Embed Size (px)
DESCRIPTION
fischer
Citation preview

Q m
TYPE
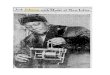
AD : Adsorption AB = Absorption CD = Cryogenic
Distiilation
NAME OF PROCESS
I Activated Carbon 2 ADIP 3 Alkaz id 4 Amisol 5 Benf ie ld
6 C a t a c a r b 7 Chemsweet 8 CNG 9 E s t a s o l v a n
10 F l e x s o r b SE
1 1 F l u o r Econamine 12 Fluor Solvent 13 Giammarco-Vetrocoke 14 MEA 15 MDEA
16 Molecular Sieves 17 Pur i so l 18 Rec t i so l 19 Ryan Holmes 20 Seaboard
2 1 S e l e x o l 22 S e p a s o l v HPE 23 SNPA - DEA 24 S t r e t f o r d 25 S u l f i b a n
26 Sulfinol 27 Tripotassium P h o s p h a t e 28 Vacuum C a r b o n a t e 29 Z i n c O x i d e
LIST OF ACID GAS'REMOVAL PROCESSES
SOLVENT HODE"
C = Chemical Solvent P = Physical Solvent
S = Selec.tive NS = Non-se lec t ive
TYPE SOLVENT
AD AB AB AB AB
AB AD AB AB AB
AB A B AB AB AB
AD AB AB CD AB
AB AB AB AB AB
AB AB AB AD
C C C
c/P C
C C P P C
C P C C C
P P P
CD C
P P C C C
CIP C C C
MODE
NS NS
S,NS S,NS
NS
N S S S
S,NS S
N$ NS
S NS
S,NS
S S,NS S,NS
S S
S,NS S,NS
NS S
NS
NS . S
S S
MAJOR CONTAMINANTS
REMOVED"
H 2 S , o i l H2S,C02 H2S,C02 H2S,C02 H2S,C02
H2S,C02 H2$
H2S,CO2- H 2 S ~ C 0 2 , o i l
H2S,C02
H2S,C02 H 2 S , C 0 2 , 0 i l
H2S,C02 H2S,002 H2S,C02
H2S H2S,C02 H2S,C02
H 2 S , C 0 2 , 0 2 + H2S
H 2 S , C 0 2 , o i l H 2 S , C 0 2 , o i l
H2S,C02 H2S
H2S,002
H2S,002 H2S H2S H2S
2-1

°
I
|
ACTIVATED CARBON
CALGON CORPORATION~ PITTSBURGH, r PENNSYLVANI~ ION!.TED. CATALYSTS, ! NC-I LOUISVILLE, KENTUCKY
0 Adsorption process for removal of H2S and other low molecula.r weight sulfur compounds from industrial gases, using beds of carbon impregnated with 5-10% of metallic oxides.
o No ~ressure limitati6n; temperature limit 150~F. Regenerat'ion of bed at 450-500OF. !
for the feed gas is
Process is considered most applicable for desulfurizing gas from 30 ppm H2S to 0.2 'ppm.
o More than 60 commercial plants tion in U.S.A.
using the process are in opera-
ADIP PROCESS
SHELL DEVELOPMENT COMPANY, HOUSTON, TEXAS
o Process uses an aqueous solution of di-isopropanolamine (DIPA) to remove H~S from industrial gases. Process is also used for treating LP~ and NGL.
o Absorber Pressure: Temperature:
255 PSIG "100 to 140°F
Regenerator Pressure: Temperature:
Near AtmosRheric 250 to 275~F
0 Process can reduce H2S content ppmv and in synthesis gas to less
in natural gas to less than 5 than 100 ppmv.
o More than 150 plants have been built worldwide.
•
2-2

ALKAZID
DAVY. McKEE,.AG, WEST GERMANY
For the selective absorption of H~S and for the simultaneous removal of HpS and COp at atmospheric or higher pressures. Two different soivents: Elkazid "M" and Alkazid "DIK".
o Absorption: Pressure: 0 to 1000 PSIG Temperature Ambient or below ambient
o Purification: At low pressure, removal to 85 ppm H2S with CO in feed gas; to 320 ppm H2S without CO 2 in feed gas.
o More than 100 plants in operation; none in U.$.
I 2
l I I I
" ° Oi i I I I I I
o Suitable for synthesis gas, water g~s, natural gas and hydrogen.
AMISOL
LURGI,,,,KOHLE OND MINERALOELTECHNICKGMBH-,,W- GERMANY
0 Process for selective desulfurization or complete removal of H~S, COS and other organic sulfur compounds from synthesis
~0~,, u~ing a mixture of alkanolamine (MEA, DEA)with methanol a solvent.
0 Absorption: Temperature: Pressure:
Ambient Above 200 PSIA
Regeneration: Temperature: Pressure:
Below 212°F Little more than atmospheric
o One plant onstream and two throughput of 73 MM SCFD.
under construction with a total
2-3
I
I
I

I
BENFIELD
BENFIELD,CORPORATION , PITTSBURGH~ PA
o For the removal of H S and CO^ from feed gas mixture~ provides H2S-rich stream suitable for recovery of elemental sulfur. Hot potassium carbonate solution with Benfield additives is used for absorption . . . .
0 Absorber Pressure: Temperature:
o Purification Levels:
100 to 2000 PSIG Ambient to 400'°F
:
H2S: From 10% in feed to ppm level in product gas
C02: From 25-45% in feed to ppm level in product gas
More than 500 units have been licensed, including over 210 for purifying SNG, reformed and partial oxidation gases.
Removes most of the COS, fICN and CS2; is not guaranteed for removal of thiophene.
CATACARB
EICKMEYER AND ASSOCIA.TES,. OVERLAND. PARK, KS
0 For removal of CO~, H2S and COS from gas streams. Raw gas is scrubbed in a packed or trayed absorber with a potassium salt solution containing a very active, stable and non-toxic cata- lyst.
o - Absorption Pressure: Temperature:
40 to 1000 PSIG 100 to 260°F
o Process can reduce H2S to about 4 ppm and CO 2 to as low ms 56 ppm.
o About 100 planZs are in operation..
o Sour acid gases require further processing to recover sulfur.
2-4

CHEMSNEET
C~E NATCO~ TULSA
o A chemical adsorption system used for the continuous removal of H2 S and other sulfurous gases from natural gas.
o Chemsweet powder is a mixture of zinc oxide and zinc acetate. The sour gas is bubbled through a water slurry of Chemsweet powder.
\ o Hydrogen sulfide, mercaptans, and carbonyl sulfide react instan-
taneously with zinc acetate to form insoluble zinc sulfide and zinc mercaptide. • The zinc oxide replenishes the zinc acetate as it is consumed.
0 Operating pressure: 75 to 1400 psig.
Operating temperature: Ambient
The CO_ content of the gas does not have an impac£ on the pro- cess c~emistry because the pH of the Chemsweet slurry is too high to produce zinc carbonate.
o Over 60 commercial installations in the U. S.
CNG
CONSOLIDATED NATURAL GAS RESERCH COMPANY
The CNG process is a cryogenic physical absorption process that removes acid gases (C02, H2S , COS and other trace contaminants) from medium to high pressure gas streams containing substantial amounts of C02, such as synthesis gas produced by coal gasifica- tion or heavy oil partial oxidation, and natural gas in enhanced oil recovery projects.
o The process has three novel features:
(i) Absorpt.ion of sulfur-compounds and trace contaminants with pure liquid CO 2.
(ii) Regeneration of pure CO 2 with simultaneous concentration of H^S and trace contaminants by triple-point crystal- liza~ion.
(iii) Absorption of CO 2 with a' slurry of organic liquid con- taining CO 2.
The sulfur absorber operates at -67°F, slightly above the triple point of CO^. The feed gas pressure can range from 300 to 1500 psia. The Triple-point crystallizer operates at pressures and
~ The ~2 absorber temperatures near the triple point of 2and -112 operates at temperature range between -67
0
i II l
I I
0 The process is currently the ben c:h scale level.
300
in advanced stages of development at Future plans call for a 2-3 ton/day PDU.
2-5

ESTASOLVAN
INSTITUT FRANCAIS DU PETROLE~ FRANCE AND FRIEDRiCH UHDE t GMBH t W. GERMANY
O Process uses tributylphosphate as solvent and incorporates simultaneous absorption of acid gases and LPG in the solvent, followed by separation of the absorbed components by fractional distillation.
o Solvents have high capacity for acid gases and good ~electivity I for H2S with respect to C02.'
o Demonstrated in two pilot plants, but as yet no commercial application.
FLEXSORB SE
EXXON RESEARCH AND ENGINEERING COMPANY I FLORHAM PARK I NEW JERSEY
o A chemical absorption system that uses a hindered amine solution that can selectiveIy remove H2S.
o The process can be applied to sour low BTU fuel gas from Flexi- coking and' Claus Plant Tail Gas.
o The process operates under cond'itions similar to MDEA systems and uses the same equipment. However, i~ requires 41% of th@ MDEA circulation rate and 51% of its energy for regeneration.
o The process has been commercially tested at an Exxon refinery in a Claus Tail Gas c~ean-up unit, which had been designed to operate using MDEA solution.
FLUOR ECONAMINE
FLUOR.,ENGINEERS, AND CONSTRUCTORS~ INC. t IRVINE~ CA
o Diglycolamine (DGA) is the solvent used to absorb H2S and C02 from sour gas.
O Absorber: Temperature: Pressure:
90-220°F About 9'00 PSlG
0
0
Regenerator: Temperature: 250-280°F Pressure: 5-15 PSIG
Process can be desi'gned to reduce H~S concentration to 4 ppm and C02 tp 50 ppm. DGA also removes COS.
More than 30 plants processing six billion SCFD of natural gas a r e in operahion.
2-6 3 0 1
.---.: .

FLUOR SOLVENT
FLUOR ENGINEERS AND CONSTRUCTORS t INC. IRVINE..,. C A
Process uses propylene carbonate (C~HgCO~) for physical absorp- tion of H2S , C02.and other organic sdlfur~compounds. Desorption of acid gases is carried out by reducing solvent pressure in several stages. Economics favor high absorber pressure.
o Pressure: 850 - 1000 PSIG
°~ than Reduces 0.3% H2svolle~el to less than 4 ppmv and the CO 2 level to less
A total of 9 plants (5 on natural gas, I in hydrogen production, and 3 in ammonia production) are in operation.
GIAMMARCO - VETROCOKE
GIOMMARCO-VETROCOKE OF MARGHERA~ ITALY
o The process is used for the removal of H^S by scrubbing the sour gas with a solution of alkali arsenates and arsenites; sodium carbonate is the alkali usually applied.
o Pressure: 1100 PSIG in the absorber.
o Reduces H2S level to 0.15 ppm or less.
o Approximately 50 plants have been built.
.L',. 3 0 2
2-7
[
L I i I I I
01 |
I
I
I
I
I
el I I

MEA
ALL ENGINEERING COMPANIES IN THE GAS PURIFICATIONFIELD
O' Monoethanolamine (MEA) has been remove (non-selectively) H2S find gases.
the solvent for many years to CO 2 from natural and synthesis
o Absorber Temperature: Pressure:
o Regenerator Temperature: Pressure:
110-160°F Not sensitive
205 - 250°F Near atmospheric
I
MEA can reduce H~S content to less 0
than 0.1% (V). than I ppm and CO 2 to less
o Development of "Amine Guard" inhibitors by Union Carbide made the MEA process more attractive by reducing corrosion and lower- ing energy requirements.
MDEA
ALL ENGINEERING COMPANIES IN THE GAS PURIFICATION FIELD
o Process uses an aqueous solution of methyl-diethanolamine (MDEA) to remove H2S by chemical absorption from industrial gases.
o Absorber Temperature: Pressure:
80-125°F 0-1000 PSIG
Stripper Temperature: Pressure:
240-250°F 7-I0 PSIG
o H2S can be reduced to 4 ppm at low pressures. remove Mercaptans.
Process can not
o At least 20 units in the ing.
U.S. and several i n E u r o p e a re operat-
o Several companies have developed their own proprietary corrosion inhibitors and offer different versions of an activated MDEA systems. Most improvements have been made in two areas - improving H2S selectivity and reducing energy consumption.
The following gives the various licensors of MDEA process:
Dow Chemical U.S.A:
Union Carbide: BASF: Shell Oil Co.:
Selectamine Process Gas/Spec FT-I Technology H-S Process Activated MDEA Process SAGA Process
2-8 , , °
303

MOLECULAR SIEVE
UNION CARBIDE CORPORATION I TARRYTOWN I NEW YORK
o Process to dehydrate and to remove carbon dioxide and sulfur compounds from natural gas, LPG and NGL. Process involves two or more fixed bed adsorbers and regeneration facilities.
o Normal Adsorption Pressure: 200 to 1200 PSIG Temperature: 60 to 120°F
! 7
o Sour natural gas can be desulfurized to 4 ppmv. CO^ removal with molecular sieves is most attractive when the pro6uct must have a very low CO 2 content and the feed has less than 1.5% CO 2.
o Sieve life ranges from 2 to ~ 10 years for desulfurization and carbon dioxide removal, and from two to six years for dehydra- tion.
o More than 60 LNG plants use molecular puFificabion.
sieves for drying and
PURISOL
LURGI KOHLE. AND MINERALOELTECHNICKGMBH,..FRANKF.URT F W. GERMANY
0 A physical absorption process that offers high solubility at high acid gas partial pressures. The process uses n-methyl-2- pyrolidine (NMP) as the solvent to absorb CO H^S and other acid gases. The absorption is reversed b~' r~ducing the pressure.
0 Absorber Pressure: Temperature:
Low to 1000 PSIG 80-I05°F
o Typically reduces H2S to 4"ppmv and CO 2 to 2-3 vol%.
o Five plants are in operation, processing feed gas.
about 440 MM SCFD of
o Process is typically used for removal of acid gases from natural gas, hydrogen and synthesis gas.
4
2-9

RECTISOL
LURGI KOHLE UND MINERALOELTECHNICK GMBH~,FRANKFURT~ W. GERMANY
Process uses methanol for removal of acid gases by physical absorption at relatively low temperatures and high pressures. Acid gases are separated from the solvent by decreasing the pressure or by stripping. High solubility of H2S in the solvent allows selective removal of H2S.
o Pressure: 300 to 20~0 PSIG Temperature: -100 to: OVF
o Purification Levels - H2S and COS: I ppm C02: I ppm
o More than 37 plants with a total capacity of 6 billion SCFD are in operation.
o Used mainly in coal or oil gasification processes that produce fuel gas, synthesis gas for ammonia, methanol or SNG.
RYAN-HOLMES,
KOCH PROCESS SYSTEMS~ INC.
0 The Ryan-Holmes Processes used-for separating acid pounds) from natural gas introduced to a near the enhance the distillation.
is a cryogenic distillation process gases (such as CO~ and sulfur com- streams. An NGL-Dased additive is top of the distillation column to
o The distillation columns operate between 3~0 to 6~0 psia. The operating temperatures can range from -120 F to 40VF. Acid gas contents (mainly CO 2) in the feed can range from 30% to 90%.
• o Koch Process Systems has licensed four applications of the Ryan/Holmes technology in enhanced oil recovery projects. These processes have not yet been applied, or proven to process syn- thesis gases from coal gasification units.
2-i0 305

SEABOARD
KOPPERS COMPANYp INC.
Process is based upon the absorption of hydrogen sulfide by a dilute sodium carbonate solution and regenerationby air strip- ping.
o Process is capable of removing 85 to 95% of the H2S in the feed gas in a single stage.
I
o Main drawbacks are: J - Occurrence of side reactions caused by oxygen in the air - The disposal of foul air containing H2S.
SELEXOL
NORTON COMPANY t STOWr,OHIO
0 The solvent of the Selexol process is a dimethyl ether of poly- ethyleneglycol, which has a high physical absorption capacity for sulfur-based compounds including H^S, COS and mercaptans, as well as for CO 2. The solvent is regenerated by stripping with steam or inert gas.
o Pressure: Temperature:
500 to 1000 PSIG 50 to 200°F.
o Purification Levels - H2S , COS and mercaptans: be retained or reduced to any required level.
I ppm. CO 2 can
o 23 plants are with a total capacity of 1240 MM SCFD gas are in operation.
| |
I I I |
01
o Highly selective for sulfur compounds. The solvent is physi- cally and chemically stable, and is not degraded by impurities.
SEPASOLV MPE
BASF AKTIENGESELLSCHAFT
Sepasolv MPE is a physical solvenC used for the removal of acid gases (C02, H2S , COS and mercaptans) from natural gas and syn- thesis gas produced via coal gasification or heavy oil partial oxidtion.
o Sepasolv MPE is a isopropyl ethers. very similar in chemical structure and Thus, their application range is almost tions can be exchanged in most plants modifications.
o There are four operating plants, three selective removal of H S from CO 2 containing natural gases and one is for the combine~ removal of HgS and CO~ from natural gas. Two of these plants had previously u~ed Selex~l.
..... 2-11
• 306
mixture of oligoethylene glycol and methyl The Sepasolv MPE and the Selexol solvents are
physical properties. identical. The solu-
I I I I
without any equipment
of which are for the 01

SNPA-DEA
RALPH M. PARSONS CO.., PASADENA r CALIFORNIA
o Diethanolamine is the solvent in this process for treating high pressure natural gases with high concentrations of acidic com- ponents, especially COS and CSp. (SNPA stands for Societe National des Petroles d'AquitaineT.
o Absorber Pressure: 600 to 1100 PSIG
o The process can reduce H2S to less than 3 ppm and CO 2 to 500 ppm ih natural gas. COS and CS 2 do not deteriorate the solution.
o The process has been used to treat over 5 billion SCFD of sour gas.
o The solvent is mildly corrosive.
STRETFORD
PEABODY PROCESS SYSTEMS, STAMFORD, CONNECTICUT
.0
0
Typical aqueous solvent contains sodium carbonate, anthra- quinone - disulfonic acid (ADA) and vanadium as sodium metavana- date. H2S.is removed by chemical absorption.
Absorber Temperature: Pressure:
90 to 120°F Atmospheric to 100 PSIG
o H9S can be reduced to I ppm. Process does not remove any signi- fYcant amount of C09. Complete removal of HCN can be obtained. COS and CS 2 are not~reduced to a significant degree.
o Main problem connected to process is "the treatment and disposal of effluent streams containing sodium thioc'yanate and sodium thiosulfate (from HCN).
o Over 50 plants are currently in operation worldwide.
2-12 ...3O7

SULFIBAN
BLACK, SIVALLS AND BRYSON, INC., HOUSTON , TEXAS
0 Process uses an aqueous solution of monoethanolamine (MEA) with proprietary inhibitors to remove H2S from industrial gases.
Absorber Temperature: 100°F Pressure: 0 - 1000 PSIG i
~Stripper Temperature: Pressure:
200-250°F 7-10 PSIG
Process can reduce H^S to about 1 ppmv, or remove more than 98% of H^S in feed. Doe~ not remove hydrocarbons from the feed gas. Solvent degradation occurs if COS and HCN are present in the feed gas.
Plants to process more than 1.75 MM SCFD of sour gas have been built.
SULFINOL
SHELL DEVELOPMENT COHPANYr HOUSTON,.TEXAS
0 Process removes H2S , C02, COS and organic sulfur from natural gas and synthesis gas. The solvent consists of an alkanolamine, water and an inert organic compound, tetrahydrothiophene dioxide ("Sulfolane").
0 Pressure in the absorber may vary from slightly above atmos- pheric to 1400 PSIG. High pressure operation favors physical absorption.
o Reduces H2S level to ~ ppmv and CO 2 level to less than 50 ppmv.
0 Over 140 units are in operation them for natural gas treating. from 15 to 500 MM SCFD.
or under construction, most of Single location capacities vary
" ~ : .... 2-13
I
I
I
I
I
I 01
I I I I I I
QI I I

TRIPOTASSIUM PHOSPHATE
SHELL DEVELOPMENT COMPANy,.HOUSTON I TEXAS
Process uses a tripotassium phosphate solution to remove H2S. Principal adv~antages are non-volatility of the active component in the solution, insolubility in hydrocarbon liquids and non- reactivity with COS and other trace impurities.
o Suitable for high temperature applications.
o Process has been displaced by ethanolamine processes.
0
VACUUM CARBONATE
KOPPERS COMPANY~ !NC..
0 Process is an outgrowth of the Seaboard process. Use of vacuum distillation for regeneration of the alkali-carbonate solution reduced steam requirement to about one-sixth.
o Process has been primarily applied gases.
to remove H2S from coke oven
o Absorber Pressure: Stripper Pressure:
15-20 PSIG 2-215 PS IA
o 93% of HCN and 5 to 7% of CO 2 are also removed with H2S.
ZINC OXIDE
UNITED CATALYSTS ~ INC. t LOUISVILLE~ KENTUCKY KATALCO~ OAKBROOK~ ILLINOIS
0
0
An adsorption ~rocess, primarily used as a sulfur guard, reduces H~S to 0.2 to 0.5 ppm level before the gas is contacted with a
s~Ifur-sensitive (e.g., nickel-based methanation) catalyst.
Temperature: Pressure:
660 to 840°F Atmospheric to over 720 PSIG
o Mercaptansoand about 60% o f th iophenes are a l so removed at about 600 to 750 F.
o More than 100 commercial plants are in operation worldwide.
2-14 309

STATUS SUMMARY
SELEXOL ACID GAS REMOVAL
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
General Information
Process Development
Solyent Characteristics
Process Description
Commercial Design Data
Advantages and Disadvantage's
Commercial Installations
References
3-1

1.O GENERAL INFORMATION
Developer: Allied Chemical Corporation Morristown, New Jersy
Licensor:
T y p:e ~ :
Norton Chemical Process Products P. O. Box 350 Akron, Ohio 44309
A physical absorption process which uses the dimethyl ether of polyethylene glycol as the solvent to remove acid gases such as CO H2S, COS and mercaptans from a variety ~f feed gases, including natural gas as well as synthe- sis gases from coal gasification and partial oxidation units.
Conditions:
Applications:
The absorbers have been designed and operated between 370 and 1400 psia with acid gas concen-
tration ranging between 5 and 65 vol%. The ~bsQrber operating temperature range is 20- IO0~F.
The process has been applied to:
(i) Selective removal of thesis gas generated tion or heavy oil processes.
HoS from raw syn- Ch coal gasifica-
partial oxidation
(ii) Selective H2S removal or bulk CO 2 removal from sour natural gas.
(iii) Removal from synthesis gas produced via reforming of natural gas and/or fuel oil.
(iv) Removal of CO from landfill gas to upgrade its heating value.
Process Schemes: Many variations of the process are possible
depending on the specific application. For typical coal-to-SNG applications, the most often used scheme' is the selective removal of H^S. Exact process configuration depends on t~e raw gas conditions, downstream processing and integration with sulfur recovery systems.
Status: About 30 commercial and pilot installations with capacities up to 275 MMSCFD. have been operating or are under construction. A list of these installations is included in Section 7.0.
3-2 .....

2.0 PROCESS DEVELOPMENT
o In early 1960's, Allied Chemical Corporation investigated the use of dimethyl ethers of poly@thylene glycols (DMPEG) for the removal of CO 2 from ammonia synthesis gas.
o In 1965, the first commercial size unit was installed at Allied Chemical's Omaha ammonia plant.
o Between 1965 and 1969, the SELEXOL process was under the following different tradenames:
1965 - DMPEG process 1966 - PEGASOL process 1967 - Solvent process 1969 - SELEXOL process
During 1969, the SELEXOL selective removal of H2S plant in West Germany.
process was first applied to the from natural gas in the NEAG II
In 1976, steam stripping was first used to regenerate H2S loaded SELEXOL Solvent in the Dueste II plant.
In 1978, the SELEXOL process was installed and operated at two coal gasification pilot plants: (1) U.S. Department of Energy's BiGas Pilot plant and (2) Texaco Inc's pilot plant at Montebello, California.
O
O
In 1982, the first commercial installation of the SELEXOL process for coal gasification application was operated at Tennessee Valley Authority's coal-to-ammonia plant. The unit is presently not operational due to lack of funding for the entire facility's operation.
The Selexol process is also being utilized for the Cool Water coal gasification project for combined cycle applica- tion. The plant has been started up successfully according to the latest reports.
• ': ":~[~.Z 3 - 3
| I
!
|
|
| |
l I I I I I I I I I

3.0 SOLVENT CHARACTERISTICS
o Physical and Chemical Properties (Source:
Freeze Point Flash Point Vapor Pressure @ 7~°F Specific Heat @ 77VF Density @ 77°F Viscosity @ 77°F ": '- Thermal Conductivity 6 @ 77°F Surface tension @77 Heat of solution @ 77~F
CO 2
H2S
CH 4
Ref. I & 2)
-8 to -20°F 304°F .0007 mmHg_ .49 BTU/IbUF 8.57 lb/gal 5.8 cp .11
34.3 dynes/cm
160 Btu/ib solute
190 Btu/Ib solute
75 Btu/lb solute
Typical Molecular Weight 280
o Typical Composition (Source: Ref.-2)
Compound Wt%
o
Triethylene glycol-dimethylether Tetraethylene glycol - dimethylether Pentaethylene glycol - dimethylether Hexaethylene glycol-dimethylether Heptethylene glycol - dimethylether Octaethylene glycol - dimethylether Nenaethylene glycol - dimethylether
Bunsen Coefficients, (Source: Ref. 2)
(cm 3 gas/cm 3 solution at 68°F, I arm.)
12 24 25 19 11 6 3~
H2S 30.5
CO 2 3.4
313 3-4 ,.

0 Relative Solubility of various gases (Source: Ref. 3)
Hydrogen Carbon Monoxide Methane Ethane Ethylene Carbon Dioxide Ethane i-Butane n-Butane
i-Pentane Acetylene Ammonia n-Pentane
n-Hexane
n-Heptane
Benzene
Water Hydrogen Cyanide
Carbonyl Sul f ide
Hydrogen Sulfide
Methyl Mercaptan
Carbon disulfide Sulfur Dioxide
Thiophene
0.2 0.4 1.0 6.4
I 7.3
15.0 1 5 . 3 28.0 35.0 35.0 67.0 68.0 73.0 83.0
134.0 165.0 340.0 360.0 360 - 0
1,400.0 3,800.0 8,100:0
ii ,000.0 18,000.0
• - 3-5
|
|
|
|
|
|
|
|

4.0 PROCESS DESCRIPTION
Depending on the process application, many different process schemes of the SELEXOL process are used in a coal-to-SNG plant. Typically, the removal of acid gas is accomplished in two stages: selective H~S removal followed by bulk CO 2 removal as shown in Figure 1.
In the first stage, H2S is selectively absorbed from the raw synthesis gas using a lean S'elexol:solution. The B2S-loaded Selexol solution is flashed to a lower pressure in a series of flash stepsto remove the less soluble components from the rich solution. The flashed vapors are recycled to the absorb- er. The liquid is then sent.to an H~S stripper, which is used to strip out the dissolved gases consisting mainly of H~S and CO 2. The, heat input to the stripper is provided by a ~team- heated reboiler Stripper off-gases are sent to the Claus sulfur recovery unit, while the cooled lean solution is recycled to the H2S absorber.
Synthesis gas from the H2S absorber is further processed in the CO~ removal section to reduce its CO_ concentration to typically I vol. %, in the order to make it ~uitable for feed- ing to a methanation unit. This I% CO~ concentration may have to be adjusted to a level such that ~pecifications for pipe- line gas are met after methanation.
The synthesis gas leaving the M2S absorber is cooled against .CO^ absorber overhead and ammonia refrigerant before entering th~ C09 absorber. The gas is contacted with the lean Selexol solution, giving a synthesis gas containing approximately I vol.% COo, which is sent to the methanation section. Rich solution fPom the CO~ absorber is flashed to a lower pressure in a series of flas~steps. Vapors from the high pressure 'flash are recycled and mixed with the feed gas while those from a medium pressure flash consist of high purity CO gas, which can be either vented or used as lockhopper gas 2. The Selexol solution from the low pressure flashdrum which still contains a significant quantity of CO~ is then sent to a CO~ stripper to reduce the CO 2 level in'the-lean Selexol to les~ than 1 vol.%. Nitrogen or steam is used as the stripping gas. The overhead gas from the stripper is combined wi~h gases flashed off the low pressure flashdrum and sent to a catalytic incinerator to combust the hydrocarbons present in this gas and is then vented,to the atmosphere. The lean solution is recycled back to the CO 2 absorber.
A packaged refrigeration unit is provided to satisfy the requirements for chilling in the CO 2 removal stage.
An alternate process scheme (Fig.4-2) for the simultaneous removal of H.S,~ COS and CO 2 is sometimes used when it involves.
the removal of a large amount of CO_ and a relatively small amount of M2S stream i.e., C02/H2S ra~io in the feed is high.
3-6 .315

'~;' I-'-_, lJ /~|
!
'. . t I i~
.... ................ ::- ............................ ::: ............. ii" OTo I '
e ~
li
i i n m
1 I ! 1-4 i l l . ~ .
~, ,..:
~. --,.
• o 3-7 . ~ , o . . ~ o . ,

5.0
However non-selective, this process cannot produce a concen- trated HgS stream for Claus processing. In this split cycle scheme, ~ll the acid gases, H~S, COS and COp are removed in a single absorber. The absor6er has two ~ections: a lower section, fed by partially regenerated solvent, and an upper section, fed by fully regenerated solvent. COS and CO 2 are removed in the lower section with solvent which has only been flash-regenerated, and H2S is removed in the upper section with fully regenerated solvent. The solvent flow in the upper section is much lower than in the lower section. Thus~ the cost of regeneration is much less as compared to a selective scheme where the whole stream is fi'ne-regenerated. This split-cycle scheme was employed at the TVA Coal-to-Ammonia facility.
COMMERCIAL DESIGN DATA
A summary of the design data for a selective Selexol acid gas removal system for a 250 ~ Billion BTU/day coal-to-SNG plant is shown in Table 5-I. The feed gas is from the gasification of N. Dakota Lignite in Westinghouse gasifiers.
A set of operating data for a non-selective Selexol acid gas removal system for the TVA coal-to-ammonia facility is shown in Table 5-2. The feed gas is from the-gasification of Illinois No. 6 coal in a Texaco gasifier.
Table 5-3 gives the calculation of contribution to levelized cost of gas for a selective Selexol system using data given in Table 5-I.
3-8 ;°

} - - ¢_~
LIJ A
'4:
o .
m
e ~
u_J u__
F~
i ,
¢J l J
J c e~ e~
I.L
2 e~ LL
a: e ~
. . 1 ,
~J
c-e)
LJ
Q
3-9
|
|
|
|
|
|
|
|

I-. Sl Z .
=.,I 11 ~= II
n (.:3 .
II ! [!
u I-= . I (I
. . I 11
n II
II
[0 . II
~.~ II irfl II
11
II
II
1!
I.- u ~ n >. u
u ..J II
|1
1~1 |l ~ H
o
| |
~ , tl_ l|
N
k.- n
~ u
~'~, II
II
, . i m
I.-
~ ~ 0 0 ~ O ~ ~ . , , ~ . . m ~ 0 0 0 0 0 0 ~
~ > O 0 ~ O O O m
U~
> 0 0 0 0 0 ~ 0
U
~ m u O O m o 0
~ ° ° ~ ~ o o 0 0 0 0 0 0 0 0 8 g
oo8~ ° ° 0 0 0
e Ua o~. s ' l - - t , -
~r
Z
N
tl
144
I',. ~0
Z ~ Z 2 ~ Z w
0 ~ w ~
r .
(OeO
I ! " 0 ~
E~
m.
0 w ¸ ,1- 0
u > 0
MJ U . ~ . J
a . 0) ~ r,. tg I
U ~ E E ~ - f v ~ V~
I ' - ~ - ~ ' ~ O " r 0 I... ~..~ I,U U~ V l r,~ Z U') . J . d ,,J ~ <
I . - > - I . - ~ C )
ID
I X . .
i$1 U r_
0 t n
3 - 1 0 :" : ' " , : .

TABLE 5 - 2
DESIGN DATA FOR A NON-SELECTIVE SELEXOL AGR SYSTEM AT TVA COAL-TO AMMONIA PLANT
S t r e a m Feed g a s i , I
Acid gas Sweetened C02 to Holmes- Gas (Note I) Product Stretford
Flowrate, Moles/hr 1,966 464 1,718 139
450.0 25.0 412.0 38.0
58.0 105.0 655.0 I05 .0
Pressure, psia
Temp,deg F
Composition (Vol Z )
CO 2 . 7 0 0 . 0 0 2 . 6 0 0 . 3 0 H2 5 6 . 6 0 1 . 2 0 6 3 . 4 0 1 . 8 0 N2/AR 0 . 5 0 1 1 . 4 0 2 0 . 8 0 0 . 0 0 C02 39.20 83.80 15.20 97.30 COS 8 ppm 33 ppm < i ppm 13 ppm H2S 0.79 3.40 ~ I ppm 0.60 H20 0 .2 I 0.20 0.00 0.00
Note: I. Product gas composition from SELEXOL AGR after addition of 353 ibmoIes/hr N2 and preheated to ZnO beds feed temperature.
3-11

T A B L E 5-3
CALCULATION OF CONTRIBUTION TO GAS COST , SELEXOL (SELECTIVE) AGR SYSYTEM
Coal Type Evaluator Project Report No. Date Published. Plant Capacity
N.Dakota lignite (Westinghouse Gasifiers) Kellogg Rust Synfbels,Inc. Contract No. 5082-222-0754(6440-07) To be published 250 Billion Btu/day SNG
II
CAPITAL COSTS : $ MM (Mid-1982)
I n s t a l l e d Equipment Contingency @ 15Z
1 1 4 . 8 1 7 . 2
Direct Facility Constr Investment
Home-Office costs @ 12% 132.0
15.8
Total Facility Constr Investment
Royalties Initial Solvent Charge
147.8
1.3 14.0
Total Plant Investment
OPERATING COSTS :
Steam(60 psig) Electricity Cooling water Solvent Hake-up
163.1
374,000 #/hr @ $ 3.85/ I000 lb . 1439.9 22,000 Kw Q $O.05/Kwh llOO.O 38,000 Gpm @ $0. I0 / i000 Gal 228.0
28 Gal/hr Q $11.81~GBI 330.7
TOTAL 3098.6
Total Operating Cost, $ HM/yr at 100 Z Stream factor = 27.1 HM $/Yr
C O N T R I B U T I O N TO GAS COSTS :
Capita l Related Operating
Total
Speci f ic Cost, Charge Rate, Cont r ibut ion, $/MM Btu-Yr Year $/MM Btu
• 1.99 0.089 0.18 0.33 1.000 0.33
0.51
3-12
8~ °'°, . .4 :

6.0 ADVANTAGES/DISADVANTAGES
o Advantages
D
The SELEXOL solvent is 100% organic, biodegradable, essentially non-toxic, and non-fouling. The SELEXOL solvent is chemically and thermally stable; the installation of a solvent reclaimer is not neces- sary. The. SELEXOL solvent has, a very low corrosion rate on mild steel; the process operates at or near ambient conditions, hence essentially a~l the equipment can be of carbon steel construction High H2S selectivity with respect to CO 2 can provide a rich H~S stream to minimize cost and ~ncrease efficiency of Cla~s sulfur recovery plant. Simultaneous dehydration and CO~ removal from the feed gas to produce pipeline quality ~as.
o Disadvantages
0 Hydrocarbon Losses for Selective SELEXOL Process (Ref. 5 & 6)
The SELEXOL solvent has a relatively high solubility for hydrocarbons heavier than ethane, mm "In the presence of H^S, solvent regeneration by air I stripping can cause s~Ifur deposition. The relative AL solubility of H~S in SELEXOL is approximately 4 tim~s~" that of COS, sQ~most of the COS will be removed together + with CO 2. This might cause a problem if a sulfur-free M C09 stream is required in the process. Also., the COS co~tent of the COp-rich stream may not allow it to be mm vented directly t~ the atmosphere. Depending on the I economics, there are two possible solutions: I) a COS hydrolysis reactor to convert COS to HoS upstream of the SELEXOL plant; or 2) design the ~ absorber for COS removal, which would result in a higher SELEXOL circula- m tion rate and a lower H S concentration in the acid gas stream. In certain case~, an incinerator to combust COS i to SO~ may be sufficient, since environmental regula- I tions~typically permit more SO 2 to be vented as compared to COS.
I Losses, as %
of Feed Component
CO 0.3 - 0.5
H 2 <0. I
CH 4 0.5
CnHm(C2+) 5.6 011
~ 3-13

7.0
8.0
COMMERCIAL INSTALLATIONS
There are 30 Selexol plants that are operating or are under construction for various applications including natural gas treatment, synthesis gas purification, C0_~ for Enhanced Oil ecovery, coal gasification, and landfill ga~ treatment•
A list of these installations is shown below in Table 7-I. i
I
REFERENCES
I. Clare, R. T. and J. P. Valentine, "Acid Gas Removal using the SELEXOL Process"; Paper presented: at the 2rid Quarterly Meeting of the Canadian Natural Gas Processors Association, June 1975, Edmonton, Alberta.
2. Woelfer, W., "Construction and Operation of a SELEXOL Natural Gas Purification Plant"; Paper presented at the 27th Canadian Chemical Engineering Conference, October 1977, Calgary', Alberta.
3. Sweeny, J. W , • "Gas Treating with a Physical Solvent"; paper presented at the AIChE 1984 Winter National Meeting, March 1984, Atlanta, Georgia.
4. Norton Chemical Process Products "SELEXOL Solvent Process Installations", Bulletin SIL I, 5M-160726-12.82.
5. Cover, A. E. et al., "Design and Economics of a Lignite-to- SNG Facility using Westinghouse Gasifier", July 1984, Gas Research Institute Contract No. 5802-222-0754.
6. Cover, A. E. et al., "Design and Economics of a Lignite-to- SNG Facility using Lurgi Gasifiers", July 1984. Gas Research Institute Contract No. 5802-222-0754.
7. Waitzman, D. A. et al., "Progress Report on Ammonia Produc- tion from Coal by Utilization of Texaco Gasification Pro- cess"; paper presented at the 1983 Fall Annual Meeting of the A~ChE, Novemben 1983, Washington, D. C.
,_:.
3-14 . . . . "

TABLE 7-I (SOURCE: REF. 4)
c/,,,~,w/~z Pnocfss ~,noouc~ "
solvent process
installations
Bulk CO2 Removal I i i
Start Up
1965
1977
1975
1982
- - Synthesis Gas
Own~ & Location Contractor
Allied Corporation Allied Cor~poration Omaha, Nebraska Morristown, New Jersey.
Allied Corporation Morfistown, New Jersey
Ammoniaque Synthetique et Derives SJk. (ASED)
Willebroek, Belgium
Daw Powergas GmbH Cologne, W. Germany
. 1 1 i
Dwcdptlon
1983
1984
1984
CO2 from 18% to 0.5% IB CO2 purity 99.5% to urea I 45 MMSCFD @ 565 psia Air stripping, no steam required. Carbon steel. Original solvent chargl Reforming of natural gas to NH 3 - I
I I Expansion to 69 MMSCFD
C02 from 33% to <1% Operation to 50 pprn CO= at
reduced capacity. HzS from 200 ppm to <4 ppm HCN from 100 ppm to <10 ppm 47 MMSCFD @ 370 psia Partial oxidation of fuet oil Replaced H=O wash
St~ell Oil Company M.W. Kellogg, Houston, Texas/ CO= from 19% to 200 ppm m Carson, California C.F. Braun, Alhambra, California Hydrogen purification from I hydrocarbon reforming
• Air stripping 48 MMSCFD @ 940 psia
' I Sherritt Gordon Mines 'M. w. Kellogg CO2 from 18% to <0.1% Fort Saskatchewan Houston, Texas New ~ow energy ammonia plant Alberto C, anada 70% recovery of CO2 at 98% + purity
130 MMSCFD @ 465 psia
C-I-L Inc. ICI, England/ CO= from 18% to <0.1% | Courtdgl¢ Ontario Canada
Uhcis, Dortmund, West Germany New low energy ammonia plant <25 MM Btu/Short ton Air stripping 150 MMSCFD @ 447 psia
UCAM Geleen, Netherlands.
Kellogg Continental Amsterdam, Netherlands
CO= from 18.17% to <0.10% 99% purity CO, to urea plant New low energy ammonia plant Air stripping 178 MMSCFD @ 468 ~ia
'~324
3-'15

I m
I I
Bulk CO2 Removal - - Natural Gas
. 8 t ~ Up
1969
1974
1975
m i i i i i i i
1977
Owner & La¢atkm
1980
Valero Transmission Co. Six Shoot=, Texas Grey Ranch Plant
1979
1980
1 9 8 2
1981
1984
Lone Star Gas Co. • FL Stockton, Texas Pikas Peak Rant
Northern Natural Gas Co. Ft. Stockton, Texas Mitchell Plant
Columbia GasTran¢ Co. Kanaw'na, W. Virginia
Davy Powefgas, In¢ Houston, Texas=
Getty Synthet~ r.e~s Monterey Park. C~ifomia
Davy Powerg~. Inc, Houston, Tex~
|
o ~ f cc~ M i ~ l . Texas
Getty synu.~¢ Fue~ Chicago, lllinoia
Steams Roger If~ Denver, Co.ado
i m l
Ortioff Midland, Texa
Otlloff Midland, Texas
Getty Synthe~c Fue~ Staten Island, New York Bloon~al~ New Jersay
Shefl Canada Resources Cord Prc~ects Lt(L' Crammv F~d Cai~W, ~i~ta AII~tL Canada
Marathon Oil U.K, Brae Field, North Sea
i i,,
Matthew Hall Ltd. Loncm, F.ng~
Oelcl~Uon
CO 2 from 43% to <3.5% H~ from 18 ppm to <4 ppm !"!20 from saturation to <7#/MMSCF 275 MMSCFD @ 1000 psia No stripping, no refrigeration.
CC~ ~om ,i3% to <3.5% . H=S from 30 p~. to 4 pprn ' Maintains H=O @ <7#/MMSCF 50 MMSCFD @ 1000 IDSia NO stripping, no refrigeration.
Expan~on to 100 MMSCFD
COl from 28% to <3.5% H~S.from 16 ppm to <4 H=O from saturation to <7#/MMSCF 144 MMSCFD @ 900 i~ia No stripping, vacuum regenefat~m
CO= from 65% to <3% HpS from 16 ppm to <4 HlO from saturation to <7#/MMSCF 30 MMSCFD @ BOO psia No sldpping, va ,cuum regeneration
GO2 from 45% m <3% 8H2MO from saturation tO <7#/MMSCF
MSCFO @ 500 psia Landfill gas to pipeline
i i i
HiS from 8 ppm to <5 I-~0 from saturalJon to <7#/MMSCF 5 MMSCFD @ 375 psia I.andfi, gas
CO2 from.43% tO <,3',H6 HpS from 8 ppm to <5 ppm H=O from saturation to <7~/MMSCF 15 MMSCFD @ 450 ¢sia Landfill gas
m i
CO= from 3.4% to <2% H.zS from 100 plan to 16 ppm 1"t20 tO <4 Ibs/MMSCF 15 MMSCFD @ 1264 psia
m i , , ,
CO2 from 35% to H~ from 85 ppm to <4 Vacuum regeneration 127 MMSCFD @ 700 psia
Selective Sulfur Removal - - Natural Gas
81art Up
1969 Northern Natural Gas Co, F'c,h Engir~eedng FL Stockton. Texas HoustOn, Texail Oatas Plant
I! llm
. l, =
HzS from 100 ppm to <4 ppm CO~ from t 8% to <2.5% Maintains H=O @ <7#1MMSCF 130 MMSCFD @ 1000 psia Rash gas stripping -- split
~Nm'Wn ~ i~ 3-16

Selective Sulfur Removal - - Natural Gas (Continued)
Start Up
1970
1973
1975
i97o
1973
1977
1,979
1980
1983
1983
Owns& Location Contractor De~.,dpffon
Norddeutsche-Erdgas- Aufbereitungs-GmbH
Mo0il, Esso, Shell Sulingan, West Germany NEAG II Plant
Davy Powergas GmbH Cologne, W, Germany
H=S from 4000 pl0m to <2 ppm CO2 from 7% to >5% COS from 130 ppm to 70 ppm Maintains H20 @ <7#/MMSCF 62 MMSCFD @ 1000 psia CH4 gas stripping Replaced I~otassium ¢arbonata
Mobil Oil/LG, West Germany
H2S from 9.2% to <2 ppm CO2from 9,5% to 8% COS from 130 ppm to 70 ppm RSH from 100 ppm to <1 ppm 80% H~ to Claus plant Maintains H 2 @ <7#/MMSCF 82 MMSC.,FD @ 1090 psia CH4 gas stripping Replaced AJkaz/d
Mobil Oil A.G. Expansion to 67 MMSCFD . . . . . West Germany . . . . I
~ntersh~ AG Davy Powergea GmbH H2S from 7% to <.1000 ppm m Bamstort, W. Germany Cologne, W. Germany CO= from 9% to 5% Oueste I Plant Maintains H20 @ <7#/MMSCF
32 MM.SCFD @ 1000 gsia II Inerl gas stripping I Replaced propylene carbonate and gly~i-amine
Win~r=~J| AG --~---Ex~nsi°n to 45 M M S C F ' D R 5 MMSCFD ,o <2 ~ ~ I Wintershail AG Compdmo b.v. H2S from ~ ioprn to <2 ppm Ruetenlxo¢~ W. Germany Amsterdam, Netherlands CO= from 5% to 4%
Wintarshail AG Bamstorf, W. Germany . Dueete II Plant
C.,om~mo b.v. Amsterdam, Netherlands
Compdmo b.v, Amste~ism, Netherlands MHG and Propak Calgary, Canada
Tulsa, Oklahoma
P Peffoieum Ltd. AJbert¢ Canada Medey Gu F~¢I
TP,;,O Dorian, Turkey
Maintains H20 @ <7#/MMSCF 45 MMSCFD @ 1400 psia Inert cjas striplpin~l . . . . . . . . . H2S from 7% to <2 ppm CO= from 9% to 5% COS from 118 ppm to 60 ppm RSH from 100 ppm to <1 ppm 68% H2S to C~aus I~ant Maintains H=O @ <7#/MMSCF 45 MMSCFD @ 1000 psia Steam stripl~ing F.xpa~p to 90 M M ~ . HzS from 6.7% to <8 ppm H=O removal to <4#/MMSCF Hydrocarbon dewl~nt is 15~F @ 800 p~g 12 MMSCFD @ 965 psia Steam ~'ipping 89% H~S to Claus, l~,ant . . . . H=S from 037% to 50 ppm 60 MMSCFD @ 700 psia
I I
1 1
Westatafl ItaJo CompaNy Campo Regoer~e~ • Foggia, Italy
Tecnimont Milan, Italy
H=S from 0.1% H=S to 1.3 ppm Total Sulfur horn 0.1525% to 33 ppm CO2 horn 5% to 4.45% 15.9 MMSCFD @ 1152 psia
3-17

!1
Selective Sulfur Removal - - Synthesis Gas i i
Start Up Owner & Location
1976
Texaco, Inc, 1978 Monta~#Io, California
Pilot Plant
1980
Osaka Gas Company 1983 osa~.Jap=~
. , , , • ,
1984
1983
1984
1984
Contr.-for Description
ERDA/AGA Homer City, Pennsylvania Bi-Gas Pilot Plant
Stearns Roger Inc. Denver, Colorado
Texaco, Inc. Montebello, Calif.
H2S from 7000 ppm to <4 ppm COz from 31% to <1% 35% H2S to Claus plant <20 ppm H2S to CO2 vent 11 MMSCFD @ 1,500 psia max. Steam stripping Gasification of coal to SNG
Tenhessee Valley Auth. Muscle Shoals, Alapama
Brown & Root Houston, Texas
93.5% H2S, COS removed Off gas combustod 1.2 MMSCFD Steam stripping Coal gasificaiton to gas turbine
CO2 from 42% to 19½% H2S, COS from 1% to <1 ppm Sulfur off-gas to Stretford CO2 purity to 99% to urea 18 MMSCFD @ 445 psia Nitrogen stripping Texaco coal gasification to NH 3
Ube Industries Pilot plant Tokyo, Japan 2.5 MMSCFD
Cool Water Coal Bechtel 0.23% MSCFD, I"128 and COS to 73 ppm Gasification Program Houston, Texas ' 19.5%, COz to 15.3% Daggett, California 71.6 MMSCFD @ 513 ps/a
TochnJpstrol Rome, Italy
3s% co2 to o.1~0 co2 0.86% H2S tO 1 ppm total sulfur 12.2 MMSCFD @ 600 psia 98.5% CO2 stream to urea Nitrogen stripping Acid Gas to incineration
Ministry of National Planning of Somalia Mogadishu,.Somalia
Ralph M. Persons Pasadena, Cal~omia
H2S from 1.3% to I ppm COS from 60 ppm to 3 ppm CO2 from 41% to 0.2% 137 MMSCFD @ 720 psia 26% H2S to Claus plant
International Coal Refining Company Oaviass County, Kentucky
Electric Power Kawasaki Heaw Pilot P.lant Development Company, Japan Indus~as 0.6 MMSCFD
Kobe, Japan "
Pending Installation and Major Studies Natural gas treaiment on an offshore platform. COz for enhanced oil recovery." Coat gasification to low Btu industrial gas Grass roots low energy ammonia plants. and combined cycle power generation. Coal or peat td methanol projects. Coal liquefaction programs.
Norton Chemical Process Products SELEXOL Solvent Process RO. Box 2189R 10 Madison Avenue Morristown, New Jersey 07960 Telephone: (201) 898-0207 Telex: 4574193.NORTON MT
No, on Chemical Process Products_ (Europe) Ltd. SELEXOL Solvent Process Bredewater 26 2715 CA Zoetermeer Holland Telephone: 079-217200 Telex: 33666
3-18
Norton Chemical Process Products Norton Japan Co., Ltd. SELEXOL Solvent Process Kogen Building No. 17-2, 6-Chome, Shimbashi Minato-Ku, Tokyo 105 Japan Telephone: (03) 434o8971 Telex: J27429 NRCPPD
F H ~ N i n U .S .A , B u l l m i n S i t , 1

|
|
|
I .0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
STATUS SUMMARY
RECTISOL ACID GAS REMOVAL
General Information
Process
Solvent
Process
Commercial
Advantages
Commercial
References
Development
Characteristics
Description
Design Data
and Disadvantages
Installations
S~8 4-I

1.0 GENERAL INFORMATION
Developers: Lurgi Gesellschaft fur Waermetechnik mhH, Frankfurt am Main, Federal Republic of Germany
and
Licensors:
Linde Aktiengesellschaft, Munchen, Federal Republic of Germany.
Lotepro Corporation 1140 Avenue of the Americas New York NY 10036
Type: A physical absorption process which uses metha- nol as the solvent to remove acid gases (CO~, H~S and COS)and other impurities (NH~, HCN, g~mformers and higher hydrocarbons) frdm syn- thesis gases produced via coal gasification or heavy oil partial oxidation.
Conditions: Temperatures are maintained in the range of -100 to O°F in the "absorbers, and up to approx- imately 150°F on the regenerator with steam reboiler. The process has been designed'and operated between 315 to 2500 psia with acid gas concentration ranging between 5 and 45 vol%.
Applications: Rectisol has been applied to:
(i)
(ii)
removal of C02, H~S, COS, NH~, HCN, gum- formers higher . ~ydrocarbons ~ and other impurities from gases produced via coal gasification. Removal of CO^, H~S, COS, HCN from syn- thesis gas pr~duce~ by partial oxidation of hydrocarbons.
Process Schemes: Several variations of process are possible
depending, on the specific application for a typical coal-to-SNG application the most often used schemes are (I) selective removal of H2S and (2) Non-selective or bulk removal of acid gases. Selection of schemes depends on several factors including coal type, integration with sulfur recovery system and downstream process- ing.
4-2

Status: More than 70 units are in operation or under contruction for the production of synthesis gas, H) or towngas mainly based in either par- tial o~idation of oil or coal gasification. The Rectisol process has been used at the Sasol plants and more recently in the Great Plains Coal Gasification Associates' coal-to-SNG plant in North Dakota, and the coal-to-chemicals plant by Tennessee Eastman in Tennessee.
.33{)
4-3
II II II II II II
Q I I II

|
|
2.0 PROCESS DEVELOPMENT
Prior to 1950, Lurgi and Linde had collected laboratory data on the solubilities of various gases in methanol.In 1950, a 200 Nmhr pilot plant was erected by Lurgi and Linde at Ruhrchemie AG's Oberhausen-Holten plant site.
The Rectisol Process was first, commericialized in~1957 at Sasol I. Three scrubbing units, each with 60,000 Nm~/hr raw gas capacity, were installed.
3.0 SOLVENT CHARACTERISTICS
o Physical and Chemical Proper£ies
Freeze Point -143.0 OF Flash Point 1.2°F Molecular Weight 32.0 Vapor Pressure @ -60oF 0.5 mm Hg Specific Heat , liquid * @ -60°F " 0.57 Btu/Ib°F Density @ -60°F 7.14 ib/gal Viscosity* @-60°F 2.50 CP Thermoconductivity @ -60°F 0.13 Btu/hr-ft°F Surface tension* @ -60°F 28.50 dynes/cm
O Solubilities of gases in methanol at -60°F
LB mols (gas in solution/ Tons (methanol)/atm.
(partial pressure of gas) Relative
H 2 0.006
N 2 0.006
CO 0.032
CH 4 0'.084
CO 2 4.229
COS 15'000
H2S 29900
*Approximate Readings (Reference I)
Solubilities
0.071
0.071
0.381
I .000
5.O35
178.571
355.952
4-4 331

4.O PROCESS DESCRIPTION
Depending on the process application, many different process schemes of the Rectisol Process can be used. In a typical coal to SNG plant, the H2S , CO 2 and COS can either be selec- tively removed or simultaneously removed. The feed gas com- position, the downstream processing, and the sulfur recovery system shouldall be considered in the process scheme selec- tion.
j
NON-SELECTIVE RECTISOL PROCESS
Figure 4-I describes a non-selective H2S , COS, and CO^ r.emoval scheme for processing a feed gas stream originating f~om Lurgi gasifiers.
0
0
0
0
Feed Gas Cooling and Prewash - .The feed gas is cooled by the purified synthesis gas, flash gases and refrigerant. The condensed gas liquor is collected in condensate separa- tors. The cooled feed gas enters the prewash tower where it is washed with a small quantity of methanol to remove the naphtha, HCN, and water.
I I
I
Flash Regeneration - The rich methanol leaving the bottom of the main section of the absorber is regenerated in the flash regenerator. The laden methanol is flashed in several successive stages down to a slight vacuum, where dissolved gases are released. Gas from the first flash stage is recycled to the gasification section and used as lockhopper gas so that the bulk of the co-absorbed CH 4 CO and H 2 are not lost. The other flash gases are sent to a sulfur recovery unit that can handle acid gases with a low sulfur content. A portion of the bottoms of the flash regenerator is used as the semi-lean solution used in the middle section of the absorber, while the remainder is further regenerated by steam.
Hot Regeneration - Before the flash regenerated methanol enters the hot regenerator, it is heated regenerated methanol. In the hot solved gases are stripped steam heated reboiler. The used in the top section
332 4-5
o. b. @1 regenerator, the dis- out by vapors generated by
fully regenerated methanol is (fine wash section) of the I
|
I
I
I I
I
I
H^S, COS and CO^ Removal - The main gas stream leaving the p~ewash tower i~ scrubbed in the main wash section of the
using flash regenerated methanol. An intermediate chil] ling loop in the middle section of the absorber is used to remove the heat of absorption. From the main section, the gas flows to the fine wash section in the top of the H~S absorber where it is scrubbed with fully regenerated metha- nol to remove the remaining sulfur compounds and CO~ to the specified level. The sweet gas then exits t'he ~ectisol unit by heat exchange with the feed gas.

I ' - I i ; l Z u l U " •
i I • ....l! O l l l
_1::; °
' , i i 1 I , , . I Z I~. Lbl
I °
-!
I i l i
r - I~ .
~1<->
iiiil • ~1- I ~
i
,.,,u Ill
~ z • ~ i i!!,,
i
,f'• " ~ l
.--{
. ~...- L I J I 0
I.,L,I I
4.-6

absorber. The off gas leaving the hot regenerator is sent to a sulfur recovery unit.
Naphtha and Methanol Recovery - The liquid from the bottom of the prewash tower consisting of methanol, naphtha and water is degassed in a prewash flash vessel. The gases from the flash vessel are combined with other flash gas streams going to a sulfur recovery unit, while the liquid is passed to the naphtha extractor. By addition of water, the naphtha and methanol layers are separated and crude naphtha is withdrawn and sent to storage. The methanol- water layer, which is not entirely free from naphtha, is warmed up and fed to the azeotrope column. The azeotropic mixture of naphtha and methanol is discharged from the top of the column and ultimately returned to the naphtha extractor. The water-methanol mixture is withdrawn from the bottom of the azeotrope column and fed to the methanol water column, where the water is separated from methanol by distillation. Water is drawn off from the bottom of the column, cooled and sent to waste water treatment. The regenerated.methanol, is then recycled back to hot regenera- tion column.
SELECTIVE RECTISOL PROCESS °
Besides the non-selective removal of H~S and COp, a process scheme for selective removal of HoS hand COo ~s possible. Figure 4-2 shows a selective one-stage wash s~heme to treat synthesis gas from a partial oxidtion unit after it has been quenched and shifted.
0
0
o
Feed Gas Precooling-Feed gas is cooled by heat interchange with the product and waste COp streams in exchanger El. Icing is prevented by injecting methanol into the gas stream prior to cooling.
Feed Gas Purification - After separation of the condensed methanol-water mixture, the feed gas is scrubbed by methanol in the wash column, TI. H~S and COS are scrubbed by C02-1oaded methanol in the b~ttom section of the absorber. The removal of CO^ is accomplished by scrubbing with hot regenerated methano~ in the top section of the absorber. The heat of solution due to COp absorption is removed by external refrigeration. Purified-gas leaves the top of the absorber.
• Cold Regeneration - A portion of the CO~-loaded methanol from the absorber (TI) is flashed in ~uccessive stages (D2). The flash gases are compressed and recycled to the absorber TI, so as to recover the co-absorbed syngas. The cold regenerated methanol is fed to the top of H2S enrich- ment column, T2.
4-7
|
|
|
|
|
|
|
|
|
|
|
|
|
|

1 1
II
Z o
,9=
t . u
Z,
m
: Z 'I=
¢ , ~ " U , I
' =d , , ~ t.t.,
0 ¢ ~
Z
• ,
4-s . 3 3 5
kid I ' -
" r "
...d
I - -
I , I
7.1.1
i 'm
I./d , . d 1.61
1.1.1
~,,.. i,* k61
~ v

O Enrichment - The H~S-rich methanol leaving the bottom orSthe absorber is flashed in a tank (DI), to an inter- mediate pressure. The flash gases are compressed and recycled, while the methanol solution from the flash vessel is fed into the middle of the H2S enrichment column. In order to achieve the required concentration of H2S in the acid gas stream, N heiS used to strip out COp from the loaded methanol in ~ lower section of the column. The H~S content of the vent stream is controlled by contacting i~ with sulfur-free, C02-1oaded methanol from the cold regeneration step. The sulfur-free tail gas leaves the top of the column, T 2.
o Warm Regeneration - The :H2S-rich methanol from the bottom of the H~S concentration column is warmed up against warm regenerated methanol in exchanger E4 and pumped (P2) into the regeneration column, T3. Complete stripping of H2S and
affected by a steam reboiler. The H2S-rich stream ±eavlng the top of the regeneration column is cooled and the condensed methanol is refluxed to the top of the regen- eration column. The H~S-rich stream is sent to a sulfur r@covery unit. Th~ regenerated methanol leaving the bottom, of the column is cooled in E4, before being sent to the absorber, TI.
5.0 COMMERCIAL DESIGN DATA
A summary of the design data for a "Selective" Rectisol acid gas removal system for a 250 Billion BTU/day coal-to-SNG plant is shown in Table 5-I. The feed gas is from the gasification of Kentucky #9 coal in Exxon Catalytic Gasifiers.
Table 5-2 presents the design data for a "Non-Selective" Rectisol acid gas removal system for a 125 Billion BTU/day coal-to-medium-BTU gas plant. The feed gas is from the gasi- fication of Texas Lignite in Lurgi gasifiers.
Tables 5-3 and 5-4 give the calculation of contributions to gas cost for the two design cases presented in Tables 5-I and 5-2.
• 3,?,"-6 4-9
i
i i
i i !i i
i
i i
I
O R

TABLE 5-1
DESIGN DATA FOR A SELECTIVE RECTISOL AGR SYSTEM IN A 250 BILLION BTU/DAY COAL-TO-SNG PLANT
Stream * Feed gas
Flowrate, Moles/hr 110,358 #/hr 2,032,572
Pressure, Psia
Acid gas T a i l gas C02"Vent to Su l f u r
iRecovery
Temp,deg F
2,338 3,923 16,542 83,925 163,817 727,572
Sweetened Product
i
Gas
87,138 1,039,758
450.0 26.2 21.8 17.4 432.0
120.0 95.0 89.3 89.3 5.0
0 . 05 1 . 37 " 0 . 02 0.05 3.74 0. Ol 0.21 1.63 0.06 0.01 0.02 0.01 0 .22 0 . 0 2 0.00
61 .70 93 .21 99 .89 0.08 0.00 < i ppm
37.66 0.00 0 .01 0.00 0.00 0.00
Composition (Vol Z )
CO 9 .52 H2 34 .14 CH4 32.31 C2H6 45 ppm N2 3 .25 C02 19.60 COS 18 ppm H2S 0.80 H20 0 . 3 8
i i . 9 9 43.06 40.83
23 PPm 4.11 0.01
<0.3 pPm (0 .4 ppm
6 ppm
U T I L I T Y REQUIREMENTS
E l e c t r i c Power Steam
65 p s i g 150 p s i g
C o o l i n g Water Make-up S o l v e n t
CAPITAL COSTS
Equipment ( I n s t a l l e d ) Roya l t i es
* Refer to F i g u r e 4 -2
59,000 Kw.
260,000 # / h r " 38,000 # /h r 24,800 Gpm 23,760 U/day
$ 77.1 MM (March,1979) " $ 3.7 MM (March,1979)
4-10

TABLE 5-2
DESIGN DATA FOR A NON- SELECTIVE RECTISOL AGR SYSTEM IN A 125 B ILL ION BTU/DAY COAL-TO-HED. BTU GAS PLANT
Stream * Crude gas from gas cooling
Gas Flowrate, W/hr 1,046,100
O f f gas to Product Naphtha S u l f u r Rec Gas to to
Methanation S t o r a g e
662,349 381,317
Gas Composition ( V o l Z )
CO 15.35 0.Ii 22.19 H2 4 0 . 7 6 0.08 59.00 CH4 II.16 0.82 15.81 CnHm 1 . 1 7 2.48 0.58 N2 0.29 "0.00 0~42 C02 30.23 94.02 2.00 COS 0 . 0 2 0 . 0 5 0 . 0 0 H25 " 0 .76. 2 . 4 4 <10 ppm H20 0.26 0.00 0.00
L iqu ids, W/hr
H20 HC1/HCN 100 Naph tha 8 , 4 6 9
Total Flowrate, # / h r 1 , 0 5 4 , 6 6 9
Net Water Purge
UTILITY REQUIREMENTS
E lec t r i c Power ReFrigeration Steam - I00 psig Bo i le r "Feed water Cooling Water Make-up Solvent Caustic
CAPITAL COSTS
Equipment ( I n s t a l l e d ) Royalt ies
* ReFer to F i g u r e 4 -1
8~469
2 , 3 3 4 100
6 6 2 , 3 4 9 381,317 8 , 4 6 9 2 , 4 3 4
6,900 Kw 7,glO-Kw
59,000 #/hr 27,0O0 # / h r
3 , 9 6 0 Gpm 13,200 W/day 1,776 W/d
$ 56.2 MM (4 th Quarter,1981) $ 4.9 MM (4th Quarter,1981)
r
/ ' £ .
335~ 4-11
| | | | |
m | | | |
| |

TABLE 5-3
CALCULATION OF CONTRIBUTION TO GAS COST SELECTIVE RECTISOL CASE
Coal Type Evaluator Pro~ect Report No. Date Published Plant Capacity
Kentucky # 9 (Exxon Gasifiers) Air Products & Chemicals,Inc. FE-3044-TI2 F e b r u a r y , 1 9 8 0 250 B i l l i o n B t u / d a y SNG
CAPITAL COSTS : $ MM (Mid-1982)
Instal led Equipment Contingency @ 15~
113.4 17.0
Direct Fac i l i t y Cpnstr Investment
Home-Office costs Q 125 130.4
1 5 . 6
Total Facility Constr Investment 146.0
Royalties Initial Solvent Charge
5.4 0.5
Total Plant Investment 151.9
OPERATING COSTS : $ / h r
Steam(65 psig) Steam(150 psig) Electricity Cooling water Solvent Make-up
260,000 #/hr 38,000 #/hr 59,000Kw 24,800 Gpm
150 Gal/hr
@ $ 3 . 8 5 / 1000 l b . @ $ 4 . 0 0 / 1000 l b . @ $O.05/Kwh @ $ 0 . 1 0 / i 0 0 0 Gal @ $ 0 . 5 5 / G a i
I001.0 152.0
2950.0 148.8 82.4
TOTAL 4334.2
Total Operating Cost, $ MM/yr at I00 X Stream factor : 37.9 MM $/Yr
CONTRIBUTION TO GAS COSTS :
Capital Related Operating
Total
Specific Cost, Charge Rate, Contribution, $/MM 8tu-Yr Year $/MM Btu
1.85 0.089 0.16 0.46 1.000 0.46
O. 62
4-12
, 339 . . ' , |

|
TABLE 5-4
CALCULATION OF CONTRIBUTION TO GAS COST NON-SELECTIVE ~mCTISOL CASE
Coal Type Ev-dluator Project b t No. Date P u b l ~ Plant Capacity
I Texas Lignite (Lurgi easifiers) Fluor ~-/Pa/5o38i-i i56 March, 1~32 125 Billion Stu/day Med Btu gas
C.4PITAL COSTS : = ~ (Mid--ZgE~)
Installed Equipment C o n t ~ @ 15Z
Direct Facility Oonstr Imestamt
Home-Office costs @ 12%
57.6 8.6
66.2 7.9
Total Facility Ccrb-tr Investment 74.1
Royalties Initial Solvent Charge
5.0 O.I
Total Plant Investment 79.2
OFERATING COSTS : $ /hr
Steam(65 psig) Bo i le r Feed Water Electricity Cooling water Solvent M ~ Caustic
59,000 #/hr @ $ 3.85/ l[mO lb . 227.2 27,000 #/hr e $1.5o/ IOED l b . 40.5 14,810 Kw @ SO.OS/KNh 740.5 3,9~0 Gpm @ SO.IO/ IEDO &al 23.8 150 eal/hr @ $0.55/C~%1 42.6 74 #/hr @ SiS/ton 7.0
TOTAL 1081.6
Total Operating Cost, $ MM/yr at iED Z Stream factor = 9.47 ~14 $/Yr
CONTRBUTION TO GAS IXS"TS :
Capital Related Operating
T o t a l
" 3 ~ i 0
Specific Cost, Charge Rate, Contribution, $/MM Btu-Yr Year $/NM Btu
1.93 0.089 0.17 0.23 l.O00 0.23
0.40
4-13
I |
I
|
I
I
I
I
I

6.0 ADVANTAGES & DISADVANTAGES
0 Advantages
- Methanol is inexpensive, readily available.
generally non-corrosive and
Methanol is not degraded by trace components such as HCN, NH~, CS^, COS or other hydrocarbon impurities pro- duced f~om c6a~ gasification.
- The process is attractive for applications requiring high purity product and for feed gases having a high
acid gas partial pressure. A 0.1 ppmv .total sulfur (including H~S, COS, CS^, mercaptans, etc.) specifica- tion in the ~reated gas ~tream can be achieved.
- A COS hydrolysis step is not required since COS can be ~emoved economically with the H2S stream.
- Approximately 50 to 70% of the CO 2 content in the feed gas can be recovered as a CO 2 product steam of 99+% purity.
- The "Selective" Rectisol process can produce a high H~S concentration acid gas stream, which can be sent direct- ly to a Claus sulfur recovery unit.
- The product gas is dehydrated simultaneously with CO 2 removal from the feed gas.
0
The Rectisol process also serves as a precooling step if subsequent low temperature precessing of the purified gas (such as liquid N 2 wash, H2/CO separation, liquid CH4. wash, etc.) is requlred.
Disadva'ntages
- The process flow scheme is very complex
Extensive use of stainless steel and 3.5% nickel steel due to low operating temperatures results in higher capital costs.
Solvent vaporization losses are relatively high due to the appreciable vapor pressure of methanol even at low temperatures. Hence, depending on the plant location and its size, a small methanol plant on site may be necessary.
4-14

7.O
O
Nitrogen, which is used as a stripping gas, has to be very pure(02 = 3-10 ppm) due to the following reasons:
(i) Potential safety hazards for the methanol-O mixture. 2
(ii) Elemental sulfur precipitation. (iii) Safety problems associated with the presence of
02 in the cryogenic units.
Hydrocarbon Loases for "Non-Selective" Rectisol 6, 7).
Losses, as % Component of Feed
(Ref. 4,
CO 0.3-0.5
H 2 0.1
CH 4 0.5-3 ÷
CnHm(C3 ) 55-65
COMMERCIAL INSTALLATIONS
I
I
I
I
I
I
I About 70 units have been built and operated since the 1950's by both Lurgi and Linde. The Rectisol plants built by Lurgi include those at SASOL I, SASOL II, SASOL III. A list of Rectisol units built by Linde/Lotepro is shown in Table 7-1 and the units built by Lurgi are shown in Table 7-2.
8.0 REFERENCES
I. Ranke G., "The Rectisol Process for the Selective Removal of CO 2 and Sulfur Compounds from Industrial Gases, "Chemi- cal Economy and Engineering Review, 4(5), 25 (1972)
2. Lotepro Corporation., "Rectisol Plants for the Purification of Hydrogen and Synthesis Gas".
3. W. R. Grace Co., "Synthesis Gas Demonstration Plant Program, Phase I; Trade-Off Study Report II - Gas Purifica- tion Alternatives", February 1979. DOE/ET-13402-T25.
4. Schreiner, Max; "Research Guidelines Studies to Assess Gasoline from coal by Methanol-to-Gasoline and SASOL-Type Fischer-Tropsch Technologies." Final Report, August 1978, FE-2447-I 3.
I I I I I
5. Ranke, G. and V. H. Mohr; "Comparison of Various Processes for Acid Gas Removal, "Paper presented ast the AIChE 1984 Winter National Meeting, March 1984, Atlanta, Georgia.
3~Z 4-75
I
I
I

6. Cassano, A.A. et al. "Cryogenic Methane Separation/Cata- lytic Hydrogasification Process Analysis", Final Report, February 1980, FE-3044-T12.
7. Transco Medium BTU Coal Gasification Project: Feasibility Study -Final Report, March 1982, Volumes I, II and III. DOE/RA/50 381-1156.8. "Great Plains Gasification Project", Final Environmental Impact Statement, Volume I, DOE EIS- 0072F, August 1980.
" i
m
343 ,
4-I 6 .~-,

8)
'7
• ~
ii'" o ~ , , o . , , =
I I I ~ ~ U ~ ' , . ~ , , , 0 . . , 4 : ~
o" ~ 6 .o , . o . o ~ .
~o ~-< [ ---. "°" 0 .'~Om 0 ~ ~ 0 ¢~u 0 ¢~0 m'
|
il" il
k ' m I I~ I-.¢ I.J U Q
I 4o 14
M
•
o~ 6 ~ D
"it m ~ k ~
0 I:
II II •
• • I
II 0 i , , aN
0
I I~ 0
1~. ,~ "
,w,I
0 Im l k G : l
~-'dll
o'J
I • II
~ • q,o
I | I ~ ~ 0 IIO
4.1
O ' U 0 u ' ~
0 • ~ 0 12 :1 ~ G
~ l U g
' ~ !., I I - ' ~ k
0 I : *-* 0
I U ~ U , N
~,fl U m
e O ID F,4
i
[~
~*q,4 6 m"* 0 0 U t- , ID Z~ -ml iO l I ,Ill ,I~ 0 G
I0 0 k 6 II
0
I '= ,;
k • i i
0 m ~ •
I L k • I 0 ~I
m IO ~ [.,
4-17
I r
• J
I
I I I I
I I I I I
P
m
I I

,-~ ,< 0 ~ U <
~ ~,~
• ~ . ~ . ~
O I -.0 ,-4 B
°+1 ' ++ . : " "
o p= g gNm.'+~ g , o ++ o ~ . = = . . u ® . =
if =
~. ' ~ .
~ o ~ • o o . Q ~ 0 4 : 1 . ,
I- l = ' w W
: " ~ : " : : ++.+..'+°':"=''"° 2 ~ ~ 2 ' : : ++'+.++ ! +- + + . . . , . + + . = , ~ :
| o" . , : + = " ~ L+JI l~ I., ~ ~, • ,N i l O
O 0 " ~ ~
~ K • U k " - " ',4 0 /
< +' =l ~, g ~ ~ . , k ++ + , : , = + + i ~ p,~ W 4,D • - - ;= .., .~ m o r n u = ~ = = = ,,= "=, ~
, . : . = :o~ ~" o o = • . - - - . x = . . , - , . . , . , - . - , 1~ J . ~ . ~ o o o o < J ~ : m ,,q 0 W ,~q (D ~ ' 1 ~ 0 0 ~ L" k ~'~
4 - 1 8 + 3 ~ 5

<3J
, in
0
m 0 0 ~
+! " + + + I 1.'I i lOD 0 ~" :~" D : .41,
• . o , . • + . + m'". o + .. o , , , :o . , . . . . ~ , + . + +
I i ~ l~l I~, P,J : : I I P,l PI ++ • • 0 ~ 0 • 0 0 . ~ ~"~ , ~ + ' ~ 0 : t l 0 . . . , m ~ 1 . O + l + . . k . : . - " m
o , , , , ° , , . m ~J . . m ® ~ , . . m m ~ ~,x - ~ + , : ~ . , . . m + o , , , - o + ~ 8 + : " 8 -" & '+ ~ ' + ' ® '+ '~ '
Q
d= * r J m
o ~ , k .,~
U - " m m
Q. 41
ql III I ' ) ~.
i al M
I::I ,,.* 0 ' U'J ,.,+ I k i.. ,,,,.I
; ~ , o 1 ® - , ,
I
~qlmr I
|
o o ~ =
,.,. ,..,, = ,,. 0 .- ~ -
I I '~ ~1 I~ ,~ • 0 III ~ w ~ 0 14 'm,~ ~ 0
q ~ . Q m ,,~ tJ 0 ~1 q.~,~
Q • U
• ~ 10. - k Q, el m.lm 0 e ' o ~
. I t o 0 m 113 Z ~O
L.
O R :
ID, - M ' ~
N O ~ q N
U tb Q , , M E , * I I • •
• ,3 = . * "
Q~ mc,m k,M~
: ® = : ~ . * a
i,i l , t
3'-J- 4-19

E " E
t !
. I '.-
. °
(..~ r ..,e-
E E
1
r-,- ~ "
N ~
C~ lC~ o
E E
O
I I
av
u~ ¢'~ e,-
/4 O
÷
I I
CO n~ ~J
. ° t /3
+
3Z
~3
O
÷
CO
CO C~
~0 C~ ~ 3 O3
u~
O~ ~D
C3
u l
" 0 0 ~ j ,~-
u ~ :< 0 0
u'J . ~ q -
~D
~-- q - O
" ~ E u
o . X -~.-
e - ,~.. O
• q ' - E >
U ' ) q - J : :
c
. . ~ ~ . ~
I
, ~ 4 ~ ~ ~ G:)
"E,
o =
I"--
,.,J
,3
~J
.e-
L
" r " l
0
0~ ~, C - o
[.. 0
,L
L".
~q ¢"
,5 " , . ~
,4 L I .
0 J
J
0 r '
4J
0 t~, 0 ~. . . J 0
~ Q
4~
, ~ °
~ ~
4z0

Gas- and Synthesis Teqhnology 2. G a s P u r i f i c a t i o n b y P h y s i c a l A b s o r p t i o n
2.1 Rect isol ® P roces s
TABLE 7-2,
Date of Location No. of Feedstock Components to Product for Capacity Order Units be R e m o v e d m~/day
Process/ Licensor
Plant Pressure: 22 to 55 bar
Built up to 1964: a total of 9 units with a maximum plant capacity of 6.0 MM Nma/day 1
CSSR, Raw Gas COa, H~S, Town Gas. IS,700,000 Germany, ex Coal-, org. S, NI~ Synthesis, South Africa, Oilgasification Hydrocarbons Fischer:IYopsch USSR Synthesis
1964 Republic of I Raw Gas COa. HaS. Town Gas 2.800,000 South Africa ex Coal- org. S,
gasification Hydrocarbons
1964 USA 1 Raw Gas COa H2 and CO 460,000 Recovery
1964 USA 1 Raw Gas COa, Calla Ha and CO 340~o00 Recovery
1965 CSSR I Raw Gas COz, HaS. Town Gas 2A00.000 ex Coal- org. S, HCN, gaslficatlon Hydrocarbons
1965 Yugoslavia t Raw Gas CO2, HaS, NI-~, Urea 22.00.000 ex Coal- org. S. HCN, Sy'nthesm gasification Hydrocarbons Town Gas
1966 USA 1 Natural Gas COa Natural Gas 320.000 Peak Shaving
1967 C.SSR 2 Raw" Gas CO=, HaS. HCN, Town Gas 5.800.000 ex Coal- Hydrocarbons gasification
1967 Yugoslavla 2 Raw Gas COa, HaS. NI-~, Urea 2.50d.000 ex Coal- org. S, HCN. Synthesis gasification Hydrocarbons Town Gas
1967 Germany I Raw Gas HaS, COS. Methanol 1.300.000 i ex Off- CO2 Sy'n thesls 960.000
gasificatlon
1971 Germany l Raw Gas H2S, COS, HCN. NI-I3. Methanol 4,000,000 l ex Oil- C02 . Synthesis 4,700,000
gasification
1971 Great Britain I Raw Gas CO2, HaS, HC'N, Substltute 280,000 ex Coal- org. S. Natural Gas gasification Hydrocarbons
1971 USA 2 Raw Gas COa, HaS, org. S, Substitute 14,900,000 ex Coal- Hydrocarbons Natural Gas gasification
, 1976 Indla t Raw Gas HaS. COS. HCN.. NHa. Urea 2.100.000 I ex Oil- CO2 Synthesm 2.900,000
gastficatlon
Source: Lurgi
3, S" '
literature
4-21
Lurg~
Lurgi
"Lurgi
Lurgi
Lurgi
Lurgi
L u rgi
Lurgi
Lurgi
Lurgl
Lurgi
Lurgz
Lurg~
Lu rg~
|
|
m
|
m
|
|

Gas- a n d Synthes i s T e c h n o l o g y 2. Gas lhn-ification by Physical AbSorption
2.1 Rectisol ® Process {cont'd}
Date of Location No. of Feedstock Order Units
Components to Product for Capacity be Removed m3/day
Process/ Licensor
1975 Republic of South Africa
r
1975 Germany
1976 India
1976 India
1976 India
1976 India
1976 India
1976 Germany
1977 India
1977 Republic of South Africa
1977 Japan
1978 Brazil
1978 Chma
1979 Portugal
I Raw Gas ex Coal- gasification
1 Raw Gas ex Oil- gasification
1 ,Raw Gas I ex Coal-
gas,fication
I Raw Gas I ex Off-
gasification
1 Raw Gas I ex Off-
gasification
I Raw Gas I ex Oil-
gasification
I Raw Gas l ex Oil-
gasification
1 Raw Gas 1 ex Oil-
gasification
i Raw Gas I ex Oil-
gasification
4 Raw Gas ex Coal- gasification
1 Raw Gas 1 ex Oil-
gasification
1 Raw Gas ex Off- gasification
t Raw Gas ex Coal- gasification
I Raw Gas I ex Otl-
ga.sification
CO=, H2S, HCN, org. S Hydrocarbons
I-~S, COS, HCN,
H~S, cos, HC~ CO2
H2S, COS, HCN, CO2
H2S, COS, HCN, CO2 '
HzS, COS, HCN, CO2
H2S, COS, HCN, CO2
~S , COS, HCN, CO~
I-~S,-COS. HCN, COz
C02. ~ S , HCN, org. S Hydrocarbons
H..S, COS, HCN, CO~
H~_S, COS, HCN, CO2
CO~, HzS, COS, org. S Hydrocarbons
H~.S, COS, HCN, CO=
Fischer-Tr.opsch 5300,000 Lurgi Synthesis Town Gas
Methanol 1,700,000 Lurgi Synthesis
NH3, Urea .2,4oo,ooo Lurg~ Synthesis 3,600,000
NH s- 2,100,000 L'urgi Synthesis 2,900,000
iq[-I3-, Urea 2=400.000 Synthesis 3,600,000
1NI"H3. Synthesis
2,100,000 2,900,000
N H 3 - Synthems
2,100,000 2,900,000
~ - I 3 - Synthems
3,800,000 5,450,000
N H 3 -
Synthesis
Lurgl
Lurgl
Lurgl
Lurg~
1 SO0,O00' Lur&~ 2,200,000
Fischer-Tropsch 39,600,000 Synthesm
Methanol Sy'nthesm
1.100,000 800,000
NH~-, Urea Synthesm
Lurg~
Lurg,
2,700,000 Lurgi 3,900,000
bF£-I~-, Urea 2.880,000 Lurgl Synthes,s
NrH3 -, Urea Synthesis
2.400.000 Lurgi 3.2o0,0o0
4-22

Gas- and Synthesis Technology 2. Gas Purification by Physical Absorption
2.1 Rectisol ® Process (cont'd}
Date of Location No. of Feedstock Order Units
Components to be Removed
Product for Capacity m~/day
Process/ Licensor
1979 Republic of South Africa
1979 Germany
1981 Venezuela
1981 Germany
1983 Germany
4 Raw Gas ex Coal- gasification
!T I .
I Raw Gas ex Oil- gasification
2 Raw Gas ex Oil- gasification
2 Raw Gas 1 ex Oil-
.gasification
• ! Raw Gas ex Coal- gasification
CO2, HzS, HCN, org, S Hydrocarbons
CO2
CO~, ~S, COS, HCN
~ s COS, HCN, CO2
H_~S COS, HCN, C02
Fischer-Tropsch Synthesis
Methanol Synthesis
Hydrogen
Hydrogen, Methanol Synthesis
Hydrogen÷ Oxogas
39.600,000
1,000,000
7,800,000
7,200.000/ 3,400,0O0
1.870,000
Lurgi
Lurgi
Lurgl
Lurgi
Lurgi
3 5 O 4-23
I
I
I
I
I
@I I
I

1.0
2.0
3.o
4.0
5.0
6.0
7.O
8.o
STATUS SUMMARY [
BENFIELD ACID GAS REMOVAL !
i
General
Process
Solvent
Process
Information
Development
Characteristics
Description
Commercial Design Data
Advantages and Disadvantages
Commercial Installations
References
5-I
-°

1,0 GENERAL INFORMATION
Developer: Benfield Corporation Pittsburgh, Pa. 15228
Licensor:
Type:
J
Union Carbide Corporation Engineering Product and Processes Department P. O. Box 44 Tonawanda, New York /.,I.4150
'r,.
A .chemical absorption, process which uses a hot potassium ca'rbonate solution as the solvent for removal of acid gases (C02, H S and COS) and other impurities from a varlety ~f feed streams inciudi'ng synthesis . gases produced by coal gasification and partial oxidation processes.
Conditions: Gas stream pressures in Benfield units range from under 100 psia to 2000 psia with acid gas content of the feed ranging from 5 to 50 vol%. The temperature of the rich solution leaving the botto~ of the absorber is normally between 250 - 260~F.
Applications: The process has been .applied to purifying gas streams for the following applications:
- Ammonia Synthesis Gas - Hydrogen Streams - Natural Gas for Pipeline or LNG. - SNG based on liquid feedstock. - Coal Gasification streams for High or Low
BTU Gas. - Partial Oxidation Gases ' from the Texaco o~
Shell Processes. - Reducing Gases for Iron Ore 'Reduction. - Ethylene-Oxide,-Methanol,. Vinyl Acetate and
Oxo-Synthe'sis Gases.
Process Scheme: There are four basic process schemes:
a) single-stage design; b) split-flow absorber design; c) two-stage design and d) the HiPure process. For typical coal-to-SNG appli- cations, the HiPure process is often used. Recent improvements to the Benfield process were made by Union Carbide to reduce energy consumption via the LoHeat Process. The design features of LoHeat Process can be incorporated into any one of the above four designs to reduce energy consumption. (Refer to Section 4.0 for details).
5 - 2 • 3 5 2

2.0
Status: Over 520 units have been designed and/or oper- • ated throughout the world including the instal- lation at Westfield, Scotland, which purifies the raw gas from a Lurgi gasifier.
PROCESS DEVELOPMENT
0 The Hot Potassium Carbonate Process was developed by H. E. Benson, J. H. Field and other co-workers at the U. S. Bureau of Mines~ Bruceton, Pa., in the early 1950's.
o The process was developed with the objective of purifying synthesis gas produced from coal gasi£ication resulting in a gas with high CO~ partial pressure at high temperature and containing H2S ~nd COS.
o Benson and Field later formed the. Benfield Corporation and licensed the process under the name of "Benfield Process"
As the use of Hot Potassium Carbonate'process expanded, catalyst activators were developed which increased rates of absorption and regeneration by several process licen- sors: Activated Hot Carbonate Process (Benfield), Catacarb (Eickmeyer & Associates); Giamarco-Vetrocoke (Giamarco- Vetrocoke, Italy).
In the mid 1960's, the Power Gas Corporation (now Davy- McKee Ltd.) patented an adaptation of the Hot Potassium Carbonate process employing certain independent countercur- rent solution circuits and reuse of stripping steam. This development and similar design are presently offered as the Benfield HiPure Process.
0 Latest improvement to the Hot Potassium Carbonate processes is the reduction in thermal energy requirements via the Benfield LoHeat Process.
" 353 5-3
B I B B II I
01
I
I I I I I I I I

3.0 SOLVENT CHARACTERISTICS
0
0
CO 2 and H2S Absorption
The absorption-regeneration reactions of H2S and CO o with activated hot potassium carbonate solution can be hepre- sented as:
, K2C03 + H2 s
K2CO 3 + CO 2
KHCO~,: ~ + KHS t
+ H20 --~---~ 2KHCO 3
of H2S and COp over the solution and concen~rations of KHS and
Equilibrium pressures increase With temperature KHCO~. Because KHCO~ is formed when either COp or H~S is absorbed, their equilibrium pressures over a sSlutio~ are interdependent and must be carefully considered. When the COo:H~S ratio of the feed gas is greater than 8, a reason- able ~stimate of capital cost and utility requirements can be made by assuming total acid gas to be only CO 2. Since H S is more soluble than CO^, its content in the purified g~s will be reduced to a g~eater extent than that of C02, and thus nearly complete removal of H2S can be obtained.
Selective H2S Absorption
Since H~S is more soluble in the activated hot carbonate solutio~ than is CO^, H2S is absorb.ed and stripped at a faster rate. Operating conditions can be selected such that an HoS absorption rate 50 times that of CO O can be achieved. ~ Generally, H2S removal of 90 to 98% is ~ossible while CO 2 removal can be restricted to 10 to 40%.
COS, CS2, Mercaptans and Thiophene Absorption.
COS hydrolyzes in activated hot potassium carbonate solu- tion:
COS + H20 ~ H2S + CO 2
The reaction rate is slower than that for CO 2 absorption, but the reaction will proceed to completion. The rate of hydrolysis is only slightly dependent on solution conver- sion to KHCO~ or KHS but is highly dependent on tempera- ture. COS r~moval to I ppm level can be achieved in a slightly different process configuration for systems opti- mized for CO 2 and H2S removal. In the presence of acti- vated hot po~asslum carbonate solution, the CS 2 is hydro- lyzed fn two stages:
CS 2 + H20 ~ COS + H2S
COS + H20 ~ CQ 2 + H2S
5 - - 4 . , . . 3 5 4

Since an additional step is involved, CS 2 is absorbed at a slower rate than COS.
Mercaptans are slightly acidic and react with activated hot carbonate solution as follows:
K2CO 3 + RSH ..... --~ RSK + KHCO 3
Absorption is rapid but proceeds only to a limited extent.
Thiopene would not be expected to react chemically with activated hot potassium carbonate solution.
o Ammonia and.HCN Removal
The absorption rate of NH~ in activated hot.potassium car- bonate solution is high, ~ut the solution capacity is low. The degree of removal is dependent on the concentration of ~mmonia in the feed gas and the solution circuZation rate.
HCN reacts r.eadily solution:
with activated hot potassium carbonate
K2CO 3 + HCN ..... -~ KCN + KHCO3
Removal efficiencies are expected to be as high H2S.
I
i il
I
I
I
I as that for I I
Heavy hydrocarbons do not react with or degrade activated hot potassium carbonate solution. However, hydrocarbons condensates should be avoided since they can initiate foam- ing.
355 i
5-5

0 Relative absorption capacity and Activated Hot Carbonate solution (Ref. 2).
rate 8~ at 230
absorption into is given below:
Component Relative Capacity Relative Rate
~CO 2 , 1
H2S 1.41
COS Hydrolyze
CS 2 Hydrolyz 9
CH3SH O.03
NH 3 O.lOi
J i
i
1
3.6.
.36
.I0
1.2
3.5
Capacities measured to an Rates measured at solution partial pressure of 2 psi.
equilibrium partial pressure of 2 psi. loading equivalent to an equilibrium
5-6 o. :

4.O PROCESS DESCRIPTION
The Benfield Activated Hot Potassium Carbonate Process employs conventional packed or tray towers. A flow diagram of a single stage process is shown in Figure 4-I. Both the absorb- er and regenerator operate isothermally at a temperature near the solution's atmospheric boiling point, normally about 230°F. The process gas to be purified is introduced at the
, bottom of the absorber and is contacted by lean solution flow- ing couhtercurrently downwards. Rich solution is withdrawn at the base of the absorber and is regenerated while passing downward through the second tower against a rising flow of steam. Stripping steam is usually supplied from a process gas or steam heated solution reboiler. The regenerated or lean solution is then recycled back to the top of the absorber. The CO~ level of the purified gas can be reduced down to I% with this process configuration.
A number of process yariations are available to achieve higher degrees of purification, to satisfy specific process require- ments.
0 Split Flow Process (Figure 4-2) - In this process configur- ation, the bulk of the hot regenerated solution is intro- duced to an intermediate point of the absorber. A portiQn of this solution is cooled down to between 160 and 200-F and fed to the top of the tower. The lowered equilibrium pressure of CO~/H2S over the cooled solution allows a much higher gas purity to be achieved. The CO 2 content of the purified gas can be reduced downto 0.1%. The solution is regenerated in a conventional single column.
Two-Stage Process (Figure 4-3) - In this system, both the absorber and the regenerator are split into two distinct sections. A major portion of the regenerated solution flow (semi-lean solvent) is split off from the mid-point of the absorber. The remainder is stripped more thoroughly with the total steam flow. This lean solution is cooled and then fed to the top of the absorber. The unit can be designed to achieve a typical CO 2 concentrat.ion of 500 ppm in the purified gas.
O Benfield Hi-Pure Process (Figure 4-4) - This pr@cess uses two independent circulating solutions in series to achieve a high purity product gas. , The process gas is first con- tacted with normal Benfield hot carbonate solution in the primary absorber followed by contact with an amine solution in the secondary absorber. Bulk acid gas removal occurs in thebottom section of the primary absorber employing Ben- field activated hot carbonate solution. Final acid gas cleanup occurs in the top section of the secondary absorber employing amine in a separate circuit at a reduced tempera- tures. Regeneration of the amine occurs in the bottom section of the secondary regenerator while the activated Benfield solution is regenerated in the top section of the
°,
3ST 5-7

FIGURE 4-I (SOURCE: REF. I)
BENFIELD PROCESS SINGLE STAGE ABSORBER
TYPICAL PURITY TO ,1% C O 2 : /
ABSORBER
FEED _ GAS
PURIFIED GAS
&
'1
RICH SOLUTION
IIIIIIII
ACID GAS
\ / \ /
REGENERATOR
LEAN SOLUTION
TYPICAL APPLICATIONS Natural Gas
SNG
Ethylene Oxide
5-B

FIGURE 4-2 (SOURCE: REF. I)
BENFIELD PROCESS SPLIT FLOW ABSORBER
TYPICAL. PURITY TO 0.1% CO2
PURIFIED GAS
A
,.so~.E~/ \
X FEED GAS
RICH SOLUTION
ACID
I
LEAN SOLUTION
TYPICAL APPLICATIONS Ammonia Synthesis Gas
Hydrogen
Natural Gas
•,3~:9 5-9
II
i l !!
II it
!!
!1
k
!1 I !

FIGURE 4-3 (SOURCE: REF, I)
B E N F I E L D P R O C E S S T W O S T A G E R E G E N E R A T O R
T Y P I C A L P U R I T Y TO 0 . 0 5 % C02
ABSORBER/
PURIFIED GAS.
A
Z \
FEED.__.~ GAS
\ /1
X / ~J
RICH .SOLUTION
k,
%_ SEMI- LF.AN SOLUTION
ACID GAS-
" _ t ~
REGENERATOR
w REBOILER
LEAN SOLUTION
TYPICAL APPLICATIONS Ammonia Synthesis Gas Hydrogen
Coal Gasification
5-10 • 3 G O "

FIGURE 4-4 (SOURCE: REF. l)
BENFIELD HiPURE PROCESS UNIT
PURE GAS & /
i
TYPICAL PURITIES TO < 50 PPM CO2 -' < 1 PPMH2S
SECONDARY ABSORBER
J '
SECONDARY REGENERATOR
REBOILER
m m m m
HEAT
FEED GAS
ACID G A S ~ .
- - - ' : " : """" T _ " " " I_ ABSORBER ~ - - - -
L PRIMARY
REGENERATOR
REBOILER
i m
,_X
TYPICAL APPLICATIONS Natural Gas for Pipeline LNG Pretreatment
• 8 8 1 .- 5-11
!!
II
I!
II !!
!1
!!
I! v
! !

I i ~ l ,
_~ __,
m
U
u_
5-12
I ' III J 3
,. 3 G 2

5.0
primary regenerator. Stripping steam used to thoroughly regenerate the solution flowing in the amine circuit is reused as stripping steam in the top portion of the regen- erator. Purified gas with I ppm H2S and 50 ppm CO 2 can be obtained with this process.
O Recent improvements to the Benfield Processes were made to reduce the regeneration energy consumption via the use of the LoHeat Process. In the LoHeat design, rthe regenerated lean solution is ~lashed at a lower pressure. The steam flashed off is compressed and used directly in the.reboiler to strip the CO 2 and H2S from the rich solution. Either thermocom-pressors (steam ejectors)" of mechanical compres- sors can be used (See Figure 4-5). The net effects are:
- Less outside heat required for the same regeneration and the same product gas purity;
- Required reboiler surface area is decreased, and
- The acid gas and lean solution cooling duties are decreased.
COMMERCIAL DESIGN DATA din. A set of commercial Benfield HiPure acid gas removal system ~ . design data for a 250 Billion Btu/day coal-to-SNG plant is shown in Table 5-I. The feed gas is from the gasification of N. Dakota lignite in the Westinghouse gasifiers. Table 5-2 mm gives the calculation of contribution to gas cost based on | design information given in Table 5-I.
• 363 5-13
01 I

TABLE 5-i
.DESIGN DATA FOR A BENFIELD AGR SYSTEM IN A 250 BILLION BTU/DAY COAL-TO-SNG PLANT
Stream * " ' Feed g a s
Flowrate, M o l e s / h r 71,126
P r e s s u r e , p s i a 406.0
180.0 T e m p , d e g F
Composition (Vol % )
CO H2 CH4 C2H6 N2/AR C02 COS H2S H20
13.35 41.38 5.97
0.46 36.60 0.03 0.36, 1.85
Acid gas , S w e e t e n e d Gas
5 6 , 6 0 6 4 3 , 5 7 6
15.7 4 0 4 . 0
I 2 2 . 0 1 2 2 . 0
0 . 0 6 . 0 . 2 5 0 . 0 3
0 . 0 0 4 5 . 9 8 0.00 o . 4 a
5 3 . 1 9
21.71 6 7 . 2 2
9 . 7 ~ "
0.75 0.05
1 ppm 4 ppm 0.57
UTILITY REQUIREMENTS
Elec t r i c Power Steam
60 psig Cooling Water Make-up Solvent
CAPITAL COSTS
Equipment ( Ins ta l l ed ) Royalties
1 0 , 5 0 0 Kw
7 9 5 , 0 0 0 # / h r 4 2 , 0 0 0 Gpm
5 1 G a l / h r
$ 48.5 MM (Mid-1982) $ 2.9 MM (Mid-1982)
* Refer to Figure 4-5
5-14

TABLE 5 - 2
CALCULATION OF CONTRIBUTION TO GAS COST BENFIELD (NON-SELECTIVE) SYSTEM
Coal Type Evaluator Project Report No. Date Published Plant Capacity
CAPITAL COSTS :
Installed Equipment C o n t i n g e n c y @ 15Z
Direct Facility Constr Investment
Home-Office costs @ 12%
Total Facility Constr Investment
N.Dakota lignite (Westinghouse Gasifiers) Kellogg Rust Synfuels,lnc. None ! None 250 B i l l i o n B t u / d a y SNG "
$ MM (Mid-1982)
48.5 7.3
55.8 6 . 7
62.5
Royalt ies I n i t i a l Solvent C h a r g e
Total Plant Investment
2 . 9 2 . 4
67.8
OPERATING COSTS :
Steam(60 psig) E l e c t r i c i t y Cooling water Solvent Make-up
$/hr
795,000 #/hr @ $ 3.85/ I000 lb . 3060.8 10,500 Kw Q SQ.O5/Kwh 525.0 42,000 Gpm Q $0. I0 / I000 Gal 252.0
51Gal/hr @ $ 2 . 0 0 / G a l 102.0
TOTAL 3939.8
Total Operating Cost, $ MM/yr at i00 X Stream factor = 34.5 MM $/Yr
CONTRIBUTION TO GAS COSTS : Speci f ic Cost, $/MM Btu-Yr
C h a r g e R a t e , Y e a r
Cont r ibu t ion , $/MM Btu
Capital Related 0.83 0.089 0.07 Opera t ing O. 42 I . 000 O. 42
Total 0 . 4 9
5-15
3G5 "
|
I
I I
I I
I
I
I I

6,O ADVANTAGES & DISADVANTAGES
o Advantages
- Low cost non-proprietary chemicals are used. - The solution is stable, hence no solution reclaimers
are required and no fouling of heat exchangers and column internals occurs.
- Rich/lean solution heat exchang@rs "are usually elimi- nated.
- Process gas coblers before acid gas removal are some- times eliminated because hot gases can be treated. This results in improving the overall thermal efficiency, although the regeneration steam requirement is relative- ly high as compared to other AGR processes. Low solu- bility of process gases minimizes product losses.
- Most of the equipment can be of carbon steel construc- tion.
- A COS hydrolysis step is not required since the majority of COS is hydrolyzed to H2S in the hot carbonate solu- tion.
o Disadvantages
- The Benfield process generates a very low H2S concentra- tion in the acid off-gas stream to the sulfur plant, hence requiring a more expensive sulfur recovery facil- ity.
- When the CO content of the feed gas is high, or at high temperature, CO will react with K2CO ~ to form potassium formate (KCaOH). A small purge stream is necessary to remove the formate and fresh carbonate solution makeup is required.
o Hydrocarbon Losses= (Typical) (Ref: 3, 4, 5)
ComPonent Losses~ as percent of Feed
H 2 <1%
CO <1%
CH 4 <1%
C2H 6 < 1%
5-16
• °

?,0
8.O
. ~ i~
COMMERCIAL INSTALLATIONS
A list of all the Benfield Activated Hot Carbonate Process Installation is shown in Table 7-I. (Source: Ref. 3)
REFERENCES
I. Bartoo, R. K., "The Benfield, Process for Acid Gas Remov- al '~. Paper presented at the AIChE 1984 Winter National Meeting, March 1984, Atlanta, Georgia.
. Parrish, R. W., and H. B. Neilsen, "Synthesis Gas purifi- cation Including Removal of Trace Contaminants by the Benfield Process". Paper presented at the 167th National ACS Meeting. Division of Industrial and Engineering Chem- istry, Los Angeles, California, 1974.
. Personal Communication with Union Carbide Corp. Engineer- ing Products & Processes Division.
. Cassano, A. A. et al., "Cryogenic Methane Separation/Cata- lytic Hydrgrasification Process Analysis", Final Report, February 1980, FE-3044-T12.
5. Kellogg In-House d a t a .
3G7 I
.2 5-17

, - I ~.1 I ~-, g
I.I,I I , - i = :
v~, : I f f i l l : I f I I I I I I I I I I I I I I : : I I I I I I I I I I I T g l ~
, I.q " ~ ( : ' ~ ~ .:= ,-~
I ' ~ l ~ l I I I J I I t I I i ' m I I | I I I I I I I I ,,,I I I I I I I I | I I I I I I I I ~ I , ~ m ~ I I | I I I I I I I N I I I I I I I I I I { I ~ I I I I I I I i I I l u l l I I I I
' : ~ I ' . . • : " ~ ' ' . ~,1 , . v " I - I - 4 ~,'~ . w ~ ' i
• • • • • I ~ l ~ • ~ 1 • • i • t • • • i ~1 • • • i ~ 1 i, • " J
5 j - ~ ~_ ~
h
" ' ~
,...... ~., O ~' I ~ d , . . . . . . . . . . . . . . . , . . . . . . . . .
e4~:. I~ ~ ~-- ================================ ~ ,.,
l I,,.. I - . U!
m,.
o
..,I
: = = a = = = = z . = ~ ~ :
~ m ~ = ~ = = ~ o - > ~ : ~ . ~ o o ~ . ~ o z ~ ~ . .
o ~ -J, I~
Z N N
" z
l . s
I'M I
W
5 - 1 8
%

v v v ~ ' v v v ~ v v v v ~ ~.¢ v ~, v ~ v ~" ~-~" v ~ v v v v %me V ~ V %¢ ~ V V V ~ V V V V V '
eL ~. ~L ~L
I I I I I I I L IbJ I I I I ! I I I I I I I I I I.U 1 I | | I I I | I I I I I I I ! I !
b l bel b%
I 111111"1 L~I , l l i l , ~ l , I , i l l I , ~ I M | , , l , l l , , I | , , I l , I , ~OIMI~J~ I I , , , l l I l I IiI l , I I IM l I I I l ~ I I-- I l , l I I I I l I I I ul I
~ 1 . ~ n ~ . . m . = v = 1
• • • h [ N N N ; , * N N N ~ ' . ~ " N N N N N N N N N N N N ~ N N N ~ N N N N N : I N = N N N N N N N N N N N ~ I
. . . . . . . I ~ I . ~ . . . . . . . . . . . . . . . . ~ , . . . . . . I~I . . . . . . . . . . . . .
U I I $ I ',/I . ~/I eL ~ .
N I " l . ~ . ~ . . . ~ , ~ . , , ~ . . . ~ . . . . . . . ~ N ~ ¢ ~ . . ~ . . ~ . . . . . . . . ~ . .
,r l ~ , , M ,~1 '~1 ~ ~ '~1 ,elC~ v
~ - ~" ~- Z = ~ " . . m ~ ' - " - " . . J ~ " m z = . . = m . ~ ' ~ ' Z m z - " . ~ ' Z
>~! ozo-~oo = z o o z ~:o~ o o . z = ~zo z o o ~ oo z z o ! i - i > > > > t - ~ - ~ ~" : ) - > ~ = ,- x = ~ - i . - , . , x = ~ . e ~ ' - - : . > x ~ - - - = = : , . ~ :
i..I ,-.e 0,. ~ { 6 . • ~,, i1. ,.,e
o . . _ o
I I - h
I
1,6 1.6 Iz. ~ . O
• ~ ~= ~ ~,-Z ~ N (.;
| °Z m (~ ~ O o ~ ~:_I~ ~:~- ~ - ~ - ~ o .-,0 . :3: . ~ , ~ .
I
I .- !- , I - - I ~ LI. | Z U1 . . I Z I ~ . J ~ I - - I - 0 Z Z
Z ~ , ) - ~ U l ] E U ~ ? I ~ 1 Z I~l . I ~11zl = ~1 (:l. ~.- ~.~ . , - , I-- 0 U U,I U,I ~" (= b l E: ~ , . I , ' ~ Z N
~ ~ ; 0 0 ~ O , q I - Q. n,' I - - I ~ 0 0 Z : (a ~ I~11-- I-- ~,' . . I ,,., ,-,, W ~ . . I I... I-- I.,- '~ ,-~ .~ 0 0 ) - ~ vO "I"
~ G . . . . . ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ~ ^ ^ ^ ^ ^ ^ ^ ^ ^ ^ ~ ~ M ~ ~ ~ ~ T ~ O ~ N M I
t Z
3 6 9 . : , 5-19 t
!1
I
I i i l
II
I ! !

M '
n- Q.
. J
.J
W
f, , 0 U
.J b~
.11. Z I l l
h i I F" I (3 I
0
=
=
N
O
O4 O (.}
Z
N O U
~ . . . . ~ ^ ^ ~ ~ ~ ~ ~ ~ . ~ ^ ^ ^ . . . . . . . v v v v v ~ v ~ T v ~ v ~ v v v v ~ v V v v ~ v v v v v v v v ~ v v v v
n ~ ' L ~, ~ n- I~ , n _ ~ I~.. 0,. ~ ~,,, ~
I 1 , I I I , ' , l , I I I I , I I I I , I , l l i l , l i , l I l I l , , , I l , , M f V l ' l ~ , I ~ , ~ . . I ~ , , l l l l I I ~ , ~
lelV ~
I~1 i'~ ..I , . I f , .~O kn l .h
. ' ~ , ~ ;,~ ,~ ,~ .~ , ~
l lllll,,.,.,~.-,"o<"i<~llllllll,.,~ m L I l
I - I -
. I I I I I I I I I ~ I
~ m e e e ~ e ~ e e ~ e N C e ~ = z . . . . ~
g ~
= = =
~ l l l l l l l ~ l ~
~ 0 0
~ ~ , ~ ° ~ .
, , . ~
~ ~ Z ~ .
" ~ ~
• ~
~ e ~ ~ ~ . ~
~ ' ~ N I ~ ~ ~ N ~ ~ $ ~ ~ ~ ¢ ~ ~ ~ { ~ I . ~ . ~ . . ~ . . . . . . . . .
~ , ~E ~ ~ o o o o . ~ ~ o o o o = z o o o ° ° ° ~ . - ~ ± ~ ± ~ ,
W W Z i , q
%. I n,,
I . - U I
= 0 M
U 0 J
W Z
O
I - Z
5
= =
o o> o
o o = ~ o = = : o = o o = ~ = = = = o o o o o = = = ~ = = Z ~ ~ Z Z Z ~ Z
~ U U U
i - ii ~ Z ~ ' : - - ~ . ~ . ~ ~ ~ . N
v O N ~ ~ ~ ~ ~ ~ 0 ~ ~ . ~ . ~ . ~
~ ~ ~ ~ ~ N ~ ~ ~ ~ . ~ ~ ~ .~
5-20
= 0
tA
ILl
Z 0 U r,"
• 14.1
I-" 0
~n
Z ,~ ° e,,
Q. = 0
I - U
o. N 0 0
0 U,I
~ v
Z
0 Z 0
e~ W , ~ >" Z
I,- U U ~
0
I,- W
?,, U ~
e~ 0 Z
Ul
Z o ~
Z 0 N l,-m
I m ,,w, .-,," b..l I~
,.n 8 u~ ~. m.m
v
N I
! 1,-

hi I
-m
I I I
.=
E E =
1 1 1 1 1 1 1 5 t i i I I I I l l i i I I I I I I l l l ~ l l ~ l l l l l l l l l
I I I I I I l l l M I l e e l l 1 1 1 I I I I I l 1 1 1 1 ~ 1 1 ~ 1 1 1 1 1 1 1 1 1
I I l ~ l l l l l l l l | i l l I I 1 ~ 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ~
I I I I I I I I I I I I I I I I I 1 | ~ 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ~
e o l l l l t l e i l t I l O O t O i l e • l ~ l e l l e @ e e l l l e l l l ~
1
d
W'
QMM~QQNQMMMQQQNQMQQNQQQ~:QQNNQQQQQQ~QMQ~QQ:~ =============================================== ~ e ~ M ~ @ N N N . N ~ ~ e ~ ~ e ~ M Q M ~ M ~ N ~ M ~ ~ ¥.
7. Z = Z Z ~1~1 7. Z = = Z Z = Z Z 7. Z I.Id ~ Ia.I l~l ( : IJJ LUI=: mm E E E RJ LIJ I.d 1,1.11, IJ (~: X i~1 I~1LLI l.d ~: I~t I,~1
&
~.,w' o : o = = : o o:== o . = o o : = o = = = : = : ~ , m ~ 0 m~ m ~ O O . . m,, ~, c ~ m ~ O ,y ~ , , O m ~
Q.
- : = ,o,,,
°-oooooo=~ O ~ O O O :
i.d
I,W
i U
Z 0 U
m
~ . =mw=.w. ww=w==~z=w
0
W L~ - ==~.~
~ . J . I =~ .=I : .J =I - I
I-- .~ I - 0 ~: v v ~:=ZZr"~ " . : .@:::Q:~Z:=::=~- "~ .=:ZQ:=:,.~ .,~ .Z~'~Z===:
G G G G G ~
> >° g i o..:o.~'N =
0
G V
U
8
i n
G
el U
t~ • Q=- I=
k -
i - WI w ~ W
- P.
E r~ 0 Z
W
Z l , 0 ~
- I
Iv Z ul W
u, .3 I11 N !
W ! I,- 0
t =
• ~ 7 ~ .- 5 -21 %.
I !
II
I
i !
m l
I i l
II
II

I
!
( :
h i 1
I ¸
o
N
=
U1
3
N { ) (a
i - I
N
U
I~1 1 N I
I MI I "If
v v v v v v v v * ~ v v v v v ~ v v ~ ~ J ' ~ ~ v v v v v v v v ~
I I I I I I | I I I I I I I I I I I I I
=..-m E Q. Q. r,_ O. a - Q.
I I I I I I
=
I I I I I I I I ~ I i I I I I I 1 ~ . ~
o O
o
I I I I I' I '1 I I I I I ~ ~ I I I I I I I I I I I I I I I ~ l l l l l l l l l d l l I ~ { ~ l l l l l l I I I I I I I I I ~
O O O ~ O O O : ~ . ~ O ~ O ~ I ~ . O . ~ O O O O N ~ O ~ O
o o o o o o o o o ~ . . . . . . o . . o o o o . . ~
O 0 0 Q O 0 0 ~ O N M ~ Q ~ N O N N ~ M M M @ M M ~
m
~L
I I I I~ I I I I I I I I I b~l I I ~'~ I I I I
.I .d u u
ml .,I
I I I I I Q I I I I 14,11 I I hl I r ~ I I I I
I,-
Q.
O
N h i
N b l %
(:3 I--
e~ I -
O
O o o
= = = = . : : - - = -
N h .
IT" " Q : Z
. ~= :=G v ~ v v v v v ~
e e e ~ e e e e N ~ - - - z = = = ~ =
o u
d
t l l m
o
u r . )
ai • ~.1 ,el
. . ~ ~ = ~ . ~ ~ ~ ~ ~ ~ ~ ~
O 0 0 0 O O 0 ~ ~{wN{U O O ~ O ~ : O
. . . .
z o
e,,
O u
, o
v
Z ° m,a
r,, Q~ ~J
Q. o
b - (,,i
0= u m_ o
c t . I J J
~ v
Z
Q Z O
W
W ~ Q
O
I n u u i lg
o [,..
w 1,_ w
u
o M w
~,,q : w , . I i1~ . 1
$ o w4
~ Z
~q
~ ,
w ! I--
5-22 ' 3 9 2

v v v v v v v . . ~ v 4 ~ , v v v v v v '4~. v v v v v v v v v v v v v - . l ~ v v v v
I = = = = = = , - =
I I I I I I I I I | I ! I I I I I I I IM I I I I I I I I I I I U , I U i I ~ 1 ~ 1 ~ 1 I I I I I I I I I I I I I ~ I I I e I I I L.~I I I I I ~ I I I I I I I I ~ I I f f l I I U ' l b ~
u', ~ e Q Q I ,.I r,- . J , . l
{J (.,)
~ I ~ ' ~ I I I ! I I ! I ! I I I ' H I I I ~ I ! ! I ! I | ~ I | I I I | f i N | [ LD I I
r - I-., I-,.
' I.?I VI (6
- - - - ~ ' = = Q - = = E = ~ . O . ~ . { I . I ; I . ~ . r ' O . A Q . E ~ ' ~ L E E O . z ' O . = ~ - , ~ , .
- - , , . U1 . , . . b lL~ l . Z ~ l . h I . f l Z V I . . .
"~ ' " I . . . . . . . . . . " " ~ - ~ . z z = = = = - " z z ( : z Z
,,=, ~ I . .R = == = == ~ o o : = °
I ~ ' ~ ~ ~ " " " " ~ ~ u~ ~ ~ a~ a : * " ~ " ~ '= ' U t " 0 " O 0 " Ca " U " " U U -" ' " - - - Z ~ ~ 0 ~ , , , , ~ Ld , - , ,,,,,, ( ~
~. , ,a~ . . , #,- r . . a g . ~ , - - , ~ . , . ; E ~ - ~ : ( . a Q l , - - LI . I I : Z l - r . E . . U J U ~ { ) L Q Z ~ ' O ' r Z Z "r"t'"r~,-I-~;~']~_lO..J.,!.l.J.,t~:bjl,d . J : ) , . ~ L , J . __11 . . JI.i..~OO~.~:t~.jl..l~:.jO.L~L~ ~ j
)
~ . ua , ] c a r r.a ur~ Q LU ~ - - r - " I~1 f ~ i - : E O I ~ - - I . . I {1: E I - - I~1
~ - m _ ~ L - ~ , i ~ i ~-~ • I - - . I.- U l l / l O . - - O ~ Z ~ ' . . l . . I 0 O U l ~ l . , d : ' z ' 2 m
~ = : ~ = . . " " = = - ' , ' = : = z o ~ , , ' o a = o , , , : = , . , , , , = . ' = = , , . . . o . ~ -
- ~ G ~ ~ ^^~M ~ ^ ^ ~ ~ ^ ~ ~ ^ ^ ~ G . . . . . ^ ^ ^ ,
.3 3 5-23
II
I I i I
i II
I II
II
I F
I

I
II
II
,}
.~_~ ~ , ~ ._..~ _~' ~.~,. ~ ~ , ~ ~ -, • ,,. r- " 1 , - ,-,-. ~',.. : " " ' ' ' ' ' ' ' ' - ' ~,. I ll. ll,-ll I I I I 1 = = 1 , . - I 1 , , I , l l l , . - , l , l l l , , - . , , , , , . . . , I
. . . . . . . . ,..,- . . . . . ,,, ,,~ . . . . . . . . . . . ,... ~ : ~ , ~ , ~ , ~ , ~ ~ ~ . ~ ~ ® ~ ~ ~ ~
~i~ ~i~ , ~ ~I~ q~ , ~ ,~, ,~.
~'~ " ' ,,, ~ ~ ~J ~ , ~ , , , . ",,, ~ • | ; ..,, .., . .., . . ,o . . , .., .., .., ,,.
. . ~ . . I,,- . . . . . I m . . . . I , . . .I,,,,, . . . . I'D o . . . . . . ~ .
• - ~ - ~ ~.E*~- EE E - E E , . , . E - - , . - E E E - , . - , . E ~.,. . . E,. E, . E E E - , . ~ I: , , . g E • I ~ a l,,.,~ml.,,l.,.l.., 11..i.. i - , i,., i,,. t,..t,~ l , - i . . , i . . . i = . i~ i . . , i . -~. . i . , . ~.. i ~ t..,l.,, i,.,
I • • .~,~ • ~ . e., - , . . C ( , ~ I ~ I , .~ f ,W~.~ ,.9 . , .~ . . , - " , ~= I:~
,i,,,l '~I ~,,,.~ ,..s ~I. ~ ,,~i e6 s,.i s.$ ..,.$ ,~,.I ,=,i~ ~,J, ~m.i ~,.~ ,~ s4 ~i ~ ~'~,i ~. .~.~ ~ I=,,.
° , . , = - "
" , . ~ ~ ~.~ ~.,. = ~,.,... ~ = ~ ~
-
~.. ,d ~ ; ~ ( ~ " I-- ~ " 1 ~ ~ ~ ' ~ ' , 3 0
• "" ~ ~ o I " ~ . ~ , . l ~ ' , C ~ , ~ ~ • " ~ ~ . ~ ~ ~ ~" I 'm . 1 ~ ..It I ', ' " " - - ~ ~ U ~ . . I.~1 U I . L ~ I b , . ' Y ' " ~ U 1 . . . U,J
t.., Imm~.,~O.G.t/t:~.),~.OI;U"l'~3-;;l~.l--~-,,~~~>~~>~~. . . ~ ~ ' " . , ~ . ..
, - ~.. ~ n ; ~ ~ U ~ ' ~ _. , x n v t ~.. ,.~
' • N ~ ~,q CI~ :3 v ~ . ~
I " i ~i. ~ i n- ~L Oi. i=" ~. ' ~ '~ - ' ~I, ~Z ~ ~ i " Idl ~ "~ ,.r. ~,. ml '~ 't,3 ~ 2[ U,. I-- ~1. ~ ~., ,.~ "..~ ~ ~ Ul U1 ~.~ .,~.. ~ . . ~ ~l~ ~ ~l~ ~ ~ N ~
ml
Q o~t,.
t a
a. 3 U
i.,11
- . . ,
Q
IN , , i I,d
eo*" Q U
8~
, - ,m l
5-24 37~i :"

{ I
~1 I l l l : l l
N
= l l l l l l l o
~ 1 M M M N M M N
~ { N N N N N M
~L
i i i
=. 8
8 ~ 8 ~ 8 8 8 ) ~ i =-=o===° °,o ~
) i " " ° ° "
= __.I t,/d !
~.]
, . . . M Z
¢
~88 - f = , l . . ,
~ r r " I. . ~,_ O. nL
LI. I.=, - - W d ~ t,g W W ~1 o,, ~" 7,
=-, ~ 0( ~ ,O N " '
~ "4 N M ~l' W'l
P'I Iw1M r,t f,,I M p.~
I
.=~ t.,,
v
I N ,
°
3 7 5 • ; 5 - 2 5
l

' t i
STATUS SUMMARY
CNG ACID GAS REMOVAL PROCESS
1.0
2.0
3.O
4.0
5.0
6.O
7.0
General Information
Process Development
Solvent Characteristics
Process Description
Commercial Design Data"
Advantages and Disadvantages
References
--I ~ 3 ,6

1,0 GENERAL INFORMATION
Developer:
~icensor:
Type:
Consolidated Natural Gas Research Company Cleveland, OH 44106
Consolidated Natural Gas Research Company Cleveland, OH 44106
The CNG process is a low temperature physi~c~l absorption process that removes acid gases (C02, H2S, COS) and other trace contaminants from meaium to high pressure.gas streams con- taining substantial amounts of CO 2. The pro- cess has three novel features:
(i)
(ii)
Absorption of sulfur-compounds and trace contaminants with pure liquid CO 2.
Regeneration of pure CO 2 with simulta- neous concentration of HpS and trace contaminants by trip le-poin~ crystalliza- tion.
Conditions:
(iii) Absorption of CO with a slurry of organic liquid containing solid CO 2.
The sulfur absorber operates at -67°F, slightly above the triple point. The feed gas pressure can range from 300 to 1500 psia. However, the CO 2 dew point of the feed gas must be above the trlple point temperature. The feed gas must have a CO partial pressure of at least 75 psia. Th~ triple-point crystallizer operates at pressures and temperatures near the triple point of CO 2. The CO 2 absorber operates at temperature ranges between -67°F and -112°F.
Applications: The CNG process can be applied to process gas containing medium to high CO 2 content, e.g., synthesis gas produced by coal gasification, heavy oil partial oxidation, and natural gas in enhanced oil recovery projects.
Status: The process is currently at the bench scale stage of development. Future plans call for a 2-3 ton/day Process Development Unit (PDU).
• ,•
6-2 377

2.0 PROCESS DEVELOPMENT
o Development work on the CNG acid gas removal process has been sponsored since 1973 by the CNG Research Company
O
"O
A U.S. Patent 4,270,937 was filed in 1979 and was accepted in June 1981.
O
Since 1981, the CNG sored by the U. S. Company.
To date, an extensive lated which includes:
Department
(i)
process development work was co-spon- of Energy, and CNG Research
(ii)
(iii)
process data base has been accumu-
Vapor-liquid equilibrium data for binary systems of COk with sulfur-compounds and with ethers and ke~ones, and multi-component systems including hydrogen, carbon monoxide, methane, carbon dioxide, and hydrogen sulfide.
A bench-scale slurry formation and melting apparatus which provides data on slurry pumping and on rates i of slurry formation and melting. m
A bench-scale closed-cycle triple point crystallizer i m which provides data on rates of crystallization and
~gmF ~ i melting and on separation factors attainable in a single stage of crystallization.
SOLVENT CXARACTER28TICS
Physical and Chemical Properties of CO 2
Triple Point Subliiation Temperature Specific gravity liquid @ 67°F Viscosity @ -67oF Surface Tension @ -67°F Molecular Weight Heat of Fflsion Heat of Vaporization
(Source Ref. I & 2)
0 -69 9_F, 75.1 psia 10913UF
1.18 O.35
10 dynes/cm 44 86 Btu/Ib 150 Btu/Ib
i i i l
• ° , .
I
6-3
I I I

|
4".0 PROCESS DESCRIPTION
The CNG process consists of five main steps. (Figure 4-I).
o Precooling, Water Removal
0
The raw gas is cooled and residual water vapor is removed in a dehydrationjsystem to prevent subsequent icing. The • water-free crude g~s is further coole~d to its carbon diox- ide dew point (-56 C) by countercurrent heat exchange With return clean gas'and carbon dioxide.
Carbon Dioxide Condensation, Sulfur-Compound Absorption
0
Carbon dioxide is partially condensed by cooling the gas from its dew point to about -55-C. Depending on CO 2 dew point, a fraction of the CO in the crude gas stream is condensed together with the ~ulfur-compounds~ The gas at -55~C is scrubbed by liquid CO 2 to remove H2S , COS and other trace impurities from the feed gas. The absorption is essentially isothermal since the heat of absorption is being dissipated as heat of vaporization of a small portion of the liquid CO 2.
The liquid COp with all the sulfur-compounds, other trace contaminants ~nd some co-absorbed light hydrocarbons is combined with the contaminated liquid COp condensed in precooling the raw gas. The light hydrocarSons are strip- ped from this combined liquid CO 2 stream and recycled and mixed with the feed gas. Any higher hydrocarbons (C4-C 6) in the feed gas will remain with the condensed C02.
Carbon Dioxide Regeneration by Triple Point Crystalliza- tion.
The contaminated liquid CO 2 stream leaving the.~ight ends stripping tower is processed in a direct-contacb triple point crystallizer with vapor compression. Solid CO 2 is formed by adiabatic flashing of the liquid CO 2 stream near the top of the crystallizer. An H2S-rioh gas stream is produced and is continuously withdrawn from the top. All C~-C~ hydrocarbons to the crystallizer are removed with t~e H~S rich stream. The solid CO~ crystals fall to the botto~ of the crystallizer where theF are melted by direct contact with condensing carbon dioxide vapor. Pure carbon dioxide liquid thus produced is split into two streams, one in absorbent recycled to the H2S absorber, the other is sent back through the process for refrigeration and power recovery, and is delivered as a product stream or'vented to the atmosphere.
• 379
... °
6-4 ~ ~,

.. , °
":3"
o Carbon Dioxide Removal
CO 2 remaining in the gas after removal of sulfur-com- pounds is absorbed at temperatures below the CO 2 triple- point with a slurry absorbent. The slurry absorbent is a saturated solution of an organic solvent and COp con- taining suspended particles of solid COp. As COp is absorbed (condensed), the latent heat released melts-the solid C09, contained in the slurry absorbent. The direct r~frigeration provided by the melting of solid C09 enables a small absorbent flow to accommodate the considerable heat of condensation and absorption of the CO 2 vapor. The cold, purified gas stream then leaves the acid gas removal process after heat exchange with the raw gas stream. --
o Regeneration of Carbon Dioxide Absorbent Slurry
The C02-rich solvent leaving the CO 2 absorber near the triple-point temperature-contains no solid COp. This stream is flashed in a drum to vaporize any methane or other light components. The CO_-rich absorbent is next cooled by external refrigeration and then flashed to • lower pressure in a number of stages, .so as to generate a cold slurry of liquid solvent and solid CO 2. Nitrogen stripping of the solvent may sometimes be required to produce a very lean solvent. The regenerated slurry absorbent is recirculated to the CO 2 absorber while the CO~ flashed gas is vented to the atmosphere after recov- er~ of refrigeration and power.
6-5
l I l I I I
0 I
I I i I I I I I i

r!r t
W
) m
Z
p,,,
P~ l/
I Ir
.,,,)
N
m
"E
_ ~
-I
"I~ ~ii:', '
I
_J
00
~Ow
.)
~J
o
. 6-6

S,O
6.0
COMMERCXAL DESIGN DATA
A summary of the design data for a CNG acid gas removal system -for a 250 Billion Coal-to-SNG plant is shown in Table 5-I. The feed gas is from the gasification of a. U. S. Eastern Coal in the BI-GAS gasifiers. Table 5-2 gives the calculation of contribution to gas cost for the case presented in Table 5-I.
PROCESS CHARACTERISTICS
o Advantages
Pure liquid CO 2 absorbs COS better than er for sulfur-compounds designed to liquid COp will also remove COS and all tile sulfUr-compounds in the gas.
H2S. An absorba remove-B>S using other lens vola-
|
|
|
- A sulfur-rich stream up to 75% H2S can be produced by mm triple point crystallization with low energy consump- I tion.
- A pure CO 2 sgream with I ppm impurities can be produced I by triple point crystallization.
Ii - Low flowrate of Tiquid CO 2 used to absorb sulfur-com- pounds and other trace impurities due to: 1) unique COS absorption capability of liquid C09, 2) low absorption temperature and 3) low molecular' weight of COp which favors high gas solubility per unit volume of soEvent.
Low flowrate of slurry absorbent for CO o removal due to: I) low temperature of absorption, 27 prior bulk con- densation of CO~, and 3) high effective heat capacity of the slurry containing solid CO 2 (as insitu phase change refrigerant).
The CNG process utilizes relatively small temperature and pressure driving forces to effect the desired separ- ations. Therefore the CNG process has a low energy consumption.
The CNG process uses liquid COp, a byproduct of the process, as the absorbent for suIfur-compou~ids removal. This can reduce the" solvent makeup requirements.
0 Disadvantages
- Separate raw gas dehydration and condensible hydrocarbon cleanup systems are required prior to the CNG process.
m Low operating temperatures require extensive use of dmlk I 3-I/2% Nicke.l Steel.
38 6-7

IN
TABLE 5 -1
DESIGN DATA FOR A CNG A 250 BILLION BTU/DAY
AGR SYSTEH COAL-TO-SNG PLANT
II II
Stream Sh i f ted Acid gas I Syngas to Claus
Flowrate, Moles/hr 1 0 1 , 1 7 6 1 ,745
Composition (Vol % )
CO 11.85 0.00 H2 40.63 0.00 OH4 1 3 . 9 4 0.00 C2H6 N2 0.22 0.00 C02 31.99 2 4 . 9 9 COS 0.02 1.35 H2S 1 . 2 7 73.66 H20 0 . 0 8 0 . 0 0
S t r i p p e r C02 Sweet Ove rhead P r o d u c t Gas .
f
4 , 5 2 6 3 0 , 0 7 6 6 7 , 5 4 6
0 . 1 7 0 . 0 0 1 7 . 7 4 44 ppm 0 . 0 0 6 0 . 8 5
6 . 4 3 0 . 0 0 . 2 0 . 4 5
61.36 0.00 0.36 32.04 lO0.O0 0.60 0.00 0.00 < 1 Ppm 0.00 0.00 < 1 ppm 0.00 0.00 0.00
N2 to Stripper
,
2 , 8 0 0
i00.0
U T I L I T Y REQUIREMENTS
E l e c t r i c P o w e r
Make-up Solvent
CAPITAL COSTS
Equipment (InstaIled) Royal t ies
14,651Kw (Pumps & Comp) 2,507 Kw (Re f r i ge ra t i on )
1.5 MM $ /y r
$ 90.6 MM (Mid-1982) $ 1.4 MM (Mid-1982)
6-8

TABLE 5 - 2
CALCULATION OF CONTRIBUTION TO GAS COST CNG (~ELECTIVE) CASE
Coal Type Evaluator P~oject Report NO. Date Published Plant Capacity
E a s t e r n U . S . ( B i g a s G a s i f i e r s ) C . F . B r a u n G R I - 8 1 / 0 1 7 4 ' ; ' May,1983 250 Billion Btu/day SNG
CAPITAL COSTS :
Ins ta l led Equipment Contingency @ 15%
$ MM (Mid-1982) 90.6 1 3 . 6
Direct F a c i l i t y Constr Investment
Home-Office costs @ 12Z 1 0 4 . 2
1 2 . 5
Total Facility Constr Investment 1 1 6 . 7
Royalties Initial Solvent Charge
Total Plant Investment
1 . 4 8 . 4
126.5
OPERATING COSTS :
Electricity S o l v e n t Make-up
1 7 , 2 5 0 Kw @ $O.O5/kwh
$ / h r
862.5 173.5
TOTAL 1 0 3 6 . 0
Total Operating Cost, $ MM/yr at I00 I Stream factor : 9.08 MM $/Yr
CONTRIBUTION TO GAS COSTS :
Capital Related O p e r a t i n g
Total
Specif ic Cost, Charge Rate, Contr ibut ion, $/MM Btu-Yr Year $/HM Btu
1.54 0.089 0.14 0.11 1.000 0.Ii
0 . 2 5
6-9
| | | | |
|
| | | |
| |

- The process is not suitable concentration.
for gases having low CO 2
- Slurry systems may be difficult to operate.
Hydrocarbons Losses: (Ref. 3)
Component Losses as Percent of Feed i I ,
CO <0'. 1%
H 2 Negligible
CH 4 2%
p
I
I
7.0 REFERENCES
1. Hise, R. E., L. G. Massey, R. J. Adler, C. B. Brosilow, N. C. Gardner, W. R. Brown, W. J. Cook, and M. Petrik, "The CNG. Process: A New Approach to Physical Absorption Acid Gas Removal", AIChE Symposium Series No. 224, Vol. 79, 1983.
2. Cook W. J., W. R. Brown, Y.C. Lin, and M. Petrik", Refrig- erant Absorbents for use in Acid Gas Removal", Paper pre- sented at the AIChE 1983 Summer National Meeting, August 1983, Denver, Colorado.
3. "Fossil Fuel Gasification Technical Evaluation Services" - Evaluation of CNG Acid Gas Removal Process" Final Report, Prepared for the Gas Research Institute by CF Braun & Co., March 1983.
38S
t

|
|
|
I
STATUS SUMMARY
RYAN-HOLMES ACID GAS REMOVAL PROCESSES
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
General Information
Process Development
Solvent Characteristics
Process Description
Commercial Design Data
Advantages & Disadvantages
Commercial Installations
References
3 S 6
7-I

|
1.0 GENERAL INFORMATION
Developer: Koch Process Systems Inc. Westborough, Massachusetts
Licensor:
Type:
Inc. Koch Process Systems, Westborough, Massachusetts
The Ryan-Holmes Processes are low temperature distillation processes used for separating acid gases (CO_ and sulfur compounds) from natural gas strea~s. An NGL-based additive, typically a C4+ mixture, is introduced to or near the top of the distillation column to significantly alter the phase equilibrium of the systems in order to provide advantages in the distilla- tions.
Conditions: The distillation columns operate between 350 to 650 psia. Depending on the scheme ~he operat- ing temperatures can range from -120~F to 40~F. Acid gas contents (mainly C02) in the feed can range from 30% to 90%.
Applications: The Ryan-Holmes processes can be applied to a variety of gas processing applications:
- Processing of associated gases from enhanced oil recovery projects;
- NGL recovery fom sour hydrocarbon gases; - Upgrading BTU content and quality of natural
gas stream with high acid gas concentration; - Feed purification prior to follow-on
cryogenic processing;
Process Schemes: Several different process schemes are possible
with combinations of a demethanizer, an ethane recovery column, an NGL (additive) recovery column, and a CO~ recovery column. (Refer to Section 4.0 for ~etails)
Status: Koch Process Systems has licensed four applica- tions of the Ryan/Holmes technology in Enhanced Oil Recovey projects. This process has not yet been applied, or proven to process synthesis gases from coal gasification units.
7-2
3 s 7 '

2.0 PROCESS DEVELOPMENT
o In 1978, a laboratory program consisting of multi-component phase equilibrium cell experiments was initiated.
o Vapor-liquid equilibrium data were studied for:
- Methane-CO 2 at high CO 2 concentrations and near the • freezing point of C02; '- C02-C2H6-C 4 liquids and C02-H2S-C 4 liquids over wide
composition, ranges.
o Experimental data were fitted using the Soave-Redlich-Kwong and Peng-Robinson equations-of-state.
o In 1981, a 600,000 SCFD pilot plant was installed at the ARCO Oil and Gas Company gas plant in Covington, Oklahoma. A variety of feed compositions were tested, including vari- ation of C02 content from 10% to 90%, variation in NGL content and the presence of H2S in feed.
o After completion of the pilot plant program, the pilot plant was relocated to Koch Refining Company's refinery in Corpus Christi, Texas.
0 Further testing is planned to include effects of column internals on hydraulic characteristics and applications in the production of SNG and synthesis gas.
7-3

3.0 SOLVENT CHARACTERISTICS
The additives used in the Ryan Holmes processes are usually Natural Gas Liquids (NGL) extracted from natural gas feed. Typical additives most commonly used ire Ca + mixtures. The use of NGL has the advantage that it is readily available and that it does not introduce any foreign components into the system. The functions of the additives in different separa-
o
tions are as follow:
o Separation of methane and CO 2 -
(i) prevents CO freezing in the condenser; (ii) raises th~ operating temperature
distillation column, hence refrigeration horsepower requirements;
(iii) increases the methane/CO 2 relative above that for the binary system;
(iv) permits higher pressure operation;
Separation of CO 2 from ethane-plus hydrocarbons -
(i) breaks the C02-ethane azeotrope; (ii) allows higher operating temperatures;
of the reducing
volatility
o Separation of CO 2 and H2S -
(i) enhances the C02/H2S relative volatility.
Depending on the feed gas compositions and the type of application, the molar ratio of .additive to methane con- tent in feed gas can range from 0.25 to 4.5.
7-4
3s9 7~ .¢ . . °

4.0 PROCESS DESCRIPTION !
Depending on the application, several different Ryan-Holmes process flow schemes are possible:
Enhanced Oil Recovery Gas Prpcessing Facflities
This system consists of three columns: demethanizer, ethane recovery column, and NGL product, column, as shown in Figure 4-I.
Dry feed is cooled by appropriate cold products and refrig- eration before entering the demethanizer. An optimum NGL mixture is added in the demethanizer condenser, which operates at about -120°F. Product sales gas (H2S-less than 4 ppm, C02-I00 ppm to 2%) is produced overhead at essen- tially co±umn pressure (normally 450-650 psi).
The bottoms is fed to the ethane recovery column after heat exchange. This column normally operates 5 ~a~F350 to 550 psig with an overhead temperature of about . The additive NGL is introduced to the column several trays down from the top. CO 2 is produced with 50 ppm or less H2S"
The bottoms product from the ethane column is fed to the NGL recovery column. A light hydrocarbon is produced ove~- head which contains all the HgS and COp fed to the column. The bottom stream from this cDlumn is u~ed as the distilla- tion additive for the first two columns. A slip+stream is taken from the bottom stream to remove the net C 4 contain- ed in the feed.
An alternative process scheme using four columns can also be used in this application. The four-column arrangement has lower energy requirements and the overall capital costs are also lower. This system, as shown in Figure 4-2, con- sists of a demethanizer, an ethane recovery column, a CO 2 recovery column, and an NGL (additive) recovery column.
Dry feed enters the ethane recovery column where the split betweeen CO~ overhead product and a bottoms product stream consisting ~f C~, H~S, C~ + and additive, is effected. The overhead is the~ co~pres~ed, chilled by refrigerant and fed to the CO recovery column No additive is used in the CO~ recovery ~olumn so the overhead is a methane stream with to 30% CO 2. The bottoms product is pure liquid COp and can be pumped to the required reinjection pressure. The over- head from the CO 2 recovery column next flows to the demeth- anizer where addltive is used to produce a sales gas qual- ity fraction overhead. Less four column scheme since much in the CO 2 recovery column.
• .°
|
|
I
additive is required for the m m of the CO 2 has been removed
3 9 0 7-5

|
The bottoms of the demethanizer contains CO_ plus additive. It is used to fulfill some of the additiv~ requirement in the ethane recovery column with the remainder of that requirement being made up with fresh recycle additive.
The bottoms from the ethane recovery column flows to the additive recovery column in which a light NGL-heavy NGL split is made.
Upsradin~ BTU Content and Quality of Sweet Natural Gas Streams
Only two columns, a demethanizer and an additive recovery column, are required; see Figure 4-3. The second column operates as a conventional distillation column.
o Recovery of NGL without Methane/CO2 Separation
This process scheme applies where combined methane-CO^ " overhead can either be reinjected or burned directly as low BTU fuel. Ethane and C~ hydrocarbons are recovered in the bottoms of the demethaniger and processed in the addi- tive recovery column, as shown in Figure 4-4.
7-6
. . 391 I
7 - , - . .

I I ~ GlUl
U
'I _ 'I , I ~
- - - 4 . . . . "J- - " - - . . 7
FIGURE 4-I 3 COLUMN RYAN/HOUIES PROCESS (SOURCE REF. #2)
~ SJU.ES
Q4mJJNG IS-lmLCO,
,~ , I
, - I i
r ! , , : e • . |
! i [ , -.-.i l
,I I
'I _
t [ ~ ~ a, I {~-} , I i I
. . . . . . . . - * 4 L _ _ _ Y , u ~ m ~ nr~muK
FIGURE 4-2 4 COLUMN RYAN/HOLMES PROCESS (SOURCE REF.#2)
F
L
• . . ~ 9 2 7-7
II II II II
II II II
II
II

. .
i
= m
,~- ,
. . ==8 ~
LLZ= i
n , V ' ~ ,
N -
i • '= I , i N
_ I i i i i i i
o
L I I I I I I I I I I I
~P |
A
e ~ la.I la.I I 1 -
-~[' ~ - - - ~ - " - 'I',." to-.i-'-I -~"
7-8
c~.. " GAS RESEARCH INSTITUTE l
~ . ~ 1 , l~° ~°~.:° ! ~ , ~ , • - ~ ' ~ ' ~ ' ~ ' L ~ . - I , ~ - - ~ .
R ~

B , .
i _ I II I I I I l I III I I I II II
? i i i IB
i ' { ,#" l ~
i I
i l = "
' ~ ~ ~ ; . ,
r-,C < ,,l,I ~ iJUl
~. . - - - - - ! • F - - - ~
~l . . . . . . .~ ,~ 'T, .~ ~
. r ' - - - ' ~ " " " '~ ~ z ~
. - m ~ , - - . i I - - - - . . , . . . . i
± " ' < L Y i "
| | I
' 1 i, . . . . . ,P
N ORe
LL
II I n
o l l 7-9
l ' . . . . . 11 '1 l . . . . . • , - , " ¢~,,(; , . , GAS RESEARCH I N S T I T U T E ~'I

|
|
5.O COMMERCIAL DESIGN DATA
o Enhanced Oil Recovery Gas Separation Plant (Refer to Figure 4-I) . . . .
Moles/Hr: Feed Gas
C 0 2 , 793.3
H 2 5.0
CH 4 214.2
C2H 6 110.9
C3H 8 94.8
C 4 116.8
N 2 3 . 1
TOTAL 1284.1
Fuel Gas CO 2 to Product Injection
4.2 715.1
- 4 ppm
199.2 15.0
- 8.0
0.1 .3
0.7
3.1
2O7.3 738.4
NGL Product
20.0
5.0
102.9
94.4
116.1
338.4
%
Recovery
92.8
99.6
99.4
m
o High CO 2 Content Gas Separation
Basis: Pipeline Sales Gas, 1000 psig, 2% CO 2 Product CO_, 2000 psig Feed 2000 ~sig
Feed: CH. , MMSCFD 27 CO~, MMSCFD 73
Product:
TOTAL 100
Sales Gas, MMSCFD 22.5 CO~ Product, MMSCFD 73.4 Fu~l Product, MMSCFD 4.1
TOTAL 1 0 0 . 0
(Source Ref. I)
• 395 7-10 , , .

6.O ADVANTAGES AND DISADVANTAGES
o Advantages
- Can produce pipeline quality methane, with H2S less than 4 ppm and CO 2 less I%.
- Can produce a Claus plant feedstream with a high H2S/CO 9 ratio.
- Can produce a COp stream with less I than 100 ppm H2S. - Up to 98% recovery of ethane can be achieved. - Low loss of additive agent, C4+ , to products, e.g.,
approximately I%. - Flexibility to handle widely-varying flow rates and
compositions of feedstock. - Use of expander/compressor sets not required. - High recovery of CH 4 .
Disadvantages
If the overhead condenser is operated at approximately -60°F instead of approximately -120°F, the additive agent/methane molar ratio increases from 0.2 to 4.0.
The Ryan-Holmes processes are .proven only for natural gas aad NGL applications. Very little, if any, investigation has been deyoted to processing of synthesis gas. Repre- sentatives of Koch have indicated concern that significant concentrations of hydrogen would not be easily handled by the processes.
596 7-11

7.O COMMERCIAL INSTALLATIONS {Reference 2)
- Seminole Unit operated by Amerada Hess
- Willard Unit, Wasson Field, operated by ARCO Oil & Gas.
- GMK Smith Field operated by Mobil Producing Texas and New Mexico Inc.
Wasson D~nver Unit operated by Shell'Oi!l ~ C~mpany."
8.O REFERENCES
I. Holmes, A. S., J. M. Ryan, B. C. Price, and Styring; "Pilot Tests Prove Ryan/Holmes Cryogenic Acid Gas/Hydro- carbon Separations"; Paper presented at 61st annual GPA Convention. March 1982, Dallas,Texas.
. Ryan, J. M., and F. W. Schaffert; "The Ryan/Holmes Tech- nology - An Economical Route for CO~ and Liquids Recov- ery"; Paper presented at the 1984 A~chE Winter National Meeting, March 1984, Atlanta, Georgia.
7-12
39? .° ".7

8.0 COMPARISON OF PERFORMANCE/DESIGN PARAMETERS
The GRi/Advisors Planning and Strategy (GAPS) Committee was established to develop a plan for guiding research in the areas of fossil fuel gasification and downstream gas processing. As part of the work, the committee has developed a procedure for evaluating acid gas removal processes by setting up performance criteria to evaluat'e processes. This allows the identification of specific advantages and disadvantages of various processes and to establish research goals for process improvement and new process development. The "Musts" in acid gas removal technology are shown in Table 8-I. The technical criteria and standards developed for AGR technology appear in Table 8-2. A brief description and explanation of the same is provided where appropriate. Table 8-3 summarizes the performance of the four (Selexol, Rectisol, Benfield and CNG) processes. The Ryan-Holmes process is not included in the evaluation, for the reason it has not yet been applied or proven to process synthesis gas from coal gasification units. All the data in Table 8-3 are extracted from the respective Status Summary reports and from the "public sources. It should be noted that these data dre based on current publicly a@ailable resources; as more data are developed or made available to the public by the licensors, this table could be updated. Footnotes at the end of the table are provided for additional clarification.
8-I

TABLE 8-1
'MUSTS'IN ACID GAS REMOVAL TECHNOLOGY SELECTION
• The acid gas removal technology being considered must:
I. Be capable of processing the typical gas from coal gasification to effect removal of at least 95~ of the contained H2S and at least 98~ of the contained C02.
2 . Be c o m p a t i b l e w i t h a t l e a s t o n e t y p e o f s h i f t / m e t h a n a t i o n s y s t e m , i . e . , c o v e n t i o n a l , c o m b i n e d o r d i r e c t , a n d w i t h a t l e a s t o n e standard commercial sulfur recovery process.
3 . G e n e r a t e o n l y r e s i d u e s w h i c h a r e d i s p o s a b l e u s i n g a v a i l a b l e t e c h n o l o g y , i . e . , s o l i d r e s i d u e s s u i t a b l e f o r l a n d f i l l w i t h o u t m a j o r e n v i r o n m e n t a l c o n t r o l , l i q u i d r e s i d u e s c o n v e r t a b l e t o d i s p o s a b l e e f f l u e n t s a n d g a s e o u s r e s i d u e s c o n v e r t i b l e t o v e n t a b l e e f f l u e n t s .
4 . R e q u i r e s no h i g h l y e x o t i c m a t e r i a l s o f c o n s t r u c t i o n .
5 . I n v o l v e s no s o l v e n t o r p r o c e s s r e a g e n t w h i c h i s r e g a r d e d a s h i g h l y t o x i c o r h i g h l y c a r c i n o g e n i c .
6 . Be d e v e l o p e d s u c h t h a t t h e b a s i c c o n c e p t is c o n f i r m e d .
~.99 J .
8-2
i
i
n n H
I i !
oR

!
m
i..-
~ u ~ u
ILl ||
II
~ ' U
U
' ~ U
. II
~ M ¢J n
U
O "
H
~ n
k- R
~ ' |1
I - - , ~.~ u
!.1 1|
I.- fl
Z O. i,,e I.-
2:
=J
X
r~ Z ' I
I,- Ul
.°
0 ! •
O el E O
O
I-- 0 ek
~ 0
e"
U
O U
e~
U
m
U ~ O
u.I W
O
!
L q - 4 " 0
0"~-'
J2m~
D. -- ~ ( = 0 ~ U ' .O ' E - - ~ O O .O ~_ r"
+ ' U U ] U l ~
E O ~ e"
m ~ O u) ~ -,-
U O m U
¢.. e- m
• E . E
0 . . . . O Z ~ O ~ O 0 ~ U
0
"O
e"
> - -
~-.
¢UU
" 0 0
m ~
U . ~ 0 e-
~.-U
O 0 . i . , U
, ¢ >
m
C
O
• U ~ ~ 0 ~
U ~ U U U ~ O
¢U (2.
U
t- O
¢u G. ~J In
0
of
0 • m
• 0 q.-
n u < - r r , j
~ u ~
~ n u ~
0 - - 0 U. U u . .,~
O U
0 .H
~U
O
f_
> 0
x O ~
E E O E ~ ~ u~
E E
.Ll~ e n ' , - O E ~ E ~ -
i >.~'~ W~ n v
• "- ' , = I n - - 0
o l
m E
0 E
X O Z E
( . m ~
o m 3 o. E ~ - ~ O . ~ U
3
~ - - 0 ~ J ~ U • ~ _~ ~ . .~
r J U r ~ ~
> O (a ~) O q - m L. E
r. u1 o ~
O U O . ~
~ > ~ E
~ o
- - u ~ O - -
(~m, in D :311.-
3 - - ~ 0 U L 1~ " O ~ : ) ' O + , > f.. ~ 1 0 O . - -
G. 0 . ~ ¢~ ~ ' ~ ' ~ : ~ 0 0
~j e - q . 1 3 U ~ ~.
C~l O ~ I~ . *~1 ~" ~ "~" r- ~N O O ~
• 8 - 3
.=
4~ ~..
U r~
>, U t- :)
U
q . q .
In In
u O
O
"O
E > 0 ~ ~-, (11 O
.~ U • u) In ~)
In "0 ~. 0 : - ' . '
m U 3 r ~ ~n E ~" E ~)
g~T: : U m ~ ' P ( B "I ID:~--
QU~ -> f..-- I. I..-',
5 8 ~ 0 " =
V V
"0
: ) u~ =m ~0"r" O ; - r
O ~t I-- [ . q . m D.
- r r.. ,.., • "r q.. ,~.~
=
4...
o =
0
.v D. E
O U
.i ~ U >,
"O m r . . O ~ m L O " ~ . . . t tu
. ; .< • :.
: o o
• 4 0 0
(n o
o o ;- m Q .
~J(D ~ 2 N
~ E
O - - U E
O W U ' - -
4 ~ 4 ~
Q . O e
e ' e ~
,'T.Q
. l e e i
[ , .
v A ,!
i
i i i i
. i
0
U
k ~ L. 0. ~ G)
U O. U m E
O
O., O • O, U U
o.
I

!
~ u ~ u . J n O "
" r n
kio n F- u
It . , . I n
O "
L. n ~,v,,
If Ul -
O "
W U " ,,9[ u
Z ' " C
t . - ~ U
u
U . ii
. J u ~ N U ,
Z , = s
Z O
Im
Z ~C ,,,J
e,.
Z
I.-
O 01 . . ~, A r (3. C ' ~
0
U w l,u ~.
r-
O
f . 0
0
C Q
Z U O
e~
~ m C m E m U 0
C J ~ . ~ m C O ~
0 r.. 3 0 ~- C 0 ' ~ 0 ~)
~ E r . . o cn ~ > O
~ . 0 C • 0 ~ . i 2 ~- ~ U ~-
~) O" - - . ~ . ' ' 0 ~ . C m ~ f,.~ (" C m
E ~ E O , ; . m 3 ~ m r a ' o 0
~ q , . ~ r- ~ ) . C ' 0 0 .,.. r" r" r ' . . - , 0 3 ~ . ~ ~ ~ C ~ ~ 0 ~ - 0 ~
n_ ~ Q , G . ~ ~ I n ' Q . m IZ ~ 3 r.. *',' - - ~ - r ~.
~ 8 o
E • ~- @ ; .
O C r"
r. 6 . C : : ; O ~ 0 ~ ' ~ Cn~. ul 01(a j ~ : l r, ~ ) f .
C O w
~ L
.4
i
0
N
f..
4~ U
e-
4.1 C
>
o
0
C C
L ;.. In ,w :3
U E ~) 0 0 ~ ~- X
O ~ Q . >
U . . ~ .~ - 0
- - - . % - - . . . . .
• . ' 0
O
0
U
m ~ o m m 3 d
- 0 x
~ 0
O L
~ . ~
m ~ m
al m c o m ~ o l ~ o > , > , -
O C , - " ~ '1"0 - - 0 ~ e"
N ~
f . a l ~ .w O L O ~
~ C,t I"II ~ '
i
I
I
I
I
I
I
I
I
I 4 G 1 " 8 - 4

r~
uJ ..J 0=
>,- n
~) n , i I u O II
I1 i,.I i~ UJ ll I,.,,. il
I . J
) II
i II U4 l i ~'Y II
I1 U ' l ,
~ , li
i '~ u
II
n
i,,i. l i II
i,#l n ~l
I I I
I,-- I| U UT~S
II
)-* ii
LU " )-- 0
U , n
..J u
,.q ii
- r l f.,1 I!
Z o
Z <c . J
:,< u4
C~ i v < [
Z
l-- r,n
Z
U
[ . 4.*
D
r
0
Lo ~3 o . > .
0
~ E 4J
m
~ C
J 2 >
4 " 0 ~ U O. E ~ °
U ~
• ~ ÷ X (n gl x u ) ~ ] ~ m ~ .
O ~ 0 ~ - ' 0 . ~ ; [ C ~ Z ~ I
E ( n ~ ~ E 0 E ~) W
., ~ 2 2 ® C ~ H ~
~ . ~ e ' O ~ m
(= 0 , ~ ; ~) , ~) '
~- 0 C ~ = ~J 0 > , 0 :~ ~ 4.* ,-. O ~ U q - r_ '4- r,.
"0 > u l ~ - . Q > n :>
m o
x ~
¢ - u I11 II1
4~
~ U I C
0)
u .
r -
D O"
O
0 (~ I . £ ~ ~ c".l.~ ~ U ¢J O) G.*'-* 3 r. ~-* U') f . 0
r .
r~ r~ ~ 0
O
O
O ~ Z r _ 4=1 X
. J
~ 0
~ 0
t ' X U •
~ m
c - e "
E E ~
~ 0
~ G E ~ ~ . ~ -
O ' > u J <
~=.
co
C 0
4,~ U :3 r._
m C 0
f.3
0
m
f,,.
0
. I - - !
a) " O "
~ L C ~ (~4- '
m ~
el
>
¢ 0
U
i .
m r" .
u m 0
q , - U 0 ~) l / ) , - , - , .13
r . . o ~ m , ( . , ~
= £ r , .
w
e~
0
C 0
~3 C
u) ,-- ~0 0 m x
O ( n
U
• ,... e t
U ~ >
O ~
3 0 e-
E E E
E E E
x X X
: £ =£ =£ C 0
o~ r4 r~ Z
f 3 0 Q) m e " X • ~ G) m U U . l :
D X - - U 4., s:: (D > ~
r ' E +* 13
~) ~ . r" O) c" r- C
f . ' m m ~ )
.~ ,, . ~ E - - ~0 U) ~ ~
C (a U > ~" ~ . ' O • ... ~ > , 0 ~ 0 - - £
43 r,.. ,.- l,. "0
O 0 " 0 n ~ r l I,, f l E U ~i
f,. I,. (a i.. :~ ~) 0 ~ ' 0
:3 : ¢~ D . I ~ O O 0 Z ~ ; m Z , , ~ Z E U
OJ 4-,.
0 W
¢,. U ~ X
e~ e" n ~ Ul ~ a l m U E
E 0 ~ Oi F) ~r
u 6 6 6 6
6
4 0 2 ,+---.., .. . ..~ ,. o..

> : C ~ a O n • . I I f 0 l i
"r" ,
I,I.I II I . - II
u --I u ~( Is
a O a
II I ,~o i
ia r ' , o k,+ u U M
II |1
1,1.. ii r , i ii a u'J II
CO r.,, . ~
1,1,1 91 (11 - - -J ~', a ,~ rn Z n ~
~ u 0 I-" I - - ~ U
Z .
U ~
.403
; [ 0 I,,e I -
Z ,x[ . J O. X 1.14
, ! Im
I "
Z
I-.. ~n
I I I I I
a
l-- ~L
o o
I,- L
O
I . ~ , |
3 X
u~
0 4,*
® >
4-, a3
X
*0 C
t -e
O U1
m
>- I-,-
C - -
o m >,
O U
vl U ' ~
e" ~ e " U ~
4a , 4 a : 3 ~ t - ~ ' 0 0
~ " O r,. O . , - 0 ' , - l . . 4a
U D. 0 - - ' -
I : ~ - I1. ~ X O ~ l O
~ ' 0 3 ~ X I ~ ' 0
" " U r,. ~ m ~ - m m
E
ffl
r" ; . O 3 r . l I--
; I h
O
O
U
O 0
- - r. 3 3 O - -
E m O
m 3 ~ ' ' 0 4a
-O,w O - - O C ~ ' 3 •
- - E
• ..l 0 m
E E 3 3 E E
C C C C
f . ~" O e-
C
E
O 3 m
4a C £ : . ~
Q. q) m ~ . - - O
~ ; E 0
r . l : . r . ~ 1 ~ 0 0 ~ 0
q " " q - ~ U
" O E "O ( I ; - -
~ 0
m (n
c - ~ m u . r" ~) r.. 3
8 -6
C O
4a m f,. Q;
"o
51 C 0 U
m
E C O
> e"
. 1
O
~4
m S ~ C r - C o o o
e a ;
D . u m u
4a~
m c r.. Q
3 r . o ' o G ; L
. > n C 0 . 0
4 - , C
O ~ . o ( " ,
L ~ C .
4 2 ~ C
:3 ,a. ~ Z ~ E
~ 4 a m , ~ C ~ C O
tt- q= i, t j
u.I m
t n .J r,.5
!1 II
II
II II
II II
k
!1

I~ 0 0 O ,~
0 0
~ o ~ g ~ , ~ 0 0 ~ ~ 0. ~ o ~, o o ~ ~ ~ ~ ~ ~ ~ ~ ~ ~
o o ~. 6 = v ~ o ~ ' 5 ® d = ^ = z - =
I N = . ~ •
, 0~,4
o
~ =.° = .= , - , o , . - ~
== o ~. o ° "; . o ~ = =~= =, ,-, = ~ ,-,
• ,., ~ ~ .~ ~,
O3, V
,.1
, -( • ,.4 ,-~ ' 0 0 ~ , ~
0 < ~ .
0
o ~ , .= ° °
0 g
J I ~ ~ 0 ~ - ,
0 ~ •
÷.
0
4 o
H
0
C~
0 c 1 3
~q
0
0 ~ ~ 0 u=, 0 • 1= 0 ~ ~ 0 - - 0 ~. 0 , 0
• .-I I .;~ ~ -I ~ 0 ~ 4~ ~'~ 4a
0 • 0 1 ~ k • I~ ~ n • 0
0
0 0
a~ 1.4
0 k 0 m ~, O t ~ b31~
0 ~-~ .~: ¢: ~ ' 0 ~ ~
~ ~ ~ o~ ~ . = o -~. - ~ = . . ,
1-4 ,'~ b3
0 0 ~ ~ :>
r J 0 0 ~ 0 O2 [ ] ~I ~1 0 0 O ' ~ 0
~ Z
~ Z
8-7 • 4 O 4 -

0
~e - - +
g
I
0
I
u~
0 ~D
0
,,~ e q
~ Z
~ A
z ~ 6
0
,6.) r.S
0 r.~ . ~
!
° ~ U~
0
-~ ~ ~ 0 0
~ •
~ " 0
= I 0 k ~0
["- i ~
I I 0 0 0 s~ 0 0 0 I
" 0 ¢ )
g ~ 0 0 O ~ !
11',=* ~ ~ I I ~ I ~
0 0 0 I I
k
0 r.~
0 4o .
k
~o
O RI ~ O
0
L%1
I l l I I I
II Z ~ •
~ ~ ~"~ ~ ~ E 0 ~ 0 " ~
~ o ° ~ ~ ~ ~ o o = ~ o ~ o
r.~ ' ~ ,1 . 0 0 e , 0 t~ e ,
• o o o
I I I I
~05: ~ ", 7 :
i,:" - / J :
8-8

Z
z m
E-., i - i
r . j
o~
O C~ O ~
O
L~
0
Ni
O
"0 ~-.
@ 0
• ~ ~ • ~ 0 ~ o',--4
~..-~ co 0 0 -,4~4
0
~,-~ 0 ~0 0 I~
• ,~ 0 ~ 0 ~e~O~ O~J co 0 Z .
0
0 ~ 1 0 • ,..~ ~. 4-10
g.,.~ 0 0 0 ~0 ~o Z ~ Z
'I0
"0
r.~
¢I
,,~
' 0
.0,,) O3
' 0
' 0
• r.o
, - ~ I 0 ~=
0.,,~ 0 0 0 .~ O 0
0 0 0 o~ 2: ~ -
m
~: 0
A
Z
0
g @
Z
0 0
g ~ O O O
~-~ 6 . .
o t~
6
o o
o
a~ o
o
e-I
ld ~ P 4 ~ 0 ~ 0
0
0
@
0
u)
~ = ~ ~ ~, o ~. ~ . ~ ~ ,-~
~...~ 0 .~o .,4 4; ..~ -,~ ..-a ,~ E-~
m
Ol g 1~ 4a
f.~nZ ~ O3 I3 a~ C~ O 0 .0a 0 @
r ~ r ~ -,~ ~ 0 ~ ,~
q.q N N
"0 ' 0 0
I= E-. 1= 0 ~'~ @
O O ~
,,-4 p-4
8-9 "" 7 a, t. °
4 0 6

E-, i-q IZ
U~
0
0
!
i-4
[ ]
0
r~ ~E r~
~D -,,4 0
0 ~ • 0
0
0 ,,-I 0
0 ~ 0 Z ~E ,~ Z
0
0
0 0 0 Z Z
0
0 ~ 0
I.i
0 0
0 0 0
Iq I1
,D ~ 4)
1.1 I.i I.I
• I
"0 ~1 • ~ X " ~ Q ~ ~ ~ 0
8-I0
II i J
II II
II
II
II II
II
II

CRITERIA
1.1
1.3
1.5
1.6
2.1
2.3"
2.4
2.5
2.8
3. I
3.2
4.1
5.2
EXPLANATION
CO IN FEED - Selexol, Rectisol and Benfield can process an~.CO 2 concentration. CNG requires a minimum CO 2 par- tial pressure of 75 psia (16% CO 2 at 450 psia) zn the feed gas.
COS IN FEED - CNG and Rectisol remove COS with HgS stream while Selexol removes it with the CO 2 strea~. Benfield removes it by hyd'rolysis to H2S.
C_+ HYDROCARBONS - CNG cannot f~eezing possibilities.
tolerate any C5+'s due to
WATER IN FEED - Benfield can tolerate maximum water because of higher feed temperature.
H S IN PRODUCT GAS - Selexol can prgduce I ppm H2S prod- u~t gas with additional trays.
H^S IN ACID GAS (SELECTIVE) - Selexol is expected to p~oduce a somewhat less concentrated H2S stream as com- pared to Rectisol for the same coal type.
H S IN ACID GAS (NON-SELECTIVE) - Non-selective Rectisol" a~d Selexol produce an acid gas which is relativel~ richer in H2S as compared to Benfield.
SULFUR IN VENT GAS - Vent gas from Selexol is likely to have a higher S09 content as compared to Rectisol since COS is removed w~th the CO 2 stream in Selexol.
COS REMOVAL EFFICIENCY - Selexol is least effective in removing COS with H2 S stream.
PRODUCT GAS LOSS - This is a function of the raw gas composition (i.e., the type of gasiffer). In general, the losses will increase along with the methane content of the raw gas.
ENERGY CONSUMPTION - This is also a function of the feed composition because the volume of gas tobe treated from a fixed bed gasifier will be less than that from aa entrained "bed gasifier.
~O~.BYPRODUCT PURITY - Selexol CO 2 stream will contain
ABSORBER PRESSURE - CNG requires a certain minimum CO^ partial pressure in the feed, which may necessitate fee~ compression.
• 4 0 S 8-11 . . . .

6.1
7.2
7.3
8.1
10.2
10.4
11.1
12.1
12.4
13.2
VAPORIZATION LOSS- For CNG, sufficient information is not available but it is known that the solvent for CO 2 removal is a heavier hydrocarbon.
COMPATIBILITY WITH GAS CONVERSION PROCESSES - All pro- cesses can be used in conjunction with any of the gas conversion processes (conventional methanation, combined shift/methanation, and direct methanation) but the sulfur content to zinc oxide beds is lowest for CNG and higher bu~ about the same for others. '
INTEGRABILITY WITH CLAUS UNIT - ~NG produces highest concentration H~S stream and because Benfield is a non- selective process it requires further treatment to ob- tain a sufficiently concentrated H2S-rich stream.
EQUIPMENT AVAILABILITY - The scale-up flexibility of the crystallizer for the CNG process is undefined.
REGENERATION STEPS - Rectisol has three steps due to the presence of methanol column regenerator.
MECHANICAL COMPLEXITY - Benfield is considered less complex because of no recycles, solvent coolers, etc. Rectisol is more complex than Selexol due to refrigera- tion requirements. CNG is the most complex because it pumps a solid slurry and due to the crystallizer.
CONTROL SYSTEM - For CNG, control of crystallizer may require special control techniques.
STANDBY REQUIREMENTS - CNG was judged to require some parallel equipment such as the crystallizer.
OVERDESIGN REQUIREMENTS - This defines the need for overdesign of equipment to ~meet such variations as sul- fur in coal. CNG is judged to respond most favorably to these variations.
LIQUID EFFLUENTS - Rectisol generates a water/methanol purge stream which must be treated. Benfield generates a spent solvent s%ream which must be disposed.
:. . 4 0 9 - 8-12
i
II
i i i
I I H
I H
I 011
i I






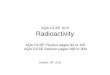





![INDEX [] · Full Name Index Berner Cort Walter Erich, 246 Bernstein Adelaide, 269 Berry Alex., 409 ... Beuchot M., 273 Bevan C.M.M., 298 Charlotte Josephine Elizabeth, 352](https://img.pdfslide.us/doc/110x75/5bab32fb09d3f2b2778db1a2/index-full-name-index-berner-cort-walter-erich-246-bernstein-adelaide.jpg)