Embed Size (px)
Citation preview

A Prediction of Residual Stress in Heavy Plate Butt Welds
C. O. R U U D A N D P. S. D I M A S C I O
A prediction o f residual stresses in heavy plate butt welds is proposed based on a literature survey. The stresses were found to range from the yield strength o f the material in tension at the weld toe to about 40 pct o f yield strength in compression near the center o f the plate in directions both parallel and perpendicular to the weld fusion line. Also, due to the thickness o f the plate, some stresses in the through thickness direction were found. The stresses are predicted to fall to parent metal stresses in about one and one half to two plate thicknesses.
INTRODUCTION
Due to this country 's need to reduce its energy depen-
dence on petroleum, a great interest in coal liquification
has developed. Present plant designs for coal liquifica- tion call for the use of large pressure vessels for which thermal and pressure conditions will require high confi- dence in the materials and fabrication quality. As a seg- ment of gaining confidence in the weldments, fracture mechanical studies of the vessels, taking into account
the residual stress state, are needed. Evidence exists
indicating that the residual stresses will be a severe prob- lem in the material adjacent to the welds, especially in
the as-welded condition. The stresses near the welds
could approach the yield strength of the parent material
in as-welded thick-walled vessels. However most of the
existing data of experimentally determined residual
stresses in steel weldments is by mechanical stress relief
techniques, measurements which due to their nature are
often incapable of measuring peak stresses. Thus X-ray
diffraction techniques, which are capable of measuring
C. O. RUUD and P. S. DIMASCIO, Materials Research Laboratory, The Pennsylvania State University, University Park, PA 16802.
peak stresses, often produce data which disagree with
that of mechanical techniques. Furthermore, there are
practical restrictions in the fabrication of vessels which
could be ameliorated by reducing the temperature and
duration of post-weld thermal treatments. The material proposed for use in the vessels is ASTM designation A387 grade 22 class 2 which is a 2~/4 pct Cr-I pct Mo steel with a yield strength of 45,000 psi (310 MPa).
The major thrust of a study being undertaken by the
Materials Research Laboratory of The Pennsylvania
State University is to accurately measure the three- dimensional stress state in weldments in both the as-
welded state and after a post-weld heat treatment is
applied. Also, the residual stress fields produced by various welding methods and weld groove geometries
will be compared. The measurement procedure to be
used will exploit an advanced high speed X-ray diffrac-
tion technique, developed by one of the authors, ~ and
parting and layering mechanical stress relief techniques similar to those used by Gott et al. 2,3 The X-ray method
was chosen because of its superior volume resolution,
and the new X-ray instrumental technique because it allows for excellent precision and accuracy consistent
with speed. As an initial part of this study, a literature search was
ISSN 0162-9719/8110601-0062500.75/0 62--VOLUME 3, JUNE 1981 �9 1981 AMERICAN SOCIETY FOR METALS J. MATERIALS FOR ENERGY SYSTEMS

performed in order to predict the as-welded three-
dimensional stress field that might be found in a con-
ventional double vee groove submerged arc weldment of
eight-inch thick low-alloy steel plate. This paper
describes the predicted stress field.
BACKGROUND
Gott et al, 2,3 using a specimen measuring 15 in. • 15
in. • 6.7 in. (0.4 m • 0.4 mX 0.17 m) of A533 grade B
class I steel, measured the residual stresses due to sub-
merged arc welding. The measurements were taken by
the X-ray double exposure technique 4 after the welded
plates were stress relieved at 1150 ~ (620 ~ for 5 h.
She found the principal stresses to be perpendicular to and parallel to the weld fusion line (WFL) in the plane
of the plate. The stress perpendicular to the WFL at the
surface varied from the yield strength at the weld toe to
near zero at a distance within one plate thickness from
the weld toe. The stress parallel to the WFL varied simi-
larly but was somewhat lower. The stresses decreased in
magnitude with depth into the plate reaching the magni-
tude of tensile yield point in compression in the center
of the plate. Miss Gott 's individual stress readings were
stated as having an accuracy of _+5.6 ksi (_+39 MPa).
Landerman and Grotke 5 examined post-weld heat-
treated (PWHT) 11 in. (280 mm) thick-welded plate of
A533 grade B Class 1 steel. The weld was 13/8 in. (35
mm) straight-sided double U-groove welded by sub- merged arc welding. Residual stresses were measured
after 1 h, intermediate stress relief followed by an addi- tional 5~fz h at 1125 ~ _+ 25 ~ (607 ~ Stresses were
measured by strain gages placed in 1/4 in. (6.35 mm) diam stainless steel tubes which were epoxied inside 1/4
in. holes drilled in the specimen. The stresses were then
relieved by sawing the specimen into small parallelepi- peds centered on each strain gage. The maximum stress measured was 7.4 ksi (51 MPa). That these stresses were
lower than those observed by G o t t e t al may be due either to the fact that the parallelepipeds which were cut from the specimen were still too large to fully relieve the stresses (1 in. square), or the narrow groove geometry may not have induced the high stress level usually asso-
ciated with conventional vee groove weldments.
Ueda et al 6 used specimens of A336 grade F class 22
in three thicknesses: 3.9 in. (100 mm), 7.9 in. (200 mm), and 11.8 in. (300 mm). Submerged arc welding was em-
ployed to make four samples of each thickness in order
to study the effects of PWHT, and stresses were mea-
sured by sawing using the stress relief technique. In the 3.9 in. weldment, the stresses perpendicular to the WFL on the surface ranged from 70 pct of yield strength at
the weld toe to zero at a distance of about one plate
thickness away. The longitudinal stresses varied from 70
pct of yield to zero in about half the plate thickness. The
variation of these stresses with depth was from the max-
imum at the surface to compression of the same magni-
tude in the center of the plate. The 7.9 and 11.8 in. spec- imens varied in the same fashion, but the maximum stresses were 90 and 100 pct of yield strength, respec-
tively. The effect of heat treatment at 1200 ~ (650 ~
for varying times was to reduce maximum stresses by as
much as 60 pct. Ferrill et al 7 measured residual stresses in A302 grade
B steel 10 in. (254 mm) thick. The method employed was
similar to Landerman and Grotke's except that paper
tubes were used instead of stainless steel. Before heat
treatment the stresses in the transverse direction ranged
from the yield strength in tension on the surface to the
same magnitude in compression at the center of the
plate in a pattern similar to the aforementioned studies. Longitudinal stresses behaved similarly. After heat
treating at 1160 ~ 15 ~ (627 ~ 8.3 ~ the maxi-
mum stress found was 8 ksi (56 MPa). Rosenthal and Norton 8 developed a method of math-
ematically reconstructing the original stress distribution
in a part by using data from cutting specimens in half.
Although the specimen was only 12 in. • 12 in. x 1 in.
(305 mm • 305 mm • 2.54 m) their results are similar to
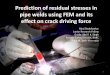
WELD GEOMETRY IN CROSSECTION A-surface of plate,
B- 25% of thickness
C- 50% of thickness
D - 75 % of thickness
E- surface of plate
I O 0 % ~ , E stress perpendicular to J -"-., ~ weld centerline J \ ~ - - -s t ress parallel to 751 , \~ weld centerline
I~1 \x
,,, o . . . . . . fi i //J'~'~ distance from weld cen- / f /
j ~ / ~ ' / terline in plate thicknesses
-5(
Fig. I--Predicted as-welded stresses in the plane of the surface (A and E), at a plane parallel to the surface and one-quarter plate thickness below (B and D), and at the center plane (C). The solid lines show stresses perpendicular to the weld center line and the dotted lines parallel.
J. MATERIALS FOR ENERGY SYSTEMS VOLUME 3, JUNE 1981--63

above mentioned distributions, for as-welded speci-
mens, when the thickness of the specimen is taken into
consideration. Andersson 9 used a specimen 1 in. • 19.7 in. x 78.7 in.
(25 mm • 500 mm x 2000 mm) welded from one side to
a depth of 0.57 in. (14 mm) using submerged arc weld-
ing with three electrodes. The as-welded transverse
stresses at the surface were measured by what they called
the " G u n n e r t " drilling technique and ranged from yield
strength (52 ksi or 360 MPa) to zero in two plate thick-
nesses. Longitudinal stresses ranged from 10 ksi (70
MPa) to zero in the same distance.
In summary, the work cited represents a sampling of
the references studied in order to predict the three-
dimensional stress field which might be found in heavy
steel weldments. Analysis of the data provided by the studies indicate that the residual stresses on the surface
of thick plate in the as-welded condition vary from yield
strength at the weld toe to pre-welded stress levels in
about two plate thicknesses. Furthermore, steep stress
gradients will exist in the heat affected zone that vary
from tensile values near yield strength to compressive
stresses of similar magnitude in the center of the plate.
DISCUSSION
]'he following predicted as-welded stress distributions
were derived through a careful study of the literature by
comparing similarities in the stress distributions re-
ported. The various methods used by other investigators
are quite diverse, ranging from hole drilling to X-ray
diffraction methods. The resulting data, however, seem
to be fairly consistent regardless of the method used.
Allowances have to be made for differences in measure- ment methods, e.g., strain gages average the stresses over a larger area and volume than X-ray methods, therefore there are limits to how steep a gradient a method such as hole drilling can resolve.
The residual stress data gleaned from the literature suggests three-dimensional stress patterns as illustrated in Figs. 1 and 2 for thick as-welded multi-pass low alloy
steel plate weldments. Both figures show the stress on a
scale from 0 to 100 pet of the yield strength of the parent
metal.
Figure 1 shows the predicted planar stresses on the
surface, at one-quarter thickness, and at the center of the weldment parallel to and perpendicular to the weld
center line. The solid line designated A and E shows the behavior of the stress in the weldment top and bottom surface perpendicular to the weld (o+) on a traverse from
the weld toe (weld fusion line) to a distance of about two
plate thicknesses (2T). The dotted line designated A and E depicts the stresses in the direction parallel to the weld
1
J
J
30%
~ 2o
flip Ul
~r -10 I.-- r
-20
A
plate th ickness .~
to bottom surface surface
Fig. 2--Predicted at-welded stresses in the direction perpendicular to
the surface plane and in a traverse through the thickness of the welded plates at the weld fusion line (WFL) seen on the surface (A), at a dis- tance of one half a plate thickness from the WFL (B), and at a dis- tancc of one plate thickness from the WFL (C).
center line (Cry) along the same traverse. The lines desig-
nated B and D show the predicted stress behavior in the
plane parallel to the surface and at a distance of one-
quarter plate thickness from the top or bottom surface;
the solid line for stresses perpendicular and the dotted line for stresses parallel to the weld center line. The lines designated C show the stress in the plane parallel to the plate surfaces at the center of the weldment; the solid line for stresses perpendicular to the weld center line and the dotted line, for those parallel.
Figure 2 shows the predicted through thickness stresses in a direction perpendicular to plate surface at the weld fusion line as seen at the weld fusion line (A), at a dis-
tance of one half a plate thickness from the weld fusion
line (B), and at a full plate thickness from the weld fusion line (C).
CONCLUSION
Figures 1 and 2 show the predicted three-dimensional as-welded residual stress distribution of a thick plate
weldment joined by a multi-pass procedure. The highest tensile stresses are in the plate surface near the weld fusion line (WFL) and are often near yield in the as- welded condition.
64--VOLUME 3, JUNE 1981 J. MATERIALS FOR ENERGY SYSTEMS

ACKNOWLEDGMENT
This investigation was sponsored by a contract from the U.S. Department of Energy.
REFERENCES
1. C. O. Ruud: J. Metals, June 1979, vol. 31, no. 6, pp. 10-15. 2. K. E. Gott: "Residual Stresses in a Weldment of Pressure Vessel
Steel," Welding Institute Reprint, 15-17 November 1977. 3. K. E. Gott and G. Lindkvist: "Residual Stresses in a Weldment of
Pressure Vessel Steel," Studevic Arbetsrapport, AE-M-S-139, 16/23, August 1977.
4. SAE, Residual Stress Measurement by X-Ray Diffraction, SAE J784a, Handbook Supplement, Society of Auto. Eng., Inc. 1976.
5. E. Landerman and G. Grotke: Weldments: Physical Metallurgy and Failure Phenomena, Proceedings of the Fifth Bolton Landing Conference, The General Electric Corp., Schenectady, NY, pp. 43-71, August 1978.
6. Y. Ueda, K. Fukuda, K. Nakacho, E. Takahashi, and K. Saka- moto: International Conference on Pressure Vessel Technology, vol+ 2, Materials and Fabrication, ASME, NY, pp. 925-33, 1977.
7. D. A. Ferrill, P. B. Juhl, and D. R. Miller: Weld.J, Weld. Res. Suppl., November 1966, pp. 504s-14s.
8. D. Rosenthal and J. T. Norton: Weld. J., Weld. Res. Supp'l., May 1945, pp. 295s-307s.
9. B. A. B. Andersson: Trans. ASME, October 1978, vol. 100, pp. 356-62.
J. MATERIALS FOR ENERGY SYSTEMS VOLUME 3, JUNE 1981--65




![Prediction of welding residual stresses using machine ... · characterise the distribution of residual stresses in structural welds [6, 7]. With the development of residual stress](https://img.pdfslide.us/doc/110x75/5fa3f63f3be93a3412525cc3/prediction-of-welding-residual-stresses-using-machine-characterise-the-distribution.jpg)