Embed Size (px)
Citation preview

Control Eng. Practice, Vol. 1, No. 3, pp. 463-468,1993 0967-0661/93 $6.00 + 0.00 Printed in Cheat Britain. All rights reserved. © 1993 Pergamon Press l.,td
A FIELDBUS IN IRONWORKS IN CHINA
H. C h a o and G,X. W a n g
Department of Computer Science, Northeast University of Technology, Shenyang, Liaoning, P.R.China
Abstract . This article represents the state of the art of the fieldbus in the ironworks in China. Fir~, it
describes fidd devices and their connectiotas in the blast furnace system. Since the systems exhibited differ
widely in design and structure, the installation raises a lot of unresolved problems. Then, the focus here is on
discussing requiremmts for the fieldbus and its communication architecture. The implementation is based on
microprocessor and Mancbester line coding with DPSK modulatiota over broadband cables. Finally, one
management information system is set up throughout the konworks. With the application, managers could
directly see the whole production process on computer screens in control rooms.
Keywords. Fieldbus; process control; broadband; real-time computer applications; industrial control.
1. INTRODUCTION
Reduction in costs, diversification and customiza- tion of products and shortening the production and processing downtime are some of the pri- mary requirements for ironworks in the future. More and more ironworks have used new techno- logies, such as smart sensors, actuators, numeri- cally controlled units (NCs) and programmable logic controllers (PLCs). However, the connec- tion between different pieces of smart equipment and automated devices is usually very limited.
Fieldbus is an emerging communication technol- ogy in discrete manufacturing and pr.ocess plants which has its roots in the intelligent transmitters of the recent past. Fieldbus is intended to connect PLCs, NCs, actuators, controllers, sensors, and any smart devices at the lowest levels of the industrial automation hierarchy. At these levels, repeated message exchanges take place among field devices in real-time, which involves meas- urement, control, alarms and other variables. As an element of data communication in control and instrumentation systems, fieldbus is the object of a world-wide range of standardization activities following the MAP (Manufacturing Automation Protocol) initiative (Weston, Gascoigne, Sumoter, 1987; Chao m~dWang, 1990).
Unlike discrete manufacturing, process manufac- turing adds value by mixing, separating, forming and chemical reactions. Discrete systems nor- mally define how a finished product is made.
This definition is very precise. The exact number of components, the subassemblies, the process of assembly are all known, in many process plants, on the other hand, the only knowns at the start of operation are the raw material and the potential finished products. Until the process is started, the actual finished product is typically unknown because the quality of raw material will deter- mine what product will be made.
Fieldbus is an answer to the increasing complex- ity of cabling at the lowest level in process con- trol manufacturing automation, data acquisition and more recently automative applications. The idea of using fieldbus in ironworks is to replace point-to-point links from each sensor to the con- trolling device by a network on which all infor- mation is transmitted serially and multiplexed in real-time. But as to the independence of the actual bus technique and its protocol in Chinese ironworks, there are a great number of unresolved problems relating to the interface of upper net- works, the structure of the bus and the interfaces to field devices. The research significance of fieldbus, perhaps, may depend upon the resolu- tion of these fundamental problems.
2. REQUIREMENTS OF FIELD DEVICES
Field devices existing in ironworks may be divided into two parts. One part is the instrumen- tation, e.g. sensors, thermometers or thermocou- pies, transmitters, etc. Another part covers PLCs.
463
464 H. Chin and G.X. Wang
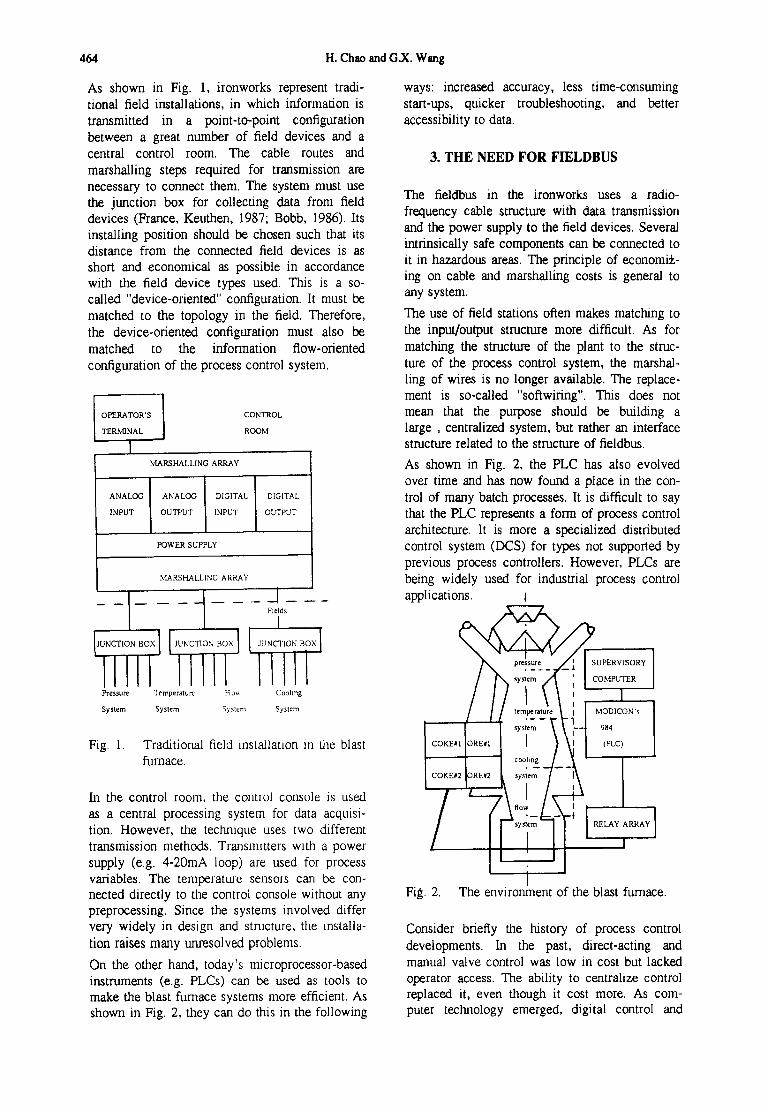
As shown in Fig. 1, ironworks represent tradi- tional field installations, in which information is transmitted in a point-to-point configuration between a great number of field devices and a central control room. The cable routes and marshalling steps required for transmission are necessary to connect them. The system must use the junction box for collecting data from field devices (France, Keuthen, 1987; Bobb, 1986). Its installing position should be chosen such that its distance from the connected field devices is as short and economical as possible in accordance with the field device types used. This is a so- called "device-oriented" configuration. It must be matched to the topology in the field. Therefore, the device-oriented configuration must also be matched to the information flow-oriented configuration of the process control system.
OPERATOR'S CONTROL LTERM]NAL ~1 ROOM
I MARSHALLING ARRAY
ANALOG ANALOG DIGITAL DIGITAL INPUT OUTPUT INPUT OUTPUT
POWER SUPPLY
MARSHALLING ARRAY
JUNCTION JUNCTION BOX Illlll 11111 I Pressure Temperature Flow Cooling System System System System
Fig. 1. Traditional field installation in the blast furnace.
In the control room, the control console is used as a central processing system for data acquisi- tion. However, the technique uses two different transmission methods. Transmitters with a power supply (e.g. 4-20mA loop) are used for process variables. The temperature sensors can be con- nected directly to the control console without any preprocessing. Since the systems involved differ very widely in design and structure, the installa- tion raises many unresolved problems.
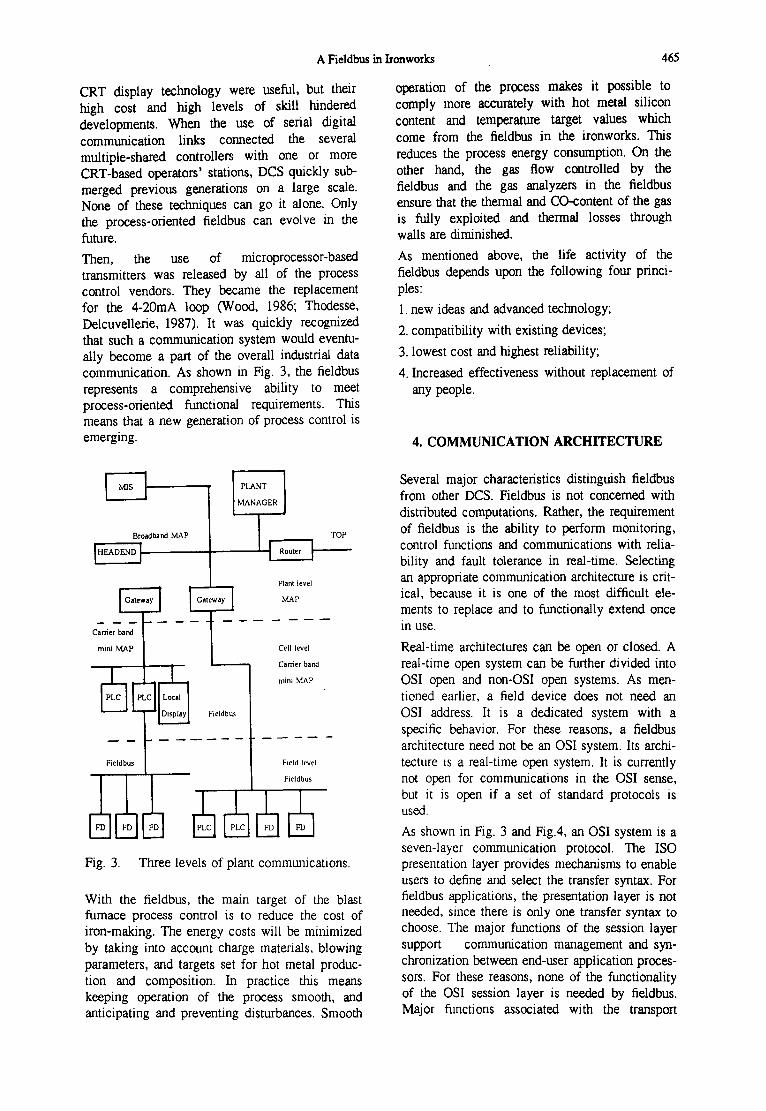
On the other hand, today's microprocessor-based instruments (e.g. PLCs) can be used as tools to make the blast furnace systems more efficient. As shown in Fig. 2, they can do this in the following
ways: increased accuracy, less time-consuming start-ups, quicker troubleshooting, and better accessibility to data.
3. THE NEED FOR FIELDBUS
Fig. 2.
The fieldbus in the ironworks uses a radio- frequency cable structure with data transmission and the power supply to the field devices. Several intrinsically safe components can be connected to it in hazardous areas. The principle of economi~.- ing on cable and marshalling costs is general to any system.
The use of field stations often makes matching to the input/output structure more difficult. As for matching the structure of the plant to the struc- ture of the process control system, the marshal- ling of wires is no longer available. The replace- ment is so-called "softwiring". This does not mean that the purpose should be building a large, centralized system, but rather an interface structure related to the structure of fieldbus.
As shown in Fig. 2, the PLC has also evolved over time and has now found a place in the con- trol of many batch processes. It is difficult to say that the PLC represents a form of process control architecture. It is more a specialized distributed control system (DCS) for types not supported by previous process controllers. However, PLCs are being widely used for industrial process control applications. 1
COKE#1 ORE (PLC) I 1
COKE#2 ORE#2 - - ~ I
The environment of the blast furnace.
Consider briefly the history of process control developments. In the past, direct-acting and manual valve control was low in cost but lacked operator access. The ability to centralize control replaced it, even though it cost more. As com- puter technology emerged, digital control and
A Fieldbus in Ironworks 465
CRT display technology were useful, but their high cost and high levels of skill hindered developments. When the use of serial digital communication links connected the several multiple-shared controllers with one or more CRT-based operators' stations, DCS quickly sub- merged previous generations on a large scale. None of these techniques can go it alone. Only the process-oriented fieldbus can evolve in the future.
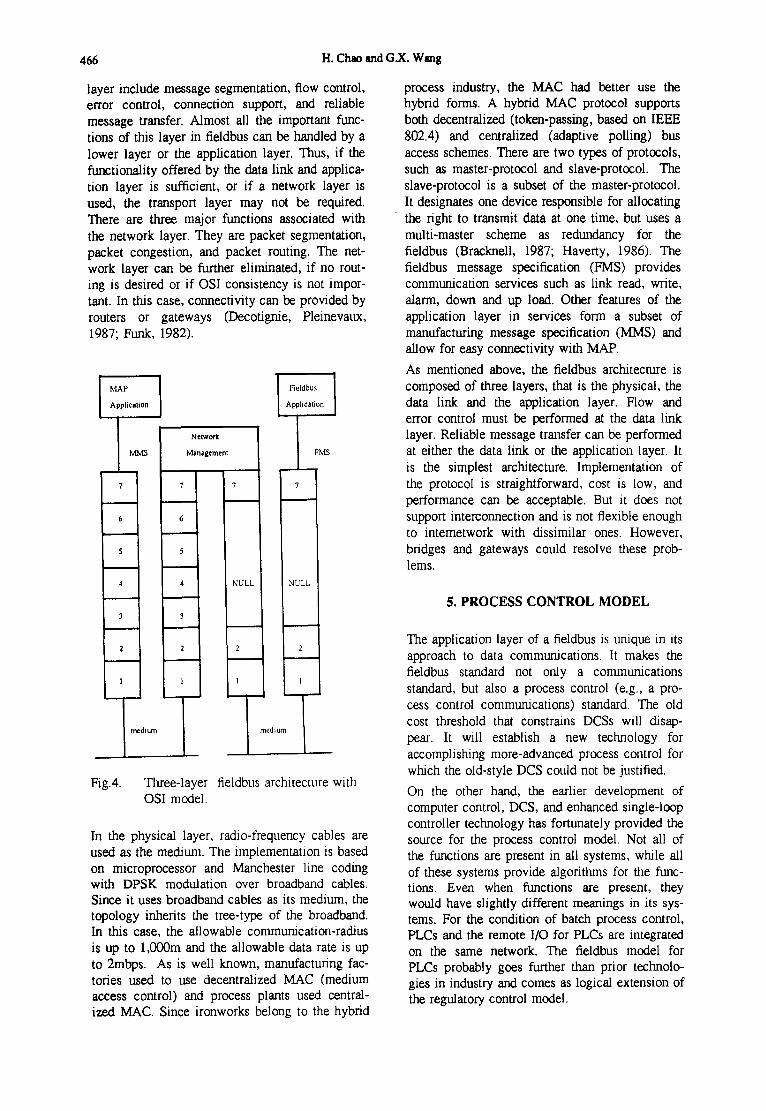
Then, the use of microprocessor-based transmitters was released by all of the process control vendors. They became the replacement for the 4-20mA loop (Wood, 1986; Thedesse, Delcuvellerie, 1987). It was quickly recognized that such a communication system would eventu- ally become a part of the overall industrial data communication. As shown in Fig. 3, the fieldbus represents a comprehensive ability to meet process-oriented functional requirements. This means that a new generation of process control is emerging.
operation of the process makes it possible to comply more accurately with hot metal silicon content and temperature target values which come from the fieldbus in the ironworks. This reduces the process energy consumption. On the other hand, the gas flow controlled by the fieldbus and the gas analyzers in the fieldbus ensure that the thermal and CO-content of the gas is fully exploited and thermal losses through walls are diminished.
As mentioned above, the life activity of the fieldbus depends upon the following four princi- ples:
1. new ideas and advanced technology;
2. compatibility with existing devices;
3. lowest cost and highest reliability;
4. Increased effectiveness without replacement of any people.
4. COMMUNICATION ARCHITECTURE
Broadband MAP
C--r mlnl MAP [ [
F,C ~ F , C ~ ~ Fieldbtts
I PLANT ]
I[-z Plant level MAP
Cell level
Carrier band
mini M A P
TOP
m m
Fieldbus Field level Fieldbus
Fig. 3. Three levels of plant communications.
With the fieldbus, the main target of the blast fumace process control is to reduce the cost of iron-making. The energy costs will be minimized by taking into account charge materials, blowing parameters, and targets set for hot metal produc- tion and composition. In practice this means keeping operation of the process smooth, and anticipating and preventing disturbances. Smooth
Several major characteristics distinguish fieldbus from other DCS. Fieldbus is not concerned with distributed computations. Rather, the requirement of fieldbus is the ability to perform monitoring, control functions and communications with relia- bility and fault tolerance in real-time. Selecting an appropriate communication architecture is crit- ical, because it is one of the most difficult ele- ments to replace and to functionally extend once in use.
Real-time architectures can be open or closed. A real-time open system can be further divided into OSI open and non-OSI open systems. As men- tioned earlier, a field device does not need an OSI address. It is a dedicated system with a specific behavior. For these reasons, a fieldbus architecture need not be an OSI system. Its archi- tecture is a real-time open system. It is currently not open for communications in the OSI sense, but it is open if a set of standard protocols is used.
As shown in Fig. 3 and Fig.4, an OSI system is a seven-layer communication protocol. The ISO presentation layer provides mechanisms to enable users to define and select the transfer syntax. For fieldbus applications, the presentation layer is not needed, since there is only one transfer syntax to choose. The major functions of the session layer support communication management and syn- chronization between end-user application proces- sors. For these reasons, none of the functionality of the OSI session layer is needed by fieldbus. Major functions associated with the transport
466 H. Chao and G.X. Wang
layer include message segmentation, flow control, error control, connection support, and reliable message transfer. Almost all the important func- tions of this layer in fieldbus can be handled by a lower layer or the application layer. Thus, if the functionality offered by the data link and applica- tion layer is sufficient, or if a network layer is used, the transport layer may not be required. There are three major functions associated with the network layer. They are packet segmentation, packet congestion, and packet routing. The net- work layer can be further eliminated, if no rout- ing is desired or if OSI consistency is not impor- tant. In this case, connectivity can be provided by touters or gateways (Decotignie, Pleinevaux, 1987; Funk, 1982).
MAP
Application
M]4S
6
5
4
3
2
1
medium
I Fieldbus ! Application
Network
Management
7
6
5
4
3
2
1
FMS
7 7
NULL
"
medium
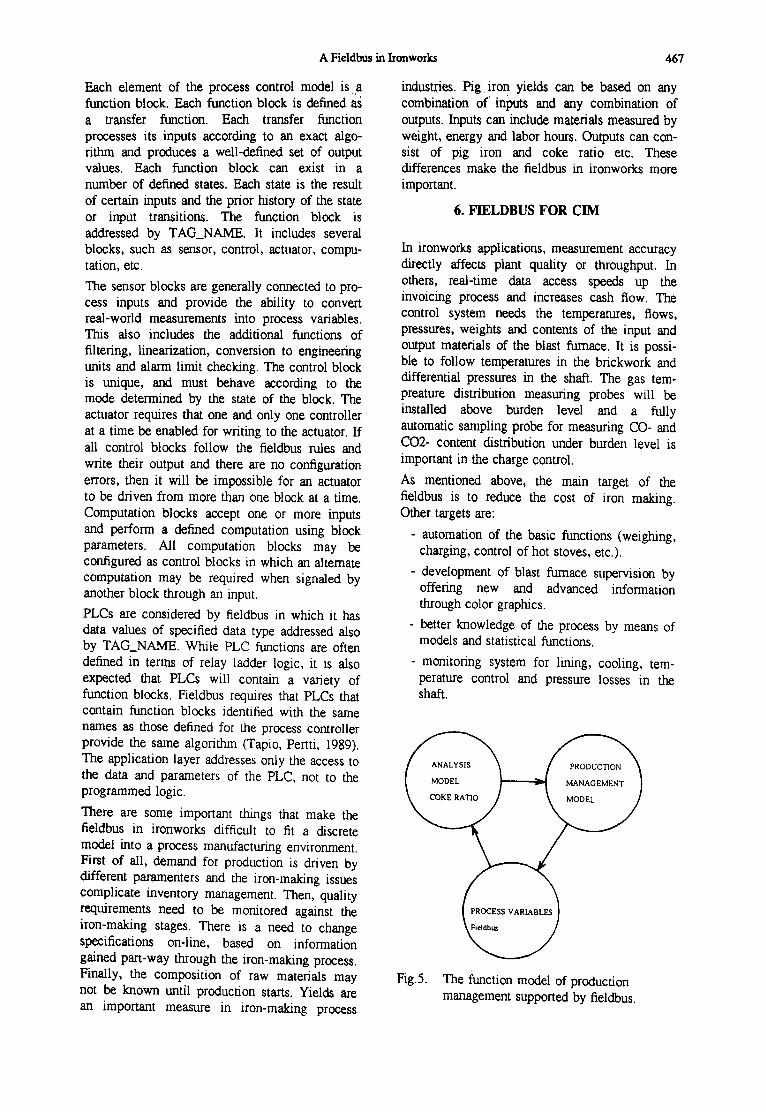
Fig.4. Three-layer fieldbus architecture with OSI model.
In the physical layer, radio-frequency cables are used as the medium. The implementation is based on microprocessor and Manchester line coding with DPSK modulation over broadband cables. Since it uses broadband cables as its medium, the topology inherits the tree-type of the broadband. In this case, the allowable communication-radius is up to 1,000m and the allowable data rate is up to 2mbps. As is well known, manufacturing fac- tories used to use decentralized MAC (medium access control) and process plants used central- ized MAC. Since ironworks belong to the hybrid
process industry, the MAC had better use the hybrid forms. A hybrid MAC protocol supports both decentralized (token-passing, based on IEEE 802.4) and centralized (adaptive polling) bus access schemes. There are two types of protocols, such as master-protocol and slave-protocol. The slave-protocol is a subset of the master-protocol. It designates one device responsible for allocating the right to transmit data at one time, but uses a multi-master scheme as redundancy for the fieldbus (Bracknell, 1987; Haverty, 1986). The fieldbus message specification (FMS) provides communication services such as link read, write, alarm, down and up load. Other features of the application layer in services form a subset of manufacturing message specification (MMS) and allow for easy connectivity with MAP.
As mentioned above, the fieldbus architecture is composed of three layers, that is the physical, the data link and the application layer. Flow and error control must be performed at the data link layer. Reliable message transfer can be performed at either the data link or the application layer. It is the simplest architecture. Implementation of the protocol is straightforward, cost is low, and performance can be acceptable. But it does not support interconnection and is not flexible enough to intemetwork with dissimilar ones. However, bridges and gateways could resolve these prob- lems.
5. PROCESS CONTROL MODEL
The application layer of a fleldbus is unique in its approach to data communications. It makes the fieldbus standard not only a communications standard, but also a process control (e.g., a pro- cess control communications) standard. The old cost threshold that constrains DCSs will disap- pear. It will establish a new technology for accomplishing more-advanced process control for which the old-style DCS could not be justified.
On the other hand, the earlier development of computer control, DCS, and enhanced single-loop controller technology has fortunately provided the source for the process control model. Not all of the functions are present in all systems, while all of these systems provide algorithms for the func- tions. Even when functions are present, they would have slightly different meanings in its sys- tems. For the condition of batch process control, PLCs and the remote I/O for PLCs are integrated on the same network. The fieldbus model for PLCs probably goes further than prior technolo- gies in industry and comes as logical extension of the regulatory control model.
A Fieldbus in Ironworks 467
Each element of the process control model is a function block. Each function block is defined a§ a transfer function. Each transfer function processes its inputs according to an exact algo- rithm and produces a well-defined set of output values. Each function block can exist in a number of defined states. Each state is the result of certain inputs and the prior history of the state or input transitions. The function block is addressed by TAGNAME. It includes several blocks, such as sensor, control, actuator, compu- tation, etc.
The sensor blocks are generally connected to pro- cess inputs and provide the ability to convert real-world measurements into process variables. This also includes the additional functions of filtering, linearization, conversion to engineering units and alarm limit checking. The control block is unique, and must behave according to the mode determined by the state of the block. The actuator requires that one and only one controller at a time be enabled for writing to the actuator. If all control blocks follow the fieldbus rules and write their output and there are no configuration errors, then it will be impossible for an actuator to be driven from more than one block at a time. Computation blocks accept one or more inputs and perform a defined computation using block parameters. All computation blocks may be configured as control blocks in which an alternate computation may be required when signaled by another block through an mput.
PLCs are considered by fieldbus in which it has data values of specified data type addressed also by TAG_NAME. While PLC functions are often defined in terms of relay ladder logic, it is also expected that PLCs will contain a variety of function blocks. Fieldbus requires that PLCs that contain function blocks identified with the same names as those defined for the process controller provide the same algorithm (Tapio, Pertti, 1989). The application layer addresses only the access to the data and parameters of the PLC, not to the programmed logic.
There are some important things that make the fieldbus in ironworks difficult to fit a discrete model into a process manufacturing environment. First of all, demand for production is driven by different paramenters and the iron-making issues complicate inventory management. Then, quality requirements need to be monitored against the iron-making stages. There is a need to change specifications on-line, based on information gained part-way through the iron-making process. Finally, the composition of raw materials may not be known until production starts. Yields are an important measure in iron-making process
industries. P ig iron yields can be based on any combination of' inputs and any combination of outputs. Inputs can include materials measured by weight, energy and labor hours. Outputs can con- sist of pig iron and coke ratio etc. These differences make the fieldbus in ironworks more important.
6. FIELDBUS FO R CIM
In ironworks applications, measurement accuracy directly affects plant quality or throughput. In others, real-time data access speeds up the invoicing process and increases cash flow. The control system needs the temperatures, flows, pressures, weights and contents of the input and output materials of the blast furnace. It is possi- ble to follow temperatures in the brickwork and differential pressures in the shaft. The gas tem- preature distribution measuring probes will be installed above burden level and a fully automatic sampling probe for measuring CO- and CO2- content distribution under burden level is important in the charge control.
As mentioned above, the main target of the fieldbus is to reduce the cost of iron making. Other targets are:
- automation of the basic functions (weighing, charging, control of hot stoves, etc.).
- development of blast furnace supervision by offering new and advanced information through color graphics.
- better knowledge of the process by means of models and statistical functions.
- monitoring system for lining, cooling, tem- perature control and pressure losses in the shaft.
Fig.5. The function model of production management supported by fieldbus.
468 H. Chao and G.X. Wang
As shown in Fig. 5, process variables that are acquired from field devices are transferred to the process analysis model. According to the infor- mation, it represents all of the details about fields. The analysis model uses the data to struc- ture one prior architecture, which is collected directly from fields, but not conjectured. The out- puts of the analysis model are transferred to the management information system (MIS). Then, the decisions that may be made from the decision support system (DSS) are down loaded to the field devices (e.g. controllers and actuators). With fieldbus standard, it will become much easier to build interfaces to all types of process and indus- trial control equipment.
Generally, plants that are started-up quicker gen- erate revenue sooner, utilizing their resources more efficiently. There is also a trend toward the integration of information throughout the iron- works. Up to this point, the emphasis has been on making information stored in the control system more accessible at the supervisory computer and MIS level. A fieldbus would enable the field dev- ice to take on the role of providing data directly into the system in this information hierarchy.
A computer integrated plant of the future will consist of modular subsystems, each controlled by computers which are interconnected to form a distributed computer system. However, the lowest level or the fundamental of the system must be composed of a fieldbus (Chaoanct Wang, 1990; Wood, 1986).
7. CONCLUSION
After the modernization of the fieldbus the blast furnace operation at the Second Ironworks in Benxi has been very steady and targes were achieved. Results show that high productivity and high uptime are simultaneously feasible by means of correct sinter quality, together with correct charge treatment and control combined with the blast fumace supervision and control in the fieldbus. Fuel rate has decreased with help of the fieldbus supervision and control system by more than 15kg/t of pig iron.
This paper has summarized and classified the use of field devices in ironworks in China. The necessity for a fieldbus in the blast furnace sys- tem was analyzed. Development of a completed fieldbus system using a multi-master bus structure throughout the fields has been accomplished. The fieldbus functions are distributed to all of the field devices and the fieldbus nodes. The software is placed into a hierarchical structure.
As a result, the fieldbus configuration suitable for different field device requirements, from small sensors to large PLCs, can be implemented and functional expansion can also be made as requested. The fieldbus can easily take an impor- tant part in future industrial automation functions.
The fieldbus was placed in the Second Ironworks in Benxi Iron and Steel company in China in 1991, as the plant process control communication system, and has received a favourable reception.
8. REFERENCES
Weston, R.H., Gascoigne, J.D., and Sumoter, C.M. (1987). Industrial computer networks and the role of MAP. Part 2' Microproces- sors Microsyst, Vol. 11 No. 1, pp.21-34.
Wood, G.G. (1986). Fieldbus, a developing low level industrial LAN standard. Proc. EFOC/LAN, Amstordam. The Netherlands, pp.22-24.
Thomesse, J.P., and Delcuvellerie, J.L. (1987). FIP: A fieldbus proposed. NBS Workshop on Factory communications. Gaithershurg, Md.
Decotignie, J.D., and Pleinevaux, P. (1987). Fieldbus in the hierarchy of factory com- munications: The limits of a classical approach. NBS Workshop on factory com- munications. Gaithershurg, Md., pp.3-16.
H France, K Keuthen. (1987). Acquisition of measured values with strain gauges-- New possibility. Eckardt Technical Information T86.020.
Bracknell, D.R. (1987). The MIL-STD-1553B data bus past and present. RAE TM FS(F) 661.
G.Funk. (1982). Message error detecting proper- ties of HDLC protocols. IEEE trans, on Comm. vol. COM-30, pp.252-257.
N.Haverty. (1986). MIL-STD-1553B a standard of data communications. Communication & Broadcasting. vol. 10, no. 1. pp.29-33.
M.Bobb. (1986). Smart transnussions in distri- buted control: new performances and benefits. Control Engineering. pp. 120-123.
Chao Hai and G.X.Wang. (1990). Fieldbus: a communication standard in China in the future. CHINA COMPUTERWORLD. vol. 20. pp.34-36.
Tapio Virvalo and Pertti Punsaari. (1989). Developing intelligent actuator systems. Microprocessors & Mirosystems. vol. 13. no. 4, pp.263-270.





























