Embed Size (px)
Citation preview

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 1/21
REVIEW ARTICLE
A review on advances of torrefaction technologies
for biomass processing
Bimal Acharya & Idris Sule & Animesh Dutta
Received: 17 April 2012 /Revised: 1 July 2012 /Accepted: 30 July 2012 /Published online: 20 September 2012# Springer-Verlag 2012
Abstract Torrefaction is a thermochemical pretreatment
process at 200 – 300 °C in an inert condition which trans-
forms biomass into a relatively superior handling, milling,co-firing and clean renewable energy into solid biofuel. This
increases the energy density, water resistance and grindabil-
ity of biomass and makes it safe from biological degradation
which ultimately makes easy and economical on transpor-
tation and storing of the torrefied products. Torrefied bio-
mass is considered as improved version than the current
wood pellet products and an environmentally friendly future
alternative for coal. Torrefaction carries devolatilisation,
depolymerization and carbonization of lignocellulose com-
ponents and generates a brown to black solid biomass as a
productive output with water, organics, lipids, alkalis, SiO2,
CO2, CO and CH4. During this process, 70 % of the mass isretained as a solid product, and retains 90 % of the initial
energy content. The torrefied product is then shaped into
pellets or briquettes that pack much more energy density
than regular wood pellets. These properties minimize on the
difference in combustion characteristics between biomass
and coal that bring a huge possibility of direct firing of
biomass in an existing coal-fired plant. Researchers are
trying to find a solution to fire/co-fire torrefied biomass
instead of coal in an existing coal-fired based boiler with
minimum modifications and expenditures. Currently avail-
able torrefied technologies are basically designed and tested
for woody biomass so further research is required to addresson utilization of the agricultural biomass with technically
and economically viable. This review covers the torrefaction
technologies, its’ applications, current status and future rec-
ommendations for further study.
Keywords Torrefaction . Bioenergy . Coal-fired plant
NomenclatureBO2 Bio-dioxide (like carbon dioxide)
CV Calorific value
GHG Green house gas
LCA Life cycle analysis
SCD Screw conveyors dryers
TB Torrefied biomass
VOC Volatile organic compounds
1 Introduction
Carbon-offset programs to limit the amount of GHG emis-
sion have not only dominated the global warming discus-
sions but also the continuous rise in world populations has
increased the energy demand in a more unsustainable fash-
ion. As a result, this has spearheaded the increasing demand
for clean and sustainable sources of energy. For instance,
Europe established a cap-and-trade system in 2005 that
limits CO2 emissions from about 50% of industry to reach
its emission target as dictated by the Kyoto Protocol [1].
Furthermore, fossil fuels like petroleum, natural gas or coal,
which are the main sources of energy in most industrialized
nations, are major contributor to global warming through the
GHG emissions, and their sources are depleting. For in-
stance, coal-fired plants use most coal and produce most
of the fossil fuel air pollution, and for each ton of carbon
burned, 3.67 tons of CO2 is generated. The emission is not
only damaging to the environment but also to the human
health. The global use of carbon causes emission of approx-
imately 7 billiontons/year, and it is projected to reach 14 bil-
liontons/year by 2050 [1]. These global challenges have
triggered an increase in the adoption of alternative sources
of energy, including renewable sources.
B. Acharya : I. Sule : A. Dutta (*)
School of Engineering, University of Guelph,
Guelph, ON, Canada
e-mail: [email protected]
Biomass Conv. Bioref. (2012) 2:349 – 369
DOI 10.1007/s13399-012-0058-y

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 2/21
Consequently, as one of the game changer, bio-energy
has been discovered to be one of the key renewable energy
initiatives to substantially reduce GHG emissions and con-
tribute enormously to sustainable energy generation for
electricity and industrial applications. Renewable energy is
derived from natural resources that may be replenished
unlike fossil fuels. Biomass energy products are referred to
as bio-energy, which can be in the form of solid (bio-solids),liquid (bio-oil) or gas (bio-gas).
Despite the tremendous popularity gained by biomass
energy in the recent years, the fraction of its utilization in
producing energy remains insignificant in the overall source
of energy production in industrialized nations. This can be
due to several factors, including the limitation associated
with its properties [2]. The variations in biomass feedstock
cause several challenges during the conversion process,
including excess smoke during combustion and low com-
bustion efficiency. Torrefaction, a biomass pretreatment pro-
cess, has been found to improve biomass combustible
properties [2, 3]. Torrefaction is partially an endothermic pro ces s tha t req uires hea t the rma l dec omp osi tio n and
requires approximately 0.6 – 1 MJ/kg based on scale and ener-
gy balance of the overall process and product in terms of
higher heating value [4]. Since the main changes in biomass
due to torrefaction include the decomposition of hemicellu-
lose and partial depolymerization of lignin and cellulose,
torrefied biomass (TB) has higher content of carbon, lower
mass and higher calorific value (CV) than the raw biomass [4].
The temperature and residence time of torrefaction process
must be precisely controlled to ensure higher energy efficien-
cy of the biomass conversion process [5].
Hence, the main objectives of this paper is to provide
updates on the torrefaction research activities which mainly
include (a) issues with biomass and its components and
component analysis procedure; (b) torrefaction and its
chemistry, reaction, kinetics, process integration, torrefied
fuel characteristics, technology used and recent develop-
ment; (c) application of torrefaction technologies in pelleti-
zation, combustion/co-firing, gasification and emission and
(d) economics and further research potential for energy
application.
2 Biomass fuel
According to Yoshida et al. [6], the word “ biomass” origi-
nally meant the total mass of living matter within a given
unit of environmental area, but more recently, it has also
been described as plant material, vegetation or agricultural
waste used as an energy source. Tumuluru et al. [7] also
defined biomass materials as a composite of carbohydrate
polymers with a small amount of inorganic matter and low
molecular weight with extractable organic constituents.
Generally, biomass is a biological or organic material,
which can serve as source of renewable energy through
thermal or biochemical conversion processes. It can also
be classified as carbon-based material, which composed of
mixture of organic molecules including hydrogen, oxygen,
nitrogen and small quantities of atoms including alkali,
alkaline, earth and heavy metals. Because biomass are
organic materials which encompasses all living matter,their energy contents are obtained from the sunlight and
stored in form of chemical energy that is then converted
into heat energy through thermal or biochemical process-
es. A good illustration of biomass as one of the source of
renewable energy is wood, which is obtained from trees.
Trees absorb sunlight and CO2 from the atmosphere dur-
ing photosynthesis to make cellulose from sugars; conse-
quently, the cellulose, which contains stored chemical
energy, releases this energy as heat when combusted and
the CO2 liberated as off-gas is approximately equivalent to
the amount absorbed during photosynthesis process.
Hence, biomass can be greenhouse gas emission neutral[8]. Unlike fossil fuels, biomass is a renewable source of
energy that can be replenished and add zero net green-
house gas to the atmosphere.
2.1 Biomass challenges
Biomass materials have several limitations that limit their
utilization for energy generations. This can be due to many
factors, including their physical and chemical properties [2].
Some of these challenges include low heating value, high
moisture content, hygroscopicity, excess smoke during com-
bustion, low energy density, higher alkali contents and low
combustion efficiency [9].
These limitations greatly impact not only the combustion
performances but also the biomass-to-energy supply chain
logistics due to costly handling and transportation of bio-
mass. As a result, biomass materials must be treated to
overcome these challenges and make them suitable for
energy use.
2.2 Biomass components
The three main polymeric constituent of biomass are hemi-
cellulose, cellulose and lignin, and generally, they cover,
respectively, 20 – 40, 40 – 60 and 10 – 25 wt.% for a lignocel-
lulosic biomass [10, 11]. Figure 1 shows the polymer struc-
ture of a woody biomass.
2.2.1 Cellulose
Cellulose, a linear polymer that makes up about 45 % of the
dry weight of wood, is composed of D-glucose subunits linked
together to form long chains (elemental fibrils), which are
350 Biomass Conv. Bioref. (2012) 2:349 – 369

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 3/21
further linked together by hydrogen bonds and Van der Waals
forces. The cellular fibre formed by several micro-fibrils com-ing together can either be crystalline or amorphous [12].
Furthermore, cellulose is a high molecular weight polymer
that makes up the fibres in lignocellulosic materials, and its
degradation starts anywhere from 240 to 350 °C because of
high resistance of its crystalline structure to thermal depoly-
merization owns to its strength [7]. The waters held in the
amorphous regions of the cellulosic wall rupture the structure
when converted into steam as a result of thermal treatment [7].
2.2.2 Hemicelluloses
Hemicellulose is a complex carbohydrate polymer with a lower molecular weight than cellulose and makes up 25 –
30 % of total dry weight of wood. It consists of D-xylose, D-
mannose, D-galactose, D-glucose, L-arabinose, 4-O-methyl-
glucuronic, D-galacturonic and D-glucuronic acids [12]. The
principal component of hardwood hemicellulose is glucuro-
noxylan whereas glucomannan is predominant in softwood
[12]. In contrast to cellulose, hemicelluloses are easily hydro-
lysable polymers and do not form aggregates. It consists of
shorter polymer chains with 500 – 3,000 sugar units as com-
pared to the 7,000 – 15,000 glucose molecules per polymer seen
in cellulose [7]. Thermal degradation of hemicellulose occurs
between the temperature of 130 – 260 °C, with the majority of
weight loss occurring above 180 °C [13, 14]. Hemicellulose
produces less tars and char due to its low degradation temper-
ature range compared to that of the cellulose [7].
2.2.3 Lignin
Lignin along with cellulose is the most abundant polymer in
nature [12]. Lignin is an unstructured and highly branched
polymer that fil ls the spaces in the cell wall betw een
cellulose, hemicellulose and pectin components [7]. It is
covalently bonded to hemicellulose and thereby exhibits
mechanical strength on the cell wall. It is relatively hydro-
phobic and aromatic in nature and decomposes between 280
and 500 °C when subjected to a thermal treatment [ 13, 14].
Lignin is difficult to dehydrate and thus converts to more
char than cellulose or hemicelluloses [7].
3 Overview of torrefaction
Torrefaction is a method to improve biomass properties for
energy generation. In literature, it is defined as a thermal
treatment process through which biomass is heated between
temperature of 200 – 300 °C in an inert condition and at a
relatively low residence time. Historically, torrefaction princi-
ple became known in relation to wood pretreatment in the
1930s in France [25] when the production of torrefied wood
(TW) was researched for use in gasifier, not until the 1980s
when there is an interest in substituting charcoal for TW inmetallurgic processing plant that first torrefaction demonstra-
tion plant was built in France by a French company, Pechiney,
to produce TW of 12,000 tons/acre [3]. During torrefaction,
the biomass properties are changed to better fuel character-
istics for combustion and gasification applications. The torre-
fied products show relatively similar characteristics as coal
[3]. Torrefaction combined with densification provides an
energy dense fuel of 20 to 25 GJ/ton [3].
Torrefied materials exhibit following characteristics:
1. Hydrophobic behaviour: TB has hydrophobic character-
istics owning to the destruction of its O – H bond struc-
ture, hence making it incapable to retain or absorb
moisture. Although no standardized test exists yet for
validating hydrophobic properties of torrefied biomass,
Bergman et al. [5] demonstrated hydrophobic test by
immersing torrefied fuel in water for 2 h, drained and
measured weight changes.
2. Inhibiting biological decomposition: stopping biologi-
cal decomposition like rotten
3. Improved grindability: Torrefied biomass has improved
grindability. This leads to more efficient co-firing in
existing coal-fired power stations or entrained-flow gas-
ification for the production of chemicals and transpor-
tation fuels. TB is more brittle owing to its higher C/H
and C/O ratios, hence provides enhanced pulverize
characteristics and requires far less energy for grinding
compared to that of raw biomass [3, 13, 14].
4. Higher heating value: Torrefaction increases the cal-
orific value of biomass and as a result increases
their energy density [5, 15]. Densification increases
the bulk and volumetric density of biomass. Hence,
a combination of torrefaction and pelletization
Fig. 1 Polymer structure of a woody biomass (source: [16])
Biomass Conv. Bioref. (2012) 2:349 – 369 351

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 4/21
processes produce torrefied pellets, which pilot-scale
experiments have shown to have better handling
than biomass pellets due to its hydrophobicity
[17 – 19]. Torrefaction process causes dehydration
that initiates and propagates cracks in the lignocel-
lulosic structure (e.g. wood), as a result induces
porosity and density changes [20]. Increased poros-
ity, due to more particle voids, decreases particlesize but inevitably increases the particle density and bulk
density [21]. Generally, density varies in a different way
depending on wood species during temperature treatment
[20, 22], and the changes with respect to torrefaction
might not be very significant [23]. The particle density
of torrefied pine chips (TPC) and torrefied logging resi-
dues (TLR) did not change compared to that of untreated
biomass; while the bulk density of TPC particles de-
creased until the torrefaction temperature of 250 °C then
increased up to the torrefaction temperature of 300 °C, no
significant change occurs in TLR compared to the un-
treated sample [22, 24, 25].5. Particle sizes and distribution of torrefied biomass: Pul-
verized torrefied biomass exhibit more uniform and
smaller particle sizes compared to that of pulverized
raw biomass [22, 26].
3.1 What is torrefaction?
Although the definitions exhibit similarities in terms of
torrefaction processes, the operating temperature range dif-
fers from studies to studies depending on the biomass types
that were researched. [3, 16, 27, 28] defined the torrefaction
temperature range from 200 to 300 °C; Prins et al. [29] and
Pimchuai et al. [30] defined temperature between 230 and
300 °C; meanwhile, Arias et al. [13] defined temperature
range between 220 and 300 °C, and [31 – 33] defined tem-
perature range between 225 and 300 °C. Studies have shown
that biomass exhibit different behaviour to thermal treat-
ment owing to their types, origin and properties [2]; hence,
the initiation of biomass decomposition depends on the type
of biomass. In order to develop a more general definition of
torrefaction, an experimental study on a range of biomass
types will be required to determine the temperature at which
a biomass sample is torrefied. This may be exemplified by
hydrophobicity, i.e. the operating temperature and residence
time when the torrefied biomass seizes to absorb water.
Although the typical definition that mostly occur in pub-
lished journals is “the thermal pretreatment method carried
out between the operating temperature of 200 °C and 300 °C
under inert condition and relatively short reactor residence
time and slow heating rate less than 50 °C/min” [2]. It is
carried out under conditions of atmospheric pressure and in
the presence of a minimum amount of oxygen in order to
avoid spontaneous combustion. Recently, a number of
researchers including present authors have carried out torre-
faction research at different oxygen concentrations. P.
Rousset et al. [27] in their study showed that the different
oxygen concentrations did not significantly affect the com-
position of the solid by-product for low temperatures. An
oxygen concentration of 6 % apparently shows better char-
acterisations on grindability and hydrophobicity tests of
torrefied biomass [34]. Therefore, torrefaction of biomasscan be defined as a thermochemical pre-treatment process in
an oxygen reduced condition at a temperature range from 200
to 300 °C for a shorter residence time that maximizes the
solids content and enhances its hydrophobic characteristics.
The torrefaction process involves the decomposition of
biomass during which various types of volatiles are liberat-
ed, and the final product is a solid fuel generally called
torrefied biomass or torrefied fuel [2, 3, 5].
3.2 Torrefaction process
The pre-conversion of biomass using torrefaction involvesthree main steps: chopping, drying and torrefaction
(roasting) [31, 32] as shown in Fig. 2. During torrefaction
process, biomass is fed into a chopper to reduce them into
fine or more uniform particles. The chopped biomass then
goes through the drying section to remove the moisture and
then fed into the torrefaction reactor [33, 35]. The moisture
liberated during drying composed of both condensable and
non-condensable gases and volatiles as stated in Fig. 3 [29,
36]. The higher the temperature of torrefaction, the higher
the combustion heat of the waste volatiles gas liberated
during the process.
After a complete devolatilisation of the biomass, the final
solid product that remains is often referred to as torrefied
biomass or char [3, 37]. The improved combustible proper-
ties of biomass after torrefaction result in an attractive solid
fuel for combustion and gasification processes. Further-
more, the improved grindability of torrefied biomass makes
it advantageous for pelletization, which facilitates storage,
transportation and co-combustion of biomass with coal [3,
38]. During torrefaction process, biomass undergoes series
of decomposition reactions that cause the liberation of gas-
eous products including volatile organic compounds. In
particular, the C, H, O compositions of the biomass become
altered, and the H/C (or O/C) ratio decreases because it loses
its hydrogen and oxygen in more proportion compared to
carbon [3, 5]. The decomposition of biomass polymer struc-
ture during torrefaction causes the destruction of its hydrox-
yl (OH) group and making it incapable to form hydrogen
bond with water and hence loses its tendency to absorb
water [5, 17, 39]. As a result, torrefied biomass is non-
polar molecular structure, which is practically hydrophobic
[27]. During torrefaction process, biomass undergoes two-
stage processes: drying and torrefaction. During drying,
352 Biomass Conv. Bioref. (2012) 2:349 – 369

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 5/21
biomass loses majority of its moisture at temperature around
110 °C, and further increase of treatment temperature ini-
tiates the decomposition of its polymeric structure, predom-
inantly, hemicellulose. At torrefaction temperature between
250 and 300 °C [3, 5, 17, 27], high significance of decom-
position occurs in hemicellulose and relatively slight de-
composition in lignin and cellulose. Consequently,
majority of biomass weight loss is attributable to the de-composition of hemicellulose into volatile compound. Since
only slight devolatilisation occurs in lignin and cellulose,
torrefied biomass retains majority of its energy content [5].
According to Bergman et al., the typical process of torre-
faction retains around 70 % of its mass which contains
around 90 % of its initial; hence, around 30 % of the mass
containing only 10 % of energy content of the biomass is
converted into torrefaction gases (i.e. the volatile organic
compounds released as flue gas). This is illustrated in Fig. 4.
Prior to torrefaction process, chopping of biomass feed-
stock into uniform sizes may be required depending on the
feedstock type and properties. Particle size has significant effect in torrefaction reactions according to Ciolkosz and
Wallace [40], especially when large biomass feedstock is
being processed. Although no definite sizes are recommen-
ded for biomass in torrefaction process by most studies, the
sizes can be based on processing equipment and biomass
properties. In the torrefaction experiments conducted by
Prins et al. [41] on deciduous wood (beech and willow),
coniferous wood (larch) and straw, the particle sizes used
were in the range of 0.7 to 2.0 mm in all cases, except for
straw where it was less than 5 mm. Furthermore, according
to Ciolkosz and Wallace [40], most studies to date only
examined torrefaction of ground material (or pellets) and
have not studied the complicating factors that the torrefac-
tion of larger material may introduce. Most studies agree
that temperature parameter has more significant effect in
enhancing the combustible properties of biomass than resi-
dence time [2, 5, 16]. According to Bergman and Kiel [3],
the torrefaction products are classified based on their state at
room temperature. The products in the solid phase are dark
brown-coloured carbon-rich char with traces of ash; those in
gas phase are referred to as non-condensable or permanent
gases.
3.3 Torrefaction kinetics
Prins et al. [41] explored the weight loss kinetic of torrefiedwood and concluded that the kinetics of torrefaction occurs
in two steps reactions: hemicellulose decomposition and
cellulose decomposition. And since hemicellulose decom-
position occurs faster than the cellulose decomposition, it
contributes significantly towards the overall mass yield of
torrefied wood. Due to these different fractions, biomass can
decompose in different way under various conditions. Bio-
mass undergoes four stages during torrefaction process:
moisture evaporation, hemicellulose decomposition, lignin
decomposition and cellulose decomposition [42].
3.4 Torrefaction mechanism
During torrefaction process, the thermal decomposition of
biomass causes numerous reactions to occur through their
polymer/cell structure. The decomposition process was well
documented in Bridgeman et al. [2] as seen in Fig. 5. At low
torrefaction temperatures, decomposition occurs in the
hemicellulose structure by means of a limited devolatilisa-
tion and carbonization; meanwhile, in the lignin and cellu-
lose structure, a minor decomposition occurred. Figure 5
shows that hemicellulose undergoes extensive thermal
decomposition between 200 and 300 °C while only limited
devolatilisation and carbonization occurred in the lignin and
cellulose structure.
It can also be noted that the transition from one decom-
position regime occurs at narrow temperature range for
hemicellulose while the transitions for lignin and cellulose
occur over at wide temperature range. Hence, it can be
concluded that hemicellulose is the most reactive polymer
Fig. 2 Basic principle concept
for directly heated, two stage
torrefaction with gas recycling
[5, 9]
Biomass Conv. Bioref. (2012) 2:349 – 369 353

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 6/21
constituent of biomass, and it is attributed to the significant mass loss in biomass during torrefaction [3, 16, 27].
Temperature has a significant effect in the degree of
decomposition of biomass. In the process of heating ligno-
cellulosic materials, the decomposition of the polymer struc-
ture of the material undergoes stages of decomposition
regimes as seen in Fig. 6 due to increasing temperature.
At temperature between 200 and 280 °C, only hemicellu-
lose has undergone depolymerization with limited devolatili-
sation reactions while in lignin and cellulose, these reactions
are still occurring. After majority of the moisture has been
removed at temperature between 100 and 120 °C, the signif-
icant weight loss of biomass is attributable to depolymeriza-
tion and limited devolatilisation of the hemicellulose during
torrefaction process (between temperature of 200 and 300 °C).
Hence, since only slight depolymerization and devolatilisation
reaction occur in lignin and cellulose during torrefaction,
majority of the energy content remains in the torrefied
products. Furthermore, in a study on the torrefaction impact on lignocellulosic structure of biomass, Rousset et al. [27]
concluded that the slight weight loss that occurred in biomass
at temperature of 230 °C was attributed to slight decomposi-
tion of hemicellulose, and at temperature around 260 °C,
severe decomposition of hemicellulose and slight of lignin
contributed to massive biomass weight loss. These conclu-
sions were similar to those from [3, 16, 17, 27, 43]. Rousset et
al. [27] went further to categorize the temperature range for
thermal decomposition of hemicellulose as 150 to 350 °C,
cellulose as 275 to 350 °C and lignin as 250 to 500 °C. During
decomposition of lignocellulosic polymer structure, other im-
portant parameter is the residence time, which accounts for the
transition periods that exist from a decomposition regime to
another. For instance, the transition period from the depoly-
merization regime to devolatilisation regime is shorter for
hemicellulose due to its high reactivity and lower temperature
range [3, 16] than that of the lignin and cellulose. This
explains why during torrefaction process, increase in resi-
dence time decreases the mass yield of biomass [2, 3, 5]
because of more devolatilisation that occurs at specified oper-
ating temperature for a span of time. However, temperature
effect is more significant to weight loss of biomass compared
to that of the residence time [5].
3.5 Effect of temperature and residence time on product
characteristics
Torrefaction treatment improves the combustible (physical
and chemical) properties of biomass, and the characteristics
of torrefied products depend on the biomass properties and
the operating temperature and residence time used in the
treatment. The main characteristics of torrefied products are
as listed in Section 3. Generally, biomass density varies in a
Fig. 3 Products formed during
torrefaction process (source: [5])
Torrefaction(200-
300°C)
Torrefied Gasas Loss
30%M
+10%E
BiomassFeed Stock
input
100%M
+100%E
TorrefiedBiomass
70%M
+90%E
Fig. 4 Mass and energy and energy balance of a typical torrefaction
process ( M = mass and E = energy) [5]
354 Biomass Conv. Bioref. (2012) 2:349 – 369

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 7/21
different way depending on wood species and temperature
treatment [23, 44]. According to Bourgeois et al. [44], the
particle density of TPC and TLR did not change compared
to that of untreated biomass, while the bulk density of TPC
particles decreased until the torrefaction temperature of
250 °C but then rose after 250 °C to the torrefaction
temperature of 300 °C; however, no significant change
occurred in TLR compared to the untreated sample [24,
25, 44]. Table 1 below summarizes the comparison in fuel
properties and handling characteristics of raw wood, wood
pellets, torrefied wood pellets, coal and charcoal.
Bergman et al. [3, 5] further examined the CV of the
torrefaction gas experimentally, while mass and energy
balance thermal process efficiency, auto-thermal operationand combustibility of the torrefaction gas were investi-
gated by means of process simulations. In their studies,
the yield of reaction water varied between 5 and 15 %
weight, resulting in a concentration of 50 – 80 wt.% in the
torrefaction gas (excluding free water from the feed
stock). It is found that the major difference between
charcoal and torrefied wood is the volatile content. Vol-
atiles are lost during charcoal production, which also
means a possible loss of energy. On the other hand,
during torrefaction, most of the volatiles are retained. It
is also recommended that every form of carbonization be
avoided during torrefaction. From the data, torrefied pel-lets have product characteristics, like handling, milling
and transport requirements, similar to coal. Torrefied
pellets all ow for higher co-fir ing percent ages up to
40 % due to matching fuel properties with coal, and they
can use the existing equipment setup for coal.
The reaction water yield increased with residence time
and temperature, while its concentration decreased. Conse-
quently, the relative contribution of combustible products
increases with increased temperature and residence time as
Fig. 6 Stages in the heating of moist biomass as translation of energy requirement [3]
Fig. 5 Decomposition regimes of lignocellulosic material during ther-
mal treatment [17]
Biomass Conv. Bioref. (2012) 2:349 – 369 355

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 8/21
does the CV, which ranges from 5.3 to 16.2 MJ/Nm3.
Despite the high water content of the torrefaction gas, the
CV value is relatively high. It can be compared to produce
gas from air blown biomass gasification (4 – 7 MJ/Nm3) and
syngas from an indirectly heated gasification process (15 –
20 MJ/Nm3). Based on this comparison, the torrefaction gas
should be combustible and can play an important role in the
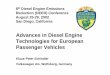
torrefaction process [3, 24, 44]. Typical experimental resultsfor torrefaction mass and energy yields and gas-phase com-
position for willow are given in Fig. 7.
The temperature and residence time have effect on the
properties of torrefied biomass. From the data analysis, it is
found that percentage of mass yield decreases with the
increase in the temperature. Similarly, with the increase in
the residence time, the percentage of mass yield decreases
slightly. Hence, the net effect of temperature rise has signif-
icant effect on the percentage of mass yield rather than the
residence time. It is observed that raw biomass has the
highest properties of moisture retaining capacity while the
torrefied biomass at the highest temperature has the least hygroscopic behaviours [45, 46]. From the literature [7], if
we compare the conversion of agricultural residues of rice
straw and rape stalk with woody biomass, the solid to liquid
conversion of the former is much higher than that of the
latter under the same temperature and residence time. This is
because of the higher volatile matter contents in the agricul-
tural residues and hemicellulose decomposition temperature
range. Bridgeman et al. also concluded similar findings
where mass yield in dry ash free was 55.1, 61.5 and
72.0 % for wheat straw, reed canary grass and willow,
respectively, at 290 °C for 30 min residence time. The
calorific value of TB increases with increase in treatment
temperature and residence time [5, 16], and this can be
explained by the fact that TB has lost its moisture content
and its oxygen – carbon or hydrogen – carbon ratio reduces
with increasing temperature
Torrefied biomass produces more uniform and smooth
particle sizes compared to untreated biomass because of
their brittleness, which is similar to that of coal, and this
behaviour is supported by their lower energy consumption
during grinding [20, 44]. In their experiment to examine the
particle size and particle size distribution of a torrefied pine
chips and logging residues, Phanphanich and Mani [22]
found out that the mean particle size of ground torrefied biomass decreased with increase in torrefaction temperature.
Consequently, torrefaction of biomass not only decreased
the specific energy required for grinding but also decreased
the average particle size of ground biomass. Furthermore,
they concluded that the particle size distribution curves of
torrefied biomass produces smaller particles than that of
untreated biomass, and their results were comparable to
the studies by Mani [21]. Cumulative percent passing curve
also showed the similar behaviour for torrefied biomass.
3.6 Technology
Torrefaction is based on thermal drying principle; there are
many established and patented potential methods for carry-
ing out torrefaction of biomass, which are majorly based on
different drying equipment. However, there exist several
challenges which have made it hitherto difficult to run a full
commercial scale torrefaction plant; one of these challenges
is the complex characteristics of biomass and ability to
control operating conditions that will improve the quality
of torrefied products at low costs. There are two principles
of heat contact during a drying process: directly heated
drying and indirectly heated drying. In the directly heated
driers, biomass is brought in contact with the heat carrier,
which can either be hot steam or hot air. However, in
indirectly heated dryer, biomass is not in direct contact with
heat carrier [3, 47, 48]. Many drying technology can be
modified to meet the specifications of a torrefaction reactor.
Table 1 Summary of torrefied pellets properties versus coal (source: [64])
Parameters Wood Wood pellet Torrefied pellets Coal
Moisture content (wt.%) 30 – 40 7 – 10 1 – 5 10 – 15
Calorific value (MJ/kg) 9 – 12 15 – 16 20 – 24 23 – 28
Volatiles (% db) 70 – 75 70 – 75 55 – 65 15 – 30
Fixed carbon (% db) 20 – 25 20 – 25 28 – 35 50 – 55
Bulk density (kg/m3) 200 – 250 550 – 750 750 – 850 800 – 850
Volumetric energy density (GJ/m3) 2.0 – 3.0 7.5 – 10.4 15.0 – 18.7 18.4 – 23.8
Dust explosibility Average Limited Limited Limited
Hydroscopic properties Hydrophilic Hydrophilic Hydrophobic Hydrophobic
Biological degradation Yes Yes No No
Milling requirements Special Special Classic Classic
Handling properties Special Easy Easy Easy
Transport cost High Average Low Low
356 Biomass Conv. Bioref. (2012) 2:349 – 369

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 9/21
These include rotary drum dryer, fluidized bed dryer, belt
dryer, conveyor dryer, screw (auger) dryer, microwave dryer
and multiple hearth furnace dryer (or turbo dryer):
(a) Rotary drum reactor consists of a rotating drum, which
rotates about a fixed point via a rotating shaft and can
either be configured in an inclined or vertical position.
Most widely used type is the directly heated single pass
in which hot gas (or steam) is contacted with biomass
in a rotating drum. The rotating drum causes the bio-
mass particles to tumble through hot gas to promote
heat and mass transfer [49]. In addition, hot steam can
be used as heat carrier in a rotary drum dryer. The
feedstock (biomass) normally flows co-currently with
the hot carrier through the reactor to facilitate drying.
Moreover, if contamination is not a concern in the
reactor, hot flue gas can be fed into reactor to supple-
ment for energy source for the operation.
(b) Fluidization is one of the most commonly used techni-
ques and found to have widespread applications for dry-
ing of solid particulates. The techniques require high-
velocity hot gas stream that creates a “fluid bed” with
special hydrodynamics and heat and mass transfer char-
acteristics [50]. Fluidized bed drying offers many advan-
tages, including fast drying and high thermal efficiency
with uniform and closely controllable bed temperature
[51]. It offers good mixing and ease of combining several
processes [51]. However, its fast drying advantage is not
ideal for torrefaction because torrefaction requires a slow
and controllable drying rate (i.e. slow pyrolysis). The
disadvantages, however, include high-pressure drop,
abrasion of the solids causing erosive surfaces, bed height
control to accommodate the height for fluidization and
the height allowed by the pressure drop, and restriction in
particle sizes and size distribution [50].
(c) A moving bed chemical reactor is characterized by the
movement of both solid and fluid phase during chemical
reaction and the operation may be countercurrent, co-
current or cross flow depending upon the relative direc-
tions of fluid and solid [52, 53]. The moving bed tech-
nique, especially on its application in agricultural dryers,has become popular owing to its lower investment, lower
energy consumption, less mechanical damage to the
seeds [54], high heat transfer rate, good hold time for
temperature, fast drying [3], low pressure drop [52] and
good plug flow. The design can be compact, highly
efficient and flexible to combine with other reactors
(e.g. fluidized bed) to optimize their applications.
(d) A screw conveyor consists of a helical flight fastened
around a pipe or solid shaft that is mounted within a
tubular or U-shaped trough; hence, when the screw
rotates, material heaps up in front of the advancing
flight and is pushed through the trough [55]. Varioustypes of screw configurations have been reported to
handle variety of materials and flow rate requirements
[55]. The screw conveyor dryer consists of a jacketed
conveyor in which material is simultaneously heated
and dried through heating medium such as hot steam or
a high-temperature heat transfer medium such as pot
oil and fused salt [55]. The heat carrier may be through
a hollow flight and shaft (indirect contact) to provide
greater heat transfer area with minimum space require-
ments [55]. Screw conveyors dryers have utilities in
many industrial applications, including agricultural,
food, chemical, pharmaceutical and pyrolytic process
of coal [55 – 57]. Some of the advantages are their
application for drying wide range of solid particles
ranging from fine powder to lumpy, sticky and fibrous
materials [44, 58]. Waje et al. [55] found their average
value of heat transfer rates to be between 42 and
105 Wm−2°C−1. Some of the disadvantages are high
cost of maintenance due to several moving parts, low
heat transfer rate [3] and not recommended for materi-
als that have tendency to cause fouling [55].
(e) Microwave heating is very attractive for various chem-
ical processes as it produces efficient internal heating
for chemical reactions, even under exothermic condi-
tions [48], and has become a widely accepted non-
conventional energy source for performing organic
synthesis [59]. In addition, microwave heating pro-
vides shorter residence time, prevents undesirable sec-
ondary reactions that lead to formation of impurities
and provides volumetric heating with good penetration
depth [48, 60]. Two most common frequencies allocat-
ed for material heating are 915 and 2,450 MHz for
industrial, scientific and medical applications [61].
Torrefaction
(32 minutesat 260°C)
Gas PhaseComponents
CO=0.1%CO2=3.3%
H2O=89.3%Acetic Acid=4.8%
Furfural=0.2%Methanol=1.2%
Formic Acid=0.1%
Remainder=1.0%
Feed: Willow
Size: 10-30mm
LHV=14.8MJ/
kg
MC =14.4%
(wb)
Fixed
Carbon=16.8%
Torrefied
Willow
Size: 10-30mm
LHV=18.5MJ/
kg
MC =1.9%
(wb)
Mass yield=75.3%
Energy Yield
Fig. 7 Experimental results of torrefaction of willow [6]
Biomass Conv. Bioref. (2012) 2:349 – 369 357

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 10/21
Several advantage of microwave drying comes from
volumetric heating rather than surface heating and
since the electromagnetic energy is dissipated directly
in the dried material, heat losses are considerably re-
duced [50]. However, some of the drawbacks of mi-
crowave heating technology are inability to process
fines and allow scale up of operation [26] and inability
to provide uniform heating.(f ) M u ltiple h e arth fu rn a ce (M HF ) is a v e rtica l
refractory-lined cylindrical steel shell reactor, which
contains circular hearths that rotate in horizontal
plane about a centre shaft installed with rabble arms
that moves in spiral path across each hearth [62].
The materials that enter the top hearth pass through
a drop hole to the hearth below. The retention time
of the materials in the multiple hearths can be from
0.5 to 3 h depending on the shaft speed and on the
number of hearths [62]. In some operations, com-
bustion of charged-elements supplies the heat, while
in other cases, it is furnished with combustion of auxiliary fuel by direct or indirect firing [63].
According to Dangtran et al. [62], a multiple hearth
furnace is divided into three zones: The upper zones
(or the drying zone) is where raw materials undergo
drying to remove moisture; the middle hearth zone
(or the combustion zone) is where the dried materi-
als are exposed to the combustible reactions at high
temperatures; hence, the residence time is usually
short; and the lower hearths (or the cooling zone)
where the products are cooled and its heat is trans-
ferred to the incoming combustion air/steam. Some
benefits of MHF are their capacity to: allow wide
range of processing conditions including mode of
heat transfer (co-current, counter-current or cross
flow), control temperature and residence time, pro-
vide high heat and mass transfer and ensure good
mixing [62, 63]. MHF drawbacks, however, are
their sensitivity to change in feed characteristics,
sealing issues and high cost of maintenance due
multiple moving parts.
Torrefaction is still an evolving technology, and many
technologies, which are based on the drying techniques
adopted for industrial processes such as in the agricul-
tural and mining industries, have been proposed by
many research institutes and technologies developers
across the Europe and North America. Although few
companies have claimed to develop torrefaction technol-
ogies that can be operated commercially, no proven
commercial application exists yet. Overview of various
torrefaction reactor technologies has been documented
in torrefaction review papers and conference presenta-
tions [26, 64] and these reviews include the lists of
companies, their reactor technologies and the principal
developers. Consequently, to compare the aforemen-
tioned reactor technologies as potential candidates for
torrefaction, the reactor technology must be proven and
versatile enough to accommodate all the operating con-
ditions, including the capacity to: control temperature
and residence time, accommodate wide range of feed
stocks, accommodate the heat integration system to takeadvantage of energy recirculation to supplement the
process heat, accommodate scale-up of operations, en-
hance mixing, provide uniform heating, provide high
heating rate, enhance mass and heat transfer and process
large and small particles. Ranking these different reactor
technologies will be based on the above criteria via
decision matrix. Table 2 below shows the total rating
of each potential reactor technology for torrefaction
operation based on decision matrix principles. The tech-
nology that scored the highest is the fluidized bed
following by the multiple hearth furnace. These ratings
are slightly different from those from Ferro et al. [46]due to the consideration of moving parts. Moving parts
may lead to high cost of maintenance or unnecessary
interruptions of plant operations.
3.7 Recent development
According to Kleinschmidt [64], torrefaction technology is
in the process of commercialization even though the tech-
nology and quality are still surrounded by many maturities
and uncertainties. EU is leading on the execution of the
torrefaction in the world. Energy Center of the Netherland
is one of the first to recognize the potential of torrefaction
for biomass to energy purposes. Initial small scale research
was started in 2002 – 2003. Based on the small-scale re-
search, 25 tons of torrefied material was produced in 2008
from poplar chips, softwood/hardwood mixture and agricul-
tural residues at 220 – 280 °C. European utilities Essent
B.Vm DELTA N.V. had taken the risk to produce torrefied
bio-product and supply to the other utilities RWE Innogy for
long-term basis. This brings new rays of hopes on the
commercialization of torrefaction technology [65, 66]. It is
expected that developmental stages in Europe will lead to
gear the momentum of commercialization of torrefaction in
the North America and other world.
There are more than 50 development projects under way
in European Union out of which more than ten projects were
targeted to be in production before end of 2011, but none of
the literatures confirms these claims. One of the projects of
Canada was from The Centre for Energy Advancement
through Technological Innovation (CEATI) program [67].
CEATI evaluated most promising torrefaction/carboniza-
tion/steam explosion/microwave technologies and provided
critical assessment of the leading sources/vendors that offer
358 Biomass Conv. Bioref. (2012) 2:349 – 369

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 11/21
the best short- and long-term technology/project potential to
determine the economic viability of beneficiated fuels and to
determine the technical viability of beneficiated fuels based
on actual testing, comprehensive lab analysis, 1 MW pilot
test burns, 150 MW full scale and 100 % beneficiated
biomass test burns. The tentative project timeline was to
initiate in March 2010 and Energy Research Center of the
Netherland (ECN) was selected for lab test.
According to Dana et al. [68], several manufacturers and
researchers are developing torrefaction units for commercial
use. Integro Earth Fuels, LLC reports that their torrefaction
process reduces 20 – 30 % of the mass while retaining 90 %
of its energy. Their torrefaction process operates in the
temperature range of 240 – 270 °C. The company anticipates
producing 4,000 tons of torrefied biomass each month in the
pilot plant. Knowledge gained from the pilot plant was
intended to develop a full-sized torrefaction facility [69].
Heating values of the final product range from 9,500 to
11,000 Btu/lb. Southern pine species have an energy value
of approximately 8,500 Btu/Lb (dry weight). Under this
torrefaction process, the energy value from a dry ton of
wood would be reduced from 8,500 to 7,650 Btu/lb (a
10 % loss); however, there are mass losses associated with
the process. If the mass reduction from the process is 20 %,
the final product has an increased energy value of 9,563 Btu/
lb or a 12.5 % increase in energy value. Thermya, a French
engineering company, has developed a continuous torrefac-
tion process called TORSPYD. In April 2010, World Bio-
energy News reported that Thermya was the only European
company to offer an industrially proven, fully operational,
continuous biomass torrefaction process [70]. The system is
reported to operate in the lower range of temperatures
reported for torrefaction. TORSPYD processing operates
in temperatures ≤240 °C, a soft thermal treatment. Unit
capacities can range from 100 to 5,000 kg/h. The final
product is called bio-coal and is marketed as a coal substi-
tute to be co-fired with coal or used in industrial boilers for
producing electricity. The bio-coal can also be used in pellet
manufacture and eliminates the need for sawdust [70]. Agri-
Tech Producers, LLC, a company based in South Carolina,
is reported to be nearing the completion of a commercial-
grade torrefaction machine. Using technology developed at
North Carolina State University, their process operates in a
low-oxygen environment at temperatures ranging from 300
to 400 °C. The first built plant was named as the Torre-Tech
5.0. The production rate of this machine was 5 tons of
torrefied wood/h. Researchers in the Netherlands are con-
tinuing to research on a torrefaction process that began in
the 1980s by a French aluminium company. Originally, the
process was used to produc e metal from metal oxides.
Today, the current process is called TOP for torrefaction and
pelletization. Early results in 2005 (Bergman and Kiel) indi-
cated that a commercial scale plant could produce 60 –
100 greenktons/year (approximately 66,000 – 110,000 green
tons/year) of high-energy torrefied pellets. Researchers indi-
cate that TOP pellets could be delivered to power plants at a
lower cost/Btu as compared to standard wood pellets. They
attribute some of the cost savings to the pelletization process,
but the majority of the savings is attributed to transportation
logistics from transporting an energy dense product.
In 2009, Natural Fuels Industries, Inc. of Calgary, AB,
Canada announced plans to build biomass processing plants
in Georgia (USA) and Brazil. The company planned to pro-
duce bio-coal briquettes using torrefaction technology. The
briquettes could be shipped to European markets. In their
initial announcement [67], they stated that there is a
Table 2 Comparison of potential torrefaction technologies [9, 69 – 72]
Torrefierstechnology
Mode of heating
Status criteria
Rotary drumreactor
Direct Proven technology, minimum heat transfer, high heating rate, medium temperature control, good residencetime control, excellent heating integration, enhanced mixing, large size tolerance, high moving parts, goodfouling,, little scaling problem
Fluidized bedreactor
Direct Proven technology, enhanced heat transfer, high heating rate, medium temperature control, medium residencetime control, excellent scalability, excellent heating integration, excellent uniform heating materials,enhanced mixing
Moving bedreactor
Direct Under development, enhanced heat and transfer, high heating rate, medium temperature control, goodresidence time control, excellent heating integration, enhanced mixing, good fouling
Screw conveyor Direct Indirect Proven technology, enhanced heat and transfer, high heating rate, medium temperature control, good residencetime control, excellent heating integration, enhanced mixing, large size tolerance, high moving parts, best fouling and scaling
Microwave Direct Indirect Under R&D, enhanced heat and transfer, high heating rate, good temperature control, good residence timecontrol
Multiple hearthfurnace
Direct Proven technology, enhanced heat and transfer, high heating rate, medium temperature control, good residencetime control, excellent heating integration, enhanced mixing, large size tolerance, high moving parts, perfect scaling and best scalability
Biomass Conv. Bioref. (2012) 2:349 – 369 359

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 12/21
tremendous demand from European and American pulverized
coal plants for bio-coal to meet cap and trade regulations and
renewable portfolio standards for power generation. Recent
project around the world is stated in the “Appendix”.
Kiel et al. [19] developed BO2 technology under the
umbrella of ECN for biomass upgrading into commodity
fuel, a technology that combines torrefaction and pelletiza-
tion processes to produce products called torrefied pellets(BO2 pellets™). BO2 pellets™ possess the benefits of both
process but with higher bulk density (1.5 – 2 times conven-
tional pellets) and calorific values and can be produced from
a broad range of biomass streams, such as woodchips,
agricultural residues and various residues from the food
and feed processing industry [6, 19].
The BO2 technology consists of three main process steps:
drying, torrefaction and pelletization. The drying and pelleti-
zation components are conventional technologies that are
commercially available. The innovative part in the BO2 tech-
nology is the torrefaction step. The central element in this step
is a directly heated moving bed torrefaction reactor in which biomass is heated using recycled torrefaction gases which has
been re-pressurized to compensate for the pressure drop in the
recycle loop and of the heating of the recycle gas to deliver the
required heat demand in the torrefaction reactor [19].
Kiel et al. [6, 19] provides the summary of the test results
(Table 3) showing the comparison of “BO2 Pellets™” prop-
erties against those from raw wood chips, wood pellets and
torrefied woods. Moreover, there is high expectation of
strong growth in pelleting equipment and will continue to
project through the future; also the use of briquetting densi-
fication will continue, although on a smaller scale than
pelleting. Overall, with any densification process, reliable
control of process variables and feedstock properties is
essential to good results.
AMANDUS KAHL is a German-based company and one
of the leading manufacturers of pellet equipment from small
to industrial scale. KAHL pelleting plants have been applied
successfully for compacting organic products of different
particle sizes, moisture contents and bulk densities. Their
pelleting presses are designed for array of feedstock charac-
teristics as seen in Fig. 8. Available pelleting presses consist
of a drive power of 3 to 500 kW and a throughput between
0.3 and 8 tons/h. KAHL recently developed pellet press
equipment with 15 to 20 tons/h capacity.
4 Application
The high fuel quality of torrefied biomass makes it veryattractive for combustion and gasification applications which
are summarized from [3, 9 – 74] (http://www.ecotechenergy-
group.com/index.php/alternative-energy ). Due to high calorif-
ic values, the thermal energies of the combustion and
gasification system can be improved significantly [5, 19]. The
other applications include (a) biomass solid fuel (acting as coal)
for thermal power plant to generate heat and electricity; (b) co-
firing in pulverized boilers; (c) co-gasification in entrained-flow
gasifier (biofuels production); (d) good-quality fuels for domes-
tic and commercial use; (e) pellets, briquettes used as fuels; (f)
small-scale pellet boilers/stoves and (g) high-quality fuel for
advanced bioenergy application [74].
4.1 Pelletization
Kumar et al. [75] conducted a detail study in western
Canada on the cost to produce biomass power by direct
combustion; they concluded that transportation was the
second-most factor that influence the net cost of operation.
One of the techniques that can address these limitations is
to densify biomass materials into pellets, briquettes or
cubes [76]. Methodology of simple pelletization process
is given in Fig. 9.
Densification increases the bulk density of biomass from
an initial bulk density (including baled density) between 40
and 200 kg/m3 to approximately bulk density of 600 to
800 kg/m3 [44, 77, 78]. Hence, densification of biomass
materials could reduce the costs of transportation, handling
and storage. Because of uniform shape and sizes, densified
products can be easily handled using the standard handling
and storage equipment and can be easily adopted in direct
combustion or co-firing with coal, gasification, pyrolysis
and in other biomass-based conversion processes [76].
Table 3 Comparison of BO2
pellet properties [19] Properties (typical values) Wood chips Torrefied wood Wood pellets BO2 pellet
Moisture wt.%) 35 0 10 3
LHV (kJ/kg)
Dry 17.7 20.4 17.7 20.4
As received 10.5 20.4 15.6 19.9
Bulk density
kg/m3 475 230 650 750
MJ/m3 5.0 4.7 10.1 14.9
360 Biomass Conv. Bioref. (2012) 2:349 – 369

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 13/21
Table 4 below shows the summary of commercial scale
pellet mill specifications from four different manufacturers.
With pelletization being the most popular densification pro-
cess, integrating it with torrefaction process can even in-
crease their properties, including their volumetric densities.
Although there have been many advancements made to
densification equipment to improve their throughputs and
their performances, the technology still remains the same.
More recently, research has discovered a biomass treatment
process that combines the densification (pelletization) and
torrefaction to increase the bulk density and the calorific
value of biomass.
4.2 Combustion and co-firing
The most important application of biomass is in the co-firing
of pulverized coal boilers. In this application, biomass has to
be fed to the reactor as a powder, which is costly and
achievable only at very low capacity in classical coal mills.
Due to this limitation, wood pellets are currently the state-
of-the-art for co-firing, as they consist of sufficiently small
particles. But wood pellets also have some limitations in
terms of energy content and moisture content which create
problems during storage and transportation [79]. Torrefied
biomass, because it is energy dense and hydrophobic in
nature, can be a good replacement for wood pellets in co-
firing and gasification plants. The high fuel quality of torre-
fied biomass makes it very attractive for combustion and
gasification applications. Due to high calorific values, the
thermal energies of the combustion and gasification system
can be improved significantly. However, data are lacking on
milling, handling, storing, transporting and combusting.
Almost complete combustion is possible with torrefied bio-mass for heat generation which ultimately can lead for elec-
tricity generation, centralized heating system etc. [7, 80].
4.3 Gasification
The main application of torrefied biomass (wood) is as a
renewable fuel for combustion or gasification. Prins et al.
[72] studied the possibility of more efficient biomass
gasification via torrefaction in different systems: air-
blown circulating fluidized bed gasification of wood,
wood torrefaction and circulating fluidized bed gasifica-
tion of torrefied wood and wood torrefaction integratedwith entrained flow gasification of torrefied wood. Gasi-
fication is a process that converts biomass into carbon
mon ox ide , h yd ro g en a nd c arb on d io xid e. T his is
achieved by reacting the material at high temperatures
(>700 °C), without combustion, with a controlled amount
of oxygen and/or steam. The resulting gas mixture is
called syngas (from synthesis gas or synthetic gas) or
producer gas and is itself a fuel. The power derived from
gasification of biomass and combustion of the resultant
gas is considered to be a source of renewable energy; the
gasification of fossil fuel-derived materials such as plastic
is not considered to be renewable energy.
The advantage of gasification is that using the syngas
is potentially more efficient than direct combustion of the
original biomass because it can be combusted at higher
temperatures or even in fuel cells, so that the thermody-
namic upper limit to the efficiency defined by Carnot ’s
rule is higher or not applicable. Syngas may be burned
directly in gas engines, used to produce methanol and
hydrogen, or converted via the Fischer – Tropsch process
into synthetic fuel. Gasification can also begin with ma-
terial which would otherwise have been disposed of such
as biodegradable waste. In addition, the high-temperature
process refines out corrosive ash elements such as chlo-
ride and potassium, allowing clean gas production from
otherwise problematic fuels. Gasification of fossil fuels is
currently widely used on industrial scales to generate
electricity.
Gasification of biomass that in many ways is a more
efficient use of the feedstock is nowadays an interesting
alternative to combustion for many industries but is still
limited. Tar production is a major drawback of woody
gasification in any convention gasifier which is leading
Fig. 8 Pictures of raw and pelletized materials (source: http://www.
akahl.de/akahl/files/Prospekte/Prospekte_englisch/1322_Strohpell_
10e.pdf )
Drying Torrefaction
Cooling
Densification
TOP pellets
Fig. 9 Methodology for torrefaction and palatalization process [5]
Biomass Conv. Bioref. (2012) 2:349 – 369 361

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 14/21
towards the application of torrefied woody biomass. Other
disadvantages are the relatively low energy content and its
hydroscopic character. Additionally, Prins et al. have shown
that higher gasification efficiency can be achieved by fuels
with lower O/C ratio by thermochemical process. Torrefac-
tion is a process that effectively lowering the O/C ratio of
biomass in a simple way and lowers the power cost during
milling and transportation cost. The output product in the
form of powder greatly enhances the feeding properties.
Although extensive studies have been made on the solid
product and its application of gasification, limited publica-
tions has been made on the utilization of torrefied product in
existing thermochemical process [8, 79].
5 Emission
Biomass could reduce pollutants emitted in power pro-
duction. Burning biomass is generally carbon neutral;
net carbon emissions would be zero and that would
help control global warming. This is one of the major
concerns of the industrialized nation. Many countries
are planning to replace coal-fired plant by biomass to
minimize the greenhouse gas effect. Torrefied biofuel
will be much safer and environmentally friendly than
the present fossil fuels.
However, from the torrefaction process, the output
product contains gaseous, volatiles, organic acids and
primary tars. This needs to be minimized by capturing
gaseous and liquid products of the process, and the
remaining emissions consists only of CO2, H2O, NO x
and So x. NO x emissions can be negligible due to low
temperature, and SO x emissions can be considered as
zero due to least sulphur contents of the lignocellulosic
biomass. Condensed tars are a major concerned on the
application of torrefied biomass. As the temperature
increases during torrefaction, the tar formation also in-
creased exponentially. This issue needs to be addressed
very carefully. According to Kleinschmidt [64], test
results have shown that even after combustion, the flue
gas contains some organic compounds like hydrogen
fluorides, sulphides and nitrates that need to be removed
before emitting the flue gas. This needs additional care
on flue gas. Bag filters and ceramic filters with an
absorbent are suggested to minimize the emissions.
The emissions of biomass torrefaction are not expected
to be a major technical challenge, but reduction on the
ash, chlorine, sulphur and alkaline production should be
minimized.
6 Storage behaviour
Solid biofuels usually have porous moisture and are
prone to off-gassing and self-heating caused by chemi-
cal oxidation and microbiological activity. During stor-
age, chemical – microbial reactions take place because of
the presence of moisture on it. Tumuluru et al. [7]
concluded that high storage temperatures of 50 °C can
r es ul t i n h ig h C O a nd C O2 e mis s ion s , a n d th e
Table 4 Summary specifications of four different wood/sawdust pellet [6, 19]
Company La Meccanica NOVA Pellet Kerry Die Amandus Kahl
Model CLM 800 P LG N-Plus B-Mass 800 60 – 1250
Roller quantity 2 Unknown 6 4 – 5
Drive power (KW) Up to 280 160 450 3 – 500
Energy consumption Unknown Unknown Unknown 40 – 60 kWh/t
Capacity (T/H) 2.3 – 3 Up to 2.5 10 15 – 20
Operation mode Continuous Continuous Continuous Continuous
Weight (kg) 10,800 7,500 Unknown 9,370
Roll diameter (mm) Unknown 245 250 450
Motor speed (rpm) 750 Unknown 1,490 Unknown
Roller speed (m/s) 6.5 – 7.5 Variable Variable 2.5
Die diameter (mm) Unknown 580 840 175 – 1,250
Input density Unknown Unknown Unknown 150
Output density (kg/m3) Unknown Unknown Unknown 550 – 650
Feedstock moisture Unknown 8 – 12 % Unknown 12 – 15 wt.%
Feedstock size Unknown 0.5 – 1.5 mm Unknown 4 mm
Pellet moisture 9 – 12 wt.% Unknown Unknown 12 wt.%
Pellet diameter (mm) 6 6 8 2 – 30
362 Biomass Conv. Bioref. (2012) 2:349 – 369

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 15/21
concentrations of these off-gases can reach up to 1.7
and 6 % for 60 days of storage period. These emissions
were also found sensitive to relative humidity and prod-
uct moisture content [81]. Torrefied biomass or pellets
are superior to the regular raw pellets as they are
hydrophobic in nature, and moisture uptake is almost
negligible even under severe storage conditions. The
storage issues like off-gassing and self-heating may bevery low in torrefied biomass as most of the solid,
liquid and gaseous products, which are chemically and
microbiologically active, are removed during the torre-
faction process. Some studies conducted by researchers
at the University of British Columbia, Vancouver, Can-
ada on off-gassing from torrefied wood chips indicated
that CO and CO2 emissions were very low, nearly one
third of the emissions from regular wood chips. Cost
analysis shipping, trucking, storage and others are
shown in Fig. 10 [82].
7 Economic potential
To analyse the details of net profit of torrefaction, the
impact of the process on the all steps of the value chain
is to be discussed. The segments of benefits are trans-
port, storage, carbon neutral and production. Higher en-
ergy density, condensation, pelletization and dried mass
of the torrefied products make economic benefit on the
transportation. Hydrophobic behaviour of torrefied bio-
mass can be successfully stored outdoors, thus obviating
the need for an enclosed storage bin or building but
further studied is required on this issue. However, it
should be noted that, in dry climates, wood chips have
been successfully stored in large outdoor piles. The rel-
ative fuel losses (shrinkage) during storage are not well-
known but can be expected to be higher for outdoor
storage. Comparisons of shrinkage losses of torrefied
versus raw biomass are needed for different storage con-
ditions and climates. Utilization benefits are related to the
higher energy content, lower oxygen content and
(probable) lower moisture content, relative to unprocessed
biomass. Torrefied biomass is expected to perform as
well or better than raw biomass for many bioenergy
applications, including combustion, gasification and fuel
production applications [83]. Enhanced conversion and
utilization, when compared to the other steps in the
supply chain, probably provide the most significant op-
portunity for cost savings (followed by transport costs).
Torrefied biomass is believed to be a superior solid fuel
for combustion, especially when co-fired with coal due to
its higher energy density and coal-like handling proper-
ties. Torrefied biomass is also expected to provide advan-
tages as a fuel for thermochemical processing, due to the
removal of acids and oxygen. Gasification using torrefied
biomass allows for improved flow properties of the feed-
stock, increased levels of H2 and CO in the resultingsyngas and improved overall process efficiencies [66,
83]. Torrefaction combined with pelletization provides a
lower cost fuel for power or fuel production when com-
pared to pelletizing alone, with cost savings ranging from
4 to 16 %, depending on the end use of the biomass.
Figure 10 shows supply chain costs for several scales
and processing options for biomass, indicating that pel-
letizing of torrefied biomass significantly reduces costs,
that larger-scale operations are more cost efficient and
that integrated torrefaction and pelletizing is less costly
than pelletizing alone. Zwart et al. conclude that, while
torrefaction is one of the most cost-effective options for
supply of overseas biomass, modifications to the supply
chain, such as the centralized processing of raw feed-
stock, can result in similar reductions in overall costs.
According to Van der Stelt et al. [42], the torrefaction
step represents an additional unit operation in the bio-
mass utilization chain. The attendant capital and operat-
ing costs, as well as conversion losses, are, however,
offset by savings elsewhere. Recent cost estimates for
the ECN torrefaction technology indicate that the total
capital investment of a standalone 75 ktons/year plant
will be in the range 6.1 to 7.3 MV. The assumed feed-
stock is wet softwood chips. The plant consists of a
conventional rotary drum for drying the biomass, ECN
torrefaction technology and conventional grinding equip-
ment and pellet mill. No feedstock preparation (e.g.
chipping) before drying was included. At 75 ktons/year
production rate (design), the total production costs are
calculated at 37 V/ton product (2.0 V/GJ), produced from
a feedstock with 35 % moisture content. At 50 and 25 %
moisture content, this is 50 V/ton (2.6 V/GJ) and 34 V/
ton (1.9 V/GJ) of product, respectively. The moisture
Fig. 10 Delivery costs of pelletized biomass (numbers indicate nom-
inal capacity of system (dry kilotons of raw biomass feedstock per year
[28]))
Biomass Conv. Bioref. (2012) 2:349 – 369 363

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 16/21
content is one of the most influential parameters of the
torrefaction process as it predominantly determines the
energy input of the process. These data represent the
added cost for the torrefaction process without pre-
processing of pre-drying process of biomass.
8 Research gaps
There exists several gaps in the development of torrefaction
technologies and its maturities, and there is need for con-
tinued research and development to characterize and opti-
mize this promising option for bioenergy feedstock
processing for the application of next generation fuel prior
to the depletion of fossil fuels. Governments, private
parties and universities are investing a lot in the field of
biomass applications. Several achievements are still under
the scope of laboratory. The most challenging is to see the
laboratory experiment in the commercial applications. For
this, in-depth study on chemical reactions and its network,composition and application of tar, char and ash has yet to
be established, in part due to the complex chemical nature
of the feedstock. The health and safety issues on torrefac-
tion process and its product applications is another area of
further study [28]. Environmental effect, storage behaviour
of torrefied biomass, energy analysis of the torrefied prod-
ucts, temperature effect, heating values due to different
temperature, practical reactors, residue management, syn-
gas management, molecular level analysis and effective
transportation possibilities are few areas of research on
the torrefaction process.
According to Chew and Doshi [8], torrefaction of
biomass as a thermochemical treatment has the potential
to contribute to energy demand of the world. In the
recent years, torrefaction studies on various agricultural
prod ucts asso ciat ed with fuel prop erties have shown
promising result. However, due to the complexity and
variety of agricultural residues, all the process parame-
ters have yet to be derived. Torrefaction process output
solely depends on the polymeric structure of biomass.
Detailed investigation is still required on polymeric
structure. Future work can look into the possibility of
deriving indicative parameter to define process parame-
ter for torrefaction based on the polymeric structure of
the feedstock. Further research should focus on the
possibil ity of utilizing the by-products to improve the
overall efficiency of torrefaction. Another area of study
could be the kinetic analysis for torrefaction. Future
work should concentrate on different kinetic analysis
approaches to validate reliability and consistency of
the kinetic information.
A primary goal of torrefaction of biomass is to in-
crease its energy density such that biomass transporta-
tion cost can be minimized. In terms of this attribute of
torrefaction, appropriate reactor selection is important
parameters. Energy yield is important when torrefaction
is carried out at the point of use or at the end of its
major transportation. Identifying reactor for specific pur-
poses with specific properties could be another area of study. Similarly, the emission effect from the torrefied
biomass is still under the further study.
9 Conclusions
In major universities and green energy industries, inten-
sive research on torrefaction of biomass materials is in
progress. Almost all countries have expressed concerned
on the global warming and shifted towards the optimum
utilization of GHG energy [84]. Torrefaction improves
the physical, chemical and theological characteristics of bio mas s materi als . Torre fied bio mas s is a gro up of
products resulting from the partially controlled and iso-
thermal pyrolysis of biomass occurring at the 200 – 300 °
C temperature range. The most common torrefaction
reactions include devolatilisation and carbonization of
hemicelluloses in first steps and depolymerization and
devolatilisation of lignin and cellulose in other step.
Torrefaction of the biomass helps in developing a uni-
form feedstock with minimum moisture content and less
affected by atmospheric environment. Torrefaction of
biomass improves energy density, homogeneity, grind-
ability and pelletability performance. Similarly ultimate
and proximate analysis gives moisture contents; ash
contents; volatile matters; carbon content; oxygen, hy-
drogen, nitrogen and sulphur contents; CV content and
biochemical composition. Lignin helps for better bind-
ing in process of pelletization. During torrefaction, the
biomass loses most of the low energy content of the
material which includes water, organics and lipids and
gases, H2, CO, CO2 and CH4, C xH y , toluene and ben-
zene. Torrefaction can keep the biomass for a long time
without biological degradation due to the chemical re-
arrangement of structures. Torrefied biomass can be
used as an upgraded solid fuel in electric power plants
and gasification plants. Torrefied biomass provides al-
ternative source of coal in the future for all coal based
plants by replacing carbon neutral energy dense torre-
fied pallets. Torrefied biomass can directly mill and co-
fire with coals. The typical calorific value of torrefied
biomass is in the range of 18 – 22 MJ/kg. The product is
brittle and easily breaks down in small particles. Also, it
364 Biomass Conv. Bioref. (2012) 2:349 – 369

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 17/21
is less sensitive to degradation due to hydrophobic
nature. The volumetric energy density of torrefied pel-
lets is nearly 16 GJ/Nm3 compared to nearly 10 GJ/m3
of wood pallets. But torrefaction alone cannot signifi-
cantly reduce sulphur, chlorine and alkali concentrations
of the biomass.
The present technologies mainly concentrate on process-
ing of wood chips for narrow bandwidth of particle size.Agricultural residues are still a challenge because it ignites
easily, has a low bulk density and has long fibres. Till this
date, only results from pilot plants are available. It will be a
challenge for developers to develop a full commercial tor-
refaction plant, which incorporates the necessary design and
process modification for good commercial performance.
Although some experience has been gained with pilot test-
ing, real operational data will reveal the performance of the
torrefaction process. The trade-off between energy yield,
product quality and production cost is important. The prod-
uct needs to be validated by large co-firing trials. This can
be seen only after the commercial application. Most torre-faction developers are small companies with a limited fi-
nancial base. Convincing investors are needed to finance the
necessary R&D, and an up-scaling effort is a real challenge.
A dominant torrefaction concept will emerge out of a large
variety of technologies and initiatives to commercially pro-
vide biomass according to the specifications. Product stan-
dardization is needed to make the market more transparent
and reliable. The urgency and quality of demand is signifi-
cantly higher than the supply. Torrefaction suppliers are
facing the challenge to scale-up their first commercial dem-
onstration plant in a rapid pace.
The combination of torrefaction and densification
offers the opportunity to produce high-quality second-
generation fuel pellets from a wide range of biomass
feed stocks. Due to their high energy density, hygro-
scopic nature and easy grindability, BO2 pellets have the
potential to become a major commodity fuel with ex-
cellent properties for co-firing applications, for biofuels
pro duct ion via high-tempera ture gasifi cation and for
small-scale combustion applications. Moreover, the hy-
groscopic nature makes the pellets highly resistant to
biological degradation and spontaneous heating, which
leads to large advantages in transport, handling and
storage. Significant cost savings can be achieved
throughout the biomass-to-energy chain when compared
to state-of-the-art wood pellets. Econcern and Chemfo
jointly have set up the first commercial plant at a scale
of approximately 70 ktonnes/year BO2 pellets in the
Netherland. After the production from this plant, it can
be expected that torrefaction will have new dimension
and applications in the commercial market [85, 86].
Torrefied wood is being used in different proposes
from the long time. The hydrophobic and brittle prop-
erties of torrefied wood make it compatible with coal or
as a coal replacement. In order for torrefied wood to
compete in the coal market, the cost of producing
torrefied wood, from the stump to the delivery point,
must not exceed the price of coal deliveries. Other
potential uses of torrefied wood include industrial boil-ers, residential heating, co-firing of thermal plants and
for backyard grilling. From the perspective of the log-
ging and timber industry, literature indicates that raw
material can vary in size and can include thin and thick
chips and even larger wood chunks. Depending on the
equipment design and considering characteristics such as
pre-drying, processing temperature and reaction time, it
appears that feed stocks for the torrefaction process
could be produced by utilizing different types of wood
processing equipment which are available in the present
commercial or residential applications.
From the above study, the following recommendationsare made for further exploration on the commercialization
of the biomass energy applications using torrefaction pro-
cess: (1) further analysis of heating value and residence
time for particular biomass during torrefaction processes;
(2) energy analysis during the process of torrefaction and
densifications processes; (3) in-depth study on the calcu-
lation of activation energy required during the degradation
of different chemical components of biomass; (4) molec-
ular level analysis on the torrefaction; (5) study of the
severity of the torrefaction process based on colour
changes using the different types of colorimeter; (6) stud-
ies on cost-effective transportation of torrefied biomass
fuels; (7) effect of temperature on the different chemical
bonds of biomass structure; (8) commercial viability on
the integrated processes of torrefaction and densifications;
(9) study of storage condition of different torrefied bio-
mass at different environmental conditions; (10) study of
finding out of suitable reactor for yielding the highest
energy and the best qualify biofuel from the torrefaction;
(11) studies on the proper management and handling of
residues from the torrefaction; (12) designing of an effi-
cient, robust, fuel flexible, scalable and cost-effective tor-
r e f ac t i on d e mo n st r a ti o n p l an t f o r c o mm e r ci a l
application; (13) identify the extent if any of risk for
self-ignition and biological degradation of torrefied
bio mass while stored; (14 ) asses s the pot ential for
slagging/agglomeration of fluidized bed and corrosion
and fouling of super heater/economizer tubes and (15)
LCA analysis of torrefied biomass and its application
to power generation and/or making ethanol/biodiesel
[2, 7, 87 – 91].
Biomass Conv. Bioref. (2012) 2:349 – 369 365

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 18/21
Appendix: Overview of torrefaction projects
(source: [64])
Table 5 Overview of torrefaction projects (source: [64])
Company Demotechnology
Supplier Location (s) Prod.capacity(tons/year)
ESD of operation
Comments
3RAgrocarbon(Hungary)
Rotary kiln(3R pyrolysis
biochar)
Unknown Unknown Unknown Unknown Pyrolysis unit that can also perform torrefaction
4Energy Invest.(Belgium)
Unknown StramproyGreen Tech.(the Netherlands)
Amel (Belgium) 40,000 Q4 2010 Contract with StramproyGreen Tech Terminated inJune 2010; Renogen SA,to take full control of
project
Agri-Tech ProducersLLC (USA/SC)
Belt conveyor Kuster ZimaCorporation(USA/SC)
Unknown Unknown 2010
Andritz(Austria) Unknown Unknown Unknown ~50,000 Unknown Torrefaction processfor biomass: develop process for medium sized plant (~50,000 tons/year) pilot plant under construction
Atmosclear (Switzerland)
Rotary drum CDS (UK) Latvia, New Zealand,USA
50,000 Q4 2010
BioEnergyDevelopment (Sweden)
Rotary drum Unknown Ö-vik (Sweden) 25,000 –
30,0002011/
2012
Biogreen Energy(France)
Screw conveyor ETIA (France) Unknown Unknown Unknown No recirculation of thenon-condensable fractionof the Tor-Gas, hence thesystem could be energy
consumingBiolake BV
(the Netherlands)Screw conveyor Unknown Eastern Europe 5,000 –
10,000Q4 2010
CDS (UK) Rotary kiln Unknown Unknown Unknown Unknown
CMI (NESA) Multiple heathfurnace
EBES AG (Austria) Rotary drum Andritz (T) Frohnleiten(Australia)
10,000 2011
ECN (the Netherlands) Moving bed Unknown Unknown Unknown Unknown
FoxCoal B.V. (the Netherlands)
Screw conveyor Unknown Winschoten(the Netherlands)
35,000 2012
Integro Earth Fuels,LLC (USA/NC)
TurboDryer Wyssmont (USA/NC)
Roxboro, NC 50,000 2010
New Earth Renewable
Energy Fuels, Inc.(US/WA)
Fixed bed/
pyrovac
Pyrovac Group
(Canada/QU)
Unknown Unknown Unknown
Rotawave Ltd. (UK) Microwaveheating
Group’s Vikoma Terrace, B.C, Canada 110,000 Q4 2011
Stramproy GreenInvestment B.V.(the Netherlands)
Oscillating belt conveyor
StramproyGreen Tech.(the Netherlands)
Sreenwijk(the Netherlands)
45,000 Q3 2010
Thermya (France) Moving bed Lantec Group (SP) San Sebastian (SP) 20, 000 2011
Topell Energy B.V.(the Netherlands)
Torbed Torftech Inc (UK) Duiven(the Netherlands)
60,000 Q4 2010
Torr-Coal B.V. Rotary drum Unknown Dilsen-Stokkem(Belgium)
35,000 Q3 2010
366 Biomass Conv. Bioref. (2012) 2:349 – 369

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 19/21
References
1. United Nations (UN). Kyoto protocol to the United Nations frame-
work convention on climate change [Online]. Available at: http://
unfccc.int/resource/docs/
2. Bridgeman TG, Jones JM, Shield I, Williams PT (2008) Torrefac-
tion of reed canary grass, wheat straw and willow to enhance solidfuel qualities and combustion properties. J Fuels 87:844 – 856
3. Bergman, PCA, and Kiel JHA (2005) Torrefaction for biomass
upgrading. In: 14th European Biomass Conference & Exhibition,
Paris, France, 17 – 21 October
4. Paoluccio AJ, Smith RS, Modesto CA (2006) U.S. patent applica-
tion for “Method and apparatus for biomass torrefaction, manufac-
turing a storable fuel from biomass and producing offsets for the
combustion products of fossil fuels and combustible article of
manufacture,” Docket no. 60/747,803
5. Bergman PCA, Boersma AR, Zwart RWH, and Kiel JHA (2005)
Torrefaction for biomass co-firing in existing coal-fired power
stations. Report ECN-C-05-013, ECN
6. Kiel JHA (2007) Torrefaction for biomass upgrading into com-
modity fuels. In: Proceedings of the IEA Bioenergy Task 32
Workshop on Fuel Storage, Handling and Preparation and System
Analysis for Biomass Combustion Technologies. Berlin, Germany
7. Tumuluru JS, Shahab Sokhansanj J, Wright CT, and Boardman RD
(2010) Biomass torrefaction process review and moving bed tor-
refaction system model development. Oak Ridge National Labo-
ratory, INT/EXT-10019569 and INL/CON-10-18636
8. Chew JJ, Doshi V (2011) Recent advances in biomass pretreatment
— torrefaction fundamentals and technology. Renew Sust Energ
Rev 15(2011):4212 – 4222
9. Tumuluru JS, Sokhansanj S, Hess JR, Wright CT, Boardman RD
(2011) A review on biomass torrefaction process and product
properties for energy applications. Ind Biotechnol 7:384 – 401
10. McKendry P (2002) Energy production from biomass (part1):
overview of biomass. Biores Technol 83:37 – 46
11. Yang H, Yan R, Chen H, Zheng C, Lee DH, Liang DT (2005) In-
depth investigation of biomass pyrolysis based on three major
components: hemicellulose, cellulose and lignin. Energy Fuel
20:388 – 393
12. Pérez J, Muñoz-Dorado J, Rubia T, Martínez J (2002) Biodegra-
dation and biological treatments of cellulose, hemicellulose and
lignin: an overview. Int Microbiol 5(2):53 – 63
13. Arias B, Pedida C, Fermoso J, Plaza MG, Rubiera F, Pis JJ (2008)
Influence of torrefaction on the grindability and reactivity of
woody biomass. Fuel Process Technol J 89(2):169 – 175
14. Bridgeman TG, Jones JM, Williams A, Waldron DJ (2010) An
investigation of the grindability of two torrefied energy crops. Fuel
J 89(12):3911 – 3918
15. Sadaka S, Negi S (2009) Improvements of biomass physical and
thermochemical characteristics via torrefaction process. Environ
Prog Sustain Energy, AlChE J 28(3):427 – 434
16. Jeffries TW (1994) Biodegradation of lignin and hemicelluloses.
In: Ratledge C (ed) Biochemistry of microbial degradation.
Kluwer, Dordrecht, pp 233 – 277
17. Uslu A, Faaij APC, Bergman PCA (2008) Pre-treatment technol-
ogies, and their effect on international bioenergy supply chainlogistics. Techno-economic evaluation of torrefaction, fast pyroly-
sis and pelletization. Elsevier Energy 33:1206 – 1223
18. Wang G, Luo Y, Deng J, Kuang J, Zhang Y (2011) Pretreatment of
biomass by torrefaction. Chin Sci Bull 56:1442 – 1448
19. Kiel JHA, Verhoeff F, Gerhauser H, and Meuleman B (2008) BO2
Technology for biomass upgrading into solid fuel-pilot scale test-
ing and market implementation. Energy Research Centre of the
Netherlands (ECN), Petten
20. Repellin V, Govin A, Rolland M, Guyonne R (2010) Energy
requirement for fine grinding of torrefied wood. Biomass Bioen-
ergy J 34(7):923 – 930
21. Mani S (2010) Integrating biomass torrefaction with thermo-
chemical conversion processes. In: Proceedings of the Annual
Meeting of AIChE, Nashville, TN. Nov 8 – 13, 2009, Paper #
160229, [online materials]. http://www.aicheproceedings.org/
2009/Fall/data/papers/Paper160229.pdf
22. Phanphanich M, Mani S (2010) Impact of torrefaction on the
grindability and fuel characteristics of forest biomass. Biores Tech-
nol J 102(2):1246 – 1253
23. Almeida G, Brito JO, Perre P (2010) Alterations in energy prop-
erties of eucalyptus wood and bark subjected to torrefaction: the
potential of mass loss as a synthetic indicator. Biores Technol J 101
(24):9778 – 9784
24. Bergman PCA, Boersma AR, Kiel JHA, Prins MJ, Ptasinski KJ,
and Janssen FGGJ (2005) Torrefied biomass for entrained-flow
gasification of biomass. Report ECN-C--05-026, ECN
25. Bioenergy Update (2000) vol. 2 No. 4 https://www.bioenergyupdate.
com/magazine/security/NL0400/bioenergy_update_april_2000.htm
26. Govin A, Repellin V, Rolland M, and Duplan J (1988) Effect of
torrefaction on grinding energy requirement for thin wood particle
production [online materials]. http://hal.archives-ouvertes.fr/docs/
00/46/23/39/PDF/AG-SFGP09.pdf
27. Rousset P, Davrieux F, Macedo L, Perré P (2011) Characterisation
of the torrefaction of beech wood using NIRS: combined effects of
temperature and duration. Biomass Bioenergy J 35(3):1219 – 1226
28. Chen W, Kuo P (2011) Torrefaction and co-torrefaction character-
ization of hemicellulose, cellulose and lignin as well as torrefaction
of some basic constituents in biomass. Energy J 36(2):803 – 811
29. Prins MJ, Ptasinski KJ, Janssen FJJG (2006) More efficient bio-
mass gasification via torrefaction. Energy Fuels J 31(15):3458 –
3470
Table 5 (continued)
Company Demotechnology
Supplier Location (s) Prod.capacity(tons/year)
ESD of operation
Comments
Torrefaction SystemInc. (USA)
Unknown Bepex International(USA/MN)
Unknown Unknown 2013
Vattenfall (Sweden) Moving bed Unknown Unknown Unknown Unknown
WPAC (Canada) Unknown Unknown Unknown 35, 000 2011
Zilkha BiomassEnergy (USA)
Unknown Unknown Crockett, TX (USA) 40,000 Q4 2010
ESD estimated starting date
Biomass Conv. Bioref. (2012) 2:349 – 369 367

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 20/21
30. Pimchuai A, Dutta A, Basu P (2010) Torrefaction of agricultural
residue to enhance combustible properties. Energy Fuel J 24
(9):4638 – 4645
31. Jenkins BM, Baxter LL, Miles TR Jr (1998) Combustion proper-
ties of biomass. Fuel Process Technol 54:17 – 46
32. Yan W, Acharjee TC, Coronella CJ, Vásquez VR (2009) Thermal
pretreatm ent of lignocellulosic biomass. Environ Prog Sustain
Energy 28:435 – 440
33. Waje SS, Patel AK, Thorat BN, Mujumdar AS (2006) An exper-
imental study of the thermal performance of a screw conveyor dryer. Dry Technol 24(3):293 – 301
34. Sule I (2012) Torrefaction behaviour of agricultural biomass and
their commercial feasibilities, M.A.Sc. Thesis, University of
Guelph
35. Pipatmanomai S (2011) Overview and experiences of biomass
fluidized bed gasification in Thailand. J Sustain Energy Environ
Spec Issue 29 – 11
36. Koukios EG (1993) Progress in thermochemical, solid state
refining of biofuels: from research to commercialization. In:
Bridgwater AV (ed) Advances in thermochemical biomass con-
version, Proceedings of the International Conference, 11 – 15
May 1992, Vol. 2. Blackie Academic& Professional, London,
pp 1678 – 1693
37. Ciolkosz D, Wallace R (2011) A review of torrefaction for bioen-
ergy feedstock production. Biofuels Bioprod Bioref. doi:10.1002/ bbb.275
38. Chen W-H, Hsu H-C, Lu K-M, Lee W-J, Lin T-C (2011) Thermal
pretreatment of woo(Lauan) block by torrefaction and its influence
on the properties of the biomass. Energy 36:3012 – 3021
39. Chen W-H, Cheng W-Y, Lu K-M, Huang Y-PA (2011) In evalua-
tion on improvement of pulverized biomass property for solid fuel
through torrefaction. Appl Energy 88:3636 – 3644
40. Ciolkosz D, Wallace R (2011) A review of torrefaction for bioenergy
feedstock production. Biofuels, Bioprod Biorefin 5(3):317 – 329
41. Prins MJ, Ptasinski KJ, Janssen FJJG (2006) Torrefaction of wood:
part 1. Weight loss kinetics. J Anal Appl Pyrolysis 77:28 – 34
42. Van der Stelt MJC, Gerhauser H, Kiel JHA, Ptasinski KJ (2011)
Biomass upgrading by torrefaction for the production of biofuels: a
review. Biomass Bioenergy 35:3748 – e3762
43. Acharjee TC, Coronella CJ, Vasquez VR (2011) Effect of thermal
pretreatment on equilibrium moisture content of lignocellulosic
biomass. Biores Technol J 102(7):4849 – 4854
44. Bourgeois J, Bartholin MC, Guyonnet R (1989) Thermal treatment
of wood: analysis of the obtained product. Wood Sci Technol
23:303 – 310
45. Deng J, Wang G-J, Kuang J-H, Zhang Y-L, Luo Y (2009) Pre-
treatment of agricultural residues for co-gasification via torrefac-
tion. J Anal Appl Pyrolysis 86:331 – 337
46. Ferro DT, Vigouroux V, Grimm A, Zanzi R (2004) Torrefaction of
agricultural and forest residues. Cubasolar 2004. Guantánamo,
Cuba
47. Felfli FF, Luengo CA, Soler PB, Rocha JD (2004) Mathematical
modelling of woods and briquettes torrefaction. In: Proceedings of
the 5th Encontro de Energia no Meio Rural, Campinas, Spain,
October 19 – 2. http://www.feagri.unicamp.br/energia/agre2004/
Fscommand/PDF/Agrener/Trabalho%205.pdf
48. Leonelli C, Mason TJ (2010) Microwave and ultrasonic process-
ing: now a realistic option for industry. Chem Eng Process J 49
(9):885 – 900
49. Amos WA (1998) Report on biomass drying technology. National
Renewable Energy Laboratory, report no. NREL/TP-570-25885.
http://www.nrel.gov/docs/fy99osti/25885.pdf
50. Kudra T, Mujumdar AS (2002) Advanced drying technologies.
Marcel Dekker, New York, pp 69 – 70, 81 – 83, and 335 – 336
51. Chandran AN, Rao SS, Varma YBG (1990) Fluidized bed drying
of solids. AlChE J 36(1):29 – 38
52. Marb CM, Vortmeyer D (1988) Multiple steady states of a cross
flow moving bed reactor. Chem Eng Sci 43(4):811 – 819
53. Linghong Z, Chunbao CX, Pascale C (2010) Overview of recent
advances in thermo-chemical conversion of biomass. Energy
51:969 – 982
54. Barrozo MAS, Murata VV, Assis AJ, Freire JT (2006) Modeling of
drying in moving bed. Drying Technology 24:269 – 279
55. Waje SS, Patel AK, Thorat BN, Mujumdar AS (2007) Study of
residence time distribution in a pilot-scale screw conveyor dryer.
Dry Technol 25(1):249 – 25956. Tsamba AJ, Yang W, Blasiak W (2006) Pyrolysis characteristics
and global kinetics of coconut and cashew nut shells. Fuel Process
Technol 87:523 – 530
57. Shafizadeh F, Chin Peter PS (1977) Thermal deterioration of
wood. Wood technology: chemical aspects. American Chemical
Society, Washington, DC, pp 57 – 81
58. Shu-de Q, Fang-Zhen G, Dong-li Z (1996)The study on performance
of twin screw conveyor. Dry Technol 14(7and 8):1859 – 1870
59. De la Hoz A, Díaz-Ortiz A, Moreno A (2005) Microwaves in
organic synthesis. Thermal and non-thermal microwave effects.
Chem Soc Rev 34:164 – 178
60. Miura M, Kaga H, Sakurai A, Kakuchi T, Takahashi K (2004)
Rapid pyrolysis of wood block by microwave heating. J Anal Appl
Pyrolysis 71:187 – 199
61. Salem AA, Ani FN (2011) Microwave induced pyrolysis of oil palm biomass. Biosource Technol J 102(3):3388 – 3395
62. Dangtran KY, Mullen JF and Mayrose DT (2000) A comparison of
fluid bed and multiple hearth biosolids incineration. In: The 14th
Annual Residuals & Sludge Management Conference
63. FGC Group (2010) http://www.fgcgroupllc.com/multiple_hearth_
furnaces.html. Accessed 30 May 2011
64. Kleinschmidt CP (2011) Overview of international develop-
ments in torrefaction. Bio-energy Trade, Torrefaction work-
s h o p , h t t p : / / w w w. b i o e n e r g y t r a d e. o r g / d o w n l o a d s /
grazkleinschmidtpaper2011.pdf
65. Mosier N, Wyman C, Dale B, Elander R, Lee YY, Holtzapple M et
al (2005) Features of promising technologies for pretreatment of
lignocellulosic biomass. Bioresour Technol 96:673 – 686
66. IEA Bioenergy (2010) Technology roadmaps. International Energy
Agency (IEA), Paris
67. Helwig T, Jannasch R, Samson R, DeMaio A, Caumartin D (2010)
Agricultural biomass residue inventories and conversion systems
for energy production in Eastern Canada. Prepared for Natural
Resources — Canada [online material]. http://www.reapCanada.com/
online_library/feedstockbiomass/7Agricultural%20Biomass%
20Residue%20Inventories%20and%20Conversion..Samson%
20et%20al.%202002.pdf
68. Dana Mitchell, Tom Elder (2010) Fueling the future. In: 2010
Council on Forest Engineering Annual Meeting June 6 – 9; Devall
Drive, Auburn, Alabama
69. White RH, Dietenberger MA (2001) Wood products: thermal
degradation and fire. In: The encyclopedia of materials: science
and technology. Elsevier Applied Science, Amsterdam
70. Twidell J, Weir T (2005) Biomass and biofuels. In: Renewable
energy resources, 2nd edn. Spon, London, pp 351 – 99
71. Hakansson K (2007) Torrefaction and gasification of hydrolysis
residue. MSc thesis, Umea Institute of Technology
72. Prins MJ, Ptasinski KJ, Janssen FJJG (2003). Thermodynamics of
gas-char reactions: first and second law analysis. Chem Eng Sci 58
(13 – 16):1003 – 1011
73. Josheph J James (2010) Creating power from biomass: torrefaction a
key facilitating technology. http://www1.eere.energy.gov/biomass/
biomass2010/pdfs/biomass2010_plenary2_james.pdf
74. Kaliyan N, Vance Morey R (2009) Factors affecting strength and
durability of densified biomass products. Biomass Bioenergy
33:337 – 359
368 Biomass Conv. Bioref. (2012) 2:349 – 369

7/24/2019 A review on advances of torrefaction technologies - Bimal.pdf
http://slidepdf.com/reader/full/a-review-on-advances-of-torrefaction-technologies-bimalpdf 21/21
75. Kumar A, Cameron JB, Flynn PC (2003) Biomass power cost and
optimum plant size in Western Canada. Biomass Bioenergy J 24
(6):445 – 464
76. Nalladurai KR, Vance M (2009) Factors affecting strength and
durability of densified biomass products. Biomass Bioenergy 33
(3):337 – 359
77. Holley CA (1983) The densification of biomass by roll briquetting.
In: Proceedings of the Institute for Briquetting and Agglomeration
(IBA), Vol. 18, No., pp 95 – 102
78. Obernberger I, Thek G (2004) Physical characterization and chem-ical composition of densified biomass fuels with regard to their
combustion behavior. Biomass Bioenergy 27(6):653 – 669
79. McMullen J, Fasina OO, Wood CW, Feng Y (2005) Storage and
handling characteristics of pellets from poultry litter. Appl Eng
Agric 21(4):645 – 651
80. Couhert C, Salvador S, Commandré JM (2009) Impact of
torrefaction on syngas production from wood. Fuel 88:2286 –
2290
81. Kuang X, Tumuluru JS, Bi XT, Lim CJ, Sokhansanj S, Melin S
(2009) Rate and peak concentrations of off-gas emissions in stored
wood pellets — sensitivities to temperature, relative humidity, and
headspace volume. Ann Occup Hyg 53(8):789 – 796
82. Zwart RWJ, Boerrigter H, Drift AVD (2006) The impact of
biomass pretreatment on the feasibility of overseas biomass con-
version to Fischer-Tropsch products. Energy Fuel J 20(5):2192 – 2197
83. Svoboda K, Pohoř elý M, Hartman M, Martinec J (2009) Pretreat-
ment and feeding of biomass for pressurized entrained flow gasi-
fication. Fuel Process Technol J 90(5):629 – 635
84. Douglas B (2010) Canada report on bioenergy [Online
Material]. http://www.canbio.ca/documents/publications/
canadacountryreport2009.pdf
85. Felfli FF, Luengo CA, Suárez JA, Beatón PA (2005) Wood bri-
quette torrefaction. Energy Sustain Dev 9:19 – 22
86. Gilbert P, Ryu C, Sharifi V, Swithenbank J (2009) Effect of process
parameters on pelletization of herbaceous crops. Fuel 88:1491 – 1497
87. UNEP (2010) Global trends in green energy 2009: new power
capacity from renewable sources tops fossil fuels again in US,
Europe. REN 21
88. Lam PS, Sokhansanj S, Bi XT, Lim CJ (2012) Colorimetry applied
to steam-treated biomass and pellets made from western Douglas
Fir ( Pseudotsuga menziesii, L.). Trans ASABE 55(2):673 – 678
89. Magalhaes A, Petrovic D, Rodriguez A, Putra Z, Thielemans G
(2009) Techno economic assessment of biomass pre-conversion
processes as a part of biomass-to-liquids line-up. Biofuels, Bioprod
Bioref 3:584 – 600
90. Rosillo-Calle F (2007) Biomass assessment handbook — bioenergy
for a sustainable environment, 1st edn. Earthscan, London
91. Rousset P, Turner I, Donnot A, Perré P (2006) The choice of a low
temperature pyrolysis model at the microscopic level for use inamacroscopic formulation. Ann For Sci 63:213 – 229
Biomass Conv. Bioref. (2012) 2:349 – 369 369