-
1
9Cr ODS Material Development
T.S. Byun
Oak Ridge National Laboratory
Materials Science and Technology Division
Presented in Webinar on July 31, 2013
DOE-NE Materials Crosscut
Coordination Meeting - 2013
-
2
Acknowledgement & Contents
Low toughness issue in high strength NFAs
(Advanced ODS Steels)
Proposed approach for toughening Fe-9Cr NFAs
Integration of process technologies for high
toughness NFAs
Microstructural characteristics & stability of
developed materials
High temperature mechanical properties
Summary & further studies
• DOE/FC R&D Core Materials (led by S.A. Maloy of LANL)
• I-NERI Collaboration (US-Korea) for Developing 9Cr NFA with
High
Toughness/Third (last) Yr
• T.S. Byun & D.T. Hoelzer (ORNL)/J.H. Yoon (KAERI)
-
3
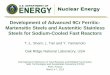
Tensile fracture at 900°C (14YWT-SM10).
Microcracks propagate along grain
boundaries without significant
deformation: Low energy GB
decohesion results in low fracture
toughness.
High Temp. Fracture Process & Toughness
0
50
100
150
200
250
0 200 400 600 800
Temperature, °C
KJQ
, M
Pa
√m
14YWT (SM10)
HT-9 Steel
Application to reactor core components requires high toughness
for both
irradiation performance & manufacturing process:
• Low DBTT shift; resistance to radiation-induced
embrittlement
• High irradiation & thermal creep strength; high swelling
resistance
• Deformability & cracking resistance for tube drawing and
forming processes
Brittle fracture in linear elastic region, semi-
brittle fracture with small inelastic strain, or
low load crack propagation
-
4
Approach for Toughening NFAs:
Modification of Grain Boundary
Designed to enhance diffusion
bonding at grain boundaries:
I. Partial phase transformation
(intercritical annealing)
II. Partial phase transformation
along with plastic deformation
(controlled rolling)
Erase/modify weak grain &
aggregate boundaries for higher
bonding.
Diffusion is greatly enhanced
with partial phase
transformation, and further
enhanced by plastic deformation.
-
5
Characterization
Process Technology:
Production of Base Materials (NFA 9YWTVs)
Two alloy power heats (8 kg each) have
been produced by gas atomization
process at ATI Powder Metals:
Fe-9Cr-2W-0.4Ti-0.2V-0.12C+0.3Y2O3 &
Fe-9Cr-2W-0.4Ti-0.2V-0.05C+0.3Y2O3
Extrusion below 850°C &
Cut into 4 inch long coupons
Ball milling for
40 hours in Zoz
CM08 machine
(6 loads)/
Canned &
degassed (6
cans, 920g
each)
• Post-Extrusion TMT
Optimization
• Micro & High T. Mechanical
Characterization
• Feedbacks for new processing
-
6
Base Materials:
NFA 9YWTV-PM1 & PM2
9YWTV-PM2
Fe-9Cr-2W-0.4Ti-0.2V-0.05C+0.3Y2O3
9YWTV-PM1
Fe-9Cr-2W-0.4Ti-0.2V-0.12C-0.3Y2O3
Chromium (ferrite stabilizer)
equivalent of NFAs:
- 14YWT (17%)
- 9YWTV-PM1 (10%)
- 9YWTV-PM2 (11.7%)
*α to γ transformation needs
Cr-eq < ~12%
-
7
Base Materials:
Strength & Ductility of 9YWTVs & 14YWT
• New base NFAs retain YS higher than 500 MPa at 700°C.
• Improved ductility is measured for both new NFAs.
-
8
Process Development & Optimization:
Isothermal Annealing (IA)
Mini tensile (SS3) and fracture
(TPB & DCT) specimens
Servohydraulic testing system (MTS 858 table top
model) equipped with high vacuum (10-7 torr), high
temperature (1000°C) furnace (Oxy-Gon, custom model, Ta heating
elements)
-
9
• The as-extruded coupons were hot-rolled in controlled
conditions: at
900 – 1000ºC for 20 or 50% total thickness reduction.
Process Development & Optimization:
Controlled Rolling (CR)
-
10
Production of 9Cr NFAs
• 1st Production: 9YWTV-
PM1 & PM2
• About 6 kg total
• Consumed for basic
property examination and
major mechanical
properties
• 2nd Production: 9YWTV-
PM2 only
• About 3 kg total
• Consumed for major
mechanical property tests
• Further studies
-
11
Annealing
Time/Temp.
30 or 60 min 200 min 20 hr
830 °C O O
850 °C O O O
875 °C O O
900 °C O O
950 °C O O
975 °C O
Rolling
Strain/Temp.
20% 50% Remark (Bend Bar)
900 °C O O L-T/T-L
925 °C O L-T
950 °C O L-T
975 °C O L-T
1000 °C O L-T
Isothermal (Intercritical) Annealing (IA)
Controlled Rolling (CR) with IA
9YWTV PM1: Fe(bal.)-9Cr-2W-0.4Ti-0.2V-0.12C
9YWTV PM2: Fe(bal.)-9Cr-2W-0.4Ti-0.2V-0.05C
Process Development & Optimization:
TMT Matrix
-
12
Relatively equiaxial in A; higher aspect ratio in B, RD//110
grains dominant
B. 975ºC, 50% rolling
5㎛
A. 900ºC, 20% rolling
ND
ND
RD
RD 111
001 101
EBSD Images of 9Cr NFAs (PM2) after CR
-
13
Grains after 900C rolling are slightly larger and have are more
equiaxial.
Grains grow from 100 – 300 nm in as-extruded condition to 300 –
900 nm after CR.
Grain Size of 9Cr NFAs (PM2) after CR
(Equivalent Circular Diameter)
1 2 30
2
4
6
8
10
1 2 30
2
4
6
8
10
Grain size [㎛]
Fra
cti
on
[%
]
1 2 30
5
10
15
20
1 2 30
5
10
15
20
Fra
cti
on
[%
]
Aspect ratio
900C 20%R 975C 50%R
Grain size [㎛]
Aspect ratio
-
14
High Temp. Fracture Test Data
Effect of IA in 9YWTV-PM1
Small change of strength is observed after annealing at
975°C.
No evidence of fracture toughness improvement is found in
annealed
9YWTV-PM1 except for the 975°C annealed specimen tested at
500°C.
-
15
High Temp. Fracture Test Data
Effect of IA in 9YWTV-PM2
Fracture toughness is improved in 9YWTV-PM2 by intercritical
annealing,
but further improvement is desirable especially at high
temperatures.
-
16
High Temp. Fracture Test Data
Effect of CR in 9YWTV-PM1
-
17
High Temp. Fracture Test Data
Effect of CR in 9YWTV-PM2
-
18
0 2 4 6 8 10 12 14 16
0
400
800
1200
1600
2000TENSION (R.T.)
9YWTV-PM1 (High C)
9YWTV-PM2 (Low C)
PM1-975C-50%
PM2-975C-50%
PM2-900C-50%
PM2-1000C-50%
PM1-1000C-50%PM1-900C-50%
En
g. S
tre
ss (
MP
a)
Eng. Strain (%)
PM1-900C-20%
PM2-900C-20%
Uniaxial Tensile Curves
Effect of CR in 9YWTV-PM1 & PM2
0 4 8 12 16 20 24 28
0
200
400
600
800
1000
1200 TENSION (500oC)
9YWTV-PM1 (High C)
9YWTV-PM2 (Low C)
PM2-975-50%
PM1-1000-50%
PM2-900-20%
PM2-900-50%
PM2-1000-50%
PM1-975-50%
PM1-900-20%
En
g. S
tre
ss (
MP
a)
Eng. Strain (%)
PM1-900-50%
Strength decreased with
the rolling temperature and
reduction of thickness.
High temperature strength
was reduced by CR (by
~200 MPa).
RT
500°C
-
19
High Temp. Crack Resistance Test
Effect of CR in 9YWTV-PM2
Improvement of fracture
toughness in controlled
rolled 9YWTV-PM2 is
significant.
The 9YWTV-PM2 controlled
rolled at 900°C resulted in the
best fracture toughness
among NFAs, which is as
high as those of non-ODS
F/M steels.
TMT condition is selected for
detailed characterization and
further studies: 900°C 50%R.
-
20
9YWT-PM2 900C 50%R tested at 700°C 9YWT-PM2 900C 50%R tested at
22°C
9YWT-PM2 after extrusion tested at 22°C 9YWT-PM2 after extrusion
tested at 700°C
Effect of CR on Fracture Mechanism in 9YWTV-PM2
A change in high T fracture mechanism from boundary
decohesion to formation of flake-like shear tongues.
-
21
Volume fractions of FCC phase (red) and BCC phase (blue) in
9YWTV-PM1
(left) and in 9YWTV-PM2 (right) after heat-treatment at
1000oC
Issue in Process Development:
Microstructural Characterization by In-Situ X-Ray
• The volume fraction of FCC in 9YWTV-PM1 gradually increases
with time up
to about 65%, while that in 9YWTV-PM2 appears to saturate at
about 5%.
• This sluggish phase transformation in PM2 might be due to the
early
depletion of carbon content in ferrite, which is a strong
austenite former.
• Detection accuracy is low with these nanostructured
materials.
Equilibrium Volume Fraction:
100%
Equilibrium Volume Fraction:
50%
-
22
1) Very high strength can be achieved in NFAs at the expense of
fracture
toughness and ductility. Low energy decohesion at boundaries
causes
poor fracture resistance at high temperatures.
2) Isothermal annealing & controlled hot-rolling were used
to strengthen
the powder-metallurgy produced weak boundaries by enhanced
diffusion bonding.
3) Improvement of fracture toughness in controlled rolled
9YWTV-PM2 was
significant: fracture toughness was as high as those of non-ODS
F/M
steels.
4) In particular, the 9YWTV-PM2 controlled-rolled at 900°C
resulted in the
best fracture toughness among NFAs (> 150 MPa√m over RT -
700°C).
High toughness (engineering grade) NFA has been developed.
5) Detailed characterization & further studies on selected
materials need to
be done: (a) delayed phase transformation, (b) stability of
nanoclusters,
(c) grain growth, (d) irradiation experiments of the base 9Cr
NFAs and
high toughness NFAs, and (e) testing in thin-walled tube
form.
Summary & Further Studies