Embed Size (px)
Citation preview

8/3/2019 A Hybrid of Mode-pursuing Sampling
http://slidepdf.com/reader/full/a-hybrid-of-mode-pursuing-sampling 1/6
Technical Report
A hybrid of mode-pursuing sampling method and genetic algorithm
for minimization of injection molding warpage
Yi-Min Deng a,*, Yong Zhang a, Yee Cheong Lam b
a Faculty of Mechanical Engineering and Mechanics, Ningbo University, 818 Fenghua Rd., Ningbo City, Zhejiang Province 315211, PR Chinab School of Mechanical and Aerospace Engineering, Nanyang Technological University, 71 Nanyang Drive, Singapore 639798, Singapore
a r t i c l e i n f o
Article history:
Received 23 August 2009
Accepted 15 October 2009
Available online 20 October 2009
a b s t r a c t
This paper presents a hybrid optimization method for minimizing the warpage of injection molded plas-
tic parts. This proposed method combines a mode-pursuing sampling (MPS) method with a conventional
global optimization algorithm, i.e. genetic algorithm, to search for the optimal injection molding process
parameters. During optimization, Kriging surrogate modeling strategy is also exploited to substitute the
computationally intensive Computer-Aided Engineering (CAE) simulation of injection molding process.
With the application of genetic algorithm, the ‘‘likelihood-global optimums” are identified; and the
MPS method generates and chooses new sample points in the neighborhood of the current ‘‘likeli-
hood-global optimums”. By integrating the two algorithms, a new sampling guidance function is pro-
posed, which can divert the search process towards the relatively unexplored region resulting in less
likelihood of being trapped at the local minima. A case study of a food tray plastic part is presented, with
the injection time, mold temperature, melt temperature andpacking pressure selected as the design vari-
ables. This case study demonstrates that the proposed optimization method can effectively reduce the
warpage in a computationally efficient manner.
Ó 2009 Elsevier Ltd. All rights reserved.
1. Introduction
Plastic materials are commonly used in many areas of industry
as they can meet various requirements due to their specific and
wide variation of physical and chemical properties. These include
lightness, resistance to corrosion, ease of shaping and forming,
etc. Injection molding is a major processing route for the produc-
tion of plastic parts. During the injection molding process, how-
ever, a number of defects may occur to the moldings, such as
warpage, shrinkage, sink marks and weld lines. These are caused
by many factors, which include the settings of the molding process
parameters, the mold system, the part geometry as well as the
plastic materials [1]. Among these defects, warpage is one of themost common and prominent, affecting both the part usage
(function) and the appearance [2,3]. Hence, warpage minimization
is one of the most critical considerations for the production of a
quality molded part.
Thus, it is not surprising that a lot of effort has already been de-
voted for injection molding warpage minimization. Section 2 will
provide an overview of the existing effort, together with its limita-
tions. To facilitate further discussion, a mode-pursuing sampling
(MPS) method is introduced in Section 3, together with a brief
description of the Kriging surrogate modeling that will be used in
conjunction with the MPS method. Subsequently, a hybrid usage
of MPS method and genetic algorithm will be proposed to address
the existing limitations. In Section 4, the procedure of the proposed
hybrid optimization method is given. Section 5 provides a case
study of a food tray plastic part to demonstrate the application of
the proposed methodology. This is followed by conclusion in
Section 6.
2. Overview of warpage minimization
Warpage in injection molding is generally a function of the part
geometry, the mold, the design of the runners and gates, and the
process parameters. Many studies have already been conducted
targeting at warpage minimization. For example, Lee and Kim [2]
proposed to reduce warpage by optimizing the part wall thickness
and process parameters. Subsequently, they [3] applied a two-step
search method to optimize the gate location to improve the part
quality, including warpage and some other quality aspects. The re-
search group of Lam [4–9] had investigated various parameters
and methodologies for the reduction of warpage. They show that
by cavity balancing [4–6], gate location and molding condition
optimization [7,8], and runner balancing for multi-cavity mold
[9], significant warpage reduction could be achieved. Methodolo-
gies employed include flow path optimization, injection pressure
0261-3069/$ - see front matter Ó 2009 Elsevier Ltd. All rights reserved.doi:10.1016/j.matdes.2009.10.026
* Corresponding author. Tel.: +86 574 87600534; fax: +86 574 87608358.
E-mail addresses: [email protected], [email protected] (Y.-M. Deng).
Materials and Design 31 (2010) 2118–2123
Contents lists available at ScienceDirect
Materials and Design
j o u r n a l h o m e p a g e : w w w . e l s e v i e r . c o m / l o c a t e / m a t d e s

8/3/2019 A Hybrid of Mode-pursuing Sampling
http://slidepdf.com/reader/full/a-hybrid-of-mode-pursuing-sampling 2/6
minimization, and genetic algorithms with pareto optimization
strategy. Deng et al. [10] proposed a PSO (particle swarm optimiza-
tion) algorithm for the optimization of multi-class design variables,
such as the part thickness, process parameters (melt temperature,
mold temperature, injection time) and gate location, targeting war-
page reduction as well as improving other molding qualities.
Despite the many achievements in warpage minimization,
some practical difficulties remain, one of which is the computa-
tional cost of the optimization process. Some researchers have
attempted to address this problem through experiments, for
example, Erzurumlu and Ozcelik [11] combined Taguchi method
and Moldflow simulation to study the effect of process parame-
ters on part quality, and derived the optimal settings by choos-
ing the ones from the limited set of experimental points derived
from the Taguchi method. This kind of method has a limitation
in that the search space is limited – the obtained optimal pro-
cess condition is only the best combination of the specified pro-
cess parameters, not the optimal solution in the entire design
space.
A different approach is by using surrogate modeling technolo-
gies. Based on a quantity of experimental samples, various kinds
of surrogate models, such as the polynomial models, radial basis
functions (RBF), Kriging models, and support vector regression
(SVR) [12] were employed to substitute the expensive injection
molding simulation process for global optimization. Hitherto, quite
a few researchers have exploited this methodology to optimize the
process parameters in injection molding [13,14]. They show that
surrogate modeling can be considered as a good approach to
reduce intensive computation in injection molding warpage
minimization.
However, by employing the surrogate modeling approach
alone, the optimality of the solution depends largely on the accu-
racy of the surrogate model. A good model generally requires a
large number of sample points, and should be distributed as uni-
formly as possible in the design space. Unfortunately, these
requirements conflict with the requirement of minimizing the
computational time. Therefore, some stepwise optimizationmethods are proposed in warpage minimization. For example,
Gao and Wang [15] proposed a sequential optimization method
based on Kriging surrogate model. This sequential optimization
can improve the surrogate model using a current optimal solution
until the convergence criteria are satisfied. However, it is not effi-
cient to update the Kriging approximate model iteratively by only
adding the current optimal point to the design set to reconstruct
the Kriging surrogate model. Zhou and Turng [16] presented an
integrated simulation-based optimization system based on a
Gaussian process approach. This method could improve the surro-
gate models by finding the additional training points with greater
variances through the optimization iterations. However, both
methods are prone to converge prematurely, i.e. to converge to
a local optimum, if it exists.Another approach is to generate directly new sample points to-
wards the optimum with the guidance of a surrogate model. In
contrast to the previous two methods, the surrogate model is not
used as a surrogate in a typical global optimization process. Opti-
mization is realized by adaptive sampling alone without a formal
global optimization process. The surrogate model is used only as
a guide for adaptive sampling and therefore the requirement on
model accuracy is reduced. Gao and Wang [17] proposed an adap-
tive sampling method for injection molding optimization based on
Kriging surrogate model, where an infilling sampling criterion
named as Expected Improvement (EI) was introduced. This crite-
rion can balance the local and global searches, even though the De-
sign of Experiment (DOE) size is small. This method, however,
presumes a continuous objective function and a correlation struc-ture between the sample points, with a complicated optimization
process required for the identification of an updated point. In addi-
tion to this method, Wang et al. [18] have proposed a global opti-
mization method based on a novel mode-pursuing sampling (MPS)
method, which can generate more sample points in the neighbor-
hood of a function mode (the term mode is explained in Section 3.1)
while statistically covering the entire search space. In our previous
work, we have attempted to apply this method in the determina-
tion of the appropriate process parameters for the reduction of
injection molding warpage [19]. Our results show that this ap-
proach is efficient in comparison to the conventional simulation-
based warpage optimization methods. However, there is also a lim-
itation in that the optimization process may sometimes converge
to a local optimum before sufficient exploratory points are
generated.
To further improve warpage optimization in the injection
molding process, this investigation presents a hybrid optimization
method. A hybrid of MPS method and genetic algorithm is
proposed to minimize warpage effectively and efficiently. Kriging
surrogate modeling will be exploited to substitute the expensive
injection molding CAE simulation analyses. To facilitate discussion,
MPS and Kriging surrogate modeling will first be introduced.
3. Introduction of MPS and Kriging surrogate modeling
3.1. The MPS method
The mode-pursuing sampling (MPS) method was proposed by
Wang et al. [18], which is an extension of the random-discretiza-
tion based sampling method of Fu and Wang [20], a general-
purpose algorithm to draw a random sample from any given
multivariate probability distribution. The word ‘‘mode” refers to
a minimum (either local or global) of the objective function.
Suppose an n-dimensional function f ( x) is to be minimized over a
compact set S ( f ) = [a, b]n (a < b), f ð xÞP 0 and it is continuous in
the neighborhood of the global minimum, the MPS method may
be summarized into the following steps:
Step 1: Generate m count of uniformly distributed points x(i),
i = 1, . . ., m on S ( f ) and calculate their function values f ( x(i)).
Step 2: Formulate an approximation function S p( x) based on the
above m points, for example, a linear spline function S p( x) can
be formulated as
S pð xÞ ¼X
i
aik x À xðiÞk
subject to S pð xðiÞÞ ¼ f ð xðiÞÞ; i ¼ 1; . . . ; m
ð1Þ
A non-negative function g ( x) can then be constructed by defin-
ing g ð xÞ ¼ C 0 À S pð xÞP 0 on S ( f ) = [a, b]n, where C 0 is a constant to
make g ( x) non-negative. Minimizing S p( x) is equivalent to maxi-
mizing g ( x), hence g ( x) can be viewed as the probability density
function to be used in the next step.Step 3: By applying the sampling algorithms of Fu and Wang
[20], another m count of random sample points, denoted as
y(i), i = 1, . . ., m, are selected from S ( f ) = [a, b]n according to g ( x)
(hence it is referred to as the sampling guidance function).
These points tend to gather around the current maximum of
g ( x), which corresponds to the minimum of S p( x).
Step 4: Evaluate the derived sampling points and their corre-
sponding objective function against the specified termination
criterion. If the criterion is met, the search process is termi-
nated; otherwise, combine the new m points, y(i), i = 1, . . ., m,
with the old points x(i), i = 1, . . ., m, to obtain a new x = [ x, y],
then repeat steps 2–4.
In step 3, to better control the sampling process (e.g. whether togenerate more ‘‘exploratory” points or ‘‘local” points), a speed
Y.-M. Deng et al./ Materials and Design 31 (2010) 2118–2123 2119

8/3/2019 A Hybrid of Mode-pursuing Sampling
http://slidepdf.com/reader/full/a-hybrid-of-mode-pursuing-sampling 3/6
control factor c can be introduced, details of which can be found in
Wang et al. [18].
3.2. Kriging surrogate modeling
Kriging surrogate modeling is one of the methods for building a
surrogate model of a full-fledged process such as a CAE simulation
process. In general, the Kriging models are more accurate for non-
linear problems, hence are suitable for the calculation of injection
molding warpage to be addressed in this investigation.
Given a set of m count of design samples S = [ x1, x2, . . ., xm]
xi = Rn and the responses Y = [ y1, y2, . . ., ym]T ( yi = Rq), we can con-
struct a Kriging model as follows:
^ yð xÞ ¼ F ðb; xÞ þ z ð xÞ ¼ f T ð xÞb þ z ð xÞ ð2Þ
F (b, x) is a regression model which is generally a polynomial
function. The coefficient b is a regression parameter to be esti-
mated, z ( x) is a random function, which has the following statisti-
cal characteristics:
E ½ z ð xÞ ¼ 0
Var ½ z ð xÞ ¼r
2
Cov ½ z ð xiÞ; z ð x jÞ ¼ r2½Rðh; xi; x jÞ
ð3Þ
where xi, x j represent two design samples in the given set. R(h, xi, x j)
is the correlation model with parameter h, where a Gauss function
is generally used, which is defined as,
Rðh; xi; x jÞ ¼ exp ÀXndv
k¼1hkj xk
i À xk j j2
ð4Þ
ndv is the number of all design variables, xki , xk
j correspond to the kth
component of the samples xi and x j, respectively. The parameters hk,
r2, b could be determined via the maximum likelihood estimation
(refer to references, e.g. Ref. [15], for details).
4. MPS/GA hybrid method for warpage minimization
In this investigation, we employ the commercial injection
molding CAE software MoldflowÒ to simulate the injection mold-
ing process and to retrieve warpage deflections from the simula-
tion results. Moldflow can report the warpage deflections (in the
X , Y and Z directions) at each node of the part mesh model. In prac-
tice, the design engineers may only be interested in the overall
deflection or deflection in a particular direction. Therefore, for ease
of illustration but without loss of generality, we opt to optimizethe
warpage deflection in only one specific dimension. The same
methodology could easily be extended for all three directions.
4.1. The mathematical model
The injection molding warpage minimization problem can be
stated as follows:
Find X
Minimize W ð X Þ
Subject to X l 6 X 6 X u
ð5Þ
where X = { x1, x2, . . ., xm} is a vector of injection molding process
parameters, and X l, X u are the lower and upper bounds of X
respectively, W ( X ) is the maximum value of warpage deflection.
This optimization problem has the following characteristics [19]:
(1) The objective function is not represented by an explicit
mathematical expression (hence is a so-called black-box
function). It may only be evaluated by retrieving resultsfrom Moldflow or other CAE simulation.
(2) Since the evaluation of the objective function requires
intensive computation (by executing CAE simulation), an
optimization algorithm that demands a large number of
evaluations of the objective function (which often involves
an iterative process) would be a computationally expensive
process.
These characteristics are especially suited for utilizing the MPS
and surrogate modeling method, and will be further elaborated in
the following section.
4.2. Hybrid optimization strategy
As pointed out in Section 3, when applying the MPS method,
more sample points will be generated aroundthe current minimum
point as the MPS progresses. This will increase the chances of find-
ing a better minimum. However, a key issue to be addressed is the
generation and selection of the sample points so as to avoid the
optimization process from being trapped to a local minimum.
According to Torn and Zilinskas [21], an optimization method must
be able to probe thepart of thesearch space that has been relatively
unexplored, if it is to converge to the global optimum. Comparingwith other surrogate modeling methods, Kriging modeling allows
us to compute a measure of the possibleerror in the surrogate mod-
el by its mean squared error (MSE). The MSE goes to zero at the
sample points, indicating that there is no uncertainty at the sample
points. In between the sample points, the MSE rises. Intuitively, the
further weare away from the nearest sample point, the more uncer-
tain we are about the function value, and the higher is the MSE. As
MSE provides a measure of uncertainty of the surrogate away from
the sample points, a search method couldbe developed by combin-
ing the MSE measure with the sampling characteristics provided by
the MPS method. This can be achieved easily by intentionally gen-
erate and select more sample points where the MSE is high, which
represents relatively unexplored space. Later sampling should gen-
erate more points around those with small function values, yet areaway from the current ‘‘likelihood-global optimum”, where ‘‘likeli-
hood-global optimum” refers to the current optimum based on the
current set of sample points and the current surrogate model.
To materialize the above strategies, we propose to construct a
new sampling guidance function, which is derived by adding two
existing functions: the normal sampling guidance function, e.g.
the linear spline functiondiscussed in Section 3, and the newly pro-
posed MSE function in the Kriging model. Normalization will have
to be carried out when formulating the new guidance function.
With this new guidance function, the conventional MPS method
is to be modified. As the genetic algorithm is also employed to
identify the ‘‘likelihood-global optimum”, hence the proposed
method is a hybrid MPS/GA method. The detailed procedure of
the MPS/GA hybrid algorithm could be given as follows:
4.2.1. Nomenclature (for those not explained in the algorithm)
S _mode = 1: indicating a ‘‘likelihood-global optimum” has been
found.
S_mode = 0: indicating a ‘‘likelihood-global optimum” is yet to
be found.
S p( x): normal sampling guidance function defined in Section 3.1.
S m( x): sampling guidance function defined by MSE function in
Kriging model.
S pm( x): the new sampling guidance function defined as
S pm( x) = S p( x) + S m( x).
Input . m, the number of design variables; X , design variable vec-tor; S , [ X l, X u]: compact set of X .
2120 Y.-M. Deng et al./ Materials and Design 31 (2010) 2118–2123

8/3/2019 A Hybrid of Mode-pursuing Sampling
http://slidepdf.com/reader/full/a-hybrid-of-mode-pursuing-sampling 4/6
Output . X best , the obtained global optimum; W best , the objective
function value at X best ; nit , the number of optimization iteration.
4.2.2. Algorithm procedure
(1) Project the compact set S :[ X l, X u] to S 0:[0, 1]m, randomly sam-
ple [(m + 1)(m + 2)/2] points; conduct CAE (i.e. Moldflow) simula-
tions to evaluate their corresponding objective function values
(i.e. warpage deflections), set nit = 1 and S _mode = 0.(2) If S _mode = 0, generate m sample points by applying the MPS
algorithm based on the normal sampling guidance function S p( x);
otherwise, generate m/2 sample points by applying the MPS algo-
rithm based on the sampling guidance function S m( x) and S pm( x),
respectively. Then evaluate their corresponding objective function
values, and add them into the sample point set.
(3) Construct a Kriging surrogate model based on the current
point set, then apply GA to the surrogate model to determine the
‘‘likelihood-global optimum” X g and the corresponding approxi-
mate function value W ð X g Þ. Conduct CAE simulation to obtain
the corresponding objective function value W ( X g ) under the
derived optimal condition ( X g ), add ( X g , W ( X g ))to the point set.
(4) Determine the current optimum including X best and W best ; If
nit P 2, then evaluate the distance dis, between the current opti-mal X best and the last optimal X 0best , and the difference D f , between
the current optimal function value W best and the optimal function
value W 0best in the last iteration; as well as the absolute difference
between W ( X g ) and W ð X g Þ indicated by D g .
(5) If dis 6 ed; D f 6 e f and D g 6 e g , set S_mode = 1 and take
( X best , W best ) as a ‘‘likelihood-global optimum”; otherwise, set
S_mode = 0.
(6) Finally, if the convergence criterion is satisfied, terminate
the program with all the output; otherwise, set nit = nit + 1 and
go back to step 2.
Note that in step 5, e f , e g should be specified according to the
accuracy requirement of the function value. ed is normally set to
a small value, such as 10À4. These parameters control the conver-
gence speed of the algorithm, hence are referred to as the control
parameters.
The convergence criterion in step 6 may be a function of the last
three ‘‘likelihood-global optimums” – when there is no obvious
difference between them, the solution could be considered as
converged.
5. Case study
5.1. Problem description
To demonstrate the proposed hybrid optimization approach, a
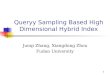
food tray plastic part is used as a case study. Fig. 1 contains its
geometry shape and its CAE analysis model in Moldflow, with its
overall external dimensions being 180 Â 90 Â 50 mm, and a maxi-mum part thickness of 3 mm. The material employed is LDPE, man-
ufactured by Eastman Chemical Products, and its properties are
given in Table 1. Its warpage is quantified by the sum of the abso-
lute value of the maximum upward deflection and the maximum
downward deflection of all nodes of the part mesh model in the
Z direction (only a specific direction is considered, as explained
in the beginning of Section 4).
We select four key process parameters as the design variables
for warpage minimization, namely injection time (t inj), mold tem-
perature (T md), melt temperature (T mt ) and packing pressure (P p).
For validation of the algorithm, we intentionally set a relatively
large search space, making the initial ranges of the design variables
larger than those usually encountered in practice, but avoiding
short shot defect. The range of the mold temperature is based onthe recommended values in Moldflow for the specified part mate-
rial. The lower bound of the melt temperature range is 10 °C higher
than the minimum values recommended by Moldflow to avoid
short shot. The range of injection time is selected according to
the recommended value by the ‘‘Molding Windows” analysis mod-
ule from the Moldflow software. Further, the packing profile is con-
sidered as a constant pressure process, with the packing time set as
5 s. The range of packing pressure is usually specified based on the
experience of the manufacturer, where the percentage of maxi-
mum machine pressure is used to measure the packing pressure.
For this case study, these ranges are summarized below:
Mold temperature (°C): 20–70.
Melt temperature (°C): 180–280.
Injection time (s): 0.4–0.8.
Packing pressure (%): 70–90.
With these specified ranges, the optimization problem can be
formulated as:
Find X ¼ ½t inj; T md; T mt ; P p
Minimum W ð X Þ
Subject to 0:4 6 t inj 6 0:8
20 6 T md 6 70
180 6 T mt 6 280
70 6 P p 6 90
5.2. Implementation of optimization procedure
During each optimization iteration, a Kriging surrogate model
has to be built based on the current sample points. We choose qua-
dratic function for the regression model and Gauss function for the
correlation model, as discussed in Section 3.
In the GA optimization process, the commonly used GA opera-tion parameters are adopted, namely the population size, the
Fig. 1. CAE food tray model.
Table 1
Material properties.
Melt density 0.73537 g/cm3
Solid density 0.94781 g/cm3
Eject temperature 80 °C
Maximum shear stress 0.11 MPa
Maximum shear rate 40,000 (1/s)
Thermal conductivity 0.31 W/m °C
Elastic module 124 MPa
Poisson’s ratio 0.41
Y.-M. Deng et al./ Materials and Design 31 (2010) 2118–2123 2121

8/3/2019 A Hybrid of Mode-pursuing Sampling
http://slidepdf.com/reader/full/a-hybrid-of-mode-pursuing-sampling 5/6
crossover rate, the mutation rate and the generation size are set as
20, 0.9, 0.005 and 100, respectively.
The control parameters of the MPS/GA hybrid algorithm are set
as follows:
ed ¼ 0:0001; e f ¼ 0:01; e g ¼ 0:01
Since GA is probabilistic, we ran the proposed MPS/GA optimi-
zation algorithm 10 times. The optimization results produced from
all these runs are shown in Table 2.
To validate and compare the optimization results shown in
Table 2, we also obtain the benchmark warpage value by
employing the Moldflow recommended values for the processing
parameters in the simulation, namely:
t inj ¼ 0:66; T md ¼ 23; T mt ¼ 240; P p ¼ 80%
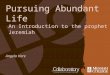
The corresponding warpage, as shown in Fig. 2, is
W ð X Þrec ¼ 2:03mm:
5.3. Discussion
Results in Table 2 shows that,
The proposed MPS/GA hybrid method can reduce warpage with
a limited number of CAE simulation runs (which largely deter-
mine the amount of computation of the optimization process).
Considering that a general simulation-based optimization pro-
cess could easily require thousands of full-fledged CAE simula-
tion runs, obvious efficiency is obtained.
The warpage deflection has been reduced by approximately 45–
60% when, comparing with the warpage deflection obtained
using Moldflow recommended processing parameters, i.e.
reduced to 0.81–1.12 mm as compared to the benchmark valueof 2.03 mm.
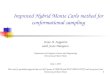
The optimal process parameters are: injection time: 0.8 s, mold
temperature: 69 °C, melt temperature: 280 °C, and packing pres-
sure: 70%. Fig. 3 shows the corresponding warpage deflection of
0.81 mm.
To further illustrate the characteristics of the proposed optimi-
zation method, we select one of the optimization runs (the last of
the 10 runs), and record some of the data generated from this runin Table 3.
Table 2
Optimized results (10 runs of MPS/GA hybrid algorithm).
Run no. Injection time (t inj/s) Mold temperature (T md/°C) Melt temperature (T mt /°C) Packing pressure (P p/%) Minimizedwarpage (W /mm) No. of CAE simulations
1 0.74 68.64 279.17 71.33 1.0808 135
2 0.74 68.60 279.32 70.23 0.9506 135
3 0.795 67.00 279.13 71.30 1.0343 105
4 0.786 69.33 279.60 71.45 0.9465 125
5 0.785 69.57 277.64 70.04 0.8742 115
6 0.80 69.06 280.00 70.34 0.8088 1057 0.79 69.66 279.12 71.18 0.9006 100
8 0.79 69.43 278.96 70.00 0.8145 135
9 0.80 68.90 377.23 72.00 1.1196 115
10 0.78 69.45 280.00 70.47 0.8287 100
Fig. 2. Warpage deflection using Moldflow recommended processing parameters.Fig. 3. Minimized warpage obtained by the proposed MPS/GA method.
Table 3
Some data generated from the MPS/GA optimization process.
All sample points and corresponding
warpage values (mm) once a ‘‘likelihood-
global optimum” was found
All the ‘‘likelihood-global
optimums”
[0.77 67.89 266.67 84.19]/3.9136 [0.40 20.01 189.09 89.89]/1.4743
[0.72 23.58 267.22 78.96]/4.8916 [0.70 27.98 187.80 89.15]/1.3705
[0.67 22.49 213.02 86.83]/2.2127 [0.79 69.52 277.54 70.67]/0.9382
[0.78 66.13 183.02 70.04]/4.0855 [0.79 69.52 277.54 70.67]/0.9382
[0.60 69.74 275.90 89.26]/4.5418 [0.79 69.52 277.54 70.67]/0.9382
[0.79 28.25 275.95 71.40]/5.2846 [0.77 68.55 278.58 70.08]/0.8934
[0.44 22.13 264.81 70.74]/5.0052 [0.78 69.45 280.00 70.47]/0.8287
[0.42 69.25 185.62 70.27]/5.0425
[0.40 67.86 180.67 70.67]/4.7556
[0.40 67.50 183.90 89.05]/5.0085
[0.74 49.58 235.36 70.25]/5.0172
[0.79 69.19 180.05 86.14]/4.1236
[0.41 67.47 278.64 89.39]/6.8916
[0.40 20.17 277.77 70.87]/5.2002
[0.47 20.06 279.51 70.21]/5.2003
[0.41 20.19 187.30 70.37]/1.5847
[0.42 31.78 180.34 78.20]/1.6956[0.42 21.18 271.87 89.78]/4.9075
[0.40 31.53 278.05 89.85]/5.3918
[0.40 22.56 184.14 70.76]/1.4631
The sample points are put within squared brackets, in sequence of injection time
(s), mold temperature (°C), melt temperature (°C), and packing pressure (%).
2122 Y.-M. Deng et al./ Materials and Design 31 (2010) 2118–2123

8/3/2019 A Hybrid of Mode-pursuing Sampling
http://slidepdf.com/reader/full/a-hybrid-of-mode-pursuing-sampling 6/6
Table 3 shows that,
Once the optimization process has determined a point as a ‘‘like-
lihood-global optimum”, the following sample points will not
spread near this point.
The warpage values of the above sample points show that the
proposed sampling method has the characteristic of spreading
sample points around those regions of relatively small function
values, and yet are away from the neighborhood of all the ‘‘like-
lihood-global optimums”.
Although many sample points correspond to a large warpage
value, and that they may not be useful for finding the ‘‘global
optimum” directly, they increase the reliability of regarding
the ‘‘likelihood-global optimum” in the last generation as the
global optimum.
6. Conclusion
This investigation integrates the injection molding simulation
with a global optimization algorithm, which is based on the
mode-pursuing sampling (MPS) method and the traditional global
optimization method of genetic algorithm (GA), for the search of the optimal process parameters for a minimum injection molding
warpage. This proposed optimization algorithm can reduce the
amount of computation required while determining a global opti-
mum with good reliability. A plastic food tray case study, where
injection time, mold temperature, melt temperature and packing
pressure are selected as the design variables, demonstrates that
the proposed hybrid optimization method can effectively reduce
the warpage deflection in a computationally efficient manner. This
methodology, although targeted at injection molding warpage
minimization at this investigation, could well be equally effective
for other similar engineering optimization problems, which in-
volve iterative runs of a computation-intensive black-box function
(such as the time-consuming CAE simulations).
Acknowledgements
This research is funded by Zhejiang Provincial Natural Science
Foundation of China, Grant No. R104247. It is also supported by
K.C. Wong Magna Fund in Ningbo University. The authors would
like to thank Dr. Gaofeng Gary Wang from the Simon Fraser
University of Canada, for his helpful advice on the MPS method.
References
[1] Bryce DM. Thermoplastic troubleshooting for injection molders. Society of
Plastics Engineers, Connecticut; 1991.
[2] Lee BH, Kim BH. Optimization of part wall thickness to reduce warpage of
injection molded part based on the modified complex method. Polym-Plast
Technol Eng 1995;34(5):793–811.
[3] Lee BH, Kim BH. Automated selection of gate location based on desired quality
of injection-molded part. Polym-Plast Technol Eng 1996;35(2):253–68.
[4] Seow LW, Lam YC. Flow optimisation in plastic injection molding. J MaterProcess Technol 1997;72:333–41.
[5] Lam YC, Seow LW. Cavity balance for plastic injection molding. Polym Eng Sci
2000;40(6):1273–80.
[6] Jin S, Lam YC. 2.5D cavity balancing. J Inject Mold Technol 2002;6(4):284–96.
[7] Zhai M, Lam YC, Au CK. Automated selection of gate location for plastic
injection molding processing. Polym-Plast Technol Eng 2005;44(2):229–42.
[8] Deng Y-M, Lam YC, Britton GA. Optimization of injection moulding conditions
with user-definable objectivefunctionsbased on a genetic algorithm. Int J Prod
Res 2004;42:1365–90.
[9] Zhai M, Lam YC, Au CK. Runner sizing in multiple cavity injection mould by
non-dominated sorting genetic algorithm. Eng Comput 2009;25(3):237–45.
[10] Deng Y-M, Zheng D, Lu X-J. Injection moulding optimisation of multi-class
design variables using a PSO algorithm. Int J Adv Manuf Technol 2008;39(7–
8):690–8.
[11] Erzurumlu T, Ozcelik B. Minimization of warpage and sink index in injection-
molded thermoplastic parts using Taguchi optimization method. Mater Des
2006;27:853–61.
[12] Wang GG, Shan S. Review of metamodeling techniques in support of
engineering design optimization. J Mech Des, Trans ASME 2007;129(4):370–80.
[13] Ozcelik B, Erzurumlu T. Determination of effecting dimensional parameters on
warpage of thin shell plastic parts using integrated response surface method
and genetic algorithm. Int Commun Heat Mass Transfer 2005;32:1085–94.
[14] Shen C, Wang L, Li Q. Optimization of injection molding process parameters
using combination of artificialneuralnetwork andgenetic algorithmmethod. J
Mater Process Technol 2007;183(2–3):412–8.
[15] Gao Y, Wang X. An effective warpage optimization method in injection
molding based on the Kriging model. Int J Adv Manuf Technol 2008;37(9–
10):953–60.
[16] Zhou J, Turng L-S. Adaptive multi-objective optimization of process conditions
for injection molding using a Gaussian process approach. Adv Polym Technol
2007;26(2):71–85.
[17] Gao Y, Wang X. Surrogate-based process optimization for reducing warpage in
injection molding. J Mater Process Technol 2009;209:1302–9.
[18] Wang L, Shan S, Wang GG. Mode-pursuing sampling method for global
optimization on expensive black-box functions. Eng Optimiz 2004;36(4):
419–38.
[19] Zhang Y, Deng Y-M, SunB-S. Injection molding warpage optimization based on
a mode pursuing sampling method. Polym-Plast Technol Eng 2009;48(7):
767–74.
[20] Fu JC, Wang L. A random-discretization based Monte Carlo sampling method
and its applications. Methodol Comput Appl Probab 2002;4:5–25.
[21] Torn A, Zilinskas A. Global optimization. Berlin: Springer; 1987.
Y.-M. Deng et al./ Materials and Design 31 (2010) 2118–2123 2123