sults in an obvious increase in the temperaturedifference, (see runs 14 and 11 in Table 2).
The lowest temperature difference was reachedat pan speeds from 10 up to 25 rpm, spray rates
Fig. 8. Surface plot of the S.D.

S. Tobiska, P. Kleinebudde / International Journal of Pharmaceutics 224 (2001) 141–149 149
Fig. 9. Surface plot of the temperature difference (spray rateon level 0).
coater by a simple measure of the temperaturedifference between two points in the pan coater. Itwas shown that the pan speed and the spray rateclearly influence the temperature difference. Aninfluence of the inclination of the rotation axiscould not be found for the tablet shapeinvestigated.
Acknowledgements
The authors would like to thank the companyL.B. Bohle for the possibility to work with theBohle Lab-Coater BLC5 and the drawing for Fig.1. Furthermore, we appreciate valuable discussionwith Dr J. Thies.
References
Bauer, K.H., 1977. U� ber grundlegende Gutbewegungs- undMischvorgange beim Umhullen von festen Arzneiformen,1.Teil: Gutbewegung in rotierenden Umhullungsappara-turen. Pharm. Ind. 39, 149–156.
Chang, R.-K., Leonzio, M., 1995. The effect of run time onthe inter-unit uniformity of aqueous film coating applied toglass beads in a Hi-Coater. Drug Dev. Ind. Pharm. 21 (16),1895–1899.
Fourman, G.L., Hines, C.W., Hritsko, R.S., 1995. Assessingthe uniformity of aqueous film coatings applied to com-pressed tablets. Pharm. Technol. 19, 70–76.
Harrison, J.J., Lafferty, I., Moore, W.D., Rawlins, D.A.,Rissen, N.R., Thwaites, P.M., 1991. Titanium determina-tion as a method of quantifying film-coat application on totablets. Drug Dev. Ind. Pharm. 17, 149–155.
Leaver, T.M., Shannon, H.D., Rowe, R.C., 1985. A photo-metric analysis of tablet movement in a side-vented perfo-rated drum (Accela-Cota). J. Pharm. Pharmacol. 37,17–21.
Ridgway, K., Segovia, E., 1968. The use of diffusion theoryfor the assessment of mixing in a rotary coating pan. J.Pharm. Pharmacol. (Supplement) 20, 194S–203S.
Shinbrot, T., Alexander, A., Muzzio, F.J., 1999. Spontaneouschaotic granular mixing. Lett. Nat. 397, 675–678.
Signorino, C.,1994. Total quality film coating and reduction invariation, Proceedings of the Pharm Tech. Conference 94,pp. 451–462.
Skultety, P.F., Rivera, D., Dunleavy, J., Lin, C.T., 1988.Quantitation of the amount and uniformity of aqueousfilm coating applied to tablets in a 24� Accela-Cota. DrugDev. Ind. Pharm. 14, 617–631.
Wilson, K.E., Crossman, E., 1997. The influence of tabletshape and pan speed on intra-tablet film coating unifor-mity. Drug Dev. Ind. Pharm. 23, 1239–1243.
below 13 g/min, the inlet air temperature 50 °C,and the air flow 120 m3/h. Pan speeds higher than25 rpm produced attrition. No experiments werecarried out to investigate whether the run time orthe tablet shape may influence the temperaturedifference. Additionally, the method was notadapted for a scale-up process.
The comparison of the temperature differencemethod with the reference method showed thatboth methods gave the same information aboutthe variables pan speed and inclination of therotation axis (Figs. 6 and 7). Therefore, it ispossible to replace the simple, but lengthy mixingexperiment through the new method. With thehelp of this method, it was possible to examinethe influence of the spray rate on the temperaturedifference. Because of this the method of thetemperature difference is an improvement of thesimple mixing experiments. It is now possible tomake predictions about the tablet bed tempera-tures during a coating run in dependence of thespray rate (Table 4).
6. Conclusions
This study has demonstrated the possibility tocharacterize the mixing behavior in a BLC pan