Embed Size (px)
Citation preview

A Contribution to the Modeling of &aft Pulping NIRAJAGARWAL’ and RICK GUSTAFSO@**
‘Clariant Corporation, 4000 Monroe Road, Charlotte, NC 28205, U.S.A.
2University of Washington, Box 352100, Seattle, WA 98195, USA.
This paper presents a mathematical model for pulping that considers the effect of alkali diffusion and chemical reaction. An approximation for 3-dimensional diffusion in wood chips is tested against pulping data. A method for predicting pulp viscosity is also presented. The model simulates the effect of key pulping variables on pulp kappa number, viscosity, yield, residual alkalinity and pulping uniformity. Experimental data from a number of sources are successfully predicted by the model.
On presente dans cet article un modele mathematique pour la mise en pite qui prend en consideration l’effet de la dif- fusion des alcalins et de la reaction chimique. Une approximation de la diffusion tridimensionnelle dans des copeaux de bois est testee par rapport a des donnees de mise en pite. Une methode de prediction de la viscosite de la pite est egale- ment presentee. le modele simule I’effet de variables cles de mise en pite sur le Kapa de la pite, la viscositt, le rende- ment, I’alcalinite residuelle et l’uniformite du traitement. Des donnees experimentales de differentes sources sont predites avec succ&s par le modele.
Keywords: pulping model, difhsion, pulp uniformity, pulp viscosity, simulation.
iffusion of alkali from pulping liquor into the wood D chips plays an important role in kraft pulping. The overall pulping rate is determined by the rates of reaction and diffusion. It has been shown that the lignin content of cooked chips varies across chip thickness (Gullichsen et al., 1992). Lignin content for cooked chips is highest at the chip center and lowest at the surface. For chips less than 2 mm thick, pulping is uniform. For thicker chips, alkali con- sumption rate exceeds the rate of diffusion at pulping tem- perature. The apparent reaction rate is diffusion-limited. Diffusion limitation leads to nonuniform pulping. The final pulp contains fibers with a nonuniform distribution of kappa number (kappa number is proportional to % lignin in pulp). Layered pulping of 2 to 10 mm thick chips has shown that 2 mm chips produce pulp of kappa 15 while 10 mm chips give kappa 70. The large change in kappa with thickness is main- ly due to the role of alkali diffusion. Pulping nonuniformity increases the average kappa of pulp and eventually leads to high screening rejects. Clearly, it is necessary to consider the effect of difision in order to quantitatively predict haft pulping performance.
This paper presents a comprehensive model for pulping that considers the combined effect of chemical reaction and alkali diffusion. Some improvements are made to an earlier reaction-diffusion based model by Gustafson et al. (1983). A modified treatment for diffusion is used in this work. A method for predicting pulp viscosity is also presented. Model prediction for four different quantities - kappa, yield, vis- cosity and residual alkali are compared with experimental data from three sources. Some of the data shown here is reproduced from an earlier paper (Agarwal et al., 1994) to make a more complete presentation of model capabilities.
Diffusion in wood chips
Chip thickness is the smallest of the three chip dimen- sions. Gustafson’s (1983) earlier pulping model assumes chip thickness to be the critical dimension. Wood chips are
*Author to whom correspondence should be addressed. E-mail address: [email protected]
therefore treated as infinite slabs and a one-dimensional dif- fusion model is used. Good prediction for kappa number is obtained for chips up to 6 mm thick. For thicker chips, pre- dicted kappa number is higher than measured. Error in kappa prediction increases with thickness. To correct this problem, the one dimensional slab assumption for diffusion was re-examined. Calculation of characteristic time for dif- fusion over a typical range of aspect ratios for chips shows that diffusion rate along the length can range from 2% to 70% of diffusion rate along the thickness. For thick chips, diffusion along the thickness is slow and alkali flux along the length becomes a significant fraction of the total alkali flux into the chip. The one-dimensional model does not work accurately over the whole range of chip sizes since it ignores d i f i i o n along the length. A better diffusion model is therefore needed.
One solution to the problem would be to use a 3-dimen- sional diffusion model. We were reluctant to take this approach since it would significantly increase computation time. Since the pulping model is intended for use with flow- sheet simulators, calculation efficiency is important. A sim- ple, empirical approximation that works better than the slab model while avoiding the complication of 3-D calculation has been suggested by Neretnieks (1 972). We now discuss this approach.
Neretnieks (1972) studied diffusion washing of cooked chips. He noted that diffision coefficients can be different for each of the three chip directions. Fissures and uneven chip surfaces further complicate the exact evaluation of dif- fusion in wood chips. Even a detailed 3-D diffusion model would only be approximate. Neretnieks considered the use of different simple shapes in approximating 3-dimensional diffusion in chips. Three possibilities were examined-infi- nite slab, infinite cylinder and a sphere. For each of these shapes the diffusion calculation is 1-dimensional. Further, the diffusion length in each case is chosen so that the surface area to volume ratio is the same as for a 3-dimensional chip. Calculations showed that average concentration in a wood chip with sides 1:3:5 was the same as the average concen- tration in a sphere of the same specific surface area as the chip. The change in average concentration with time was
8 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75, FEBRUARY, 1997

also identical for the sphere and a 3-D chp. A 1-D slab cal- culation, on the other hand, was found to be significantly different from the 3-D chip calculation. Further, it was found that the equivalent sphere works well for chips with aspect ratios ranging from 1:1:3 to 1:3:5. The error intro- duced by using a sphere instead of calculating diffusion over 3 dimensions is small. Treating a wood chip as a sphere does not appear reasonable from a geometrical perspective, but from the standpoint of diffusion it gives a good representa- tion of a 3-D wood chip. The sphere works better for approximating diffusion in a chip than a slab. Neretniek's (1972) paper shows some plots that make a clear and con- vincing argument. We initially chose to try out the equiva- lent sphere assumption because it held the promise of keep- ing the pulping model as simple as with the earlier slab assumption while making it nearly as accurate as a 3-D cal- culation. Results presented later will show that the sphere model is quite robust, it works well in a variety of conditions and is a good choice for modeling diffusion in chips.
Model description
The effect of chip size on pulping cannot be ignored. The model presented here considers the variation in reaction rate with both time and position in the chip. By considering the combined effect of diffusion and reaction we get a model that is accurate and works well over a wide range of condi- tions. The effect of chip size (distribution) and its interaction with other pulping variables can be simulated by using a reaction-diffusion model.
In this study, overall model structure remains the same as that used by Gustafson earlier. The reader is referred to Gustafson et al. (1983) for a more detailed description of the model and the solution method used. The main change is to consider diffusion over a sphere instead of an infinite slab. The radius of the sphere is chosen so that the sphere has the same surface to volume ratio as the actual chip.
Change in alkali concentration with pulping time and position is given by,
where [OHI is alkali concentration in mol/L, T is tempera- ture in K, [Sl is sulfide concentration in mol/L, r is position in the chip in cm, t is time in minutes, D is diffusion coeffi- cient in cm2/s and L is % lignin content in wood. Equation (1) replaces the corresponding equation in Gustafson's model for reaction-diffusion in a slab. The first term on the right hand side represents the effect of Fickean diffusion, while the second term is the change due to chemical reaction.
The rate of alkali consumption due to chemical reaction, Rb depends on the rate of lignin and carbohydrate dissolution.
Rk = . . . . . . . . . . . . . . . . . .
where L is the % Iignin on wood, C is % carbohydrate, p, is wood density in gm/cm3 and E is void fraction in wood chp. Simple kinetic expressions similar to those presented earlier by Gustafson are used to evaluate lignin and carbohydrate dissolution rates:
(3) dL - = k, L,forL > 22.5% ...................... dt
dL - = k2 [OWL + k3 [ dt
L, for 2.2% 5 L I 22.5% -..
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (4)
dL - = k4 [OW o.7L,for L < 2.2% . . . . . . . . . . . . . . . . . dt (5)
where ki denotes rate constants with an Anhenius depen- dence on temperature. Carbohydrate dissolution rate is assumed to be a linear h c t i o n of lignin dissolution rate:
dC dL dt dt
-=k5-[OHlo~11,forL>22.5% . . . . . . . . . . . . . .
dC dL -=k6--,for2.2%I LS22.5% . . . . . . . . . . . . . dt dt (7)
(8) dC dL - = k7 --,forL < 2.2% . . . . . . . . . . . . . . . . . . . . . . dt dt
The value of the diffusion coefficient changes during pulping and is dependent on alkali concentration and lignin content (Gustafson et al., 1983).
DLoa = k, r-0.02.L + 0.13[0Hj0.s5 + 0.651 . . . . . . . . (9)
The following boundary conditions have to be used at the chip center and the chip surface in solving Equation (1):
-- '[?a -Oatr=O . . . . . . . . . . . . . . . . . . . . . . . . . .
km([OHlliquor -[OHj)atr = R -D- a[oa = . . . . . . . . ar
where k, is the mass transfer coefficient at the chip surface and R is the equivalent spherical radius for the chip. Gustafson has shown earlier that it is safe to assume a large value fork, since the resistance to diffusion is mainly in the chip itself.
Equation (1) represents rate of change inside the chip. For pulping liquor outside the chips, a mass balance between the chip surface and free liquor gives an equation of the follow- ing form,
where V' is void volume inside the chip and V,iquor is the volume of free pulping liquor.
To solve Equation (l), it is discretized over the radius to convert the partial differential equation into a set of ordinary differential equations (ODE). The ODES are then numeri- cally integrated with respect to time to get the final solution. The solution provides the variation in lignin, carbohydrate and alkali concentration with position in the chip for each chip size at the end of the cook. Profiles across the chip for each variable are averaged and then used to calculate pulp kappa number, yield, and residual alkalinity. Table 1 gives an overview of model capabilities.
Kappa and yield for each chip size can also be calculated when a mixture of chip sizes are pulped together. A method
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75, FEBRUARY, 1997 9

TABLE 1 Summary of model capabilities
Inputs outputs Time: total and heatup time, min Liquor: % sulfidity and % alkalinity Pulping temperature, K
Chip size distribution Wood composition Fiber kappa distribution Liquor to wood ratio, Llkg
Kappa Number Intrinsic viscosity, dm3/kg Residual alkali in liquor, mollL Pulp yield, %
for predicting viscosity that was developed in this work is now discussed.
Prediction of pulp viscosity
Viscosity is an indirect measure of pulp strength. It is of interest to calculate the dependence of viscosity on pulping conditions. In this section, we will discuss the integration of a kinetic equation for viscosity with our pulping model. The need to correct for the effect of pulp yield in predicting vis- cosity will also be discussed.
Fleming et al. (1983, 1985) developed a kinetic model for pulp viscosity. The rate of change of viscosity is represented by:
where [q] is intrinsic viscosity of pulp (dm3kg) and k, is the rate constant for cellulose chain cleavage. First order depen- dence on [ O w was determined experimentally. Second order dependence on [q] can be shown fiom a theoretical treatment of random chain cleavage. This was further con- firmed by experimental data for pulping. Activation energy was found to be 179 f 4 kJlmol (Fleming et al., 1983).
Fleming et al. (1983) also developed the concept of a G- factor based on their study. The G-factor for viscosity is analogous to the H-factor for kappa number. The G-factor integrates the effect of time and temperature into a single variable which can be readily evaluated from the known heatup schedule for a digester. Final pulp viscosity is corre- lated with the G-factor. In addition to the G-factor, pulp vis- cosity also depends on alkalinity. As seen from Equation (13), it is necessary to know the variation of [OM with time to predict viscosity. Since this information is not always available, Kubes and his co-workers (Fleming et al., 1983; Fleming and Kubes, 1985) developed a regression equation that calculates final pulp viscosity using the G-factor and residual alkalinity at the end of the cook.
We use Equation (13) directly with the pulping model. The pulping model calculates [OM with time. Equation (13) is integrated with the rest of the model to enable apriori vis- cosity prediction. Residual alkalinity measurement is not necessary to predict viscosity. The pulping model also con- siders the variation of [q] with position in the chip. Equation (1 3) is applied to several points inside the chip and the final viscosity is calculated by averaging over the chip. This allows us to also predict the effect of chip size on viscosity.
Our first attempt at using this approach showed that model prediction for pulp viscosity was systematically high- er than measured values at high pulp yields. Prediction error was correlated with pulp yield. The reason for this observa- tion is as follows. Equation (13) with its second order
dependence on [q] is strictly valid only for a single polymer system that is degrading by chain cleavage. Wood pulp, on the other hand, consists of cellulose and non-cellulose poly- mers. The equation is best applied to cellulose viscosity alone. As we attempt to predict pulp viscosity (as different from cellulose viscosity) using Equation (13), a systematic error occurs. This error is correlated with the amount of non- cellulose polymers in pulp. Correcting for this influence is straightforward.
Viscosity of a mixture of polymers is the weighted sum of viscosity of individual polymers. So we have,
[q] = W,[q], + (1 - W,)[q]*. . . . . . . . . . . . . . . . . . (14)
where W, is mass fraction of the first polymer. For wood pulp, the viscosity of cellulose is much higher than that for the non-cellulose fraction. The second term in the equation can be safely ignored. Therefore, we get the simple rela- tionship for pulp viscosity,
[qlpulP = --[q]cellu,Ose L . . . . . . * . . . . . . . . . . . . . . (15)
where C is cellulose in pulp (as % on wood) and Y is percent yield on wood. Pulp viscosity is therefore inversely propor- tional to pulp yield at a fixed cellulose viscosity. The amount of cellulose, C, is assumed to have a constant value of 37% on wood at all pulp yields. The error introduced by this simplification is minimal since C changes by less than 1% on wood after the initial phase of pulping (Matthews, 1974). For pulps that have the same [ I - & ~ , ~ ~ ~ ~ ~ ~ a 10% differ- ence in yield, e.g. fiom 40 to 50%, can change [T$,,,,~, by 20%. A correction for pulp yield is essential. The nee mses because viscosity is measured at a specific pulp concentra- tion instead of a specific cellulose concentration. In its mod- ified application, Equation (13) is used with the pulping model to predict cellulose viscosity instead of pulp viscosity. The final calculated values of cellulose viscosity and pulp yield are used with Equation (1 5 ) to determine pulp viscos- ity. With this approach the systematic error in viscosity pre- diction with pulp yield is eliminated. Comparison between data and model calculation is discussed in the next section.
Model validation
Batch pulping data from 3 different sources: Akhtaruzamman and Virkola (19&0), Becker (1992) and Gullichsen et al. (1992) are compared with predictions from the model.
Aktaruzamman and Virkola (1980) have presented results from an extensive study on kraft pulping of Scots pine mill chips. Experiments were designed to study the impact of H- factor, chip length, chip thickness and effective alkali charge. The following conditions were kept constant in all cooks: 30% sulfidity, 1 hour heatup time to 17OOC and 4 litre liquorkg wood. One set of data is from pulping of chips of a single size and a second set of data from pulping of commercial chips of a known size distribution. Kappa, vis- cosity, yield, screening rejects, residual alkali and some strength properties were measured for each pulp.
Gullichsen et al. (1 992) studied the effect of alkali charge and chip thickness on kraft pulping of Scots pine. Other pulping conditions were chosen to be representative of a typical commercial cook. Three different types of chip sam- ples were used: thin (1 S mm) chips that were hand cut, mill
10 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75, FEBRUARY, 1997

1.5 m m chips
50
a 3 0
20
10
0
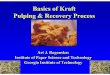
y e 1.5 m m chips
16 18 20 22 24 26 28
% A.A. on wood Figure 1 - Prediction of kappa number for thin chips. Experimental data from Gullichsen et al. (1992).
Ah
/’-’ Layered cook
70 /
40 1
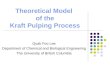
16 18 20 22 24 26 28
% A.A. on wood Figure 2 - Prediction of pulp yield for thin chips. Experimental data from Gullichsen et al. (1992).
0.8 I I
/ I
0
1.5 mm chips
/
16 18 20 22 24 26 28
% A.A. on wood
Figure 3 - Prediction of residual alkalinity for black liquor. Experimental data from Gullichsen et al. (1992).
chips of known chip thickness distribution, and hand cut chips of 50 mm x 30 mm and thickness fi-om 2 to 10 mm. Pulp kappa, residual alkali, intrinsic viscosity, pulp yield and screening rejects were measured. Layered cooks were also conducted in which each chip thickness was placed in a separate layer, but the same pulping liquor was circulated through the layers.
Becker (1992) also published batch pulping data from layered cooks for Western Hemlock. Variation of kappa and
1400 I M I 24 \
1200
.d 6 I ; 1000 .z .i 800 > &
600
1.5 m m chips
. .-l\
16 18 20 22 24 26 28
% A.A. on wood Figure 4 - Prediction of intrinsic viscosity for thin chips. Experimental data from Gullichsen et al. (1 992).
?L 2 50 M
30
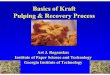
10 2 4 6 8 10
Chip thickness, mm. Figure 5 - Prediction of change in kappa number with thickness. Experimental data from Gullichsen et al. ( 1 992).
30 El
i x 20
Western Hemlock
/- / I *
10 I
2 4 6 8 10
Chip thickness, mm
Figure 6 - Prediction of change in kappa number with thickness. Experimental data from Becker (1992).
viscosity with thickness was measured. Becker used mill chips of known length and thickness distribution.
Figures 1 to 4 compare model prediction with experimen- tal data from the work of Gullichsen et al. (1992) with 1.5 mm chips. Diffusion does not have an influence for thin chips. The observed behavior is entirely due to intrinsic pulping kinetics. Rate constants for delignification were adjusted to fit this set of data. By using thin chip pulping data, kinetic equations used in the model can first be vali-
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75, FEBRUARY, 1997 11

I." , I
Western Hemlock
t " I & 0.6
2 4 6 8 10
Chipthickness,mm
Figure 7 -Prediction of the CED viscosityhppa ratio for layered cook of commercial chips. Experimental data from Becker (1992).
50 f m 40 1
Mill chips
10 ' I
16 18 20 22 24 26 28 % A. A. on wood
Figure 8 -Prediction of kappa number for Scots pine commercial chips. Data from Gullichsen et al. (1992).
dated, The next step is to test the diffusion calculation by applying the model to conditions where diffusion plays a sig- nificant role. We now consider the effect of chip thickness.
Figure 5 shows the effect of thickness on kappa number at 20% and 25% active alkali charge. These data are for hand-cut chips of 50 mm x 30 mm with varying thickness pulped in separate layers. Kappa number changes s i p f i - cantly with thckness as the effect of diffusion becomes more prominent. The equivalent sphere approach used for diffusion is able to predict the observed variation in kappa number with thickness. The slab model did not work as well above 6 mm chip thickness.
The predictions so far have been for pulping of chips pre- pared in the laboratory. Becker's (1992) data is for pulping of commercial chips of a known length and thickness distri- bution. Figure 6 shows the prediction of kappa number for each thickness from a layered batch cook. Model coeffi- cients are the same as for the data in Figures 1 to 5.
Figure 7 shows the prediction for CED viscositykappa ratio. By integrating the kinetic equation for intrinsic vis- cosity (Equation (13)) with the pulping model it becomes possible to predict the effect of chip size on viscosity. Viscositykappa ratio is highest for 3 mm chips. A linear relationship between CED viscosity and intrinsic viscosity is assumed.
The model is now applied to the data of Gullichsen et al. (1992) for pulping of mill chips. Thickness distribution of
55 - Mill chips
40 I 16 18 20 22 24 26 28
% A.A. on wood
Figure 9 - Prediction of pulp yield for Scots pine commercial chips. Data from Gullichsen et al. (1 992).
0.8 I I
0 ' I , I I
16 18 20 22 24 26 28
% A.A. on wood Figure 10 -Prediction of residual alkali for pulping of Scots pine commercial chips. Data from Gullichsen et al. (1992).
the chips is known and is specified as one of the model inputs. An average chip length of 22 mm was assumed for each chip thickness. Figures 8 to 11 show the kappa number, yield, viscosity and residual alkalinity for mill chips pulped at 16 to 28% A.A. Here the measured properties were aver- age values for the pulp including all chip sizes. The model predicts the behavior of commercial chips while using the same model coefficients as for the laboratory chlps. The dif- ference in size distribution between the lab chips and the mill chips is adequately accounted for by the equivalent sphere model for diffusion.
Figures 12 to 15 show predictions for the data of Akhtaruzamman and Virkola (1980). Model coefficients were not the same as for all of the above data. Rate constants for delignification (k2 and k3) and the diffusion coefficient (k,) had to be adjusted. The open symbols represent pulping of chips with a known size distribution. The closed symbols represent pulping of chips of a single size. Good prediction is obtained for kappa and viscosity. Results for residual alkali and yield do not agree over the entire range.
Kappa distribution of pulp
Pulp produced from the surface of chips will tend to have a lower kappa number than pulp from the center of chips. Also, the variation in chip size leads to inter-chip kappa variation in addition to the intra-chip variation. The final
12 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75, FEBRUARY, I997

I4O0 1 “E 1200 -0 g t Mill chips
600 I I
16 18 20 22 24 26 28
Figure 11 - Prediction of pulp intrinsic viscosity for Scots pine commercial chips. Data from Gullichsen et al. (1992).
80
70 Open symbols for multiple chips
/
10 I
10 20 30 40 50 60 70 80 Predicted kappa
Figure 12 - Prediction of kappa number for varying E.A., H-fac- tor and chip size. Data from Akhtaruzamman and Virkola (1980).
9 52
$ 48
44
Q A -0
.-
il
40 0.-
40 44 48 52 56 Predicted yield
Figure 13 - Prediction of pulp yield for varying E.A., H-factor and chip size. Data from Akhtaruzamman and Virkola (1980).
pulp can therefore contain fibers with a wide range of kappa numbers. The pulping model produces the information needed to estimate kappa distribution of pulp produced from mill chips of varying size. Calculations are based on the equivalent sphere model for diffision and are therefore approximate. Since the model adequately predicts kappa number for each thickness, it is likely that the true kappa distribution is close to that calculated by the model.
$ 0.8 E 3 0.6 0
2 0.4 2
Y
10.2
0
0 0.2 0.4 0.6 0.8 1 Predicted [OH], mol/L
Figure 14 - Prediction of residual alkali for varying E.A., H-fac- tor and chip size. Data from Akhtaruzamman and Virkola (1 980).
1250
21150
% 1050 d ‘g 950 8 3 850
‘E 750
2 650 550
z 550 650 750 850 950 1050 1150 1250
Predicted intrinsic viscosity, dm3kg
Figure 15 - Prediction of intrinsic viscosity for varying E.A., H- factor and chip size. Data from Akhtaruzamman and Virkola (I 980).
80
P
a (r 0
3 60
4-
40 & 4 20
0
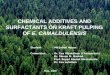
rn19%AA, 175c W24%AA, 168C
26-30 31-40 41-60 61-80 >80 Kappa number
Figure 16 - Prediction of fiber kappa distribution for pulping at low alkali charge and high temperature as compared to pulping at high alkali charge and low temperature.
Experimental methods to measure kappa distribution and validate model prediction are currently being developed. At present it has not been possible to compare predictions with experimentally measured values. To illustrate the relevance of pulp kappa distribution two sets of pulping conditions are simulated using the model. Both cases produce pulp with an average kappa number of 3 1, but with different kappa distribution.
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75, FEBRUARY, 1997 13

Case 1 : 19% A.A., 175OC Case 2 : 24% A.A., 168OC, 10 mm chips removed. Pulping conditions were the same as those used in the
study of Gullichsen et al. (1992). Pulping time was the same for both cases. The chips were assumed to have the same thickness distribution as the mill chips used by them. The kappa distribution for the two pulps is shown in Figure 16. Case 2 produces more uniform pulp with almost all of the pulp below kappa 60. Case 1, on the other hand, has 3.3% of the pulp above kappa 60. Thls portion of the pulp contains 8.5% of the total lignin in pulp. At this point we speculate that the presence of small amounts of high kappa pulp may affect bleachability. It is possible that the conditions required to bleach the high kappa fraction of pulp to a suffi- ciently high brightness can lead to excessive cellulose degradation. Pulps with the same kappa number but differ- ent kappa distribution may show a different bleaching response. Experimental evidence to support this hypothesis will provide the impetus needed to optimize the pulping process with respect to pulp uniformity. We see from the two cases simulated that by making a co-ordinated change in alkali charge, pulping temperature and chip thickness screening it is possible to produce more uniform pulp with- out affecting productivity.
Other model applications
The pulping model has also been adapted to simulate a segment of a continuous Kamyr digester. In a continuous digester there is a moving bed of wood chips with liquor in co-current or counter-current flow. The reaction-diffusion model is readily applicable to this situation after making appropriate modifications to account for the effect of relative movement of liquor and chips. The model for a digester seg- ment has been implemented on process simulation programs (flowsheeting programs) such as GEMS’” and PROSPRIM for simulating an entire continuous pulping system. It is pos- sible to successfully simulate the operation of a convention- al Kamyr as well the EMCCTM process (Agarwal, 1993) by using the reaction-diffusion model for a digester segment with PROSPR’” or GEMS’”. The observed performance of a batch pulping process differs from that of a Kamyr digester. For example, the pulp produced from the Kamyr EMCCTM process has a higher viscosity than the pulp from the batch process at the same kappa number. Also, the continuous process is more tolerant of thick chips. In the EMCC’” process the rate of diffusion is closer to the rate of reaction, making it possible to produce more uniform pulp with a lower kappa number. The model is able to predict these dif- ferences between the batch and continuous digesters. Since little data from commercial continuous digesters are avail- able it has not been possible to make any extensive evalua- tion of model accuracy for continuous digesters. The model has also be applied to displacement batch pulp- ing processes such as the RDHTM process. A reaction-diffu- sion model for pulping has allowed us to take a more unified approach to simulation of different pulping processes.
Conclusion
This project has led to refinement of earlier methods for simulating kraft pulping. A detailed model for chemical kinetics is combined with an accurate treatment for diffu- sion in wood chips. The one-dimensional slab assumption
for diffusion is inaccurate for wood chips. Three-dimen- sional diffusion in wood chips can be treated by considering the wood chip to be a sphere with the same specific surface area as the chip. The sphere approximation improves pre- dictive capability of the pulping model. Good agreement with experimental data is obtained for commercial chips and for hand-cut chips of varying length and thickness.
Recent work in pulping has stressed the importance of uniformity. This study makes a first attempt at calculating the kappa number distribution of fibers. The model esti- mates the dependence of uniformity on process conditions and chip size distribution. A co-ordinated decrease in tem- perature and increase in alkali charge can produce a more uniform pulp while maintaining the same average kappa number and the same productivity. Pulping conditions that improve uniformity may enable low-kappa pulping.
A calculation method for predicting pulp viscosity is also developed in this work. It is shown that measured viscosity depends on pulp yield and a more accurate prediction of vis- cosity is obtained by correcting for the effect of pulp yield. Experimental data from a variety of conditions are success- fully predicted by the model.
Acknowledgements
Weyerhaeuser Technology Center provided the funding for this work. This paper was presented at the 1993 Tappi Pulping Conference, November 1-3, Atlanta, GA. Published here with per- mission of TAPPI.
Nomenclature
C D = diffusion coefficient, cm2/s k = rate constant L = % lignin in wood [Ofl = hydroxide concentration, mol/L r = position in sphere, cm R = radius of sphere with the same specific surface area
as the wood chip, cm = Sulfide concentration, moVL = time, minutes
[sl
= void volume in chip, L k g = volume of liquor outside the chip, L k g
= % carbohydrate in wood
t T = temperature, K v c V,iq,,ar
Greek letters
& = wood void fraction [q]ce,lu,ase = intrinsic viscosity of the cellulose fraction of the
[qlpuip Po
References
pulp, dm3/kg = intrinsic viscosity of pulp, dm3/kg = wood density in gm/cm3
Agarwal, N., “Modeling of Continuous Pulping”, Ph.D. disserta- tion, University of Washington, Seattle WA, 1993.
Agarwal, N., R. Gustafson and A. Subramaniam, “Modeling the Effect of Chip Size in Krafi Pulping”, Paperi j a Puu, 76, 410-416, (1994).
Akhtaruzamman, A. M. F. and N. E. Virkola, “Influence of Chip Dimensions in Kraft Pulping, Part VI”, Paperi ja Puu 62,70-79, (1980).
Becker, E., “Effects of Chip Thickness and Kraft Cooking Conditions on Krafi Pulp Properties”, in “Proc. TAPPI Pulping Conf.”, Book 2, Boston, MA, USA, Tappi, Atlanta GA, (1992), NOV. 1-15,561-565 (1989).
14 THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75 , FEBRUARY, I997

Fleming, B. L. and G. J. Kubes, “The Viscosities of Unbleached Alkaline Pulps. IV. The Effect of Alkali”, J. Wood Chem. Technol. 5,2 17-227 (1985).
Fleming, B. L., G. J. Kubes, J. M. MacLeod and H. I. Bolker, “Viscosities of Unbleached Alkaline Pulps. 11. The G-Factor”, J. Wood Chem. and Technol. 3,313333 (1983).
Gullichsen, J., H. Kolehmainen and H. Sundqvist, “On the Nonuniformity of the Kraft Cook”, Paperi ja Puu, 74,486-490 (1 992).
Gustafson, R. R., C. A. Sleicher, W. T. McKean, B. A. Finlayson, “Theoretical Model of the Kraft Pulping Process”, Ind. Eng. Chem. Process Des. Dev. 22, 87-96 (1 983).
Matthews, C. H., “Carbohydrate Losses at High Temperature in KraR Pulping”, Svensk Papperstidning, 77, 6 2 M 3 5 (1 974).
Neretnieks, I., “Analysis of Some Washing Experiments of Cooked Chips”, Svensk Paperstidning, 72, 8 19-825 (1 972).
Manuscript received December 3 1, 1996; revised manuscript received January 14,1997; accepted for publication January 14, 1997.
THE CANADIAN JOURNAL OF CHEMICAL ENGINEERING, VOLUME 75, FEBRUARY, 1997 15