-
A comprehensive framework for evaluation of piping reliability
due
to erosioncorrosion for risk-informed inservice inspection
Gopika Vinoda,*, S.K. Bidharb, H.S. Kushwahaa, A.K. Vermab, A.
Srividyab
aReactor Safety Division, Bhabha Atomic Research Centre, Mumbai
400 085, IndiabIndian Institute of Technology, Mumbai, India
Abstract
Risk-Informed In-Service Inspection (RI-ISI) aims at
prioritizing the components for inspection within the permissible
risk level thereby
avoiding unnecessary inspections. The two main factors that go
into the prioritization of components are failure frequency and
the
consequence of the failure of these components. The study has
been focused on piping component as presented in this paper.
Failure
frequency of piping is highly influenced by the degradation
mechanism acting on it and these frequencies are modified as and
when
maintenance/ISI activities are taken up. In order to incorporate
the effects of degradation mechanism and maintenance activities, a
Markov
model has been suggested as an efficient method for realistic
analysis. Emphasis has been given to the erosioncorrosion
mechanism, which
is dominant in Pressurized Heavy Water Reactors. The paper
highlights an analytical model for estimating the corrosion rates
and also for
finding the failure probability of piping, which can be further
used in RI-ISI.
Keywords: Risk informed in-service inspection; Erosioncorrosion;
Markov model; First order reliability method
1. Introduction
1.1. Background
Piping systems are part of most sensitive structural
elements of power plant. Therefore, the analysis of these
system and quantification of their fragility in terms of
failure
probability are of utmost importance. From plant operating
experience, it has been found that various degradation
mechanisms can result in piping failures like thermal
fatigue, vibration fatigue, ErosionCorrosion (E/C), Stress
corrosion cracking, corrosion fatigue, water hammer, etc.
Recent inspections have indicated that carbon steel outlet
feeder pipes in some CANDU reactors are experiencing
wall loss near the exit from the reactor core [1].
Examination has indicated that the mechanism causing the
wall loss is erosion corrosion, at rates higher than
expected.
Experimental observation or plant measurements strongly
reveal that E/C also depends on piping layout, local
distribution of flow properties and flow chemistry charac-
teristics. Since CANDU plants have seen various instances
of E/C attack, attention has been given to estimate a
realistic
value for piping failure probability due to erosion
corrosion.
This paper presents a framework for estimating the piping
failure probability due to erosion corrosion and further
describes model to incorporate the effects of In-Service
Inspection so that realistic estimate can be deduced.
1.2. Objective and scope of the study
This study originated with an aim to find the realistic
failure frequency of piping segments based on the
degradation mechanisms to be employed in Risk Informed
In-Service Inspection studies. Since E/C is one of the
prominent degradation mechanisms, estimation of corrosion
rate due to this mechanism is the scope of the current
study.
However, after the corrosion rates have been established,
the rest of the approach can be applied to other corrosion
mechanisms in a similar way. Since First Order Reliability
Method (FORM) is being widely used in Structural
Reliability Analysis problems, the authors also propose
the same approach [2]. After estimating the base failure
-
probability, Markov approach has been employed as
suggested by Fleming et al. [35]. Markov model finds a
realistic failure frequency, incorporating the effects of
In-
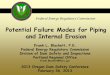
Service Inspection and degradation mechanism. Fig. 1
depicts the complete frame work for the flow of activities
to
be carried out towards estimation of failure frequency of
piping segment.
2. Estimation of corrosion rates
The PHWR primary piping is made of carbon steel of
grade A-106 GrB operating around 300 8C. Essentiallymajor
decrease in erosion-corrosion rate is found as one
approaches near 300 8C. If the pH of the water can be raisedto
9.5, this rate is reduced to a factor of 1001000 compared
to pH of 9.0. Obviously, carbon steel systems are operated
at
about 200 8C at velocities greater than 6 m/s with lower
pHvalues. Operating experience data on piping failures due to
erosion corrosion from Indian PHWRs are very limited and
not sufficient in suggesting the failure frequency of piping
due to this mechanism. Not much attention has been focused
by researchers for developing models for rates of Erosion
Corrosion since this mechanism is predominant mostly in
PHWRs. Numerous empirical and semi-empirical models
have been developed, which depend on field experience for
some of the factors involved. The main challenge is to
develop a complete mathematical model for erosion
corrosion rate which could effectively and accurately
predict the rate. Once corrosion rate is known, this can be
easily interpreted as crack depth growth rate which can be
used in limit state functions to predict the failure
probability.
2.1. About erosioncorrosion
Erosion-corrosion of the material is a complex phenom-
enon, which is dependent on solution chemistry, properties
of impacting particles and flow environment. The action of
erosion may cause removal of passive corrosion film
thereby removing the ability of the material to withstand
corrosion. On the other hand the effect of the chemical
environment may reduce the ability of material to resist
mechanical attack and cause this latter effect, the so
called
synergistic effect, which is still not well understood.
When water reacts with iron, an oxide film is formed on
the surface of the metal. This oxide layer consists of
magnetite when water is deoxygenated. The magnetite layer
is porous and slightly soluble in water, which makes it less
protective. The solubility of magnetite is a function of
temperature, hydrogen activity, and solution composition.
According to Sweeton-Baes experiments [6], four different
ferrous ion complexes can be formed upon dissolution of
magnetite. The chemical equation describing this process is
Fe3O4 322 bH 3FeOH22bb 42 3bH2O2:1
where b 0; 1; 2; 3: The equilibrium constants Kb; werecalculated
from a relationship derived by least square fit to
experimental data.
Kb FeOH22bb =H22bP1=3H2 2:2FeOH22bb is the activity of bth
ferrous ion complex,[H] is the activity of the hydrogen ion in the
solution, PH2is the pressure of molecular hydrogen gas.
2.2. Determining the relevant hydrodynamic
parameters for E/C
Mathematical models for the estimation of rate of
erosion corrosion depend on large of parameters. Since
these parameters are interrelated, complexity has been
increased further in deriving these parameters. Recent
advance in understanding of erosioncorrosion mechanism
Fig. 1. Framework for failure frequency estimation.
188
-
rate has been focused in identification of regimes of
behavior of this mechanism using quantitative technique.
As a result of large number of experimental works
conducted, several key variables are identified that
influence the rate of attack [6]:
Fluid velocity Fluid pH-level Fluid oxygen content Fluid
temperature Component geometry Component chromium, copper and
molybdenum
content.
The decision concerning the prioritisation of various
classes of piping components such as elbows, bends etc.,
from most to least susceptible to erosion-corrosion is very
complicated. It depends on the interaction of several
variables with weighing factors applied to each of the
variables. Empirical models are formulated, which con-
siders all the variables responsible for erosion corrosion
to
happen. These models can predict the rate of E/C with
considerable accuracy. This predictive capability helps to
avoid nonproductive inspection efforts.
2.3. Steady state model for erosion corrosion
The erosion corrosion of carbon steel in water of low
dissolved oxygen content occurs mainly due to flow
assisted dissolution of normally protective magnetite film
that forms on the surface. M. Abdulsalem, proposed a
steady state model for erosion corrosion of feed water
piping [6]. It has been discussed that the rate of erosion
corrosion is dependent on two factors (i) oxide dissolution
and (ii) mass transfer based on the oxide dissolution. The
kinetics of erosion corrosion is governed by two steps that
operate in series. The first step is the kinetic rate of
oxide
dissolution, Rk:
This rate can be expected to be governed by an Arrhenius
relationship given by:
Rk R0 exp2Ek=RTemp 2:3where
Ek activation energy 31,580 cal/molR0 9:55 1032 atoms=cm2 sTemp
temperature in KR universal gas constant 2 cal/mol/K.The second
step involved is the estimation of mass
transfer limited rate RMT;
RMT KCs 2 Cb 2:4where
K : mass transfer coefficient DO2 =d0:0791Ud=nx n=DO2 0:335
2:5
x 0:86 in straight pipes 0.54, when flow is fully turbulent
0.67, when flow is developing in the downstream
DO2 7:4 1028 Temp 2:6 180:5=2900:6 2:6d diameter of the pipeU
flow velocityn kinematic viscosity
Cs : Surface concentration X
FeOH22bb X
KbH22bP1=3H2 exp22FE=3RT 2:7
F faradays constant 96,400 C mol21E potential in equilibrium
systemCb a given bulk concentrationTotal erosion corrosion rate can
be defined as by
Rate R21K R21MT21 2:8This rate can be used in models for limit
state functions of
pipe failure for estimating the failure probability.
3. Markov model for incorporating effects of ISI
and degradation mechanisms
3.1. Discrete state Markov model for pipe failures
The objective of Markov modeling approach is to
explicitly model the interactions between degradation
mechanisms and the inspection, detection, and repair
strategies that can reduce the probability that failure
occurs or the failure will progress to rupture. This
Markov modeling technique starts with a representation
of piping segment in a set of discrete and mutually
exclusive states [35]. At any instant of time, the system
is permitted to change state in accordance with whatever
competing processes are appropriate for that plant state.
In this application of Markov model the state refers to
various degrees of piping system degradation or repairs,
i.e. the existence of flaws, leaks, or ruptures. The
processes that can create a state change are failure
mechanisms operating on the pipe and process of
inspecting or detecting flaws and leaks, and repair of
damage prior to progression of failure mechanism to
rupture.
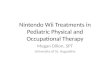
The basic form of Markov model is presented in
Fig. 2. This model consists of four states of pipe segment
reflecting the progressive stage of pipe failure mechan-
ism: the state with no flaw, development of flaws or
detectable damage, the occurrence of leaks and occur-
rence of pipe ruptures. As seen from this model pipe
leaks and ruptures are permitted to occur directly from
the flaw or leak state. The model accounts for state
189
-
dependent failure and rupture processes and two repair
processes. Once a flaw occurs, there is an opportunity for
inspection and repair to account for in-service inspection
program that search for signs of degradation prior to the
occurrence of pipe failures. Here the Leak stage L does
not indicate actual leak, but represents a stage in which
remaining pipe wall thickness is 0:45 t to 0:2 t (pipewall
thickness).
The Markov model diagram describes the failure and
inspection processes as discrete state-continuous time
problem. The occurrence rates for flaw, leaks and ruptures
are determined from limit state function formulation. The
repair rates for flaws and leaks are estimated based on the
characteristics of inspection and mean time to repair flaws
and leak upon detection. The Markov model can be solved
by setting up differential equations for different states
and
finding the associated time dependent state probabilities.
These equations are based on the assumption that the
probability of transition from one state to another is
proportional to transition rates indicated on the diagrams
and there is no memory of how current state is arrived at.
Assuming the plant life of 40 years, state probabilities are
computed for the plant life.
Inspect and repair flaw rate, v
v Pf1PFD=TI TR 3:1Pf1 probability that piping element with a
flaw will beinspected per inspection interval. The value will be 1
if it
is in the inspection program or else it will be 0.
PFD probability that a flaw will be detected given thiselement
is inspected. This is the reliability of inspection
program and equivalent to Probability of Detection. For
most Non Destructive Examination, its values are
between 0.84 and 0.95.
TI mean time between inspections for flaw, itstypically 10 years
for nuclear power plants
TR mean time to repair once detected, is in order ofdays, 200
h.
Repair rate
m PLD=TI TR 3:2PLD probability that leak in the element will
bedetected per detection period (Typically assumed as 0.9)
3.2. Piping failure probability estimation using FORM
To determine the different transition rates f; lf rL and rf
;limit state functions, based on strength and resistance, are
used. The first limit state function is defined as the
difference
between the pipeline wall thickness t and depth of corrosion
defect. This limit state function describes the state of depth
of
the corrosion defects with a depth close to their maximum
allowable depth before repair could be carried out that is
85%
of the nominal pipe wall thickness 0:45 t:The probabilitythat
pipe fall thickness reduces to 0:45 t will occur at a rate,f; which
is defined as occurrence of flaw. So, f representstransition rate
from state S, in which flaw is less than 0:125 t; to state F in
which flaw is 0:45 t: The limit state functioncan be defined as
LSF1d;T 0:45 t 2 d rate T 3:3d undetected flaw 0:125 t:T time of
inspection usually 10 years.The second limit state function is
formulated to
estimate the transition rate lf : lf represents transitionrate
from state F, which is already crossed the detectable
range i.e. 0:45 t; to the leak state L, i.e. 0:8 t: The LSF
Fig. 2. Markov model for pipe elements with in-service
inspection and leak detection.
190
-
for this case would be
LSF2 0:8 t 2 0:45 t rate T 3:4There is a probability for the
piping reaching directly
the rupture state, R from the flaw state, F, because of
encountering the failure pressure in the flaw state. For
this
case, a different limit state function needs to be
formulated. The third limit state function is defined as
difference between pipe line failure pressure Pf and
pipeline operating pressure Pop [2].
LSF3Pf Pf 2 Pop 3:5
For determining failure pressure, different models are
available. For the scope of this paper, two models namely
modified B31G and Shell 92 are addressed. According to
modified B31G model, Pf is defined as [2]:
Pf 2YS 68:95tD
12 0:85 dTt
12 0:85 dTt
M21
!
for G 0:893 LTDt
p
, 4 3:6
where
M 1 0:6275 LT
2
Dt2 0:003375
LT2D2t2
s
forL2
Dt# 50 3:7
M 0:032 LT2
Dt 3:3 for L
2
Dt. 50 3:8
According to Shell-92, the failure pressure can be defined
as [2]:
Pf 1:8UTStD
12 dTt
12 dTt
M21
!3:9
where
M 1 0:805 LT
2
Dt
s3:10
D out side diameter of the pipe.L length of corrosion.t
thickness of the pipe.UTS ultimate tensile strengthYS yield
strength of the pipe material.T time of inspection usually 10
years.LT axial length of the corrosion defectdT the depth of
corrosion.
The rupture stage from flaw stage is identified when the
nominal wall thickness is 0:55 t:
For this case, the depth of corrosion is defined as
dT 0:45 t rate T 3:11Both failure pressure models are used to
calculate the
rupture frequency from flaw stage. The results are obtained
from software COMREL [8], which represents the failure
probability over the entire life of the plant. So the
failure
frequency or transition rate rf is found out by dividing
thisprobability by designed plant life time, typically 40
years.
Similarly, for calculation of rL both the failure pressuremodel
of Modified B31G and Shell 92 are used. In this case,
the failure probability is found out by considering the fact
that the state transition is occurring from state L to state
R
which is the rupture stage, over a period of 40 years. The
state transition rate rL is obtained by dividing theprobability
obtained from COMREL by designed plant
life time. The corrosion depth for this case is computed as
dT for this case 0:8 t rate T : 3:12Normal distribution has been
assumed for load and
resistance variables. For longer service periods, it has
been
found that Shell -92 model gives higher probabilities of
failure while modified B31G gives smaller estimate.
4. Case study
4.1. Corrosion rate estimation
The PHWR outlet feeder piping system is taken as a
typical case study. There are 306 number of small diameter
pipes of diameter ranging from 40 to 70 mm and length
222 m that connects outlet header to the steam generator.
The feeder pipe considered in this case study is made of
carbon steel A106GrB, with a diameter d of 70 mm andthickness t
of 6.5 mm. This feeder is subjected to a flowvelocity U of 1500
cm/s, in a PH of 10.2 at a temperature,280 8C. The kinematic
viscosity, n is taken as 0.0179 cm2/s.The case study attempts to
determine the erosion corrosion
rate for one such feeder pipe. Following the methodology
described in Section 2.3, the rate of erosion corrosion was
found to be 0.051 mm/year, which is the mean value for the
rate. The variance of the rate can be calculated by using
Taylor series expansion.
Corrosion rate f T ; pH;U; dTable 1
Parameters mean values and variances
Parameters Mean Variance
Temperature 553 K 25 K
pH 10.2 0.5
Velocity 1500 cm/s 50 cm/s
Diameter 70 mm 1.48 mm
Rate 0.051 mm/year 0.015 mm/year
191
-
s 2rate f =T2s 2T f =pH2s 2pH f =U2s 2U f =d2s 2d 4:1
It has been assumed that all the process parameters are
normally distributed. The developed model can be simulated
to get optimum design parameters, by considering the
process variables of interest as the fixed parameters and
adjusting the others. Table 1 presents the mean and variance
value calculated for the corrosion rate depending on the
mean
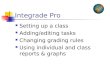
and variance of specific parameters. Figs. 36 present the
variation of erosion-corrosion rate with parameters such as
flow velocity, temperature, PH and diameter, respectively.
4.2. Piping failure probability estimation
After estimating the corrosion rate, it has to be
applied in the suitable limit state function to estimate the
failure probability. Table 2 presents mean and variance
values for various parameters appearing in the limit state
functions.
The software package for structural reliability analysis,
STUREL, has been used to estimate the failure probabilities
from the limit state functions. The solutions obtained from
COMREL module of STUREL are used to estimate the
various transition rates, which are presented in Table 3.
These transition rates are applied on Markov model
shown in Fig. 2. Software MKV 3.0 [9] is used for
determining the various state probabilities in the Markov
model, as shown in Table 4. Modified B31G estimates are
considered for rf and rl in Markov model.Depending on our
definition of failure, state probability
of either the leak state or the rupture state, can be
considered
as failure probability of the feeder. The failure frequency
of
Fig. 4. E/C rate vs. temperature.
Fig. 5. E/C rate vs. pH.
Fig. 6. E/C rate vs. diameter.
Table 2
Parameters for failure pressure model with mean and variance
Parameters Mean values Variance
Yield strength (MPa) 358 25
Thickness of the pipe (mm) 7 0.148
Ultimate tensile strength (MPa) 455 32
Outer diameter of the pipe (mm) 72 1.5
Rate of erosion corrosion (mm/year) 0.051 0.015
Load (MPa) 8.7 0.9
Time (year) 40
Length of defect (mm) 300
Fig. 3. E/C rate vs. flow velocity.
192
-
the feeder can be estimated by dividing this probability by
the design life of the component, which value can be further
employed in RI-ISI for determining its inspection category
[7] for In-Service Inspection.
5. Conclusions
The paper has considered the Abdulsalam model for
estimation of erosion-corrosion rate. However, these
estimates should be verified against operating experience,
if available, before employing in such application. If the
reduction in pipeline safety is assumed for long elapsed
time, then special care must be taken in characterizing
accurately the coefficients of variation of the load and
resistance parameters. The following priority scheme must
be used for determining the actual coefficient of variation:
rate of corrosion, thickness of the pipe, operating
pressure,
material yield strength, and pipeline diameter. The sensi-
tivity of the failure frequencies increases with increased
pipeline elapsed life. The failure pressure models con-
sidered here to define the LSF lead to similar failure
probabilities for short pipeline service periods. Various
parameters are assumed here to be normally distributed, but
in actual practice this may not be the case. Nevertheless,
the
COMREL module has the facility to account for any kind of
distribution. Instead of applying directly the probabilities
obtained from limit state function in RI-ISI evaluation, it
is
recommended to find the state probabilities using MAR-
KOV model, since it incorporates the effect of repair and
inspection works in the pipeline failure frequency. Markov
model also allows formulating a proper inspection program
and period depending on the operating condition of the plant
at any given time.
Acknowledgements
The authors wish to thank the reviewers for their critical
review and constructive suggestions to improve the quality
and readability of this paper.
References
[1] Burnill KA, Chelugel EL. Corrosion of CANDU outlet feeder
pipe.
AECL 11965 1999.
[2] Caleyo F. A study on reliability assessment methodology for
pipelines
with active corrosion defects. Int J Pressure Vessels Piping
2002;79:77.
[3] Fleming KN, Gosselin S, Mitman J. Application of markov
models and
service data to evaluate the influence of inspection on pipe
rupture
frequencies. Proc ASME Pressure Vessels Piping Conf, Boston,
August
15 1999.
[4] Fleming KN, Mitman J. Quantitative assessment of a risk
informed
inspection strategy for BWR weld overlays. Proceedings of ICONE
8,
Baltimore, MD; April 26, 2000.
[5] Gosselin, SR, Fleming KN. Evaluation of pipe failure
potential via
degradation mechanism assessment. Proceedings of ICONE 5,
Fifth
International Conference on Nuclear Engineering, Nice, France;
May
2630, 1997.
[6] Abdulsalam M, Stanley JT. Steady-state model for
erosioncorrosion
of feed water piping. Corrosion 1992;48:587.
[7] TR-112657, Revision B-A, EPRI Revised Risk-Informed
In-Service
Inspection Evaluation Procedure; December 1999.
[8] STRUREL, www.strurel.de, licensed software for
Structural
Reliability Analysis.
[9] MKV 3.0, www.isograph.com, demo version for Markov model
solutions.
Table 4
State probabilities from MKV 3.0
States State probability
Success (S) 0.9956
Flaw (F) 4.362 1023Leak (L) 9.303 1027Rupture (R) 3.147 1027
Table 3
Transition rates obtained from COMREL modules
Parameters Values (/year) LSF method
f 3.812 1024 LSF-1lf 2.435 1025 LSF-2rf 0.115 1027 LSF-3:
modified B31G
0.112 1026 LSF-3: Shell-92rl 1.486 1022 LSF-3: modified B31G
8.77 1022 LSF-3: Shell-92
193
A comprehensive framework for evaluation of piping reliability
due to erosion-corrosion for risk-informed inservice
inspectionIntroductionBackgroundObjective and scope of the
study
Estimation of corrosion ratesAbout erosion-corrosionDetermining
the relevant hydrodynamic parameters for E/CSteady state model for
erosion corrosion
Markov model for incorporating effects of ISI and degradation
mechanismsDiscrete state Markov model for pipe failuresPiping
failure probability estimation using FORM
Case studyCorrosion rate estimationPiping failure probability
estimation
ConclusionsAcknowledgementsReferences