-
7/30/2019 A Review of Essential Oil Extr Action Technologies
1/29
1
Prepared by: Scott SanfordAugust 12, 2011 (revised)
University of Wisconsin-MadisonBiological Systems Engineering460
Henry Mall
Madison, WI 53706
Phone: 608-262-5062E-mail: [email protected]
M i n t O i l E n e r g y C o n s u m p t i o n , E n e r g y U
s e
E f f i c i e n c y a n d D i s t i l l a t i o n P r o c e s s
e sA Rev iew o f Essen t ia l O i l Ex t rac t ion Techno log
ies
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
2/29
2
Project funded by a grant from the Mint Industry Research
Council.
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
3/29
3
Review of Essential Oil Extraction Technologies
The common method for extraction of mint oil used by mint
growers in the U.S. is steam distil-lation. The mint hay is chopped
directly into a movable tub (wagon) and then moved to the
dis-tillation area where it is connected to the steam source and
condensate recovery system. A studyby Hackleman et al. in 2006
found many things that could be done to improve energy
efficiency
of current distillation systems. However the technology being
used today is about 50 years oldand newer more energy efficient
methods are available for the extraction of mint oil. Steam
dis-tillation or water distillation have been used since antiquity.
Energy for distillation ranges from2.5 kWh/kg to 4 kWh/kg (38686190
Btu/lb) of raw product (plant material) (Berka-Zougali2010). This
paper will look at the different process that can be used to
extract essential oilsfrom plant matter.
Water distillationWater distillation is generally used for
extraction oils from dried or powdered plant ma-
terials such as spice powders, ground woody plants such as
cinnamon bark, some flowers likerose or tough materials such as
roots, wood or nuts. Plant materials are immersed in water, al-
lowed to soak and then boiled with direct heat. The pressure on
the still can be reduced or in-creased to change the distillation
products. The volatile components are mostly extracted at
atemperature just below 100C by diffusion mechanism. The volatiles
are transported with thesteam to a condenser and oil is separated
using a Florentine Vessel. The remaining water in thevessel after
distillation can be transferred to another vessel hot and
redistilled reducing energyand water use. An advantage of water
distillation is the plant material is always in contact withboiling
water. The vessel should be stirred to prevent material from
clumping or settling to thebottom of the vessel. Some disadvantages
included low water levels causing overheating orcharring resulting
in off-notes (off-flavors), lower quality oil, slower process
resulting in higherenergy use, incomplete release of essential oil,
and requires more stills because of lower densityin the still.
Water-Steam DistillationThis process uses similar equipment to
water distillation but is a combination of water
and steam distillation processes. It can be used for mint or
other leafy plants. Plant material isloaded in a vessel on a grate
with water below. The water is boiled creating a low-pressure
wetsteam. The plant material must be uniformly loaded into the
vessel otherwise steam will bypasssome of the material. This method
can cause overheating of the material on the vessel wallsthrough
conduction if the still is direct fired resulting in off-notes. The
wet steam can saturatethe plant material on the grates and slow
down the distillation process. The method does de-crease processing
time and improves energy use compared to water distillation along
with highyields and better quality oil.
Steam DistillationThis is the most commonly used method for
commercial scale extraction of essential
oils including all types of mint. This method is similar to the
other methods except steam issupplied by an external source. Dry
steam is injected under the plant material that is resting on
aperforated floor. The material needs to be distributed evenly on
the floor so the steam will flowevenly through the material. The
oil is extracted by diffusion as the steam passes through
thematerial. The steam-oil mixture then passes through the
condenser and the oil is decanted in aFlorentine vessel. This
process is more energy efficient, cost effective, better process
control,produces more consistent oil and less likely to damage
oils. A disadvantage of steam distillation
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
4/29
4
is channeling of the steam through the plant material resulting
in lower extraction rates. Thiscan be reduced by chopping the
material which is a common practice but this can result in los-ing
considerable amounts of oil (ztekin 2007) during wilting and
chopping. Mixing the mate-rial in the still (such as an auger)
during processing can also reduce channeling of the steam.Even
though steam distillation is the most energy efficient of the
distillation processes it stillrequires a large amount of energy
per pound of oil and large amounts of water for cooling. Baseon
supplied by MIRC, it requires about 79,500 Btu per pound of oil
recovered. Distillation haslong processing times, about 2+ hours,
and is energy intensive compared to other methods of oilextraction.
Lawrence (1995) estimated the cost for a 4 tub distillation system
in the U.S. wouldcost $218,000 ($1992) ($329,000$2009) and have the
capacity to support 400 acres of mint.
Hydro DistillationThis method uses steam at atmospheric pressure
passed into the plant material from
overhead. The advantage to this version is the steam saturates
the plant materials more evenlyin less time than with steam
distillation. The condenser is located under a basket or
perforatefloor that the material is placed on. This method results
in higher quality oil that smells morelike the original plant.
Continuous Steam DistillationA continuous steam distillation
process has been used in Russia since the late 1970s. In
the mid 1980s, Bouchard et.al. (1986) and Bouchard and Serth
(1991) describe a continuousprocess for extracting oil from
cedarwood by Texarome (http://www.texarome.com/) in Texas.The logs
were pulverized and pneumatically conveyed with steam as the
carrier into a distilla-tion chamber which is approximately a mile
of pipe. The conditions in the chamber werecontrolled to vaporize
the volatile with the highest boiling point that was desired. The
residencetime in the distillation chamber was only 25-30 seconds.
This commercial system is capable ofprocessing 13 tons per day. The
spent wood could be used for boiler fuel after extraction. Basedon
the process conditions, the energy per pound of material processed
would be approximately1154 Btu per pound of input plant material
which would translate to approximately 23,000 Btuper pound of mint
oil based on the same processing parameters as used for cedarwood.
If mintcould be processed in this type of system it would reduce
energy costs by approximately 60 to70%. The capacity of this plant
would be too low for mint. Assuming the same capacity perday, the
13 ton plant could only process 3.25 acres per day based on 4 tons
per acre. No patentwas found. Texarome does offer consulting
services for distillation construction.
Carle and Fiedler describe the use of a cylindrical continuous
distillation system under thebrand name of Padovan (De Silva 1995pg
96). It appears that Padovan no longer makes dis-tillation units
(www.padovan.com). Arnaudo describes the plant material being fed
through the
distillation chamber using an Archimedian screw (auger) and
steam passage in countercurrentflow. This system works best with
powdered materials and is being used in France for fennel
oilproduction. Arnaudo also describes a continuous distillation
system, named DCF, that cascadesmaterial through a series of auger
modules. The augers configuration creates plugs of materialto
prevent the escape of steam. This type of system uses less steam
and is ideal for low boilingpoint oils such as peppermint.
Another continuous distillation system is described by Arnaudo
(1991) and Vacchiano (1992)is known as the Biolandes process.
Biolandes is a company based in France that specializes in
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
5/29
5
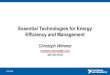
essential oils and natural extracts. They developed a continuous
distillation process and holdseveral patents on the equipment
developed for the process. A unit comprised of two 265-cubicfoot
(7.5 cu. meters) vessels can process 3 tons of pine needles per
hour. Figures 1 show illus-trations from the patent for the
distillation vessel. Figure 2 is an illustration of the overall
sys-tem. The steam and oil vapor would traditionally be condensed
using lots of cold water butBiolandes route the steam mixture
through an aerothemic radiator (air cooled), item 42 in Fig-
Figure 1: Biolanders Patent illustrations (Source: US Patent
5,024,820)
Figure 2: Biolanders Continuous Steam Distillation System
Schematic (Source: US Patent 4,935,104)
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
6/29
6
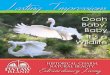
Figure 3: Patent Illustration for Rathbun and Thalheimer
ure 2, with a high thermal transfer capacity to transform the
100C steam mixture to 100C water.The hot air is used to dry the
distillation residues that are immediately feed into the boiler to
createthe steam. This reduces water demand and energy expenditures.
U.S. Patent 4,935,104 covers theprocess described above and expired
June of 2010. A second U.S. Patent 5,024,820 covers the load-ing
and unloading system used for the continuous still which uses the
plant material to form a plug toprevent the steam from escaping,
Figure 1. This patent will expire in June 2011.
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
7/29
7
The plant material plug to prevent steam from escaping was first
used in U.S. Patent 4,495,033, Figure3, which uses a series of
augers in channels with steam emitted into the plant material as it
is moveddown the channel. The system can be setup with a series of
augers that cascades the plant material fromone auger to the next
to increase distillation time and mixing of material. This was
developed by AlbertThalheimer, a mint grower, and Robert Rathbun, a
machine shop owner, both from Toppenish, WA. This
still was never commercialized. The patent expired in 2005. The
patent application claims the unit wasmore energy efficient, a 65%
energy savings, but no data was published or is available to
substantiate theclaim. The process time is claimed to be 5 to 8
minutes and could be setup to operate automatically 24hours per
day. No processing capacity was stated.
U.S. Patent 5,891,501 (1999) describes the use of a surfactant
to improve oil yields from steam distilla-tion. The surfactant can
be applied at the time of mowing, to the windrow as the mint hay is
being feedinto a chopper or as it is transferred to the
distillation tub. Based on data provided in the patent from 11tubs
with surfactant and 11 tubs without, the surfactant resulted in a
7.6% increase in oil recovered. Theinventor was contacted several
times to find out if this was commercially available but never
returnedcalls. There is concern if the surfactant were to end up in
the oil or affect the separation of the oil from
the water.
Cold Pressing / ExpressionCold Pressing is a method used for
citrus oil extraction and oilseeds but is not practical for
mint
oil.
Solvent ExtractionSolvent extraction is the most widely used
extraction process for extracting oils from plants. The
plant material is immersed into the solvent and the oils diffuse
into the solvent. The solvent are removedfrom the oils by
distillation or evaporation. There are various materials that can
be used for solvents de-pending on the material being extracted.
There are four classes of solvents. Low boiling point organic
solvents which would include hexane, propane, butane, methanol,
ethanol and others. Water can be usedas a solvent along with fats
or waxes. There are also liquefied gaseous solvents such as carbon
dioxideand freons. Each solvent has drawbacks, there isnt a perfect
solvent. The properties of a perfect solventwould be as follows:
doesnt dissolve water, has low viscosity, high solution capacity,
low latent heat ofvaporization, low boiling point, stable and
inert, non-toxic food grade, readily available, recoverable,doesnt
leave a residue, nonflammable, inexpensive and environmentally
friendly. Hexane appears to bethe most widely used, predominantly
for oil seeds.
Types of solvent extractors include Static extractors and
Rotational extractors. A static extractor is typi-cally a
cylindrical vessel in which the plant material is placed and the
solvent is successively circulated.The solvent is removed by
draining, followed by a steam cycle to strip the solvent from the
plant mate-
rial. The essential oils are extracted from the solvent by
evaporation of the solvent. The solvent is gener-ally condensed and
reused for environmental and cost reasons. A rotational extractor
is similar to a drumwashing machine. The process is similar to the
static extractor but agitation aids in increasing contactbetween
the plant material and the solvent. Biolandes (Vacchiano - 1992)
has a continuous solvent ex-traction process that works on the same
principle as the continuous steam extraction system but the steamis
replaced with a solvent. The plant material is introduced at the
top and distributed with a spreadingmechanism and the solvent is
introduced at the bottom of the vessel and flows up through the
plant mate-rial. The exhausted material is de-solventized by
compression and then run through a vessel that stripsthe remaining
solvent with steam.
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
8/29
8
Figure 5: Sliding Cell Solvent Extractor
Figure 6: Sliding Cell Solvent Extractor
Cut-away view Courtesy of Lurgi AG
Figure 4: Carrousel Extractor cut-awayview (source:
Harburg-Freudenberger)
A Rotocel or Carrousel is a continuous extractor used in the oil
seed industry which consists of18 pie shaped cells located in a
circle, Figure 4. The cells are loaded and then rotate around
thevessel while solvent is sprayed on the plant matter and allowed
to percolate through. The cellbottoms are perforated to allow the
solvent to drain through and be re-circulated. One rotation isabout
an hour but varies with the material being extracted. At the end of
one rotation the plant
matter exits the cell as the cell rotates over an open bottom
cell. This type of equipment has alow energy requirement. There are
several other types of extractors including the loop
extractor(Crown Iron Works Company Minneapolis, MN) and sliding bed
extractor (Lurgi AG -
Frankfort, Germany), see Figures 5 & 6. These ex-tractors
work similar to the carrousel extractor ex-cept the material path
is linear.The mixture of solvent and essential oil is
calledmiscella. The solvent is removed from the miscellain a
two-step process: evaporation followed bysteam stripping. The vapor
from evaporation is con-
densed and the solvent separated from the water.The solvent is
then recycled.Dai et.al. (2010) reported that solvent
extractionwith hexane was 180 times faster than using
steamdistillation.Microwave Assisted Solvent
extractionMicrowave-assisted process (MAP) applies micro-wave
energy to selectively heat components in a sol-vent solution.
Materials have different dielectric
constants and in general the higher the absolute value, the
higher the level of absorption of mi-crowave energy. The absorption
level does vary with temperature of the substrate and the
mi-crowave frequency used. Because of the variation in the
absorption of microwave energy, it ispossible to selectively heat
substances. Free water molecules have a high dielectric
constant(~80) and hence absorb energy and heat quickly. Some
solvents such as hexane have a low di-electric constant (1.9) and
essentially allow the microwave energy to pass through without
ab-sorbing energy. For the extraction of mint oil, the microwaves
will interact with the free waterin the plant structure causing
localized heating. More heating will occur in areas with higher
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
9/29
9
Solvent
Extraction
Unit
Filtration
Drying
Solvent
Distillation
Oil
Dry Exhausted
Plant Material
Plant
Material
Solvent
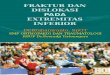
Transducers
Solvent Recovery
Figure 7: Ultrasonic-Assited Solvent extractionprocess
illustration (Vinatoru1997)
water contents such as glandular and vascular systems of the
plant material. The water will in-crease in temperature to the
boiling point or higher and cause rapid expansion and rupture
cells.This releases the oil and other components into the solvent
and produces pathways for the sol-vent into the plant materials.
The soluble components are dissolved by the solvent and then
re-covered by evaporating the solvent. This process requires
smaller volumes of solvent, can usedless toxic solvents and reduces
energy consumption over more commonly used extraction meth-
ods. Par et.al. (1994) reported exposure to 20-30 seconds of
microwave (at 625 watt) showedmore glandular disruption than six
hours of soxhlet extraction or 2 hours of steam distillation.They
also found that oil yield on a per weigh basis was greater for the
soxhlet extractor (labscale solvent extraction method) but the oil
quality was superior for the MAP extracted oil be-cause in
contained little chlorophyll and less pulegone (a monoterpene which
is clear colorlessoily liquid and has a pleasant odor). In their
U.S. Patent, 5,002,784, Par et.al., indicated thatMAP would reduce
processing costs by 45% and labor costs by 50% compared to steam
distil-lation which could increase net revenue from 18% to 35%.
Extraction lab tests of peppermintproduced 25% more oil using MAP
than traditional steam distillation. This patented processwas
developed by J.R. Jocelyn Par et.al. at the Minister of the
Environment in Canada and iscovered by U.S. Patents: 5,002,784
(1991), 5,338,557 (1994), 5,377,426 (1995), 5,458,897
(1995), 5,519,947 (1996), 5,675,909 (1997), 5,884,417 (1999) and
6,061,926 (2000). The appli-cation of microwave to flammable
solvents can be hazardous if not carefully controlled.
A study by Dai, et.al. (2010) found the highest yield of
menthone, menthofuran, and mentholfrom peppermint was achieved in
lab testing using microwave assisted solvent extraction, witha
30:70 mixture of ethanol and hexane, an extraction time of about 30
minutes and a sample-to-solvent ratio of 2g to 80 mL. Using 100%
ethanol or a 70:30 mixture of ethanol and hexane re-sulted in about
a 10% reduction in oil yields. Oil yield for sample-to-solvent
ratio down to 2g to20 mL also gave an acceptable yield. The
extraction method had the largest affect on yield.
Ultrasonic Assisted Extraction
Sonication or ultrasonically assisted extraction involves
immersing the plant material in a sol-vent in a vessel and then
subjecting it to ultrasonic sound waves. Figure 7 is an
illustration ofthe process. Solvent and plant material are placed
in a temperature controlled vessel and sub-jected to ultrasonic
vibrations to free the oil. After 10 to 15 minutes the solution is
filtered toseparate the plant solids from the solvent and extracted
oil. The liquid fraction is distilled toseparate the solvent from
the oil and the solid fraction is dried to recover the solvent. The
sol-vent is condensed and reused. If a low boiling point solvent is
used and the temperature is kept
below its boiling point, ultrasound can increase oilyield.
Solvent extraction is often done with cold sol-vent. Using
sonication resulted in similar yieldscompared with conventional
extraction methods but
in less time. Ultrasonic works by breaking the thincell walls of
the oil glands and rinsing out the oilonce the cell walls are
broken. If the plant materialhas been dried, the solvent diffuses
into the cellscausing swelling and hydration. Sonication
increasesthe rate of swelling and hydration. Lower frequen-cies (20
kHz) result in more cell damage and fasterrelease of oil than high
frequency (500 kHz) whichleft the leaf undamaged (Vinatoru 2001).
Stirring ofthe solvent also aided in decreasing the processing
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
10/29
10
time. This can be a low temperature process when used with
vacuum distillation to preserve thethermal sensitive components of
the oil. Da Porto (2009) reported increases of
oxygenatedmonoterpenes by up to 8 times more using
ultrasound-assisted solvent extraction with 70%ethanol as a solvent
compared to hydrodistillation. Carvone was the component that
increasedthe most. Ultrasound does not increase oil yield with
water distillation, it only produces morerapid boiling.
Solvent-Free Microwave Extraction (SFME)Microwave for cooking
was discovered by Percy Spencer at Raytheon Corporation while
devel-oping radar systems in 1945. In 1947 the first microwave
ovens for use in restaurants and com-mercial kitchens were
introduced. The first units weighed 750 pounds and stood five foot,
sixinches and require water for cooling the magnetron. It took
decades before it was refinedenough for the average consumer.
Today, industrial applications for microwaves included
foodprocessing, laboratory analysis, preheating and vulcanization
of rubber, drying, baking sandcore molds for metal casting, drying
resins in paper production, curing fiberboard and chip-board, and
many other applications.
Microwave essential oil extraction can be done in a batch or
continuous flow method. Thegreen plant material is exposed to
microwave energy which causes the in-situ water of the
plantmaterial to heat and boil causing the plant glandular
membranes to rupture and release the oil.The oil and water is
condensed to recover the oil and the water can be return to the
microwaveoven to facilitate additional vaporization of the
essential oil or disposed. Testing by Lucchesi etal. (2004)
compared solvent-free microwave extraction with hydro-distillation
and found 30minutes of processing time recover the same amount of
oil as after 4.5 hours of hydro-distillation (HD). The first
droplets of oil were recovered in 5 minutes compared to 90
minuteswith distillation. The oil composition for the SFME had
higher amounts of oxygenated com-pounds and lower amounts of
monoterpenes than the HD extracted oil. The oxygenated com-pounds
are highly odoriferous and more valuable than the monoterpenes
according to Lucchesi.
The mint oil contained 65% and 52% carvone, an oxygenated
compound, for SFME and HD,respectively, while limonene content, a
monoterpene, was 9.7% and 20% for SFME and HD,respectively. The
difference in composition is not likely that they werent extracted
but the re-duction in extraction times and reduced water volumes
with SFME results is less degradation ofthe oils by hydrolysis,
trans-esterification or oxidation. The energy requirement was
alsogreatly reduced from 4.5 kWh for HD to 0.50 kWh for SFME using
a 500g sample (Lucchesi2004). The oil yields of 0.095% for crispate
mint which is substantially lower that is reported inmost articles
on mint oil yields. The equivalent energy consumption is 14,664
Btu/lb of oil forhydro-distillation and 1,629 Btu/lb for microwave
extraction. SFME has the advantage over sol-vent extraction methods
of not having to be concerned with toxic solvent residue remaining
inthe oil or secondary operations to remove it.
Vian (2008) published information on a new method that
microwaves the plant matter in an up-side down flask, Figure 8. The
concept is that the vapors will fall by gravity through a
condens-ing unit into a Florentine flask. The oil yield when
compared to hydro-distillation was compara-ble, 0.6% versus 0.59%
but the extraction time was reduced from 90 minutes to 20
minutes.This concept would not be practical for commercial
production.Microwave steam distillation (MSD) passes steam through
the plant material while at the sametime irradiating the plant
material. The steam is not heated by the microwaves because of a
lowdielectric constant (1.0) but the water in the plant material is
heated by the microwaves result-
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
11/29
11
ing in rupturing of the cell walls and vaporization of the water
and essential oils. The steampassing through the plant material
acts as a carrier to move the essential oils to the condenserand
Florentine flask. Figure 9 shows an illustration of the process.
The microwave power set-ting is important for fast extraction but
excessive power can cause the loss of volatile com-pounds. Lavender
flowers were used in the study. The sample was processed until no
more es-sential oils were obtained. It took less than 10 minutes to
completely extract the oil. ComparingMSD to steam distillation, the
oil yield was the same but it only took 6 minutes to obtain thesame
oil yield as 30 minutes of
steam distillation. Using thesame process, Sahraoui (2008)found
almost 100% of the ex-tractable oil was recovered in 5minutes
compared to about 30minutes using steam distillationalone for
lavender flowers.
Mengal and Mompon (2006)were issued a patent (U.S. Pat-ent
7,001,629 B1 (2006)) for a
microwave extraction systemthat cycles the extraction vesselfrom
atmospheric pressure 100kPa to -25 kPa (14.5 to -3.6 psi) vacuum
three times in a 15 minute cycle while keeping thetemperature below
75C . The lower pressure would cause lower boiling points. Water
vaporfrom the extraction vessel is condensed, the oil is separated
and the water is routed back to thechamber. A stirrer in the vessel
increases the contact with the irradiation and reduces hot
spots.The oil yield reported appears to be nearly equal to steam
distillation. This method would likelybe batch process.
Figure 8: Microwave hydro-diffusion and gravity apparatus
(Vian2008)
Figure 9: Microwave steam distillation (Sahraoui2008)
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
12/29
12
MIRC has supported work on microwave extraction at Oregon State
University. Velasco(2007) studied different power settings and
combinations of power settings and time exposures.Her study found
that the most effective power settings was a combination of 1120 W
for 2minutes and 518 W for 1.25 minutes extracted the greatest oil
yield. The energy consumptionwas calculated at 0.22 kWh per pound
of mint hay. The energy cost was $1.22 per pound of oil
extracted. The process time was 3.25 minutes compared with 120
minutes for steam distillation.The peppermint oil composition is
less than the ideal for Menthol and Menthone, about thesame for
Cineole, and higher for Limonene, Pulegone and Furon. The mint oil
composition wasacceptable based on the acceptable industry
ranges.
Further work was done in 2009 by Hackleman (2010) setting up and
running a pilot scale studyusing an industrial planar microwave
system. Two trials were done, one at a growers facilityand one
using frozen mint at the microwave suppliers facility. They had
trouble getting the oilto be transported to the condenser unit and
oil passing through the condenser unit. A blowerwas used to draw
the steam and oil vapors from the microwave chamber to the
condenser sincethere wasnt steam pressure to move the vapor. They
reported problems getting the oil to not
condense in the pipe leading to the condenser unit. This may
explain the reason why Mengaland Mompon (2006) in their patent are
routing the condensed water back to the microwavechamber. An
increase in water would provide more vapor to help carry the oil to
the condenserunit. No oil was collected in the Florentine vessel.
The 100 kW microwave unit tested should becapable of processing 8
cubic feet per minute and Hackleman concluded that if it was
operated24 hours per day using an automated feeding system and the
harvest season was extended, itwould replace 2 or 3 still tubs.
Based on those assumptions, a complete system was estimated tocost
$400,000 in capital and have maintenance of $2000 per year for
cathode tube replacement(approximately every 8 years) plus
maintenance for belts, motors, etc. This cost includes aclosed loop
condensation cooling system to reduce water use and discharge.
Based on assump-tions, Hackleman estimated the energy cost would be
$0.40 per pound of oil or approximately a
93% energy cost savings over petroleum fired steam distillation
which cost $5-7 per pound ofoil. However, in this trial only 11% of
the oil was extracted from that mint hay based on sam-ples taken
before and after so much work needs to be done if this is to be a
viable extractionmethod.
The lack of success of Hackleman to extract oil can likely be
explained by the difference in di-electric constants between the
water and the oil components. The dielectric constant of a
mate-rial is related to the ability of the material to be heated by
microwave energy. A high dielectricconstant such as water results
in high absorption of microwaves and heating . Water has a
di-electric constant of between 55 and 80 depending on the
temperature although once it turns tosteam the dielectric constant
drops to 1 (no absorption of heat). The volatile components of
mint oil have dielectric constants ranging from 2.3 to 11, see
Table 1. Hexane which is used inmicrowave assisted solvent
extraction has a dielectric constant of 1.9 at 20C and is
consideredto be transparent to microwave (very little absorption).
Low dielectric constants means it willtake a long time to heat,
therefore without high water content in the mint plant material
thevolatilization of mint oil will take a long time. A grower at
the Midwest Mint Growers confer-ence in Wisconsin in Feb 2011 told
me hed tried using microwave on green-chopped mint (nowilting) and
got 100 percent extraction. This would have resulted from the high
water contentin the mint turning to steam and volatilizing the oil
components. If the mint can be successfullygreen-chopped, the setup
that Hackleman used might be successful.
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
13/29
13
Supercritical Fluid Extraction
Supercritical fluid extraction (SFE) is a form of solvent
extraction using a supercritical fluid asa solvent. The most
commonly used fluids are carbon dioxide, ammonia, ethane, ethylene,
pro-pane, pentane and water but they are sometimes mixed with
ethanol or methanol. A substance
becomes a supercritical fluid at a temperature and pressure
above its critical point, the point atwhich it changes from a
liquid to a vapor, Figure 10. In the supercritical state a
substance hasproperties of both a gas and liquid state. The
densities are close to that of the liquid form whileviscosity is
near that of the gaseous form. Supercritical fluids can flow
through a solid like a gasand dissolves materials like a liquid.
The solvent properties can be adjusted by changing thetemperature
and pressures. Carbon dioxide is most commonly used for food
applications suchas decaffeination of coffee beans or the
extraction of hops for beer production. It is also usedfor the
extraction of essential oils and pharmaceutical products from
plants. The critical tem-perature for CO2 extraction is 31.1C (88F)
while the critical pressure is 7.3 MPa (1060 psi).For traditional
steam distillation, the temperatures will be greater than 100C
(212F) with pres-
sures a little above atmospheric. The higher temperatures of
steam distillation can cause degra-dation of thermally sensitive
oils during extraction.
Supercritical fluid extraction using CO2 has many advantages.
CO2 is relatively inexpensive,readily available and can be easily
recycledand recovered from the extraction leaving noharmful solvent
residues. It is non-flammable,
non-explosive, non-toxic, colorless and odor-less. SFE reduces
processing times, results in abetter quality product with longer
self life andprocess conditions are easily achievable.
The process involves loading plant materialinto a pressure
vessel and pressurizing it withcarbon dioxide until the pressure
and tempera-ture is above 7.4 MPa and 90F, respectively.Above
critical pressure and temperatures, theCO2 will become
supercritical and act like asolvent, dissolving oils, pigments and
resinsfrom the plant material. The CO2 is usuallycirculated through
the vessel to extract the sub-
Table 1: Dielectric constants and Boiling oils of mint oil
components
Compound Dielectric Constant Boiling Pt. C
d-Limonene 2.3 175-178Cineole 4.57 176-177Menthone 8.8
210Menthol 4.0 217Pulegone 9.5 224Menthyl acetate 7.07
227-229Dihydrocarvone 8.5 221.5Carvone 11 227-231Water 80 @ 68F,
55.3 @ 212F; 1.00 steam 100
Source: Langes Handbook of Chemistry 15 th ed, McGraw Hill
1999
Figure 10: Definition of Supercritical State(Brunner2005)
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
14/29
14
strates. To remove the oil, the CO2 is de-pressurized and
allowed to evaporate leaving the oiland other soluble components
behind. Ideally the CO2 can be evaporated leaving oil withoutany
residues but many of the highly volatile components will pass
though a dry separator there-fore the CO2 is typically passed
through a solvent such as ethanol to trap the volatiles. This
willrequire secondary processes but results in higher yields.
Supercritical CO2 solvent propertiescan be modified by changing the
temperature and pressure to be selective for the components
that are desired to be extracted. It is possible to extract more
constituents than steam distillationand may require additional
processing if using a single stage system. Extraction process can
bebatch or continuous flow with extraction times of 15 to 120
minutes depending on conditions.Figure 11 is an illustration of the
flow schematic of a single stage processing with a supercriti-cal
fluid.Continuous Flow SFEGeneral Foods developed a continuous
process for SCF extraction of caffeine from coffee andreceived a
patent for the process in 1989. Figure 12 is a flow schematic for
the process. The de-sired amount of product flows through a valve
and enters a small pressure vessel that is used to
charge the extraction vessel. The charging vessel has a valve on
both the inlet and outlet so itcan be isolated. During filling the
outlet valve is closed and the inlet is open. Once the
desiredquantity of product is in charge vessel the inlet valve is
closed and the pressure is increased us-ing the extraction solvent
to the same pressure as the extraction vessel. The charging vessel
out-let valve is then opened allowing the product charge to flow
into the extraction vessel. At thesame time as the charging outlet
valve is open, the valve at the bottom of the extraction vessel
isopened to the discharge vessel, allowing an equal amount of spent
material to exit the extraction
vessel. The discharge vessel is also pressurized before the
valve is opened to the extraction ves-sel. The valve at the top and
bottom of the extraction vessel are closed. The supercritical
fluidsin the charging and discharge vessel are vented and the
discharge vessel is emptied. The super-critical fluids are
typically vented to a holding vessel and recycled. The discharge
vessel can bevented to the charging vessel to conserve
supercritical fluids. The valves and charging / dis-charge vessel
act as air locks so product can be loaded and unloaded from the
extraction vesselwithout disrupting the process. Rotary locks can
be used in place of the two valves and charg-ing / discharge
vessels but are more complex, cost more and generally require more
mainte-nance. The residence time for extraction can be adjusted by
the charging frequency and quantity
Separator
ChillerPumpHeater
EvaporatorThrottling
Valve
Extractor
Oil
Product
Feed
Figure 11: Flow Scheme of single stage processing with
super-
critical fluids (Egger & Jaeger, 2003)Product in
Valve In
Valve In
Valve Out
Valve Out
Charging vessel
Discharge vessel
Extractor
CO2 Out to
separator
CO2 In
Spent product
Out
Figure 12: Continuous Supercritical extraction
process flow (adapted from Katz, 1989)
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
15/29
15
and the vessel size. The flow of supercritical fluids is
continuous during charging and discharg-ing and flows
counter-current. This aids in maximizing extraction because
supercritical fluidsfree of dissolved oils are passing through
product that is at the bottom of the vessel that havethe lowest
amounts of oils left to extract. The supercritical fluids are
routed to a separator afterexiting the extraction vessel to
separate the essential oil from the solvent. The CO2 is
re-pressurized and recycled back to the extractor. Hughes Aircraft
Company also has a similar pat-
ent issued in May 1994 (US Patent No. 5,313,965).
The temperature and pressure of extraction will have an effect
on the oil yield from spearmint.Al-Marzouqi (2007) found in lab
scale experiments that increasing the pressure from 15 MPa(2175
psi) to 35 MPa (5076 psi) increased the yield by 48.5% at 30C,
18.6% at 40C and17.6% at 50C. Increasing the temperature at a
constant pressure also provided similar results;44.4% increase in
yield raising the temperature from 30C to 40C and 13.1% increase in
yieldraising the temperature from 40C to 50C. The project sourced
mint from 5 different countriesand found a difference of up to 27%
between the lowest and highest oil yields based on thesource. The
quality of the extract was considered better with respect to oil
composition ex-tracted with supercritical CO2 extraction at
operating conditions of 30C and 15 MPa. Using
the major flavor components as quality markers, carvone and
limonene, the oil produced withsupercritical CO2 extraction
contained 11443 and 2453 g/g of dry material, respectively,
com-pared to 10780 and 510 g/g of dry material, respectively, using
steam distillation. Table 1shows the principal components for steam
and supercritical CO2 extraction at 30C and 15MPa.zer, et.al.
(1996) reported oil extraction yields from 23 to 80% from spearmint
using super-critical fluid extraction (SFE) with CO2. The highest
yields were at 40C at 11 MPa (1595 psi)with an extraction time of 4
hours. The lowest yields were at 60C at 8 MPa (1160 psi) with a
1hour extraction time. In this study lower yields were extracted as
temperatures increase or proc-
ess time decreased. This report also compared the composition of
the extracted oil compared tosteam distillation. Limonene
percentages were 31% less with SFE (5.26%) than using
steamdistillation (7.63%) but carvone components were 5.2% higher
at 81.15% with SFE comparedto steam distillation at 77.13%. This
contradicts more recent work by Al-Marzouqi (2007) whoreported a
79% increase in limonene extraction but similar increases in
carvone at 6.1%. Al-
Marzouqi study used much higher pressures which might be the
reason for higher recovery per-centages.
Barton (1992) compared peppermint and spearmint oil extraction
from green plants and field-dried hay with supercritical fluid
extraction with CO2 at various rates and time and steam
distil-lation. Bartons results indicated that the CO2 extracted oil
are strongly colored, dark yellowto greenish yellow but differed
only slightly in specific gravity and refractive index. The
yieldsof spearmint oil from field dried hay using SFE-CO2 match the
yield from steam distillationwith process temperatures of about 34C
and pressures of 10 MPa (1450 psi). An extractiontime of 4 hours
was used for the experiment. The minimum extraction time was not
determined.
Table 2: Mint oil composition (g/g on dry basis) (from
Al-Marzouqi (2007))
* Supercritical Fluid Extraction
a-pinene Limonene Cineole Linalool Menthol Dihydro-carvone
Carvone
Steam 0.0 510 54.1 35.0 28.2 21.4 10780
SCFE* 48.2 2453 95.6 33.4 22.5 27.8 11443
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
16/29
16
Barton found that the CO2 flow needed to be 7.5 g CO2 per g dry
hay using a single passdown-flow extraction.
Economics of Supercritical Fluid Extractionztekin and Martinov
(2007) reported that a three 500 liter (132 gallon) vessels
supercriticalfluid extraction system using CO2 for processing
cloves, cumin, cardamom and ginger was esti-
mated to cost $2.2 million for capital and $4 to $6 million/year
for operating costs. A compari-son by Pereira and Meireles (2007)
for rosemary, fennel and anise estimated the manufacturingcost in
Brazil using SFE compared to steam distillation to be 44%, 55% and
58% less, respec-tively. A student project at Rowan University in
New Jersey, looked at the extraction of peanutoil using
supercritical CO2 extraction and compared it to a hexane solvent
process. They madeenergy and cost estimates for a 10 million pound
per year processing facility with a 30% oilyield (3 million pound
per year). Referring to Table 3, extracting peanut oil using
supercriticalCO2 extraction reduced energy use and costs by 60% and
55%, respectively.Brunner (2005) reported the cost for a 1000 ton
per year batch system is in the range of $1.36per pound of feed
stock but economies of scale could reduce cost to about $0.25 per
pound.Continuous flow systems could reduce costs further although
continuous SFE extraction has
only been carried out at the lab scale so far. Lack and Seiditz
(2001) reported cost estimates for
the decaffeination of coffee beans from $0.50 to $0.65 per pound
for a 3500 ton per year capac-ity system to $0.33 to $0.45 per
pound for a 7000 ton per year capacity system but warns thatcost
estimates can vary by 30%. The cost breakdown excluding raw
material costs are as fol-lows: Interest and depreciation = 36.1%;
labor = 24.5%; utilities = 17.2%; taxes = 20.5%; ad-ministration =
1%. Capital costs are about one third of the total processing
cost.
Pressurized Fluid ExtractionMany terms are used to describe this
technique: pressurized fluid extraction (PFE), acceleratedsolvent
extraction (ASE trademarked by Dionex), pressurized liquid
extraction (PLE), pres-surized solvent extraction (PSE) or enhanced
solvent extraction (ESE) (Camel 2001). Thismethod is similar to
supercritical fluid extraction in that it maintains a solvent in a
liquid state at
an elevated temperature with pressure. Using this method,
temperatures between 200 300Cmay be used with common organic
solvents. The decrease in viscosity at elevated temperaturesaids in
the solvent diffusing into materials and increases the solubility
of compounds into thesolvent. The high pressure also aids in the
solvent penetration in to compounds. Extraction timeis 5 10 minutes
and has been used as a lab bench test for recovery of environmental
contami-nates. Higher levels of moisture in soil samples inhibited
the extraction of pesticides whichwould indicate the need for dry
hay if used for mint oil extraction but high temperature may
de-grade oil.
Table 3: Costs for peanut oil processing with supercritical CO2
extraction (Gifford, 2001)
Solvent type CO2 HexaneSolvent cost $0.07 / lb. $0.07 /
lb.Solvent use 87 million lbs per year 38 million lbs per
yearEnergy input 1.8 GWh/yr 4.6 GWh/yrOperating cost $ 6,200,000
14,000,000Energy per lb of oil 0.6 kWh/lb 1.53 kWh/lbCost per lb of
oil $ 2.07 / lb $ 4.67 / lb
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
17/29
17
Subcritical Water ExtractionSubcritical Water Extraction uses
superheated water at elevated temperatures (100C to 374C)and
pressures high enough to maintain liquid state. Under these
conditions water is a low polar-ity extraction solvent. Advantages
reported by research:
- Higher extraction of polar compounds- avoids extraction of
waxes and lipids
- faster, cheaper, cleaner (solvent free)- environmentally
friendly- nontoxic- lower pressures than supercritical fluid
extraction- cheaper equipment than supercritical fluid extraction-
more efficient extraction qualitative compounds contain higher
oxygenated com-
pounds and fewer terpene fractions- better representation of
natural aroma- eliminates drying stage- selective extraction based
on temperature selection
Subcritical water extraction uses hot water under pressure to
maintain the water in a liquid stateto act as a solvent. It may not
be suitable for thermally sensitive oils. Kubtov et.al.
(2001)reported nearly complete decomposition of linalool and
-terpinene at temperature of 175Cduring oil extraction from
peppermint. Water is corrosive under supercritical conditions and
candamage equipment but can be prevented by using ultra pure and
degasified water. This requiresadditional equipment and cost.
Kubtov did extraction rates at different temperatures and showed
90% or higher extractionrates for all major components except
menthol acetate at 125C. At 150C all components werenearly at 100%
extraction in less than 25 minutes with the exception of menthol
acetate whichwas only 30% extraction. Higher temperatures and
longer times would be needed to obtain
higher yields of menthol acetate. For peppermint, 30 minutes at
150C or 12 minutes at 175Cresulted in similar extraction quantities
of carvone, pulegone, piperitone, eucalyptol,menthone, neomenthol
and menthol compared to 1 hour of supercritical fluid extraction
and 4hours of hydro-distillation.
Instant controlled pressure drop technologyThis method is based
on a patent by a French group. A U.S. Patent of the process,
No.5,855,941, was granted in 1999. The process involves heating dry
plant material (11% mois-ture) with steam for a short period,
followed by an abrupt pressure drop to a slight vacuum (5kPa). This
sudden pressure drop causes vaporization of fluids and the breaking
of cell wallswhich aids in releasing essential oils. This process
is repeated 2 to 6 times at saturated steam
pressures of up to 0.6 MPa (85 psi) with heating time of 0.5 to
20 minutes. Higher pressuresand the number of cycles resulted in
increased oil recovered from Cananga flowers. A 4 minutecycle
resulted in 2.74% oil yield versus 2.60% for a 24 hour steam
distillation process, a 5%yield increase. This work has also been
done for other crops and typically results in higher oilyields with
shorter processing times. The processing of Myrtle leaves resulted
in 10% higher oilyields with a 2 minute process time compared to
180 minutes with hydrodistillation (Berka-Zougali 2010), processing
Lavandin resulted in an 84% increased oil yield in 8
minutes(Besombes 2010) and Rosemary oil was processed in 10
minutes, recovering 91 to 97% of theoil compared to more than an
hour with hydro-distillation (Rezzoug 1998). This process has
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
18/29
18
the advantage of fast processing compared to hydro-distillation,
selective extraction compared tosupercritical extraction, no
solvent residue, low energy and water consumption (662 kWh and 42kg
per ton of raw product, respectively) and produces high quality
oil. The disadvantage is that ithas not yet been commercialized and
is a batch process. Using multiple vessels could simulate
acontinuous process. Another concern is fatigue stress on vessels
from the constant cycling. Nopublished data was found on the
extraction of mint oil.
Operation The plant matter is placed in vessel 1 and heated with
direct saturated steam (F1)and steam through a heating jacket (F2)
on pressure vessel to increase the temperature and pres-sure. This
step can last from several seconds to minutes but preferable not
more than one minute.Valve V2 is closed during loading and heating.
Vessel 2 is evacuated to a vacuum of 0.05 MPa(-7.5 psi) with vacuum
pump (3). Valve 7 is closed, valve V2 is opened allowing the
pressure todrop by 0.6 to 0.9 MPa (90 to 135 psi) in approximately
0.5 seconds. This causes the water andoil in the plant matter to
vaporize. Valve V2 is closed and the heating and pressurization
step isrepeated followed by valve V2 opening to depressurize the
system. This is repeated the numberof cycles specified for the
product, typically two to six cycles. Cooling water flows (F3) into
awater jacket on vessel 2 to condense the water and oil vapor,
Valve V4 is opened to allow the
water and oil to flow into a Florentine type vessel to separate
the water and oil. The water is re-moved through V6 and the oil
recovered through valve V5.
Moderate Electric Field Extraction (MEF)MEF processing applies a
voltage across a food material to rupture cell membranes and
increasepermeability. Sensoy and Sastry (2004) experimented with
black tea and dry and fresh mint.Samples were placed in breaker
with a salt solution and electrodes on opposite sides. The
saltsolution was used to improve the electrical conductivity and
was varied depending on the volt-age used. Voltages ranged from 200
to 1000 volts. Three different frequencies were used: 50,500, 5000
Hz. The method was compared with hot water extraction and found
that there wasnt a
Figure 12: Schematic diagram of the in-stant controlled pressure
drop DIC appa-ratus: (1) autoclave with heating jacket;(V2) rapid
valve; (2) vacuum tank withcooling water jacket; (3) vacuum
pump;(4) extract container; F1 & F2 steamflow; F3 cooling water
flow.(From Besombes 2010)
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
19/29
19
difference when using dried tissue but the MEF process on fresh
mint resulted in an 80% in-crease in total solids extracted. The
extracted solids would include oils along with other sub-stances.
There was no significant difference in solids extracted as voltage
was increased and adecrease in solid extract at frequencies of 500
and 5000 Hz compared to 50 Hz. Heating occurswhile the samples are
subjected to MEF. The process temperatures started at room
temperature(25C) and the test was concluded when the solution
temperature reached 80C. The process
could be done in a continuous process by pumping a slurry of the
plant tissue and brine solutionthrough a pipe past a power source.
The technique needs further study to determine its effi-ciency at
extracting mint oil compared with current methods.
High-Voltage Electrical Discharge (HVED)High-Voltage Electrical
Discharge (HVED) as described by Grmy-Gros, et.al. (2008) passesan
electrical charge through plant materials that is submerged in an
aqueous solution. The elec-trical charge travels through the plant
material causing cells to rupture, pressure pulses and pro-duce
oxidative chemistry. The electrical pulse is applied for only a few
microseconds whichavoids overheating. HVED has been used in
experiments to enhance extraction of mucilage ex-traction from
whole linseed, solutes from tea leaves and moonflower roots and oil
from linseed
cake. Extraction times for fennel gratings with HVED were about
20 minutes compared with 40minutes with MEF and 200 minutes for
ultrasonic assisted extraction. All methods resulted in aextraction
rate of about 97% compared to extraction without treatment resulted
in 60% extrac-tion in 20 minutes. Similar work was done by Dobreva
(2010) on rose pedals. Dobreva calledthe method Pulsed Electric
Fields (PEF) which subjected rose pedals to electric fields of
1-5kV/cm at a specific energy of 5-20 kJ/kg. The results increased
essential oil yield by 13-33%over distillation alone and reduced
distillation times from 2.5 to 1.5 hours. No undesirablechanges in
the properties of the oil were observed.
Oil CompositionOne of the criteria for using a different
extraction method is that the oil quantity as well as qual-
ity of oil must meet the requirements of producers and
consumers. The tables 4 and 5 comparethe MIRC criteria for the mint
oil components reported in different studies sited in this
paper.The orange highlighted cells in the tables indicate study
values that are below or above theMIRC criteria (first row of the
table). If a study published the oil composition for a control
dis-tillation method (steam or hydro-distillation), it is listed
above the alternative extractionmethod.
In Table 4 Peppermint oil composition, all of the values for the
three studies sited are withinthe MIRC criteria except for Menthol
which is 1-2% points less than the minimum for all stud-ies except
for the microwave extraction study by Hackleman (2009). Hacklemans
Microwavestudy was also below the MIRC criteria levels for Limonene
and Cineole but this was likely
because the study resulted in incomplete oil extraction (11%).
Menthyl acetate was low by lessthan 1% points for the study by
Barton for both the control using steam and the supercriticalfluid
extraction method which may reflect the plant material used.
In Table 5 Spearmint oil composition, the ultrasonic study by Da
Port (2009) reported signifi-cantly low values for Limonene but
higher values for Cineole than the control or the MIRC cri-teria.
The hydro-distillation control in Da Ports study was 8% points
lower than the MIRC cri-teria for Carvone but the ultrasonic
extraction method was 21% points higher and within theMIRC
criteria. The Carvone content for Lucchesi (2004) control
(hydro-distillation) was 6%
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
20/29
20
SpearmintMentha spi-
cataLimonene Cineole Menthone Dihydrocarvone Carvone
MIRC Critera 7 - 22 % 0.5 3 %
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
21/29
21
points lower than the MIRC criteria but the results for the
solvent-free microwave extractionwere within the MIRC criteria.
Mint Oil Distillation Energy Survey Summary
MRIC collected energy data from a small sample of growers on two
occasions and supplied thedata pertaining to the mint oil
distillation. The first set contained 6 surveys of which 4 were
us-
able and the second set contained 17 surveys of which 15 were
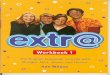
usable. Based on surveys pro-vided, the oil yield in pounds per
acre ranged from 45 to 180 with an average of 82.4 poundsper acre
while the energy use for steam distillation ranged from 41,325 Btu
per pound of oil to265,574 Btu per pound of oil, see Appendix A.
Three farms reported value for spearmint andthe rest distilled
peppermint. The high energy data point was an outlier in the data
set being al-most twice the next highest value and was omitted from
the data summary. This grower wasburning used motor oil, the only
farm that reported the use of used motor oil. The grower dis-tilled
spearmint and reported lower than average yields. Excluding the one
farm from the sur-vey, the range for distillation energy use would
be 41,325 Btu per pound of oil to 145,635 Btuper pound of oil. The
low distillation energy use system was from a farm with average
yield peracre using natural gas. Three farms that reported multiple
fuel sources. Two of the growers
switch between diesel fuel and natural gas during the season.
The other farm has two distillationsystems. The high value of
145,635 Btu per pound of oil was from a farm in the first survey
us-ing diesel fuel. The grower reported distillation energy use for
peppermint and spearmint at143,556 and 145,635 Btu per pound of
oil, respectively. The average distillation energy use was79,509
Btu per pound of oil. One might expect that as oil yield per acre
increased the distilla-tion energy use might decline but based on
Figure 13 there doesnt appear to be any relationship(trend line is
nearly flat). There was a difference in efficiency depending on the
fuel type used.The average of the two growers who use Propane was
68,079 Btu per pound of oil, the lowestof the four fuels. Eight
systems used natural gas fired distillation systems with and
average effi-ciency of 73,295 Btu per pound of oil, 7.6% higher and
eleven systems used diesel fuel with an
Figure 13 - Oil Yield per Acre versus Distillation Energy
Use
0
20
40
60
80
100
120
140
160
180
200
20,000 40,000 60,000 80,000 100,000 120,000 140,000
Distillation Energy Use (Btu/ ac)
OilYield
perAcre(lbs)
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
22/29
22
average efficiency of 98,809 Btu per pound of oil or 45% more
energy. The decrease in effi-ciency might be due in some part to
boiler maintenance and the tendency for fuel oil to foulheat
exchanger surfaces. Natural gas and propane generally burn very
clean.
If a distillation system is operating at 100 to 120 psi steam
pressure and the boiler efficiency is
80% (typical value for well maintained boiler) then it will
require approximately 1500 Btu toproduce a pound of wet steam. If
the heat exchanger is fouled with soot or the boiler is
poorlyadjusted, the efficiency may drop to 60% and require 2000 Btu
to produce the same pound ofsteam. The difference in energy use
could also be the result of running the distillation systemlonger
than necessary to harvest the mint oil from a loaded tub. How the
tub is loaded and pos-sibly the length of cut could possible effect
the distillation time as well.
When comparing different fuel types of energy sources it is
necessary to convert all to the sameunit of measure. For energy in
the English measurement system, British Thermal Units (Btu)are use.
The definition for a Btu is the amount of energy required to
increase the temperature ofa pound of water by one degree
Fahrenheit. Different fuel types contain different quantities
of
energy. A gallon of propane or liquid petroleum gas contains
about 91,500 Btu per gallon whilediesel fuel contains 138,700 Btu
per gallon. Therefore it takes 1.5 gallons of propane to equalone
gallon of diesel fuel on an energy basis. Natural gas is sold in
units of Therms or cubic feet.A Therm is defined as 100,000 Btu and
a cubic foot of natural gas generally contains about1030 Btu but
can vary from about 950 to 1100 Btu per cubic foot. Thus it takes
1.39 Therms ofnatural to provide the same energy as 1 gallon of
diesel fuel.
For a future survey it would be advantageous to find out the
number of cutting per year andthe oil yield and energy use per
cutting. From the wide range of efficiency reported, there islikely
substantial energy savings from doing routine boiler maintenance /
tuning and using bestmanagement practices for majority of
growers.
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
23/29
23
Summary:Energy data for the different method of oil extraction
are sketchy in the literature so side-by-side energy comparison
could not be made for most methods. Most of the methods
discusswould likely reduce the energy input but may not necessary
be economical because of highercapital costs, larger use of
electricity and limited number of hours of operation per year.
Someof the extraction methods have been develop mainly for lab
analysis and are not practical for
large production volumes. Some of the methods would not be
conducive for on-farm processingbecause of the specialized
equipment, flammable solvents, or high pressure vessels. A
coopera-tive could be formed to share the capital costs and employ
the technical talent to operate theequipment but capacity would be
an issue since all of the mint would be ready to harvest at
ap-proximately the same time. The two methods that appear to have
the best chance of success atthe farm level would be a continuous
steam distillation system or the solvent-free microwaveextraction.
Both are continuous processing methods that would lend themselves
to better proc-ess control, heat recovery, un-attended/automatic
operation and lower capital costs. A continu-ous steam distillation
system would need to be developed based on the existing patents and
ad-ditional test runs would be needed to develop and refine the
process for a microwave system.Based on processing parameters
published by Bouchard and Serth (1991) for cedarwood andassuming
mint could be processed in this system with the same parameters,
the energy to ex-tract a pound of mint oil could be reduced by 60
to 70% with a 25 second process time. Thedrawback is the capacity
would need to be increased to meet the needs of an average
farm.Based on a 10 day, 10 hours per day harvest window and 4 tons
per acre, the processing capac-ity would need to be 20 tons per
hour versus the current capacity of 13 tons per day.
The microwave system would have a longer process time than the
continuous steam system de-scribe by Bouchard and Serth (1991)
ranging in the 1 to 3 minute processing time based on
thedemonstration work by Hackleman (2009). The energy cost between
batch steam distillationand microwave may not be any less expensive
base on Velasco (2007) who reported steam dis-tillation energy
costs of $1.26/lb of oil compare to $1.22/lb of oil for microwave
at optimal con-ditions based on bench scale testing. If settings
werent optimal, energy costs for microwavecould be much higher. The
oil composition does not seem to be adversely affected by themethod
of extraction. More work will need to be done to work out the
process parameters formicrowave.
Table 6 lists the different extraction methods review and lists
the process times and relativecapital cost. The methods with the
shortest process times are the continuous steam, instantane-ous
pressure drop technology and solvent-free microwave. There is
little information on thecapital costs for the different methods in
the literature. Capital costs for commercial scale sys-tems are
few. Hackleman (2009) estimated the cost of a microwave system
equal to a two orthree station conventional steam system at
$400,000 while a supercritical CO2 extraction sys-tem is estimated
at $2 million for a system with two 132 gallon extractors, likely
not largeenough to process an acre per day.
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
24/29
24
Table 6: Process type, extraction method, process times
Process type Method type Process time
Steam / Hydro distillation Batch 2+ hours
Continuous steam Continuous 25 sec 8 min.
Solvent Extraction Batch or continuous
Microwave Assisted SolventExtraction
Batch or continuous 20 minutes
Ultrasonic Assisted SolventExtraction
Batch (possible continu-ous)
10-15 minutes
Solvent-Free Microwave Continuous 1 to 3 minutes
Microwave Steam Distilla-tion
Batch 6 minutes
Supercritical Fluid Extraction Batch orContinuous Batch
60 minutes +
Subcritical Water Extraction Batch 12 30 minutes
Pressurized Fluid Extraction Batch 5-10 minutes
Instant controlled pressuredrop technology
Batch 0.5 to 20 minutes
Moderate Electric Field Ex-traction (MEF)
Batch or continuous 2 to 10 minutes
High-Voltage Electrical Dis-charge
Batch or continuous 20 minutes
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
25/29
25
References:Al-Marzouqi, A.H., Madduri V. Rao, Baboucarr Jobe,
(2007) Comparative Evaluation of SFEand Steam Distillation Methods
on the Yield and Composition of Essential Oil Extracted
fromSpearmint (Mentha Spicata), Journal of Liquid Chromatography
& Related Technologies, Vol.30, pg 463-475.
Anonymous, Solvent Extraction from Oilseeds, Bulletin
263e/03.06/10, Lurgi AG Frankfurt,Germany. Accessed on Dec 29 at
http://www.lurgi.com/website/fileadmin/pdfs/brochures/
Br_solventExtr.pdfAnonymous, Wikipedia,
http://en.wikipedia.org/, used for definitions of various
terms.
Arnaudo, J. F., (1991).Le Gout du Naturel. Booklet, Biolandes
Aromes Laboratories,Mougins Cedex, France
Berka-Zougali, B., A. Hassani, C. Besombes, K. Allaf (2010),
Extraction of essential oils fromAlgerian myrtle leaves using
instant controlled pressure drop technology, Journal of
Chroma-tography A, Vol. 1217, pg 6134-42.
Besombes, C., B. Berka-Zougali, K. Allaf (2010), Instant
controlled pressure drop extraction oflavandin essential oils:
Fundamentals and experimental studies, Journal of Chromatography
A,
Vol. 1217, pg 6807-6815.Brunner, G. (2005), Supercritical
Fluids: technology and applications to food processing, Jour-nal of
Food Engineering, Vol. 67, pg 21-33.
Camel, V. (2001), Recent extraction techniques for solid
matrices supercritical fluid extrac-tion, pressure fluid extraction
and microwave-assisted extraction: their potential and
pitfalls,Analyst The Royal Society of Chemistry, Vol. 126, pg.
1182-1193.
Carle, R., G. Feilder (1990), ber ein kontinuierliches Verfahren
zur gewinnung therischerle (Study of a continuous process for the
manufacture of essential oils), Pharmazeutische In-dustrie, Vol.
52, No 9, pg 1142-1146.
Dai, J., V. Orsat, G.S.V. Raghavan, V Yaylayan (2010),
Investigation of various factors for theextraction of peppermint
(Mentha piperita L.) leaves, Journal of Food Engineering, Vol. 96,
pg540-543.
Da Porto, C., D. Decorti (2009), Ultrasound-assisted extraction
coupled with under vacuumdistillation of flavour compounds from
spearmint (carvone-rich) plants: Comparison with con-ventional
hydrodistillation, Ultrasonics Sonochemistry, Vol. 16, pg
795-799.
De Silva, K.T. (1995), A manual on the Essential Oil Industry,
U.N. Industrial DevelopemtnOrganization, Vienna, Austria.
Dobreva, A., F. Tintchev, V. Heinz, H. Schulz, S. Toepfl (2010),
Effects of pulsed electricfields (PEF) on oil yield and quality
during distillation of white oil-bearing rose (Rosa alba L.),
Z Arznei Gewurzpfla, Vol. 15, No. 3, pg 127-132.Gifford, M.,
Elizabeth Biancani, William Kearsley, Walter Maluchnik, Stephanie
Farrell,Mariano J. Savelski, and Robert P. Hesketh (2001) Economic
Feasibility Study on the Super-critical Fluid Extraction of Edible
Oils, Green Engineering Poster Competition, AICHE, Reno,NV
(PowerPoint presentation slides).
Grmy-Gros, C., J.L. Lanoisell, E. Vorobiev (2008), Application
of high-Voltage ElectricalDischarge for Aqueous Extraction from
Oilseeds and Other Plants, Chapter in Electrotechnolo-gies fro
Extraction from Food Plants and Biomaterials, Springer
Science+Business Media LLC,New York, pg 217-235.
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
26/29
26
Gunstone, F., F. Padley (1997), Lipid Technologies and
Applications, pg. 127-133, MarcelDekker, New York.
Hackleman, D. (2009), Microwave Field Test Project-Field Trial
Report, Oregon State Univer-sity, Funded by MIRC.
Hackleman, D., K. Levien, S. Kimura, C. Velasco (2006), Research
Progress ReportEnergyEfficiency of Mint Extraction, Oregon State
University, Funded by MIRC.
Katz, S.N., (1989), Method for decaffeinating Coffee with
supercritical fluid, U.S. Patent4,820,537.
Kristiawan, M., V. Sobolik, K. Allaf (2008), Isolation of
Indonesian Cananga Oil by Instantane-ous Controlled Pressure Drop,
Journal of Essential Oil Research, Vol 20, No. 2, pg 135-146.
Kubtov, A., Arnaud J. M. Lagadec, David J. Miller, Steven B.
Hawthorne (2001), Selectiveextraction of oxygenates from savory and
peppermint using subcritical water, Flavour and Fra-grance Journal,
Vol. 16, pg 64-73.
Lack, E., H. Seidlitz (2001), Economics of high pressure
processes, In A.Bertucco & G. Vetter(Eds.), High Pressure
process technology, pg 437-452. Amsterdam, The Netherlands:
Elsevier.
Lucchesi, M.E., F. Chemat, J. Smadja (2004), Solvent-free
microwave extraction of essentialoil from aromatic herbs:
comparison with conventional hydro-distillation, Journal of
Chroma-tography, Vol. 1043, pg 323-327.
Mengal, P., B. Mompon (2006), Method and plant for solvent-free
microwave extraction ofnatural products, U.S. Patent 7,001,629 B1;
Dated Feb. 21, 2006.
zer, E.., Sevan Platn, Uar Akman, ner Hortasu, (1996)
Supercritical Carbon DioxideExtraction of Spearmint Oil from
Mint-Plant Leaves, The Canadian Journal of Chemical Engi-neering,
Vol. 74, pg 920-928.
ztekin, S., Milan Martinov, (2007) Medicinal and Aromatic Crops:
Harvesting, Drying and
Processing, Haworth Food & Agricultural Products Press, New
York.
Palen, E.J., (1994), Continuous Operation Supercritical Fluid
Treatment Process and System,U.S. Patent 5,313,965.
Par, J.R.J., J.M.R. Blanger, S.S. Stafford (1994),
Microwave-Assisted Process (MAP): a newtool for the analytical
Laboratory, Trends in Analytical Chemistry, Vol. 13, pg
176-184.
Par, J.R.J., M. Sigouin, J. Lapointe, (1991), Microwave-Assisted
Natural Products Extraction,U.S. Patent 5,002,784.
Pereira, C.G., M. Angela A. Meiriles, (2007) Economic analysis
of rosemary, fennel and aniseessential oils obtained by
supercritical fluid extraction, Flavour and Fragrance Journal, Vol.
22,
pg 407- 413.
Rezzoug, S.A., M.W. Baghdadi, N. Louka, C. Boutekedjiret, K.
Allaf (1998), Study of a newextraction process: controlled
instantaneous decompression. Application to the extraction
ofessential oil from rosemary leaves, Flavour and Fragrance
Journal, Vol. 13, 251-258.
Sahraoui, N., M.A. Vain, I. Bornard, C. Boutekedjiret, F. Chemat
(2008), Improved microwavesteam distillation apparatus for
isolation of essential oils: Comparison with conventional
steamdistillation, Journal of Chromatography A, Vol.1210, pg
229-233.
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
27/29
27
Tzia, C., G. Liadakis (2003), Extraction Optimization in Food
Engineering, Marcel Dekker,New York.
Velasco, C.A. (2007), Microwave Extraction of Peppermint Oil and
Comparison to the CurrentPractice of Steam Extraction, M.S. Thesis,
Oregon State University.
Vian, M.A., X. Fernandez, F. Visinoni, F. Chemat (2008),
Microwave hydrodiffusion and
gravity, a new technique for extraction of essential oils,
Journal of Chromatography A, Vol.1190, pg 14-17.
Vinatoru, M. (2001), An Overview of the ultrasonically assisted
extraction of bioactive princi-ples from herbs, Ultrasonics
Sonochemistry, Vol. 8, pg 303-313.
Vinatoru, M., M. Toma, O. Radu, P.I. Filip, D. Lazurca, T.J.
Mason (1997), The use of ultra-sound for the extraction of
bioactive principles from plant materials, Ultrasonics
Sonochemis-try, Vol. 4, pg 135-139.
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
28/29
28
Appendix AMint distillation energy estimates 8/12/2011
S.Sanford
September 2010 PDF document
Surveys # of mint oilFueluse Type fuel
Minttype Fuel/# Btu/# Comments
1 27536 28500 D P 1.0350 143,556
1 40000 42000 D S 1.0500 145,635
2 60392 NG P 0.5670 56,700
3 NG 0.4738 47,380 ^ Cu.Ft to Thermcorrection
4 32630 19960 NG P 0.6117 61,171
2 surveys could not be used
May 2011 PDF documentSurvey
# #/acre oil Fuel/acre Fuel/# Btu/#
1* 80 NG P 0.8989 89,888
20 D P 0.2247 31,169
89 P 121,056
2 56.3 35 D P 0.6217 86,226
3* 80 NG P 0.7273 72,72720 D P 0.1818 25,218
110 97,945
4 85 Custom Distilled off-site
5** 45 43.26 NG P 0.9613 96,133^ Cu.Ft to Thermcorrection
45 25 D P 0.5556 77,056
6 67.9 50 p P 0.7364 67,378
7 90 54 D P 0.6000 83,220
8 75 57.5 D P 0.7667 106,337
9 100 95 D P 0.9500 131,765
10 85 63.894 p P 0.7517 68,78011 86 40 D P 0.4651 64,512
12 83 34.3 NG P 0.4133 41,325
13 51.3 33.166 NG P 0.6465 64,651^ Cu.Ft to Thermcorrection
15 73 40 D P 0.5479 76,000
16 100 Can't use gave $ not amount 104 #/acre
17 180 68 D S 0.3778 52,398
79,509 Average
Outlier
14 61 120 UMO S 1.9672 265,574
* Growers switched fuels during season. ** Grower has two
distillation systems^ Give as cu-ft/ac used 1.03 correction to
estimate Therms
Mint Types Assumed Energy Values
P - Peppermint AbbreviationFuelType Btu/unit
Fuelunits
S - Spearmint D Diesel 138700 gallons
NG Natural Gas 100000 Therms
p Propane 91500 gallons
UMO Used Motor Oil 135000 gallons
-
7/30/2019 A Review of Essential Oil Extr Action Technologies
29/29