Embed Size (px)
Citation preview
J. Soc. Korea Ind. Syst. Eng Vol. 38, No. 1 : 44-51, March 2015 ISSN : 2005-0461(print)http://dx.doi.org/10.11627/jkise.2014.38.1.44 ISSN : 2287-7975(online)
A Case Study on Developing Automotive Part(Housing) by Filling and Solidification Analysis
Byoung-Guk Jeong*․Hong-Kyu Kwon**†
*Dept. of Visual Information Design, Namseoul University**Dept. of Industrial and Management Engineering, Namseoul University
유동 및 응고해석을 이용한 자동차용
부품(하우징)개발에 대한 사례연구
정병국*․권홍규**†
*남서울 학교 시각정보디자인학과
**남서울 학교 산업경 공학과
When manufacturing die casting mold, generally, the casting layout design should be considered based on the relations of injection system, casting condition, gate system, and cooling system. According to the various relations of the conditions, the location of product defects was differentiated. High-qualified products can be manufactured as those defects are controlled by the proper modifications of die casting mold with keeping the same conditions. In this research, Computer Aided Engineering (CAE) simulation was performed with the several layout designs in order to optimize the casting layout design of an automotive part (Housing). In order to apply them into the production die-casting mold, the simulation results were analyzed and compared carefully. With the filling process, internal porosities caused by air entrapments were predicted and also compared with the mod-ification of the gate system and overflow. With the solidification analysis, internal porosities occurring during the solidification process were predicted and also compared with the modified gate system. The simulation results were also applied into the production die-casting mold in order to compare the results and verify them with the real casting samples.
Keywords:Die-Casting, Gate System, CAE simulation, Vacuum Block
1. 서 론1)
다이캐스 공법은 자동차 부품 제조기술 에서 가
장 요한 기술로서, 복잡한 모양의 제품을 단번에 제조할 수 있는 경제 인 주조기술 의 하나이다. 자동차 부품이나 자부품 등과 같은 높은 치수 안정성과 량생
Received 3 November 2014; Finally Revised 27 November 2014; Accepted 27 November 2014†Corresponding Author : [email protected]
산에 필요한 경쟁력 있는 고품질, 원가, 단납기를 요구하는 산업분야에 있어 최 의 공법으로 각 받고 있는
추세이다[1]. 한 로벌화된 국제 경쟁사회에서 주조업
계에서는 제품개발기간의 단축, 제조원가의 인하 고품질 등을 요구받고 있다[2, 3]. 그러나 이와 같은 다이캐스 주조는 용탕의 고온화, 형표면에서의 고압화, 제품형상의 복잡화 정 화 등의 문제로 더욱 발 된
형제작기술이 요구된다.이러한 문제를 해결하기 하여 산업 장에서 리
쓰이고 있는 CAE 기술이 다이캐스 역으로까지 폭넓

A Case Study on Developing Automotive Part(Housing) by Filling and Solidification Analysis 45
<Figure 1> Porosity Requirements on the Machined Surfaces and Internal Areas
게 용되고 있다. 일반 으로 다이캐스 형을 제작
할 때에는 형의 이아웃, 압출장치 계, 주조조건, 탕구계의 설계, 형의 냉각조건 등을 고려하여 주조방안
을 설계하여야 한다. 한 다양한 주조방안에 따라서 주
조성형에 의하여 발생되는 제품결함의 정도나 치가
달라진다[4]. 의 조건 등을 히 수정 는 변경하
여 주조결함을 제어함으로써 품질이 우수한 다이캐스
부품을 제조할 수 있다. 최근에는 CAE 기술의 발 으로
주조 형을 제작할 때에 발생하는 기존의 시행착오 과
정을 많이 생략할 수 있게 되었다. 결과 으로 생산비
생산기간의 단축과 고품질의 주조부품 생산을 가능
하게 되었다[4, 5]. 본 연구에서는 사용되는 자동차 부품(하우징)은 자동
차의 조향장치 하부에 부착되고, 자동차 핸들의 원활한 작동을 하여 여러 가지 기어 조향축이 결합되는 부
품이다. 주조제품의 내부 기포를 최소화시키고 품질의 안정성을 확보하기 하여 유동해석 소 트웨어(애니캐스 )을 이용한 주조방안을 검토하 다. 충 응고과
정 등의 결과를 분석하여 결함 결함제어 방안을 강구
하고, 실제 다이캐스 형에 용하여 생산된 제품과
응고 시뮬 이션 해석 결과를 비교 검토하여 최 의 주
조방안을 도출하고자 한다.
2. 개발목표
앞에서 언 한 바와 같이, 하우징은 자동차의 조향장치 하부에서 조향축과 결합이 되는 제품으로 조향장치의
내부는 유압 는 자기계식으로 작동을 한다. 따라서 주조조건을 최 화하여 기포결함을 최소화하는 것이 이
제품의 특성이다. 제작된 시제품은 상용생산라인을 검증하고, 다른 부품들과 조립성 신뢰성 검증을 하여 사
용된다. 한 시작 형 개발에서 획득한 최 의 주조방
안을 차후 양산 형 개발에 용하는 것이 부수 인 목
에 속한다.<Table 1>은 제품의 부 별 허용치 기포 수를 나타내
며, 제품의 부 별 기포 수는 <Figure 1>에 보인 바와 같이 도식화하여 정리하 다. <Table 2>는 각각의 기포 수
에 한 설명이다. 를 들어 Pk2는 기본 으로 기포지름
이 0.4mm 이하이고 기포간의 간격은 8mm 이상이여야 한다. 그리고 간격 1mm 이내에 미세기포(지름 0.2mm 이하)가 3개 이상 발견되지 않아야 한다.
<Table 1> Functional Specification of Porosity
Location Areas Porosity Class
1 Bearing Support Areas Pk.4
2 Sealing Surfaces Pk.4
4 Worm Bore Inside Surface Pk.5
5 Mounting Surface Pk.4
<Table 2> Porosity Class Applicable on Versus Areas
No. PARAMETERS Pk.2 Pk.3 Pk.4 Pk.5
1 Maximum diameter of pores(mm) 0.4 0.7 1.0 2.0
2 Minimum distance between two pores(mm) 8 15 30 30
3 Are not considered pores with diameter less or equal to(mm) 0.2 0.4 0.6 0.8
4
If there is only one group of three pores, in exception of No. 2, the minimum distance between the pores should be(mm)
1.0 1.5 2.0 3.0
4.1If there is only one pore, in exception of No. 1, the maximum diameter of it should be(mm)
0.6 1.0 1.5 2.5

Byoung-Guk Jeong․Hong-Kyu Kwon46
3. 해석방법
3.1 전산해석 과정
(주)애니캐스 에서 개발한 주조 용 소 트웨어(애니캐스 버 6.0)은 FDM(Finite Difference Method) 방식의 사각격자의 단 을 보완하기 하여 PM(Porous Media) 방법과 Cut-Cell 방법을 혼합한 Hybrid 방법의 수치해석기법을 이용하여 용탕의 충진 응고해석과정을 수행한다 [6, 7]. 주조 용 상용코드의 충 응고해석에 사용되
는 지배방정식은 유체의 흐름과 열 달 상을 질량, 운동량, 그리고 에 지보존 법칙으로 설명된다. 용탕의 유동을 3차원 비압축성 비정상의 뉴턴흐름으로 간주하다. 유체의 유동 응고해석에 사용되는 지배방정식은 연속방정식, 운동량방정식(Navier-stokes Eq.), 에 지
방정식, Volume of Fluid, 등으로 나타난다[8]. 일반 으로 유동해석 시뮬 이션의 반 인 해석과
정은 <Figure 2>에서와 같이 크게 변화과정, 처리과정, 격자생성, 시뮬 이션, 후처리과정으로 구분된다. 애니캐스 는 생성된 형상 모델을 다른 수치해석 로그램과
마찬가지로 처리과정 에 STL 형식으로 변환하여 불러들일 수 있다. 처리과정에서 개체생성, 경계구간설정, 시뮬 이션에 필요한 여러 가지 조건을 설정한다.
<Figure 2> Flow-Chart of the Die Casting Simulation
본 연구에서 용된 자동차용 부품(하우징)은 3D CAD 소 트웨어(Unigraphics NX6)를 이용하여 3D 솔리드모델링을 한 후에 <Figure 2>에서와 같이 3D CAD 소 트웨어
(Magics RP)을 이용하여 STL 일로 변환하 다. 처리
과정에서 변환된 STL 일을 이용하여 주물, 오버 로우
(Overflow), 탕구(Biscuit), 탕도(Runner), 게이트(Gate), 주형 등의 재료그룹을 형성한다. 격자생성과정에서 비등간격 요소분할에 의하여 10,600,000개의 격자가 생성되었다. <Figure 3>은 유동해석 응고해석에 사용할 각각의 주조방안형상을 보여주고 있다.
<Figure 3> Casting Model of Housing : (A) Case 1; (B) Case 2;
(C) Case 3
3.2 해석조건
주조해석에 용된 주물재질은 ADC12(AlSi9Cu3)이며 한 주조해석에 용된 해석조건은 <Table 3>에 표시한 바와 같다. 형재질은 SKD61종이며, 용탕의 기온도
는 6,400c, 형 기 열온도는 2000c, 주조 형온도는 2,800c로 설정하 다. 다이캐스 머신은 형체력 150ton인 cold chamber type으로 런 의 지름은 70mm이고, 속사출속도는 0.4m/s, 고속사출속도는 1.6m/s으로 사출구간을 2단 사출조건으로 설정하 다.
<Table 3> Conditions for CAE Simulation
Part
Material ADC12
Liquidus Line 580℃
Solidus Line 515℃
Initial Temperature 640℃
Weight for casting 820g
MoldMaterial SKD61
Initial Temperature 200℃
Plunger
Diameter 70mm
Slow Velocity 0.40m/s
High Velocity 1.60m/s
3.3 해석내용
<Figure 3>는 본 해석에 용된 3가지 주조방안의 3D CAD 모델링 형상을 나타낸다. 방안 1은 2개의 주 게이트(Principal Gate)가 칭형상을 나타내고, 용탕이 형공동(Mold Cavity) 앙에 집 되지 않고 양방향에서 충진하기

A Case Study on Developing Automotive Part(Housing) by Filling and Solidification Analysis 47
한 것이다. 방안 2와 방안 3은 주 게이트와 한쪽으로 뻗어 나오는 가지 게이트(Branch Gate)가 있는 형상으로 주 게이트에서 거리가 먼 부분을 고르게 충 하기 한 것이
다. 특히, 제품의 심부에 발생할 수 있는 기포고립을 방지하기 하여 앙구멍에 오버 로우를 설치한 것이 방
안 2에 나타나있다. 방안 2와 방안 3의 차이 은 <Figure 4>에 나타난 바와 같이 용탕의 충진방향에 차이가 있다. 방안 2는 용탕의 충진방향이 제품형상의 하부로 충진을 하도록 설계가 되었다. 방안 3은 용탕의 충진방향이 제품형상에 수직으로 충진을 하도록 설계가 되었다.
<Figure 4> Section View of the Gate : (A) Case 2; (B) Case 3
탕도계(Gate System)는 탕도, 탕구, 게이트 등으로
구성된다. 탕도계 설계는 용탕을 형의 공동부에 원활히 충진시켜 완 한 제품을 얻을 수 있는 주조방안설계
이다. 한 주조상에 발생하는 반 인 문제 주조제
품의 품질에 가장 큰 향을 미치는 요한 요소 의 하
나이다. 따라서 탕도계 설계가 부 하여 불량률이 높
은 경우에는 폭 인 형수정이나 경우에 따라서는
형을 재제작하는 큰 문제가 야기될 수 있다[9].
3.3.1 유동해석
일반 으로 제품의 내부기포가 제품의 품질을 결정하
는 경우에는 충진속도를 느리게 한다. 즉, 용탕이 형내부에 충진되는 동안 공기가 오버 로우를 통하여 외부로
배출될 수 있는 시간을 공 하기 한 것이다. 반면, 제품의 외 이 제품의 품질을 결정하는 경우에는 충진속도
를 빠르게 하여 제품의 외 고 화를 유도한다. 충진속도가 느린 경우, 높은 열손실로 인하여 탕회, 탕경 등의 불량을 유발하며, 반면 충진속도가 무 빠른 경우에는 탕구, 탕도, 형의 공동부에 마모를 진시켜서 형
수명을 단축한다[9, 10].앞에서 언 하 듯이 자동차용 부품(하우징)은 자동차
내부의 조향장치에 조립되는 제품으로 제품내부의 기포
를 최소화하는 것이다. 각각의 주조방안에 따른 용탕의 흐름을 조사하고 용탕의 흐름이 내부기포를 어떻게 향
을 미치는지 알아보았다. 최 의 주조방안을 도출하고
실제 형에 용하여 해석결과에서 도출된 최 의 주조
조건과 시 사출결과를 비교하 다.
3.3.2 응고해석
응고해석은 충진이 완료가 된 후에 응고진행률과 응
고진행시간을 병행하여 응고해석 결과를 나타낸다. 제품의 후육부 는 응고수축결함이 발생할 가능성이 가장 높
은 곳으로, 제품의 후육부 를 기 으로 냉각온도 응
고진행률을 나타내었다. 응고해석을 통하여 수축결함을 측하고, 측결함이 실제주조에서 어떠한 향을 나타
내는지 알아보기 하여 주조한 제품을 부 별로 밴드쏘
(Band saw)와 선반으로 단하 다. 단된 부 별 단면
은 육안 검사 내부기포 검사를 진행하 다.
4. 해석결과
4.1 유동해석결과
유동해석 조건설정에 있어서 유사한 제품의 최 양
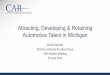
산조건 제품의 특성을 고려하여 경험 으로 2단 사출속도를 설정하 다. <Figure 5>는 각각의 주조방안에 한 충진해석 결과로 용탕의 충진거동을 나타내었다. 제품의 내부기포를 최소화하기 하여 속(0.4m/s)에서 고속(1.6m/s)으로 속도를 환하는 시 은 제품부의 충진이
약 30% 이상정도 진행되는 시 에 설정하 다.방안 1의 충진거동은 <Figure 5>(A)의 93% 충진에서
나타난 바와 같이, 기포고립부 (Flow junction zone)가 게이트와 가까운 제품의 상단 두 곳에 발생하는 것으로
나타난다. 기포고립부 는 주로 오버 로우를 설치하여
기포 발생으로 인하여 발생하는 불량을 방지한다. 제품의 구조상 오버 로우의 설치가 불가능한 부 에 기포고
립이 발생함으로 한 주조방안이라고 볼 수 가 없다.<Figure 5>(B)의 93% 충진에서 나타난 방안 2의 충진
거동은 기포고립부 (Flow junction zone)가 게이트와 가까운 제품의 상단 세 곳에 발생하는 것으로 나타난다. 방안 1의 경우와 같이 오버 로우의 설치가 불가능한 부
에 기포고립이 발생함으로 한 주조방안이라고 볼 수
가 없다.<Figure 5>(C)의 93% 충진에서 나타난 방안 3의 충진
거동은 기포고립부 (Flow junction zone)가 게이트와 먼 제품의 상단 한 곳에 발생하는 것으로 나타난다. 한 방
안 1과 방안 2에 비하여 용탕의 흐름이 균일하게 흐르는 것을 찰할 수 있다. 기포고립부 에 오버 로우의 설
치가 히 가능한 부 임으로 한 주조방안이라고
볼 수가 있다.
Byoung-Guk Jeong․Hong-Kyu Kwon48
<Figure 5> Simulation Result of Mold Filling : (A) Case 1; (B) Case 2; (C) Case 3
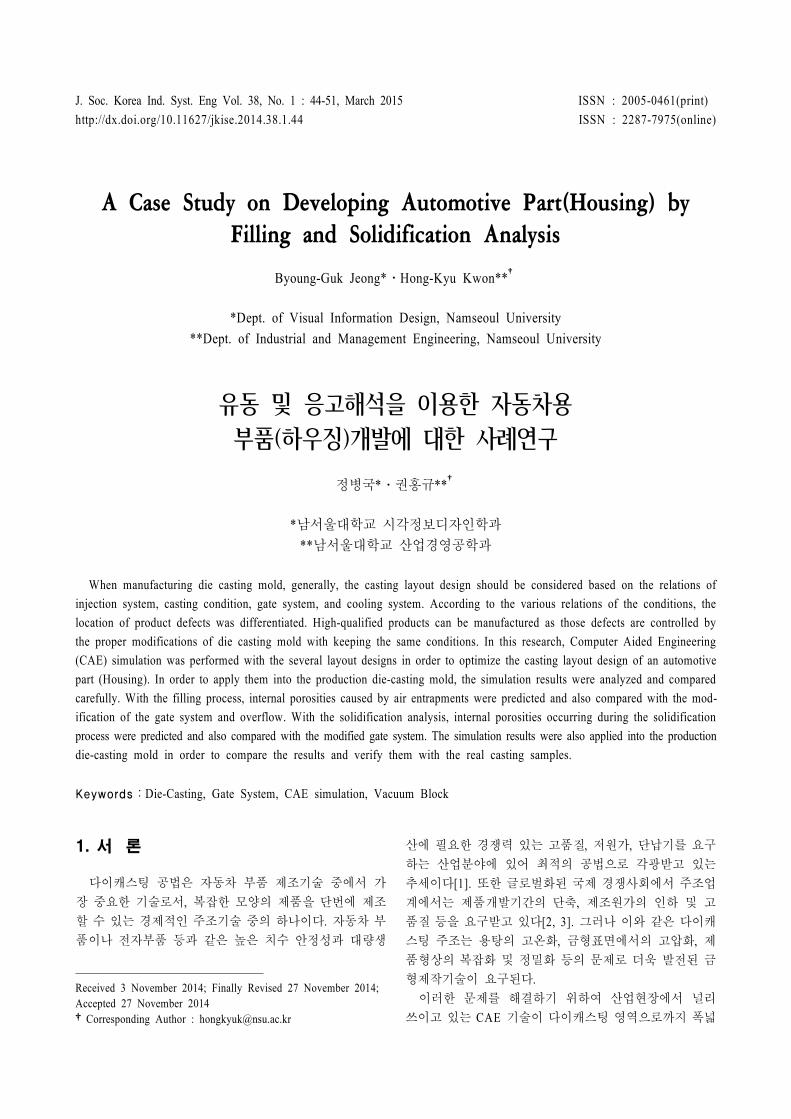
<Figure 6> Simulation result of solidification: (A) Case 1; (B) Case 2; (C) Case 3
4.2 응고해석 결과
앞에서 언 한 바와 같이, 응고거동은 충진이 완료된 이후에 진행이 되므로 주조방안이나 주조조건 등이 응고에 미치는 향이 미미하여 해석결과에 크게 차이가 나타나지 않는다.
<Figure 6>의 45% 응고에서 나타난 바와 같이, 제품의 후육
부에서 액상선 부근의 온도인 540~5,900c의 온도분포를 보이고 있으며 한 응고속도가 매우 느리게 진행되고 있다. 한, 동일한 후육부 두 부 가 최종 응고부 로 잔존하게
되어 응고 수축의 결함을 측하게 되었다. 후육부 두 부 는
수축기공 발생을 측하고 실 주조품의 동일부 를 단하
여 육안검사 수축기공을 측정하여 결과를 비교하 다.

A Case Study on Developing Automotive Part(Housing) by Filling and Solidification Analysis 49
<Figure 7> Tool Modeling of Housing : (A) Cover(Stationary)
Die; (B) Ejector(Moves) Die
<Figure 8> Die-Casting Tool of Gear Box : (A) Cover(Sta-
tionary) die; (B) Ejector(Moves) die
<Figure 9> Casted Gear Box
4.3 금형모델링 및 제작
주조해석결과를 감안하여 <Figure 7>에서 확인할 수 있듯이 형설계를 하 다. 제품의 구조로 인하여 <Figure 7>(B)의 형모델링에서 확인할 수 있듯이, 형의 상하
측외에 추가로 유압슬라이드가 작동하여야 제품을 원활
하게 추출할 수 있는 제품이다. 한, 제품의 특성을 고려하여 진공블락을 추가하 다. 형비용을 최소화하기
하여 150ton cold type에 용이 가능하도록 몰드베이스를 제작하 다.
<Figure 8>은 제작된 다이캐스 형을 보여 다. 다이캐스 형사이즈는 가로 460mm 세로 570mm 두께 460mm이고, 형코어 재질은 SKD61종에 열처리를 하여
제작하 다. 형코어 슬라이드의 경도는 46HRc로 설정되었다. <Figure 7>의 형모델링에서 언 한 바와 같
이 제품 추출을 원활히 하기 하여 유압슬라이드 진
공블락을 다이캐스 형에 설치하 다.주조해석 결과를 검증하기 하여 제작된 형을 바
탕으로 하여 실제 주조품을 <Figure 9>에서 나타난 바와 제품을 주조하 다.
4.4 결과비교 및 고찰
주조해석 결과와 주조품의 결과를 비교하기 하여
<Figure 10>에 제품의 단방향 단한 주조제품을 나타내었다. <Figure 6>의 응고해석에서 제품의 후육부에서 응고속도가 매우 느리게 진행됨을 알 수 있었고 45%응고율에서 나타난 바와 같이 최종 응고부 에 응고 수축의
결함을 측되었다. <Figure 1>과 <Table 1>에 묘사된 고객의 요구조건을 감안하여 주조품의 동일부 를 단하
여 육안검사 수축기공을 측정하여 결과를 비교하 다.<Figure 11>~<Figure 13>은 주조된 제품의 단부 를
보여 다. <Figure 11>~<Figure 13>에서 나타난 바와 같이, 배드쏘로 단된 부 별 육안검사에서 기포를 찰
할 수 가 없었다. 섬세한 찰을 하여 고속가공 머신센터를 이용하여 주조물을 가공하여 수축기포에 하여 육
안검사를 진행하 다. 기포의 크기는 디지털 버니어캘리퍼스를 이용하여 개략 으로 측정하 다.
<Figure 10> Cut Directions and Cut Part
<Figure 11> Cut Section 1 and 2 of the Casted Parts

Byoung-Guk Jeong․Hong-Kyu Kwon50
<Figure 12> Cut Section 1 and 4 of the Casted Parts
<Figure 13> Cut Section 5 of the Casted Parts
<Figure 14> Section 1, 4, and 5 of the Machined Parts
<Figure 15> Section 1, 2, and 4 of the Machined Parts
<Figure 14>, <Figure 15>는 가공된 제품의 가공부 를
보여 다. <Figure 14>, <Figure 15>에서 나타난 바와 같이, 제품의 요부 (실린더 내부, 제품의 내부 테두리, 조립부 )에서 기포를 측할 수 없었다. 미세기포(0.2mm 미만)가 <Figure 15>에서 나타난 바와 같이 제품의 후육부에서 응고수축에 의하여 발생한 것으로 찰되었다.
5. 결 론
유동해석 로그램(애니캐스 )을 이용하여 자동차 제품(하우징)의 주조방안에 한 해석 간이 다이캐스
형을 이용한 시험주조에서 다음과 같은 결과를 얻었다.1) 충진해석 결과에서 주조방안 3의 용탕흐름이 고르게 분포하는 것을 볼 수 있었다. 한 탕회불량이 가능
한 부 를 확인할 수 있어서 시행착오를 폭 일
수 있었다.2) 주조방안 3의 충진해석 결과에서 용탕이 서로 만나는 부 (Flow Junction Zone)가 가장 한 부 에 치
하는 것을 찰할 수 있었고, 오버 로우를 설치하여
충진과정에서 발생하는 내부기포를 히 제거할 수
있었다.3) 응고해석 결과에서 응고수축에 의하여 발생하는 수축결함 치를 악할 수 있었고, 실제 주조제품의 단부 를 비교한 결과 유사한 치 결과를 얻을 수
있었다.4) 양산 형의 주조방안을 설계하기 하여 최종 후육부
에 추가 인 냉각시스템을 설치함으로써 수축에 의하
여 발생하는 내부 기포를 완 히 제거할 수 있을 것
으로 단된다.
Acknowledgement
The authors greatly appreciate DNKOREA CO., LTD. for the experimental supports and implementations. Research fund for this paper was provided by Namseoul University.
References
[1] Park, Y.K. and Yang, J.M., Scheduling of a Casting Sequence Under Just-In-Time(JIT) Production. Journal of the Society of Korea Industrial and Systems Engi-neering, 2009, Vol. 32, No. 3, pp. 40-48.
[2] Kwon, H.K. and Jang, M.K., Case Study for Developing Automobile Part(Steering Wheel) using Vacuum Die- Casting Mold. Journal of the Society of Korea Indu-strial and Systems Engineering, 2012, Vol. 35, No. 2, pp. 195-202.
[3] Shin H.W., Chung Y.J., and Kang S.G., A Study on Die Casting Process of the Automobile Oil Pan Using the Heat Resistant Magnesium Alloy. Journal of KSEM, 2009, Vol. 17, No. 3, pp. 45-53.
[4] Kim, Y.C., Choi, S.W., Cho, J.I., Jeong, C.Y., and Kang, C.S., Optimization of the Thin-walled Aluminum Die

A Case Study on Developing Automotive Part(Housing) by Filling and Solidification Analysis 51
Casting Die Design by Solidification Simulation. Jour-nal of The Korea Foundry Society, 2008, Vol. 28, No. 4, pp. 190-194.
[5] Kim, J.K. and Kim, K.Y., Improvement of Mold Filling in Aluminum Gravity Die Casting by Vacuum Suction. Journal of The Korea Foundry Society, 2009, Vol. 29, No. 3, pp. 138-143.
[6] Information on Anycasting; http://anycastsoftware.com/ en/software/fluid.php, 2013.
[7] Kwon, H.K., A Case Study on Casting Layout Design of Automotive Oil Pan_DX2E using Computer Simula-tion. Journal of the Society of Korea Industrial and Systems Engineering, 2013, Vol. 36, No. 4, pp. 71-76.
[8] Lee, D.H., Kang, C.G., and Lee, S.K., Prediction Defect
of Automotive Components by Filling and Solidification Analysis. Journal of the Korean Foundrymen’s Society, 2000, Vol. 20, No. 3, pp. 159-166.
[9] Hong, S.K., Series I : Melting and casting of Aluminum Alloys. Journal of The Korea Foundry Society, 2008, Vol. 28, No. 2, pp. 45-51.
[10] Kim, E.S., Park, J.Y., Kim, Y.H., Son, G.M., and Lee, K.H., Evaluation of Diecasting Mold Cooling Ability by Decompression Cooling System. Journal of The Korea Foundry Society, 2009, Vol. 29, No. 5, pp. 238-243.
ORCIDByoung-Guk Jeong | http://orcid.org/0000-0001-5055-0308Hong-Kyu Kwon | http://orcid.org/0000-0002-9789-3348