Embed Size (px)
Citation preview

GDIS2018
A New Hybrid Bead with Post-stretching
Method to Effectively Control Spring-back for
Advanced High-Strength Steel
Yu-Wei Wang, AK Steel Corporation
Auto/Steel Partnership

#GDIS | #SteelMatters 3
Name Company
K. Schmid GM
D. J. Zhou FCA US LLC
F. Ren Ford Motor Company
C. Pu AK Steel
Y.Wang AK Steel
M. Huang ArcelorMittal USA
Name Company
E. Liasi Ford Motor Company
C. Chiriac Ford Motor Company
Y. Shen Ford Motor Company
C. Roman GM
W. Sun Nucor Corporation
J. Catterall A/SP
Project Members and Lead: V. Jia, C. Pu, W. Wu, J. Makrygiannis, Y. Wang, AK Steel
A/SP Team Leads: Changqing Du, FCA; Gene Hsiung, GM
A/SP Team Manager: Eric McCarty JPC Mentor - Rick Johnson, FCA
AHSS Stamping Team Members

#GDIS | #SteelMatters 4
Problem: Spring-back in Manufacturing
• How to Control it? Stretch it!
• How to Stretch it? Clamp it!
− Hybrid beads

#GDIS | #SteelMatters 5
Solution: Post-stretching
• Phase 1 Lab-scaled Hybrid Bead Development
− U-channel Lab-scaled Hybrid Bead Die Concepts
− Hybrid Bead Design Based on Finite Element Simulations
− Test Die, Results and Analysis
− Advantages and Conclusions
• Phase 2 (Hat Section Rail Die): Production-Scale Application Study
• Phase 3 High Volume Production Robustness Study

#GDIS | #SteelMatters 6
• A U-channel die was designed and manufactured to implement the Clamp-Stretch concept.
• A clamp hybrid bead was developed and applied to clamp the blank.
• Multiple conceptual inserts were designed.
Inserts
Stop Block
Wear Plate
U-channel Lab Scaled Die Design

#GDIS | #SteelMatters 7
Solution: Post-stretching
• Phase 1 Lab-scaled Hybrid Bead Development
− U-channel Lab Scaled Hybrid Bead Die concepts
− Hybrid Bead Design Based on Finite Element Simulations
− Test Die, Results and Analysis
− Advantages and Conclusions
• Phase 2 (Hat Section Rail Die): Production-Scale Application Study
• Phase 3 High volume production robustness study

#GDIS | #SteelMatters 8
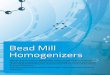
Hybrid Bead Design with FE Simulation
Ideal Fully-locked
Hybrid Beads with 3 Cavities
Hybrid Beads with 5 Cavities
Waved Hybrid Bead with Cavities
Conventional Stinger Beads without Cavity
15 mm
A
B
C
D
E

#GDIS | #SteelMatters 9
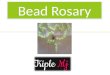
Hybrid Bead Design for Effective Stretch
tretch)Simulation X-axis: Forming Depth (mm) with Bead Engaged
Y-axis: Major Stress (MPa, Abs)
A
B
C
D
E
Ideal Fully-lock
3 Stingers Bead with Cavity
5 Stingers Bead with Cavity
Waved Bead with Cavity
Conventional Stinger Bead without Cavity
16mm
Stress Difference
Evolution Contour
Forming with
Bead Engagement Bead Area
Major Stress Histories, Wall
Inner and Outer Surfaces

#GDIS | #SteelMatters 10
Hybrid Bead Design with FE Simulation
• Spring-back behavior was simulated
and winner is … Design B:
Hybrid Beads with 3 Cavities!
with least Springback
Before Spring-back Ideal Fully-locked
Hybrid Beads with 5 Cavities
Waved Bead with Cavities
Conventional Stinger Bead without Cavity
Hybrid Beads with 3 Cavities! A
B
C
D
E

#GDIS | #SteelMatters 11
Preferred Hybrid Bead Design
• Synergistic effect of both wave-shaped bead forming and teeth penetration.
• Material Saving: 78%, with reduced risk of fracture in bead forming vs. traditional draw bead.
• Lower risk of fracture at bead
Blank Needed to Form
Conventional Bead Major Stress (Abs)
Totally Bead Length: >35 mm
Blank Needed to Form
Hybrid Bead
Hybrid Beads with 3 Cavities
7.5 mm

#GDIS | #SteelMatters 12
Solution: Post-stretching
• Phase 1 Lab-scaled Hybrid Bead Development
− U-channel Lab Scaled Hybrid Bead Die concepts
− Hybrid Bead Design Based on Finite Element Simulations
− Test Die, Results and Analysis
− Advantages and Conclusions
• Phase 2 (Hat Section Rail Die): Production-Scale Application Study
• Phase 3 High volume production robustness study

#GDIS | #SteelMatters 13
Punch
Upper Binder / Die
Inner Binder
(b)
(c)
U-channel Die
• The die was installed in a Servo Press to stamp U-channel parts.
• The parts were successfully stamped as the FEA predicted.
Nitrogen Spring Cylinders
Upper Binder / Die
Outer Binder
Punch
Upper Binder / Die
Inner Binder
(a) (b)
(c)
(d)
Punch
Blank: During Drawing
Formed Part
Punch
Inner Binder
Inner BinderNitrogen Spring Cylinders
Upper Binder / Die
Outer Binder
(a)

#GDIS | #SteelMatters 14
Test Results: Great Springback Control
Top view Front view
Part Geometry without
Post-stretching (top) Part Geometry with
Post-stretching (bottom) vs.

#GDIS | #SteelMatters 15
U-channel Die: Test Results

#GDIS | #SteelMatters 16
U-channel Die Test Results
• Excellent spring-back control was achieved with successful clamping
• DP980, CP1180, 3rd Gen. 1000 MPa, 1200MPa
0 mm
5 mm
6 mm
7-10 mm
Bottom
Surface Top
Surface
Hybrid Bead: No Material Sliding
Top Surface
Bottom Surface
5 mm 5 mm
1.2 mm
Effect of Post-stretching Amount

#GDIS | #SteelMatters 17
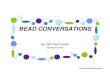
Post Stretch / Clamping Force vs. Springback • Achieved excellent spring-back control
• Minimal tonnage requirement - significantly reduced the clamping force to
0.1T/mm for DP980 (50%), 0.175T/mm for CP1180 (12.5%)
• Post-stretching amount to 7 mm.
0.2
Po
st-
str
etc
hin
g A
mo
un
t (m
m)
0.09 0.1 0.15
7
6
5
10 Necking
No Sliding Marginal
Sliding
8 10
4
7
8.5
5.5
Sidewall Curl Angle (°)
Good Spring-back Control
Moderate Spring-back Control
with Visible Sidewall Curl
No Sliding No Sliding
Clamping Force (T/mm)
0.15 0.175 0.2
7
6
8.3 Necking 8
10
6
7
9
Sidewall Curl Angle (°)
Good Spring-back Control
Moderate Spring-back Control
with Visible Sidewall Curl
8
CP1180 1.2 mm DP980 1.2 mm
No Sliding Marginal Sliding No Sliding

#GDIS | #SteelMatters 18
• Significantly reduced the clamping force to 0.13T/mm (3rd Gen. 1000 MPa), 0.24T/mm (3rd
Gen. 1200 MPa)
• Stretching amount 7 mm (3rd Gen. 1000 MPa), 8 mm (3rd Gen. 1200MPa).
8
9 8.5
6.5
7.5
4.5
5.5
3.5
8.5
6.5
7.5
4.5
5.5
3.5
0.15 0.12 0.13
7
6
5
10 Edge Crack
No Sliding Marginal Sliding
8
Sidewall Curl Angle (°)
Good Spring-back Control
Moderate Spring-back Control
with Visible Sidewall Curl
No Sliding
Clamping Force (T/mm)
0.23 0.24 0.25
10 Necking Sidewall Curl Angle (°)
Good Spring-back Control
Moderate Spring-back Control
with Visible Sidewall Curl
3rd Gen. 1000
7
6
No Sliding Marginal Sliding No Sliding
Post Stretch / Clamping Force vs. Springback
3rd Gen. 1200
Po
st-
str
etc
hin
g A
mo
un
t (m
m)

#GDIS | #SteelMatters 19
Hybrid Bead: Capable and Strong
Strong, Robust Hybrid Bead performance, Excellent performance of resistance to failure
.

#GDIS | #SteelMatters 20
Solution: Post-stretching
• Phase 1 Lab-scaled Hybrid Bead Development
− U-channel Lab Scaled Hybrid Bead Die concepts
− Hybrid Bead Design Based on Finite Element Simulations
− Test Die, Results and Analysis
− Advantages and Conclusions
• Phase 2 (Hat Section Rail Die): Production-Scale Application Study
• Phase 3 High volume production robustness study

#GDIS | #SteelMatters 21
Advantages and Conclusions
• Comprehensive Spring-back Control
− Excellent Synergistic Clamping Effect in Lab Trials.
• Material savings: 78% flange reduction
− For Shotgun Panel, 15% less of part blank.
• Lower risk of fracture at bead
− No bending over tight bead radius and related potential fracture.

#GDIS | #SteelMatters 22
Solution: Post-stretching
• Phase 1 Lab-scaled Hybrid Bead Development
− U-channel Lab Scaled Hybrid Bead Die concepts
− Hybrid Bead Design Based on Finite Element Simulations
− Test Die, Results and Analysis
− Advantages and Conclusions
• Phase 2 (Hat Section Rail Die): Production-Scale Application Study
• Phase 3 High volume production robustness study

#GDIS | #SteelMatters 23
• Hybrid Beads are being implemented on a production scale die at AutoDie LLC
Phase II: Production Scale Application
Lower master
die assembly
Upper master
die assembly

#GDIS | #SteelMatters 24
Solution: Post-stretching
• Phase 1 Lab-scaled Hybrid Bead Development
− U-channel Lab Scaled Hybrid Bead Die concepts
− Hybrid Bead Design Based on Finite Element Simulations
− Test Die, Results and Analysis
− Advantages and Conclusions
• Phase 2 (Hat Section Rail Die): Production-Scale Application Study
• Phase 3 High volume production robustness study

#GDIS | #SteelMatters 25
Phase 3 High Volume Production Robustness
study
s • Bead Profile Optimization
− Rounded corners and small ramps were added to reduce the stress
concentration
− New Profile Design: FEA is underway to assess bead designs
• Surface Treatment
− Laser Cladding of hard carbide powder to improve teeth durability
Synergy Additive Manufacturing LLC (SAM)

#GDIS | #SteelMatters 26
Improvement of Bead Robustness
• Rounded corners and small ramps were added to reduce the stress
concentration of the bead.
• Outstanding performance of clamping.
Hybrid Bead Original Design Hybrid Bead Improved Design
Blank Blank
Rounded Corners

#GDIS | #SteelMatters 27
For More Information
Yu-Wei Wang
AK Steel Corporation
313-317-1301