Embed Size (px)
Citation preview

Experts in Spray TechnologySpray
NozzlesSpray
ControlSpray
AnalysisSpray
Fabrication
A Novel Approach to Design Extremely Low Flow / High Accuracy
Hydraulic Electrostatic Nozzle for High End Coating Applications
Eric Muljono*, Keith CronceSpraying Systems Co.
Hudson, NH 03051-4904 USA
Abstract
Although electrostatic spray technology has enjoyed phenomenal success in automotive painting and agricultural spray applications, many spray applications remain untouched by this technology due to technical and/or time constraint. One such high potential spray application is in the medical coating industry with strict requirements of high precision, high consistency, and considerable drug cost. Focusing further on medical stent coating, existing ultrasonic spray nozzles are wasteful and time-consuming in addition to added complexity of reclaiming the drug overspray. This is mostly due to the fact that pressurized air and/or ultrasonic vibration which introduces much turbulence to spray droplets in flight.
To further improve transfer efficiency and consistency of existing spray nozzles, SSCo has developed a new airless Electrostatic spray nozzle which relies solely on electrostatic charges accumulated in a unique spray tube design to gently applied coating material in a consistent
and efficient manner. An added benefit is to have steady spray at flow rates ranging from 3 cc/hr – 10 cc/hr.
An analysis of various spray tube tips is performed, each having different geometry making full use of Gauss’ Law to concentrate electrostatic charge and maximizing electric field strength at terminal spray point. A particular point of interest will be how the droplet shape, distribution, and size are affected by the different designs. Lab testing indicated that the larger sharp edge areas where electric charge accumulates, the smaller the droplet size while droplet shape sphericity stays relatively constant. This is concluded from results showing that a spray tip with a circumferential corner area produces smaller droplets than that with 4 points. Furthermore, a spray tip with 4 points produces smaller droplets than that with 1 point. The results lead us to believe that some spray tip designs sufficiently charge the droplets reaching Rayleigh limit more efficiently.
As presented at: ILASS–Americas 21st Annual Conference on Liquid Atomization and Spray Systems, Orlando, FL, May 2008
*Corresponding author

2 www.sprayconsultants.com
A Novel Approach to Design Extremely Low Flow / High Accuracy Hydraulic Electrostatic Nozzle for High End Coating Applications
Introduction
Medical stents are vital as a minimally invasive solution to the burgeoning patients with heart problems worldwide. As people age, their blood arteries become brittle, less flexible, and has become too constricted due to plaque buildup. Some medical stents are coated with drug to prevent the arteries becoming blocked again. An even coating which produces a thin film with small, uniformly-sized droplets are critical in this spray process.
In traditional spray processes, such as air atomizing or ultrasonic atomization, mechanical and/or pneumatic forces are utilized to break up the liquid jet before deposition occurs. Although very small droplet size can be achieved using these methods, the droplet size ranges considerably and minimal control can imposed on the flight path of the droplets afterward. This causes uneven coating with some parts of the stent receiving more deposition than other parts. To correct this condition, it may be necessary to adjust the flow rate to the extreme low end and perform several passes across the stent to better ensure even coating hence time-consuming process. In addition, precious drug material is also wasted due to uneven coating as the nozzle head will have to traverse across the width and length of the stent.
Having described the operational limitations above, electrostatic spray technology seems well suited to alleviate these problems in the future. Droplet sizes are expected to be relatively narrow distribution due to the absence of turbulent atomizing air. Coating evenness will also improve due to like charges in droplets in flight will repel each other hence more uniform distance between the droplets as it impacts the stent. In addition, overspray will be largely eliminated as charged spray droplets seek grounded objects, of which the stent is closest to it.
To analyze the effectiveness of airless electrostatic spray nozzles for this application, a prototype spray chamber is built complete with rotating stent like object positioned underneath the spray nozzle. Three different spray nozzles with different spray tip design will be analyzed for droplet size and shape sphericity for a variety of flow rates. A synthetic oil (Castrol Syntec 5W20) is used as medium due to its proven spray performance in electrostatic spray. Of interest in the analysis will be how the different spray tip designs affect droplet size and droplet size distribution as smaller, like-size droplets will facilitate coating uniformity.
Test Description
Figure 1 shows a prototype spray chamber that has been used in this study. The spray chamber is about 280 mm wide and 500 mm long. Inside it, a 6.4 mm diameter rotating shaft is mounted to one side of the spray chamber with a stent-like material covering the shaft. The rotation speed is 300 revolutions per minute. An electrostatic spray nozzle is located directly above the shaft at a distance of 25 mm. Liquid medium is delivered to the spray nozzle via a programmable syringe pump at flow rates varying from 0.5 cc/hr to 10 cc/hr. High voltage level is set at 20 KV. Considering that the dielectric strength of air is 3 MV/m [1], it is far lower than the theoretical air breakdown limit at 25 mm of 75 KV based on the following calculation:
Air breakdown limit at 25 mm :
(3 x 106) x (25/1000) : 75 x 103 Volts
Current level of the high voltage power supply was monitored during testing and it has stayed relatively constant at 150 µA hence total power output to the spray nozzle is 2.25 W.
To the best of our knowledge, the spray setup mirrors that of the actual production setup and hence much emphasis will be put on understanding how the droplet size, distribution, and shapes are affected by the different spray tip designs and different flow rate settings.
EQUIPMENT & METHODS

3 www.sprayconsultants.com
A Novel Approach to Design Extremely Low Flow / High Accuracy Hydraulic Electrostatic Nozzle for High End Coating Applications
Figure 1. Spray chamber configuration
SSCo Electrostatic Spray Nozzle
For this study, three distinct spray nozzles are specially designed and built. All three spray nozzles features an open tube electrode made out of stainless steel. The first design incorporates a flat perpendicular cut stainless steel spray tube. The second design features a crown-like cut on the tip of the stainless steel spray tube consisting of 4 distinct points. The third design includes a slanted cut stainless steel spray tube resulting in liquid medium to culminate in one point before dispersion. Based on Gauss’ Law[2], the electric field strength is highest around sharp corners, a well known fact that has been utilized in many electrostatic apparatus. Nonetheless our study is most interested in the effect of various spray tip geometry, all of which employs sharp corners, in relation with droplet size. Figure 2 shows this spray tip designs more clearly.
There are additional requirements in designing the spray nozzle such as high voltage charge leakage and high voltage insulation for safety purposes. Consequently, the nozzle body is made out of high dielectric strength Delrin® plastic. Insulative adhesive is applied to seal off interference fit between two surfaces. And silicone rubber is used on high voltage cable connection for improved safety.
Figure 2. SSCo Electrostatic Spray Nozzle
Drop Size Measurement
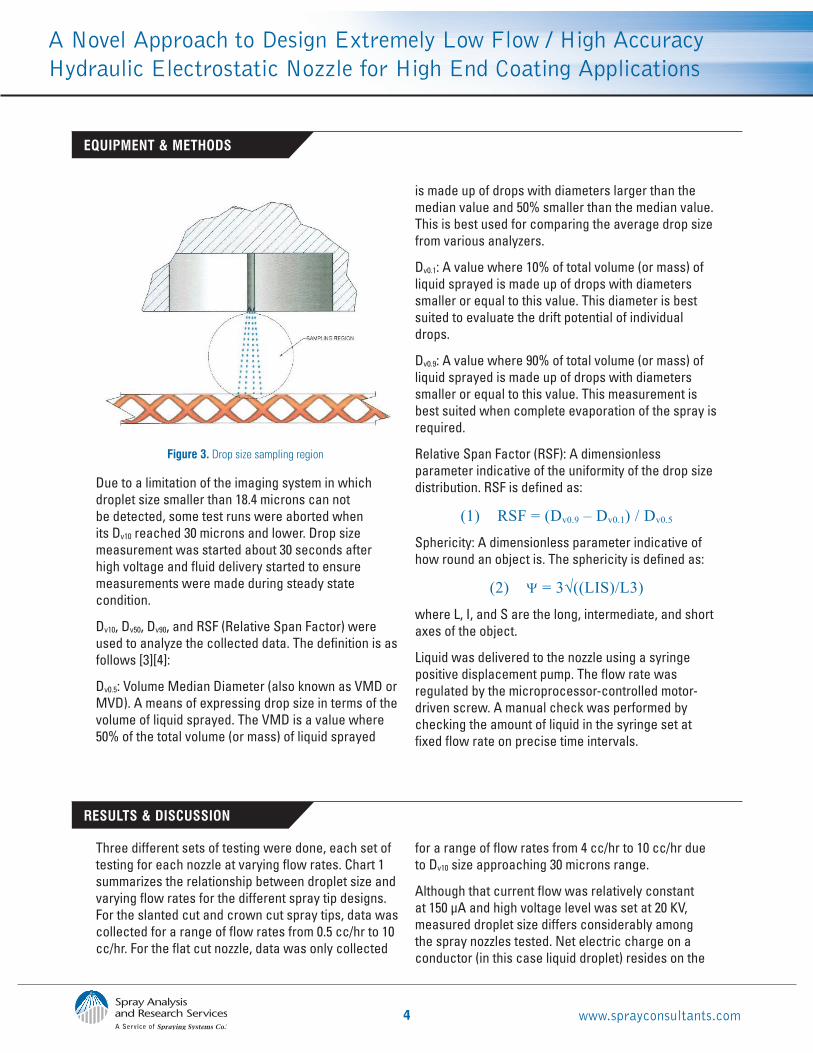
To capture a good representation of the droplets, the laser from an optical imaging analyzer was positioned inside the 25 mm distance from the nozzle to the stent-like object. The imaging instrument (made by Oxford Lasers Imaging Systems) uses the laser light to illuminate the spray, whose shadows are then scanned and analyzed [3]. Lens Option 4 mag7 was utilized with Image Width calibration. Drop size measurements were performed only at one fixed location with flow rate as the variable parameter.
To reduce error source due to blurring, periodic refocusing was performed when necessary. In addition, sample size was selected at 2500 droplets after it was determined that Dv10, Dv50, Dv90, and Relative Span Factor (RSF) do not deviate much from that of 10000 droplets. A schematic of the test setup is shown in Figure 3 below.
EQUIPMENT & METHODS
4 www.sprayconsultants.com
A Novel Approach to Design Extremely Low Flow / High Accuracy Hydraulic Electrostatic Nozzle for High End Coating Applications
Figure 3. Drop size sampling region
Due to a limitation of the imaging system in which droplet size smaller than 18.4 microns can not be detected, some test runs were aborted when its Dv10 reached 30 microns and lower. Drop size measurement was started about 30 seconds after high voltage and fluid delivery started to ensure measurements were made during steady state condition.
Dv10, Dv50, Dv90, and RSF (Relative Span Factor) were used to analyze the collected data. The definition is as follows [3][4]:
Dv0.5: Volume Median Diameter (also known as VMD or MVD). A means of expressing drop size in terms of the volume of liquid sprayed. The VMD is a value where 50% of the total volume (or mass) of liquid sprayed
is made up of drops with diameters larger than the median value and 50% smaller than the median value. This is best used for comparing the average drop size from various analyzers.
Dv0.1: A value where 10% of total volume (or mass) of liquid sprayed is made up of drops with diameters smaller or equal to this value. This diameter is best suited to evaluate the drift potential of individual drops.
Dv0.9: A value where 90% of total volume (or mass) of liquid sprayed is made up of drops with diameters smaller or equal to this value. This measurement is best suited when complete evaporation of the spray is required.
Relative Span Factor (RSF): A dimensionless parameter indicative of the uniformity of the drop size distribution. RSF is defined as:
(1) RSF = (Dv0.9 – Dv0.1) / Dv0.5
Sphericity: A dimensionless parameter indicative of how round an object is. The sphericity is defined as:
(2) Ψ = 3√((LIS)/L3)
where L, I, and S are the long, intermediate, and short axes of the object.
Liquid was delivered to the nozzle using a syringe positive displacement pump. The flow rate was regulated by the microprocessor-controlled motor-driven screw. A manual check was performed by checking the amount of liquid in the syringe set at fixed flow rate on precise time intervals.
EQUIPMENT & METHODS
RESULTS & DISCUSSION
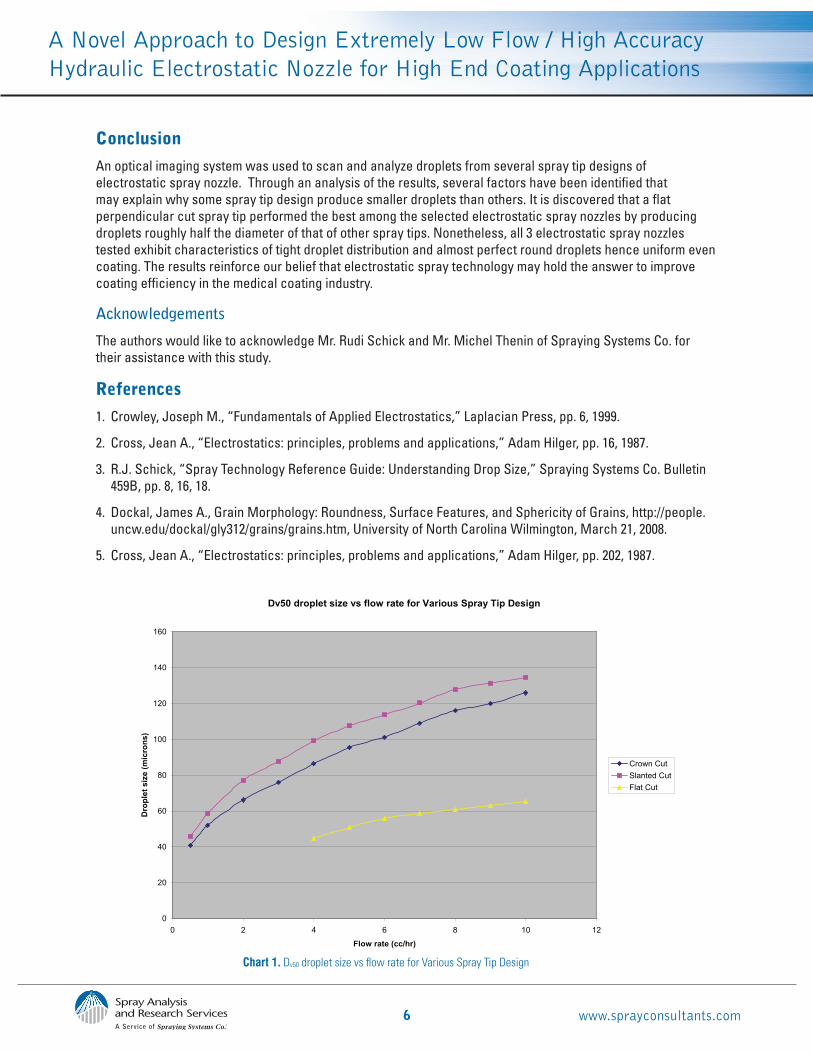
Three different sets of testing were done, each set of testing for each nozzle at varying flow rates. Chart 1 summarizes the relationship between droplet size and varying flow rates for the different spray tip designs. For the slanted cut and crown cut spray tips, data was collected for a range of flow rates from 0.5 cc/hr to 10 cc/hr. For the flat cut nozzle, data was only collected
for a range of flow rates from 4 cc/hr to 10 cc/hr due to Dv10 size approaching 30 microns range.
Although that current flow was relatively constant at 150 µA and high voltage level was set at 20 KV, measured droplet size differs considerably among the spray nozzles tested. Net electric charge on a conductor (in this case liquid droplet) resides on the

5 www.sprayconsultants.com
A Novel Approach to Design Extremely Low Flow / High Accuracy Hydraulic Electrostatic Nozzle for High End Coating Applications
RESULTS & DISCUSSION
surface according to Gauss Law and this charge exerts an outward force against the surface tension holding the droplet together. According to Rayleigh (1882), if sufficient charge is added to the droplet, the electrostatic force overcome the surface tension and disrupts the droplet to smaller droplets [5]. The charge on a droplet is given by:
(3) q = (64π2ε0γa3)1/2
where a is the radius of the droplet, ε0 is the permittivity of free space (8.854 x 10-12 F/m), γ is the surface tension of the liquid. In this study, since the liquid of interest is the same throughout the whole experiment, it is inferred that the Rayleigh charge of a droplet varies in accordance to √(radius)3.
Going by the formula of the volume of a sphere given by:
(4) V = (4/3)πr3
where r is the radius of the sphere, it is inferred that the volume of a sphere varies in accordance to (radius)3. Therefore, we can reasonably assume that the Rayleigh limit does not vary linearly with volume of a sphere hence given the same amount of total volume, a spray of smaller droplets require more electrostatic charge than a spray of larger droplets by an amount that can be roughly approximated.
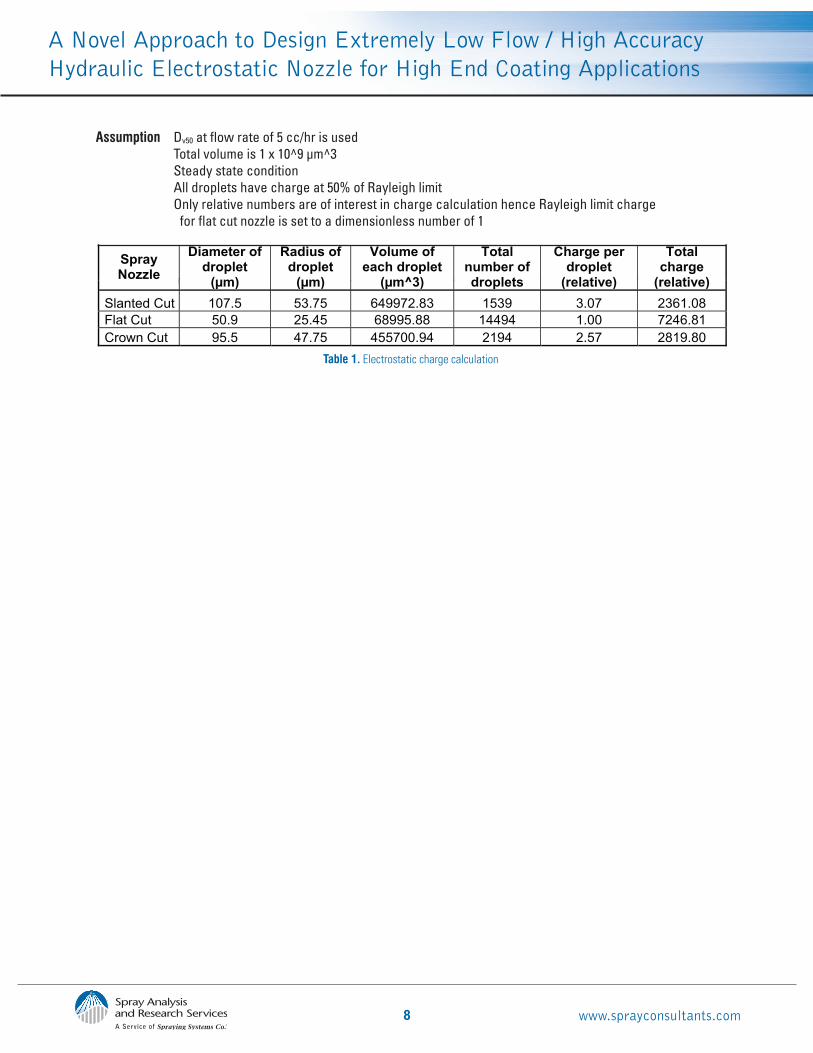
Looking at the Dv50 droplet size in Chart 1, we can see that the flat cut nozzle produces droplet size roughly half the diameter that of the slanted cut nozzle. Consider a hypothetical situation closely mirroring a subset of the experiment in which it is assumed that all of the droplets acquired charge 50% of Rayleigh limit at a flow rate of 5 cc/hr as shown in Table 1. It can be deduced that the flat cut nozzle transfer electrostatic charge roughly 3 times as efficient as the slanted cut nozzle and the crown cut nozzle. A quick check verified that this empirical relationship also holds true for other flow rates in the experiment. It is believed that the fact that the flat perpendicular cut creates larger sharp edge areas than both the slanted cut and the crown cut. Consequently, the liquid body passes through a larger area of electron transfer with the flat perpendicular cut spray tip compare to the other two spray tips.
In retrospect we realized that the assumption in Table 1 that all of the droplets are at 50% of Rayleigh limit may be oversimplified. Herein lay an area of improvement that can be rectified in further study by measuring the distribution of charge in these oil droplets. According to Hendricks (1962), after an experiment of oil droplets sprayed from hollow-steel needles, he found a broad distribution of charge ranging from at the Rayleigh limit to a factor of 20 below it [5]. Since the Rayleigh limit lay above the Gaussian limit, a possible explanation of “lost charges” in the slanted cut and crown cut nozzles could be explained. That means a larger portion of the droplets produced in crown cut and slanted cut nozzles may accumulate an amount of charge high enough to ionize the surrounding air but not enough to break it apart.
On the other hand, coating uniformity and evenness among the 3 spray nozzles are relatively similar by looking at Chart 2 and Chart 3. Chart 2 shows the relationship between RSF and varying flow rates for the different spray tip designs. The absence of chaotic atomizing air had contributed to extremely low RSF of 0.3 hence indicating a very tight droplet distribution. For reference, many air atomizing and hydraulic atomizing nozzles generally generate RSF ranging from 1 to 3. More importantly, the RSF for all 3 spray nozzles stays relatively constant at around 0.3 – 0.4 throughout the whole experiment. Furthermore, droplet sphericity as shown in Chart 3 also stays relatively constant at 0.92 – 0.97 (indicating almost perfect round droplets). As electric charge in a droplet stays on the surface and its electric field radiating outward perpendicular to the surface, high sphericity implies more uniform repelling forces among the droplets. These results indicate that all 3 spray nozzles produce uniformly sized round droplets with relatively equal distance from each other.
6 www.sprayconsultants.com
A Novel Approach to Design Extremely Low Flow / High Accuracy Hydraulic Electrostatic Nozzle for High End Coating Applications
Conclusion
An optical imaging system was used to scan and analyze droplets from several spray tip designs of electrostatic spray nozzle. Through an analysis of the results, several factors have been identified that may explain why some spray tip design produce smaller droplets than others. It is discovered that a flat perpendicular cut spray tip performed the best among the selected electrostatic spray nozzles by producing droplets roughly half the diameter of that of other spray tips. Nonetheless, all 3 electrostatic spray nozzles tested exhibit characteristics of tight droplet distribution and almost perfect round droplets hence uniform even coating. The results reinforce our belief that electrostatic spray technology may hold the answer to improve coating efficiency in the medical coating industry.
Acknowledgements
The authors would like to acknowledge Mr. Rudi Schick and Mr. Michel Thenin of Spraying Systems Co. for their assistance with this study.
References
1. Crowley, Joseph M., “Fundamentals of Applied Electrostatics,” Laplacian Press, pp. 6, 1999.
2. Cross, Jean A., “Electrostatics: principles, problems and applications,” Adam Hilger, pp. 16, 1987.
3. R.J. Schick, “Spray Technology Reference Guide: Understanding Drop Size,” Spraying Systems Co. Bulletin 459B, pp. 8, 16, 18.
4. Dockal, James A., Grain Morphology: Roundness, Surface Features, and Sphericity of Grains, http://people.uncw.edu/dockal/gly312/grains/grains.htm, University of North Carolina Wilmington, March 21, 2008.
5. Cross, Jean A., “Electrostatics: principles, problems and applications,” Adam Hilger, pp. 202, 1987.
Dv50 droplet size vs flow rate for Various Spray Tip Design
0
20
40
60
80
100
120
140
160
0 2 4 6 8 10 12
Flow rate (cc/hr)
Dro
plet
siz
e (m
icro
ns)
Crown CutSlanted CutFlat Cut
Chart 1. Dv50 droplet size vs flow rate for Various Spray Tip Design

7 www.sprayconsultants.com
A Novel Approach to Design Extremely Low Flow / High Accuracy Hydraulic Electrostatic Nozzle for High End Coating Applications
Droplet size vs Relative Span Factor for Various Spray Tip Design
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
0 2 4 6 8 10 12
Flow rate (cc/hr)
Rel
ativ
e Sp
an F
acto
r
Flat CutSlanted CutCrown Cut
Chart 2. Droplet size vs Relative Span Factor for Various Spray Tip Design
Droplet size vs Sphericity for Various Spray Tip Design
0.75
0.8
0.85
0.9
0.95
1
0 2 4 6 8 10 12
Flow rate (cc/hr)
Sphe
ricity Flat Cut
Slanted CutCrown Cut
Chart 3. Droplet size vs Sphericity for Various Spray Tip Design
8 www.sprayconsultants.com
A Novel Approach to Design Extremely Low Flow / High Accuracy Hydraulic Electrostatic Nozzle for High End Coating Applications
Assumption Dv50 at flow rate of 5 cc/hr is used Total volume is 1 x 10^9 µm^3 Steady state condition All droplets have charge at 50% of Rayleigh limit Only relative numbers are of interest in charge calculation hence Rayleigh limit charge for flat cut nozzle is set to a dimensionless number of 1
Spray Nozzle
Diameter of droplet
(µm)
Radius of droplet
(µm)
Volume of each droplet
(µm^3)
Total number of droplets
Charge per droplet
(relative)
Total charge
(relative) Slanted Cut 107.5 53.75 649972.83 1539 3.07 2361.08 Flat Cut 50.9 25.45 68995.88 14494 1.00 7246.81 Crown Cut 95.5 47.75 455700.94 2194 2.57 2819.80
Table 1. Electrostatic charge calculation





























