Embed Size (px)
DESCRIPTION
Journal of Computer Science and Engineering, ISSN 2043-9091, Volume 17, Issue 2, February 2013 http://www.journalcse.co.uk
Citation preview

JOURNAL OF COMPUTER SCIENCE AND ENGINEERING, VOLUME 17, ISSUE 2, FEBRUARY 2013
6
A Comparative Study of Biobutanol Processes as Biofuel from Agricultural
Substrates Neo Lei Yee, Lim Soo King, and Low Chong Yu
Abstract— A comparative study of biobutanol processes from various agricultural substrates was performed based on the
results obtained from the current available research techniques. The most favorable economical and optimized process
technique is aimed to obtain for production in industrial scale and future research study.
The physical and chemical properties of biobutanol are closed to gasoline leading it to be a superior alternative biofuel as
compared to other such as bioethanol. The low cost lignocellulosic substrates are widely available that has significant impact on
the overall cost of biobutanol production.
Pre-treatment and hydrolysis of lignocellulosic substrates, ABE fermentation, and product recovery are the major processes
involved in the production of biobutanol. From the study, fed-batch fermentation integrated with in-situ gas stripping is the most
favorable process and able to have an average productivity and yield of 1.16g/L.h and 0.47g/g respectively in the control
experiment as compared to other process techniques like batch fermentation. Simultaneous hydrolysis and fermentation can
further enhance the efficiency of the production system and reduce the overall cost of production with productivity and yield of
0.36g/L.h and 0.44g/g respectively by using wheat straw.
In future study, optimization of the developed process technique and simultaneous hydrolysis and fermentation will be
carried out with experiments and simulations by using sugarcane bagasse as fermentation substrates with industrial and
agricultural collaborators.
Index Terms— ABE fermentation, biobutanol, biofuel, lignocellulosic substrates
—————————— ——————————
1 OBJECTIVES
he objective of this study is to provide a fundamental concept of biobutanol as biofuel and its production from agriculture waste by introducing and compar-
ing current available techniques from various research papers. The properties of n-butanol will be compared with conventional gasoline and ethanol as supporting details to the recent intensive research in biobutanol to replace bioethanol as better quality of biofuel. Compari-son of various biobutanol production techniques along the process starting from fermentation substrate to its end product will be discussed in detailed to identify the most efficient and economical approach to be opted. Further
research can be continued to optimize the process in in-dustrial scale which is economically competitive manner.
2 INTRODUCTION
The development of an economically viable and envi-ronmentally friendly fuel alternative is drawing increas-ing attention worldwide corresponds to the drastic in-crease of fuel price, decrease of fossil oil reserves and in-crease of awareness on environmental issues such as greenhouse effect and acid rain. Biofuel is any liquid fuel made from plant material which can be used as an alter-native replacing petroleum-derived fuel. Intensive re-search and finding applications on various biofuels such as bioethanol, biobutanol, biodiesel, biomethanol, bioDME and etc would lead to rapid growth of share of biofuels in the automotive fuel in the next decade [1]. Among all the biofuels, biobutanol is a promising liquid fuel as it is more superior as compared to the other alco-
T
————————————————
Neo Lei Yee is with the Faculty of Engineering & Science, Universiti Tunku Abdul Rahman, Kuala Lumpur, Malaysia.
Lim Soo King is with the Faculty of Engineering & Science, Universiti Tunku Abdul Rahman, Kuala Lumpur, Malaysia.
Low Chong Yu is with the Faculty of Green Technology & Engineering, Universiti Tunku Abdul Rahman, Kampar, Perak, Malaysia.
© 2013 JCSE
www.Journalcse.co.uk

7
hol fuels [2] due to its advantageous characteristics. Biobutanol is a four carbon alcohol derived from the fer-mentation of renewable resources similar to ethanol. n-Butanol or biobutanol is the common terms for butanol which is produced from biomass, where it is usually be-ing assumed as a straight-chain molecule structure [1]. n-Butanol is produced by traditional method known as ABE (Acetone-Butanol-Ethanol) fermentation with Clostidium acetobutylicum and Clostridium beijerinckii as two common ABE fermentation agents [3].
3 PROPERTIES OF N-BUTANOL
The physical and chemical properties of gasoline, ethanol and n-butanol obtained from various studies are summa-rized in Table 1. Biobutanol has significant advantages compared to bioethanol as a liquid fuel. It is also a cleaner burning biofuel [2] which leads to a healthier environ-ment due to lesser smoke density. Comparing biobutanol with bioethanol fermentation process, bioethanol fermen-tation is a known and mature biotechnological process leading to broader applications. However, in today’s re-search of biobutanol has been more intensive as com-pared to bioethanol due to following superiorities: (a) Higher energy density. Energy density of alcohol
fuels increases with increased number of carbon atom. Four carbon atoms of n-butanol have twice the number of carbon in ethanol results in 25% more energy. Energy content of n-butanol is closed to gasoline.
(b) Closer air-fuel ratio to gasoline. Standard engines running on gasoline are capable to accommodate variations in fuel by adjusting the air-fuel ratio only within certain limits or else the engine will be damaged if the ratio is out of range. n-Butanol to gasoline mixing ratio can be higher for use in standard engines instead of ethanol.
(c) Higher blending ratio. Blending of n-Butanol and gasoline can be at higher ratio for the use in exist-ing refineries without retrofitting the engine, whereas ethanol can only be mixed at a percent-age of ~10% for effective use in conventional in-ternal combustion engines.
(d) Less ignition problems. Since the heat of vapori-zation of n-butanol is halved the bioethanol and slightly higher than gasoline, igniting an engine running on n-butanol in cold weather is easier [1].
(e) Less detonation. Octane rating is a standard measurement indicating the fuel’s ability to resist detonation. Ability of fuel to withstand compres-sion increases with increasing octane number. n-Butanol has octane rating closed to gasoline that able to reduce engine knocking.
(f) Lower volatility. Saturation pressure is a meas-ure of volatility and it decreases with increasing carbon atom number. There will be fewer tendencies for n-butanol to undergo vapor lock problem and cavitation. Higher flash point also contributed to safer use in high temperature.
(g) Easier distribution. n-Butanol is less corrosive and better tolerance with water contamination as compared to ethanol, thus it can be distributed via existing petroleum distribution infrastructure [8]. n-Butanol also can be directly used in exist-ing automotive engine without any modifica-tions.
(h) Water insoluble. n-Butanol does not absorb water or sludge, phase separation occurs during blend-ing. It is less polar and thus will remain in its hy-drocarbon phase when it comes in contact with water. Alcohol fuel’s quality is maintained thus, there will be no dilution of gasoline’s octane number.
TABLE 1
PHYSICAL AND CHEMICAL PROPERTIES OF CONVENTIONAL FOSSIL FUEL AND ALCOHOL FUELS [1, 4, 5, 6, 7]
Gasoline Bioethanol Biobutanol
Molecular Formula C4 – C12 C2H5OH C4H9OH
Energy Density (MJ/L) 32.5 21.2 29.2
Air-fuel Ratio 14.6 9 11.2
Heat of Vaporization (MJ/kg) 0.36 0.92 0.43
Research Octane Number (RON) 91-99 129 96
Motor Octane Number (MON) 81-89 102 78
Density, 20oC (kg/m
3) 720-775 794 801
Boiling Point (oC) <210 78.3 108
Auto-ignition Temperature (oC) ~300 434 385
Flash Point (oC) -45 to -38 8 35
Oxygen Content (% weight) - 34.8 21.6
Kinematic Viscosity, 20oC (cSt) 0.4-0.8 1.52 3.64
Blend RVP (psi) 7-15 18-22 4.5-5.5
Saturation Pressure, 38oC (kPa) 31.01 13.8 2.27
Water Solubility Immiscible 100% 8.5%

8
4 PROCESS TECHNIQUES OF N-BUTANOL
4.1 Fermentation Substrates
Over the past decades, there has been development on the production of biofuels from fermentation using agri-culturally based substrates. Traditional substrates include corn, potato, sugarcane, molasses, whey permeate, etc. During the beginning stage of research, the production of biobutanol appears to be not cost effective due to conflicts between food demand and feed for fuel production [9]. The increasing demand in the market resulted in high price of food-based substrates, which become the main reason in the unfavorable economics of the process. As evaluated in past economic analysis, the cost of produc-tion heavily depends on the cost of substrate as it con-tributes about 63% on the total cost of production [10].
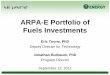
Therefore, in an effort in reducing the cost of biobutanol production, an alternative to the use of food-based substrate is agriculture biomass, also known as lignocellulosic material. Lignocellulosic materials are mainly comprises of cellulose, hemicellulose and lignin, including wood (hardwood), by-products from corn mill-ing (corn fibre), whey permeate, agriculture residues (wheat straws, barley straws), etc [9]. Nevertheless, these agriculture residues had proven to be valuable substrates that can be converted into n-butanol and other products in the recent studies [2]. Table 2 shows the composition of various lignocellulosic substrates used in the production of alcohol fuels. Fig. 1 shows the price comparison of lignocellulosic and non-cellulosic substrates. It has shown a significant difference as glucose and other non-cellulosic substrates are having much higher cost com-pared to lignocellulosic substrates. The use of lignocellulosic substrates has becoming more favorable due to its wide availability, low cost of feedstocks and sugar composition [14]. In order to use linocellulosic ma-terial as substrates, both lignin and hemicellulose from cellulose have to be separated by undergoing pre-treatment and hydrolysisprocess. Furthermore, these pro-cesses are able to increase porosity of material and reduce crystallinity of cellulose, thus enhancing the effectiveness of cellulose hydrolysis [15] in producing hydrolysate for fermentation.
4.2 n-Butanol Producing Cultures
n-Butanol is naturally formed by a number of spore-forming, rod-shaped Gram positive bacteria known as clostridia which is typically an anaerobic microorganism [1]. Different categories of Clostridia have been catego-rized based on their types and ratio of solvent produced. The most commonly used microbial strains in n-butanol production are Clostridium acetobutylicum and Clostridium beijerinckii. Unlike natural ethanol producing strains (yeast), the Clostridium species have an added advantage as they are able to consume both hexose and pentose sugars simultaneously that are present in biomass hydrolysates [16]. As reported in Qureshi et al. (2012), C. beijerinckii P260 is a strain that has demonstrated good productivity and yield using wheat straw hydrolysate [2].
4.3 Pre-treatment and Hydrolysis
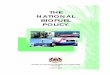
Fig. 2 is a schematic process block diagram showing the general process of n-butanol production. Pre-treatment and hydrolysis come after the physical process of wet grinding. Many studies have shown that hydrolyzates of a variety of lignocellulosic biomass substrates are fit for
TABLE 2
COMPOSITION OF VARIOUS LIGNOCELLULOSIC MATERIALS FOR BIOFUELS
Percent Composition
(%)
Barley
Straw
Wheat
Straw
Cassava
Bagasse
Sugarcane
Bagasse
Switchgrass Hybrid
Poplar
Corn
Stover
Cellulose 42 32 25 43.6 35 42 36
Hemicellulose 28 23 9 33.5 26 21 25
Extractive - 13 - - 14 2 6
Ash 11 10 - 2.3 6 1 11
Lignin 7 17 10 18.1 17 25 18
Uronic Acids - 2 - - 2 3 3
Starch - - 43 - - - -
Wax - - - 0.8 - - -
Reference [4] [11] [12] [13] [11] [11] [11]
0
0.2
0.4
0.6
0.8
1
1.2
Pri
ce (
$/k
g)
Non-cellulosicsubstrates
Lignocellulosic substrates
Fig. 1. Cost of lignocellulosic and non-cellulosic substrates based on global market in 2011 including transport costs [4]

9
ABE fermentation. They are required to be hydrolyzed prior to fermentation by combining the pre-treatment (acid or alkali) and hydrolysis (chemically or enzymatical-ly) techniques [17] to break the complex structure of bio-mass into simpler sugar. This study is focusing on the dilute sulphuric acid (H2SO4) pre-treatment and three hydrolytic enzymes hydrolysis which comprises of cellulase, β-glucosidase, and xylanase as it is the com-monly applied technique in biobutanol production.
Dilute sulphuric acid pre-treatment is normally carried out at high temperature (121-160oC) [2]. The mixture is then cooled to ~45oC and its pH has to be adjusted to 5.0 with either sodium hydroxide (NaOH) or potassium hy-droxide (KOH). The mixture shall then be hydrolysed enzymatically at 45-65oC, pH 4.2-5 and 80rpm agitation [12, 17]. Polymers of cellulose and hemicellulose are cleaved into their respective monomers by hydrolysis reaction, yielding glucose from cellulose and complete hydrolysis of hemicellulose yields hexose and pentose sugars. Unfortunately, a major problem exists with the high temperature pre-treatment is the formation of mi-crobial inhibitors that are harmful to ABE fermentation [18]. A variety of inhibitory chemicals generated would retard the rate of fermentation or completely inhibit cell growth and biobutanol production. These inhibitors in-
clude furfurls, 5-hydroxymethylfurfural (HMF), syringaldehyde, and various acids including acetic, coumaric, glucuronic, and ferulic [2]. Treatment prior to fermentation is necessary in order to remove these inhibi-tors. However, it was reported that the presence of furfu-ral and HMF within the concentration range of 0.30-2.00g/L will not inhibit the reaction [19].
A number of detoxification methods are developed to reduce inhibitory effects of hydrolysate, such as overliming and/or adsorbent resin/molecular sieve method to remove inhibitors, dilution method of hydrolysate and development of inhibitor toler-ant/metabolizing strains [19]. Both dilution with distilled water and overliming are the more economical methods where these methods will be discussed further in the dis-cussion section.
4.4 Fermentation
ABE fermentation is one of the oldest industrial known fermentation techniques which was first performed by Louis Pasteur in 1861 [12]. In terms of metabolite produc-tion, ABE fermentation shows a biphasic growth pattern which comprises of two phases. Acidogenic phase is the first stage where the major products formed are butyrate, acetate, and carbon dioxide and hydroge and it occurs during exponential growth of the bacterial culture. The second stage is known as solventogenic phase. It begins at the later stage of exponential growth phase and continues into the stationary phase of the bacterial culture. In this phase, the acids produced in previous phase will be re-assimilated and converted to solvents and the main products formed are butanol, acetone and ethanol [20].
Sometime, isopropanol is produced instead of acetone by C. beijerinckii strain. The solvent ratio produced varies according to the strain and fermentation conditions. However, the typical ratio of butanol-acetone-ethanol is about 6:3:1 [21]. One of the most critical issues in ABE fermentation is solvent toxicity because the presence of ~20g/L or more solvents would cause the Clostridial cellu-lar metabolism to cease. Low solvent concentration and productivity would then be resulted due to the limitation of carbon substrate that can be utilized by the culture [1]. During fermentation, oxygen-free N2 gas is required to purge through the medium to eliminate all oxygen and maintain anaerobic environment in the reactor after inoc-ulation. The optimum conditions of fermentation are 35oC and pH 6.5-5.0 [17].
The conventional method of ABE fermentation is batch fermentation as studies were initiated in batch reactors. The fermentors are normally ranging in size from 100 to 200 m3 [21]. However, batch fermentation often faces chal-lenges such as low n-butanol productivity, yield and titer, which directly leads to high cost of production [12]. Low productivity in batch reactors mainly caused byproduct inhibition, long lag phase and down time for intermediate processes such as filling, cleaning and sterilizing. Thus, the solvent yields and production solvent ratio will not be always desirable since the fermentation process has its intrinsic limitations. Advanced fermentation techniques
Fig. 2. Schematic process block diagram from lignocellulosic feedstocks to n-butanol [4]

10
were therefore being developed to overcome the limita-tions of batch fermentation process.
When the substrate concentration in the medium is highly toxic to the culture, fed-batch fermentation is suit-able to be applied instead of batch fermentation. It is ini-tiated in batch mode at a low medium volume and low substrate concentration where it will not cause any inhibi-tory effect to the culture. Over time, substrates are being consumed by the fermentation microbial strains. Thus, more concentrated substrate solution is needed to be add-ed at a slow rate to maintain the process, at the same time the detrimental substrate level must not be exceeded. The volume in the reactor will increase gradually over time. When the liquid volume has reached about 75% of the total volume of the reactor [1], the culture is then be har-vested and the cycle is repeated. Fed-batch fermentation is designed in a way to utilize highly concentrated sub-strate, thus wastewater generated in the process and hy-draulic load can be reduced. According to Ezeji, Qureshi & Blaschek (2004), reduction of product inhibition by de-creasing substrate concentration is able to improve reac-tor productivity as there is greater cell growth in the reac-tor. Nevertheless, effective fed-batch fermentation must be incorporated with separation of product simultaneous-ly since butanol is toxic to the Clostridium species [22].
Other advanced fermentation techniques are available and are aimed to improve the reactor productivity, by using continuous stirred tank reactors, immobilized cell
continuous reactors and membrane cell recycle reactors. However, discussion of these techniques are not included in this study whereas only results between batch fermen-tation and fed-batch fermentation are being discussed by comparing results obtained from other research papers. In addition, simultaneous saccharification and fermenta-tion technique in both batch and fed-batch reactors are compared as well with the conventional approaches.
4.5 n-Butanol Recovery Techniques
Traditional steam stripping distillation is often continued after batch fermentation in order to separate the major products formed in the reactor. High operation cost is often the major challenge exists in traditional distillation process as it is energy intensive due to n-butanol toxicity to the cultures is limited by final solvent concentration up to certain level only. Thus, high energy is required by traditional distillation to separate n-butanol in such low concentration compared to the energy content of the product itself [23]. Therefore, advanced downstream pro-cessing techniques are investigated to render a process that is economically competitive in the industry. Table 3 briefly summarizes the characteristics of various n-butanol recovery techniques such as gas stripping, perstraction, liquid-liquid extraction, pervaporation and adsorption.
TABLE 3
PROPERTIES OF VARIOUS DOWNSTREAM PROCESSING TECHNIQUES [1, 12, 21, 24]
Principle Advantages Disadvantages
Gas Stripping Heating of effluent, purging
with gas, condensation of
solvent/water vapor
Simple to perform, low
chance of clogging or foul-
ing, selectively removes vol-
atile substances, reduce sub-
strate inhibition, does not
strip nutrients out or harm
the cells
Does not remove solvents
completely, more energy
requirement compared to
membrane-based process
Liquid-liquid Extraction Contact with water-
immiscible solvent with fer-
mentation broth, recovery of
dissolved solvents by distil-
lation
High capacity, high selectivi-
ty, low chance of clogging or
fouling, low energy require-
ment, does not strip nutrients
out
Expensive to perform, possi-
ble forming of emulsions
Perstraction Similar to liquid-liquid ex-
traction, with a membrane
separating fermentation
broth and extractant
High selectivity, simple to
perform
Large membrane area re-
quired, possible clogging or
fouling
Pervaporation Selective diffusion of sol-
vents across a non-porous
membrane, recovery of
evaporated vapours by ap-
plying vacuum or sweep gas
High selectivity compared to
membrane evaporation, sim-
ple to perform
Lower membrane flux com-
pared to membrane evapora-
tion, possible clogging or
fouling
Adsorption Adherence of solvents such
as silicate or ion exchange
resins, heat regeneration
Lowest energy requirements
of all the other methods
High price of material, low
capacity, low selectivity,
possible fouling

11
Gas stripping is considered as the most economic and favorable option among all product recovery techniques due to its simplicity in operation [12]. In order to enhance the productivity, fed-batch fermentation is often incorpo-rated with in-situ gas stripping by circulating nitrogen gas or fermentation gases (CO2 and H2) through the fer-mentation broth. It is normally initiated after a certain period after inoculation or right after the fermentation gases are produced at a rate of litre per min [25]. Butanol can be easily captured by the bubbled gas as it has lower vapor pressure in gas phase compared to the fluid phase. The solvents can be recovered from the gas by cooling it off in a condenser and condensed solvent will be collected in a receiver tank while the cleaned gas is recycled back to the fermentor. Gas stripping is continued until all fer-mentable sugars are utilized by the culture, or until there is a rapid decreased in productivity.
5 DISCUSSIONS
The availability of various type of agricultural crop for fermenting n-butanol was studied. The types and quanti-ty of crops produced are heavily dependent on the cli-
mate of the country. Table 4 briefly summarizes the crop production in various countries for five commonly used substrates based on the statistics from Food and Agricul-ture Organization of the United Nation (FAO) in 2010 [26]. Over the years, Brazil is the largest producer of sug-arcane, China for wheat, Midwest region of United States for corn, Nigeria for cassava, and Germany for barley. Large quantity of fibrous residues is produced from starch extraction and other industrial processes are treat-ed as solid waste which to be disposed into landfills or used as low-value animal feed [12]. Thus, these agricul-tural wastes or lignocellulosic materials is said to have very low cost or almost zero value.
The quantity of residue generated from the crop is es-timated based on its residue-to-crop ratio. This ratio var-ies accordingly to various conditions during the growth of crops such as climate of grown area, fertilizer used and high yielding crop’s species. The selected values of ratio as shown in Table 4 are the average residue to crop pro-duction ratios for each type of crop. Factors such as cli-mate, crop variety and differences in farming practice are included in consideration [27]. Based on the study of
TABLE 4
VARIOUS AGRICULTURAL CROPS AND ITS RESIDUE PRODUCTION IN 2010
Crop Largest
Producersa
Crop
Productiona
(million ton)
Worldwide
Productiona
(million ton)
Residue-to-Crop
Ratiob
Rangeb Residue
Productione
(million ton)
Sugarcane
Bagasse
Brazil
India
China
717.5
292.3
111.5
1700 0.24
(240kg bagasse/ton of
sugarcane) c
- 172.2
70.2
26.8
Wheat Straw China
India
United States
115.2
80.8
60.1
654 1.30 0.9 – 1.6 149.8
105.0
78.1
Corn Stover United States
China
Brazil
316.2
177.5
55.4
840 2.0 0.9 – 4.0 632.4
355.0
110.8
Cassava
Bagasse
Nigeria
Brazil
Indonesia
37.5
24.5
23.9
230 0.93
(280 ton bagasse/300
ton of cassava) d
- 34.9
22.8
22.2
Barley Straw Germany
France
Ukraine
10.4
10.1
0.8
- 1.60 1.4 – 2.0 16.6
16.2
1.3
aFood and Agriculture Organization of the United Nation (2010) [26]
bYevich & Logan(2003) [27]
cDias et al.(2009) [15] dPandey, Soccol, Nigam, Soccol, Vandenberghe& Mohan (2000) [28] eCrop production multiply by residue-to-crop ratio

12
Montano (2009), 1.4 million ton of wheat straw is required per annum for a biobutanol plant capacity of 100 kton/year biobutanol or 167 kton ABE/year [8]. It is shown that the residue generated by China, India, and United States have far more enough wheat straw to be utilized to produce biobutanol, at the same time able to protect the environment with proper waste disposal.
In order to evaluate and compare the performance of various process experiments, control experiment is usual-ly utilizing glucose as the pure substrate. A total of 17.60-20.10g/L of ABE is produced in the batch reactors within fermentation period of 68-72 hours [16, 19, 22]. ABE productivity and yield of the control are 0.28-0.31g/L.h and 0.41g/g respectively.
Various approaches of ABE fermentation were investi-gated and the results obtained from various researchers are listed in Table 5. The most common n-butanol produc-ing culture used by the researchers is C.beijerinckii P260 and these results have proven that C.beijerinckii P260 has outstanding ability to convert biomass derived sugars (hydrolysates) into n-butanol [16]. It is noticed that wheat straw hydrolysate (WSH) fermentation can be fully con-sumed in a shorter period of 42 hours as compared to glucose fermentation that requires 72 hours. It is suggest-ed that perhaps there are fermentation stimulatory com-ponents within WSH [19]. In addition, the results ob-tained from Qureshi et al. (2012) are having an ABE productivity of 0.60g/L.h, which has improved over 200% from the glucose fermentation [2]. Undiluted barley straw hydrolysate (BSH) fermentation is poor in compari-son to WSH with productivity of 0.10g/L.h. The presence of inhibitory chemicals in BSH may have been the main reason for its poor performance. Thus, WSH is suggested to be more superior compared to BSH in ABE fermenta-tion. On the other hand, cassava bagasse hydrolysate (CBH) undergone enzymatic hydrolysis has a productivi-ty and yield of 0.62g/L.h and 0.39g/g respectively. CBH is suggested to be a suitable carbon source for ABE fer-mentation due to its high glucose content with little acids [12].
Sugar yield from pre-treatment and hydrolysis is strongly dependent on the composition of the biomass and types of pre-treatment. One gram of cassava bagasse which hydrolyzed by two-step enzymatic hydrolysis is able to produce 0.465g of sugars [12] whereas dilute acid and enzymatic hydrolysis of wheat straw is able to obtain 60.2g/L of sugars from 86g/L of substrate [16]. Total sug-ar yield of WSH is much higher, 0.7g/g of wheat straw compared to CBH, 0.465g/g of cassava bagasse.
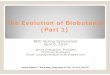
Inhibitors are the by-products obtained from pre-treatment and hydrolysis. Table 6 and Fig. 3 show the presence of inhibitors and sugar degradation products in various untreated agricultural residue and energy crops hydrolysates. The concentration range of acetic acids, fur-fural, and HMF are 6.43-10.10g/L, 0.04-0.64g/L and 0.12-0.52g/L respectively. Among the four types of agricultur-al crops, wheat straw has the lowest by-product concen-tration. Unlike other lignocellulosic substrates, it was re-ported in recent studies that WSH does not required any
pre-treatment to remove inhibitors in order to be success-fully fermented to n-butanol as fermentation of WSH was vigorous [2, 16]. Productivity of 0.60g/L.h of untreated WSH has proven that it does not inhibit the activity of the culture in the broth, including both cell growth and fer-mentation. In the undiluted BSH, ABE productivity is poor as there is no cell growth shown in the culture as a result of inhibition. In contrast, dilution of BSH with dis-tilled water showed a significant improved in productivi-ty (0.41g/L.h), which has improved 410% from the productivity of undiluted BSH (0.10g/L.h) and the yield improves from 0.33g/g to 0.39g/g [19]. On the other hand, corn stover hydrolysate (CSH) and switchgrass hydrolysate (SGH) shows a productivity of both 0.17g/L.h and yield of 0.43g/g and 0.39g/g respectively.
The second approach of detoxification is known as overliming. The pH of the hydrolysate is needed to be adjusted to 10 with calcium hydroxide [Ca(OH)2]. A total of 26.64g/L ABE solvent is obtained from BSH with overliming approach with productivity and yield of 0.39g/L.h and 0.43 g/g respectively. High solvent pro-duction in the broth clearly proved that the inhibitors are removed successfully by overliming BSH. Similarly, overliming CSH is able to produced 26.27g/L of total ABE with productivity and yield of 0.31g/L.h and 0.44g/g respectively [9].
Fig. 3. Presence of inhibitors and sugar degradation products in
various untreated agricultural residue and energy crops hydrolysates
[19]
TABLE 6
PRESENCE OF INHIBITORS AND SUGAR DEGRADATION
PRODUCTS IN VARIOUS UNTREATED AGRICULTURAL RESIDUE
AND ENERGY CROPS HYDROLYSATES [19]
Substrate Acetic acid
(g/L)
Furfural
(g/L)
HMF
(g/L)
Wheat Straw 6.43 0.04 0.12
Barley Straw 6.90 0.08 0.16
Corn Stover 10.10 0.64 0.52
Switchgrass 7.00 0.04 0.48
0
0.2
0.4
0.6
0.8
Co
nce
ntr
atio
n (
g/L)
Furfural HMF

13
TABLE 5
SOLVENT PRODUCTION FROM GLUCOSE AND AGRICULTURAL RESIDUES IN BATCH AND FED-BATCH REACTORS
Substrate Strain Pretreatment/
Hydrolysis
Treatment/
Product
Recovery
Fermentation
Time (h)
Initial
Substrate
(g/L)
Substrate
Utilized
(g/L)
ABE
(g/L)
Acetone
(g/L)
Butanol
(g/L)
ABE
Productivity
(g/L.h)
ABE
Yield
(g/g)
Reference
Batch Fermentation
Glucose C.beijerinckiiP260 - - 72 62.0 48.9 20.10 6.70 12.70 0.28 0.41 Qureshi et al. (2007) [16]
Glucose C.beijerinckiiP260 - - 68 58.3 51.4 21.06 5.44 15.21 0.31 0.41 Qureshi et al. (2009a) [19]
Glucose C.beijerinckiiBA101 - - - - 45.4 17.60 0.29 0.39 Ezeji et al. (2004) [22]
Glucose C.beijerinckiiBA101 - Gas stripping - - - 75.90 27.40 46.4 0.60 0.47 Lu et al. (2011) [12]
Wheat straw C.beijerinckiiBA101 Dilute acid - 42 60.2 59.3 25.00 11.90 12.00 0.60 0.42 Qureshi et al. (2012) [2]
Wheat straw C.beijerinckiiP260 Dilute acid - 50 25.4 25.4 9.36 2.72 6.05 0.19 0.37 Qureshi et al. (2007a) [17]
Wheat straw C.beijerinckiiP260 Dilute acid
+ enzyme
Simultaneous
fermentation
45 25.6 25.6 11.93 3.74 7.40 0.27 0.42 Qureshi et al. (2007a) [17]
Wheat straw C.beijerinckiiP260 Dilute acid +
enzyme
Simultaneous
fermentation,
gas stripping
71 26.1
26.1
21.42 - - 0.31 0.41 Qureshi et al. (2007a) [17]
Barley straw C.beijerinckiiP260 Dilute acid Undiluted 68 58.8 21.8 7.09 - - 0.10 0.33 Qureshi et al. (2009a) [19]
Barley straw C.beijerinckiiP260 Dilute acid Diluted with
distilled water
42 59.0 44.5 17.42 - - 0.41 0.39 Qureshi et al. (2009a) [19]
Barley straw C.beijerinckiiP260 Dilute acid Overliming 68 63.4 62.3 26.64 6.93 18.01 0.39 0.43 Qureshi et al. (2009a) [19]
Corn stover C.beijerinckiiP260 Dilute acid Diluted with
distilled water
96 60.0 37.3 16.00 4.70 10.40 0.17 0.43 Qureshi et al. (2009b) [9]
Corn stover C.beijerinckiiP260 Dilute acid Overliming 85 60.3 59.8 26.27 8.00 14.50 0.31 0.44 Qureshi et al. (2009b) [9]
Switch grass C.beijerinckiiP260 Dilute acid Diluted with
distilled water
84 58.9 - 14.61 4.35 9.55 0.17 0.39 Qureshi et al. (2009b) [9]
Corn fibre C.beijerinckiiBA101 Dilute acid +
enzyme
Overliming +
XAD-4
- - - 9.30 5.30 11.90 0.10 0.39 Ezeji, T. & Blaschek, H.
(2008)
[29]
Cassava bagasse
+glucose
C. acetobutylicum
JB200
Enzyme - 55 - 86.2 33.87 10.20 20.32 0.62 0.39 Lu et al. (2011) [12]
Fed-batch Fermentation
Glucose C.beijerinckiiBA101 - Gas stripping 201 - 500.0 232.80 77.70 151.70 1.16 0.47 Ezeji et al. (2004) [22]
Cassava bagasse C. acetobutylicum
JB200
Dilute acid Gas stripping 169 - 244.6 90.31 25.72 59.81 0.53 0.37 Lu et al. (2011) [12]
Cassava bagasse C. acetobutylicum
JB200
Dilute acid Gas stripping 263 - 336.6 108.50 26.98 76.44 0.41 0.32 Lu et al. (2011) [12]
Wheat straw +
glucose
C.beijerinckiiP260 Dilute acid Overliming,
gas stripping
- - - 47.60 - - 0.36 0.37 Qureshi et al. (2007) [16]
Wheat straw C.beijerinckiiP260 Dilute acid Simultaneous
Fermentation,
gas stripping
533 433.9 430.0 192.00 - - 0.36 0.44 Qureshi et al. (2007b) [25]

14
Fermentation is stopped due to deficiency of sugars
when the substrate has completely utilized all fermenta-ble sugars in the broth (residual sugar = 0g/L) [17]. When sugar utilization is faster than hydrolysis, the culture might be affected negatively and thus reducing system productivity. Therefore, fed-batch system is recommend-ed where sugar solution is fed at a slow rate into the broth to enable continuous sugar utilization. Based on the research in Ezeji et al. (2004), the control experiment in a fed-batch reactor utilizing glucose produced a total ABE of 232.8g/L in 201 hours [22]. The ABE productivity and yield are 1.16g/L.h and 0.47g/g respectively. In compari-son with batch fermentation (0.29g/L.h), fed-batch fer-mentation is able to improve the productivity up to 400%. Unlike batch system, fed-batch system is running in long-er period in order to hydrolyze the substrate completely.
Fed-batch fermentation integrated with in-situ gas stripping is more superior to the batch fermentation in overall ABE production due to simultaneous product re-moval that can maintain its toxicity at low level. The con-trol experiment in batch reactor with gas stripping results in a productivity of 0.60g/L.h and yield of 0.47g/g, with a total solvent production of 75.90g/L [12]. The solvent production has significantly enhanced by the effect of gas stripping at a minimum of 3.6 fold (21.06g/L in control batch reactor without gas stripping). Continuous gas stripping allows n-butanol concentration to maintain be-low the toxic level as it preferentially removes n-butanol over acetone from the fermentation broth. As reported by Lu et al. (2011), typical production ratio of n-butanol to acetone in batch fermentation is 2:1 whereas butanol to acetone ratio for fed-batch system with integrated gas stripping has a significant increased to greater than two (2.33-2.84) [12]. This system can effectively produces large quantity of ABE (90.31-108.5g/L), at the same time able to keep the solvent concentration at almost the same concen-tration of ~10g/L in the broth.
Fig. 4 shows a simplified process flow diagram for the overall biobutanol production. It is a conceptual design de-
veloped based on the research results of various studies. Agricultural residue is first milled into smaller particle size before being fed into the pre-treatment tank. Dilute H2SO4 is added for pre-treatment and Ca(OH)2 will be added in the mixing tank for overliming to remove the inhibitors. This process is having simultaneous hydrolysis and fermentation with agitation by gas stripping in a fed-batch reactor. This system is developed by Qureshi et al. (2007b) with the main objective to economize the production of n-butanol by com-bining hydrolysis and fermentation process integrated with product recovery in a single step [25]. At the time of inocula-tion, three hydrolytic enzymes are required to be added to-gether into the reactor. Agitation of fermentation broth for n-butanol recovery can be performed by circulating CO2 and H2 gases produced during fermentation. At the same time, a more concentrated sugar solution is fed into the fermentor at a slow rate to establish fed-batch fermentation.
In batch reactor, as compared to conventional ap-proach, the ABE production from WSH has increased from 9.36g/L to 11.93g/L, shows a significant improve-ment of 27% as shown in Table 5. ABE production further increased to 21.42g/L when the simultaneous hydrolysis and fermentation is integrated with gas stripping, with productivity and yield of 0.31g/L.h and 0.41 g/g respec-tively. On the other hand, ABE productivity is enhanced to about 16%, from 0.31g/L.h in batch system to 0.36g/L.h in fed-batch system. ABE production in this fed-batch system is 192g/L, very much close to control experiment utilizing glucose (232.8g/L), and results in a much higher production compared to conventional ap-proach. Thus, this study concluded that WSH is hydro-lyzed completely and made simultaneous hydrolysis and fermentation a successful process. After fermentation, the downstream processing design is adopted from the study of Merwe et al. (2012) [24]. Among several process de-signs being investigated, it is reported that this process design is considered to be in favorable energy perfor-mance position as liquid-liquid extraction has high per-formance with low energy requirement.
Fig. 4. Simplified process flow diagram for overall biobutanol production [2, 9, 17, 19, 24, 25]

15
6 CONCLUSION
In this study, the overall production techniques of
biobutanol were studied. Biobutanol has proven to be
a superior biofuel as compared to ethanol due to its
more favorable physical and chemical properties. Uti-
lization of lignocellulosic substrates such as wheat
straw, barley straw, sugarcane bagasse, cassava ba-
gasse and etc is the current trend in biobutanol pro-
duction due to its low cost and wide availability.
Among all, wheat straw is an effective substrate in
ABE production and does not required any pre-
treatment of inhibitors, with an average productivity
and yield of 0.36g/L.h and 0.44g/g respectively. C.
beijerinckii P260 is a good strain in converting biomass
into fermentable sugars. Further improvement in
productivity can be done in fed-batch system integrat-
ed with gas stripping. In addition, simultaneous hy-
drolysis and fermentation is able to further enhance
the efficiency of the system, at the same time greatly
reduce the cost of production.
7 FUTURE WORK AND CHALLENGES
In future study, optimization of the developed process design in simultaneous hydrolysis and fermentation will be carried out by conducting more experiments and simulations by using sugarcane bagasse as fer-mentation substrates in the collaboration with indus-trial and agricultural estate such as sugarcane planta-tion in Australia, as well as to perform a detailed eco-nomic assessment on the overall biobutanol produc-tion. Current technology involved in the production of biobutanol as biofuel is still immature. Most of the re-search is still proceeding in laboratory-scale.
REFERENCES
[1] Jin, C., Yao, M., Liu, H., Lee, C.F., Ji. J. (2011). Progress in the Production
and Application of n-Butanol as A Biofuel. Elservier, Renewable and
Sustainable Energy Reviews 15, 4080-4106.
[2] Qureshi, N., Saha, B.C., Cotta, M.A., Singh, V. (2012) An Eco-
nomic Evaluation of Biological Conversion of Wheat Straw to
Butanol: A Biofuel. Elservier, Energy Conversion and Manage-
ment 65, 456-462.
[3] Kharwal, S., Karimi, I.A., Chang, M.W., Lee, D.Y. (2009). Strain
Improvement and Process Development for Biobutanol Produc-
tion. Recent Patent on Biotechnology 2009.
[4] Kumar, M., Goyal, Y., Sarkar, A., Gayen, K. (2011). Compara-
tive Economic Assessment of ABE Fermentation based on Cel-
lulosic and Non-cellulosic Feedstocks. Elservier, Applied Ener-
gy 93, 193-204.
[5] California Environmental Protection Agency Multimedia
Working Group. (January 2010). California Biobutanol Multi-
media Evaluation Tier I Report.
[6] Butamax. (2011). Biofuels from Sugar Cane: The role of
biobutanol.
[7] Gevo. (2011). Isobutanol – A renewable Solution for the Trans-
portation Fuels Value Chain.
[8] Montano. C.M.D. (2009).Process design and evaluation of
butanol production from lignocellulosic biomass.
[9] Qureshi, N., Saha, B.C., Dien, B., Hector, R.E., Hughes, S., Liu, S.,
Iten, L., Bowman, M.J., Sarath, G., Cotta, M.A. (2009b). Produc-
tion of Butanol (A Biofuel) from Agricultural Residues: Part II –
Use of Corn Stover and SwitchgrassHydrolysates. Elservier, Bio-
mass and Bioenergy 34, 567-571. [10] Mohamed, H.A., Abdel-Wahab, E.E. (2011). Production of Ace-
tone-Butanol-Ethanol from Spoilage Date Palm, Biomass and Bioenergy 42, 172-178.
[11] Swana, J., Yang, Y., Behnam, M., Thompson, R. (2010).An anal-ysis of net energy production and feedstock availability for biobutanol and bioethanol.Elservier, Bioresource Technology 102, 2112-2117.
[12] Lu, C., Zhao, J., Yang, S.T., Wei, D. (2011). Fed-batch Fermentation for n-Butanol Production from Cassava Bagasse Hydrolysate in A Fi-brous Bed Bioreactor with Continuous Gas Stripping. Elservier, Bioresource Technology 104, 380-387.
[13] Sun. J.X., Sun. X.F., Sun. R.C., Su.Y.Q. (2004).Fractional Extrac-tion and Structural Characterization of Sugarcane Bagasse Hemicelluloses. Elservier, Carbohydrate Polymers 56, 195-204.
[14] Lopez-Contreras, A. (2003). Utilization of Lignocellulosic Substrates by Solvent-producing Clostridia. Wageningen: Wageningen Univer-sity.
[15] Dias. M.O.S., Ensinas. A.V., Nebra. S.A., Filho. R.M., Rossell. C.E.V., Marciel. M.R.W. (2009). Production of Bioethanol and Other Bio-based Materials from Sugarcane Bagasse: Integration to Conventional Bioethanol Production Process. Elservier, Chemical Engineering Re-search and Design 87, 1206-1216.
[16] Qureshi, N., Saha, B.C., Cotta, M.A. (2007). Butanol production from wheat straw hydrolysate using Clostridium beijerinckii. Bioprocess Biosystem Engineering 30, 419-427.
[17] Qureshi, N., Saha, B.C., Hector, R.E., Hughes, S.R., Cotta, M.A. (2007a). Butanol Production from Wheat Straw by Simultaneous Saccharification and Fermentation using Clostridium Beijerinckii: Part I—Batch Fermentation. Elservier, Biomass and Bioenergy 32, 168-175.
[18] Chang, W.L. (2010). Acetone-Butanol-Ethanol Fermentation by En-gineered Clostridium beijerinckii and Clostridium tyrobutyricum The Ohio State University.
[19] Qureshi, N., Saha, B.C., Dien, B., Hector, R.E., Cotta, M.A. (2009a). Production of Butanol (A Biofuel) from Agricultural Residues: Part I – Use of Barley Straw Hydrolysate. Elservier, Biomass and Bioenergy 34, 559-565.
[20] Li, S.Y., Srivastava, R., Suib, L., Li, Y., Parnas, S. (2010). Performance of Batch, Fed-batch, and Continuous A–B–E Fermentation with pH-Control. Elservier, Bioresource Technology 102, 4241-4250.
[21] Merwe, A.B. (March 2010). Thesis: Evaluation of different process designs for biobutanol production from sugarcane molasses. Univer-sity of Stellenbosch.
[22] Ezeji, T., Qureshi, N., &Blaschek, H. (2004). Acetone-butanol-ethanol production from concentrated substrate: reduction in substrate inhi-bition by fed-batch technique and product inhibition by gas stripping. ApplMicrobiol Biotech, 63:653-659.
[23] Friedl, A., Qureshi, N., & Maddox, I. (1991).Continuous acetone-butanol-ethanol (ABE) fermentation using immobilized cells of Clos-tridium acetobutylicum in a packed bed reactor and intergration with product removal by pervaporation.Biotechnol Bioeng, 38:518-527.
[24] Merwe, A.B., Cheng, H., Gorgens, J.F., Knoetze, J.H. (2012). Compari-son of Energy Efficiency and Economics of Process Designs for Biobutanol Production from Sugarcane Molasses.
[25] Qureshi, N., Saha, B.C., Cotta, M.A. (2007b). Butanol Production from Wheat Straw by Simultaneous Saccharification and Fermenta-tion using Clostridium Beijerinckii: Part II—Fed-batch Fermentation. Elservier, Biomass and Bioenergy 32, 176-183.
[26] Food and Agriculture Organization of the United Nation.(2010). Food and Agricultural commodities production. FAOSTAT-Agriculture.

16
[27] Yevich. R., Logan. J.A. (2003).An Assessment of Biofuel Use and Burning of Agriculture Waste in the Developing World.Global Bio-geochemical Cycle 17 (4).
[28] Pandey. A., Soccol. C.R., Nigam. P., Soccol. V.T., Vandenberghe. L.P.S., Mohan. R. (2000).Biotechnological Potential of Agro-industrial Residues. II: Cassava Bagasse. Elservier, Bioresource Technology 74, 81-87.
[29] Ezeji, T. &Blaschek, H. (2008).Fermentation of dried distillers’ grains and solubles (DDGS) hydrolysates to solvents and value-added products by solventogenic clostridia .Elservier. Bioresource Technol-ogy 99, 5232–5242.
Neo Lei Yee is current a final year chemical engineering student of Universiti Tunku Abdul Rahman, Kuala Lumpur, Malaysia. She had her earlier education in Sekolah Menengah Kebangsaan Taman Connaught, Kuala Lumpur, Malaysia. She holds student membership of Insti-tute of Engineer Malaysia and Institute of Chemi-cal Engineer, Malaysia. Her academic achieve-
ment has earned her to be listed in President and Dean honor-list consecutively for year 2009-2012. She had participated and won prizes in a number of national level Chemical Engineering Design competitions.
Lim Soo King obtained his BSc(Hons) degree from University of London in 1979, MSc degree from University of Malaya in 1993, and PhD de-gree from University of Malaya in 2000. He start-ed his first employment in Malaysia with Semi-conductor Division of Harris Corporation, Florida, USA. His last position with the company was an Engineering Manager. In year 2004, he joined Universiti Tunku Abdul Rahman as an associate
professor. In his last nine years of employment with Universiti Tunku Abdul Rahman, he had held several key management positions including chairperson of a research centre and Dean of a Faculty. He has actively involved in research publication. To date he has au-thored and co-authored more than 30 conference proceedings and journal papers. He had sat in a number of conference committees as paper reviewer and conference session chairperson. He is an active consultant for semiconductor industry in Malaysia.
Low Chong Yu is currently an assistant professor with the Faculty of Engineering & Green Technol-ogy, Universiti Tunku Abdul Rahman, Perak, Ma-laysia. He has more than 28 years of working experience in process equipment & plant design, and troubleshooting of simulation systems for the petrochemical industries in Singapore & Malaysia. He earned his BSc in chemical engineering from National Taiwan University in 1974. He obtained
his MSc degree in petrochemical & hydrocarbon chemistry and PhD degree in chemical engineering respectively in 1976 and in 1979 from the University of Manchester, England. He has postgraduate qualifications in process equipment design with international stand-ard codes, process simulation with Hysys system analysis, man-agement consulting and training. He is a professional engineer regis-tered with the Board of Engineers, Malaysia. His consulting work include oil & gas and petrochemical industries in the areas of corpo-rate development and knowledge models for process & petrochemi-cal plants development to address decision-making needs. His re-search interest includes ethanol or butanol blended with gasoline as a biofuel from different types of agricultural sources.