Embed Size (px)
DESCRIPTION
ME
Citation preview

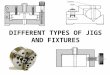
Jigs and Fixtures

• Jigs and fixtures are provided to convert standard machine tools into specialized machine tools.
• Limit gauges are used when acceptance or rejection is required rather than actual measurement, and inspection fixtures are used when the positions of holes and faces, etc., are to be checked.
• Assembly and welding fixtures are provided to hold parts so that the operator will have both hands free. Special tools are used when complicated shapes are to be machined.

• Jigs are machine shop devices that include means of tool guiding; they are only applicable to operations performed on a drilling machine.
• Fixtures are holding devices that do not include means of tool guiding, but they may include means of setting the cutter; fixtures are used for milling, turning, grinding and similar operations.

What are Jigs and Fixtures
• Anything used to hold a workpiece in a desired location– Locate parts for
precision– Repeating process
on a series of parts– Holding parts for
machining, painting, assembly

Why are they important in Machine design
• Parts should be designed to accommodate standard fixturing components
• Designs should accommodate fast and repeatable fixturing

Basic Categories of Jigs
• Clamps• Chucks• Vices• Bushings• Modular Fixtures

Clamps
Chucks
Vices
Bushings

The design of jigs and fixtures• The first step in the design is to draw the outline of the workpiece
(usually in red) in the required position for the machining, and to draw the location system and the clamping system.
• The tool guiding or the tool setting system is then drawn in, and finally these features are linked together to form a unit.
• The general arrangement drawing of the equipment should have a title block that includes the reference number of the equipment, the part number and description of the workpiece, and details of the; operation for which the equipment is to be used.
• The arrangement drawing should also include a parts list containing a description and information regarding the material, treatment and quantity of each detail; these parts should be identified on the arrangement by balloon reference.

Jigs Fixtures
1) A jig is an application which holds and supports the work. Also it guides the tool.
1) A fixture is an application which normally holds the work but does not guide the tool.
2) A jig is mostly employed for drilling and boring.
2) A fixture is more generally used for milling operations.
3) A jig is mostly not fastened to the machining table.
3) A fixture is mostly fastened to the table.
4) A jig will be made of light weight, because the entire jig unit will be moved or turned around to bring the different bushes under the drill.
4) Fixtures are usually heavy because it has to withstand the large amount of cutting forces that come on it during cutting process.
5) Jigs are connected with operation.
5) Fixtures most commonly are related to specific machine tool.

Function of Jigs and Fixtures• Jigs and fixtures facilitate the holing and supporting components for
machining operation. Collect chuck- small screws, cabs, four jaw chucks, for irregular shape component, 3 jaw chucks.
• They help to locate the component and guide the cutting tools so that a feature is machined on successive component will be accurate and at the same position.
• They facilitate to accommodate several components at one setting and multiple machining may be carried out. Gang milling, fixture, circular table grinding, round and flat machining.
• The laborious marking out on each work piece, before machining, a particular feature is eliminated and this increases the production rate.

• They help to do the loading and unloading of a component fast enough.• They minimize the inspection of the finished components for their
dimensional inspection and quality control.• Most important function of the jigs and fixtures is that they make the
assembly of the components easier. This is possible because with use of jigs and fixture, manufacturing tolerances will be uniform.
• Increases the productivity due to increase in speed, feed and depth of cut. This is because possible with a jig and fixture due to high clamping rigidity.
• Jigs and fixtures enable to produce the component in economical lots. The cost per piece will be less for a component produced by using jigs and fixtures as compared to a component produced by convectional method.

PRINCIPLES OF JIG AND FIXTURE DESIGN
LOCATION• Ensure that the workpiece is given the desired constraint.• Position the locators so that swarf will not formed. • Make the location points adjustable if a rough casting or a
forging is being machined.• Introduce foolproofing devices such as fouling pins, projections,
etc., to prevent incorrect positioning of the workpiece. • Make all location points visible to the operator from his working
position. .• Make the location progressive (i.e. locate on one locator and
then on to the other).

clamping
• Position the clamps to give best resistance to the cutting forces.
• Position the clamps so that they do not cause deformation of the workpiece.
• If possible, make the damps integral with the fixture body. • Make all clamping and location motions easy and natural to
perform.

clearances
• Allow ample clearance to allow for variation of workpiece size.
• Allow ample clearance for the operator's hands.
• Ensure that there is ample swarf clearance, and clearance to enable the workpiece to be removed after machining, when burrs will be present.

Stability and Rigidity
• Provide four feet so that uneven seating will be obvious, and ensure that the forces on the equipment act within the area enclosed by a line joining the seating points.
• Make the equipment as rigid as is necessary for the operation.
• Provide means of positioning and bolting the equipment to the machine table or spindle if required.

handling
• Make the equipment as light as possible, and easy to handle; ensure that no sharp comers are present, and provide lifting points ifit is heavy.

CONSTRUCTION METHODS AND MATERIALS USED
• Jigs and fixtures may be cast in iron, fabricated from steel plates and machined parts by welding or built-up by bolting sections and machined parts together.
• The method used will depend upon the size and shape of the equipment and upon the time available to manufacture it.
• Location faces, unless particularly large, are made from surface hardened steel and attached to the base.
• Knobs and handles are often made from plastic materials and assembly fixtures in glass-fibre is sometimes produced using the wet lay-up method

LOCATION AND LOCATION DEVICES
The six degree of freedom• Fig. illustrates a body that is free in space. A body in this
condition has six degrees of freedom; three of these are freedoms of translation and three are freedoms of rotation.

THE DUTY OF THE LOCATION SYSTEM
• The location system must, in conjunction with the clamping system, completely constrain the workpiece, or eliminate as many of the six degrees of freedom as is necessary for the
operation to be completed with the required accuracy.

THE CHOICE OF LOCATION SYSTEM• The requirements of the location system depend upon the operation
being performed, and upon the workpiece before the operation. • Fig. illustrates three stages in the machining of a part; when this part is
positioned for stage 2 machining it does not need to be controlled about the XX axis because it is symmetrical about that axis, but it must be completely constrained when positioned for stage 3 machining because it is no longer symmetrical about the XX axis after hole A is machined at stage 2

• When there is a choice of location points the most effective location system must be selected.
The cylinder is the best location shape because a cylindrical locator is the least difficult to produce, and because a single locator of this shape will eliminate five of the six degrees of freedom.
Figure which shows two methods of machining a workpiece; at operation 2 there is a choice between machining hole 'L' and hole 'H'.
As the workpiece must be constrained when it is positioned for operation 3, two locators are necessary. If method 'A' is used, the locators for operation 3 will be parallel and easily seen during loading, but if method 'B' is used, the locator that engages hole 'H' will not be seen easily, and must be retractable so that the workpiece can be loaded. Method 'A' is obviously the better method.

• A redundant location is said to exist when two locators are attempting to constrain one freedom from two location points; it must be avoided.
• Fig. illustrates a location system in which the workpiece is located over two pins; the purpose of pin 2 is to prevent rotation about pin 1 but the system is such that both pins are attempting to constrain the workpiece along XX, and so redundant location is introduced.
• This system is quite impractical because workpieces would only be accepted by the location system if the workpieces and location system were without error.
• Redundant location will also occur if a workpiece is located from two concentric cylinders, or between two fixed vee locations.

• This principle is illustrated in fig. Six pads and clamping system as shown, or a system of location and clamping that produces the same effect is necessary to produce complete constraint.

• Locators are usually made separate from the fixture or jig body, and are of direct or casehardened steel accurately ground to size (to give a slight clearance fit in the case of cylindrical location) and accurately positioned in the jig or fixture body.
• Locators may be classified as (a) flat, (b) cylindrical, (c) conical, (d) vee they may be fixed or adjustable according to the circumstances.

• Fig. shows a simple support pad as used to position or support the workpiece from a flat surface; it is an interference fit in the base, and good seating is ensured by chamfering its location hole and undercutting it under the head.

• If the workpiece is to be supported from more than one face in a given plane, adjustment must be provided for the pads and pins at the additional faces; fig. A illustrates a simple adjustable pin, but more elaborate systems are used for remote adjustment (see fig. B). Figs. C and D illustrate pins used for simple location from a profile.


Fig. shows a short cylindrical locator which, with the clamping force, will constrain all six degrees of freedom excepting that of rotation about its own axis (axis YY), for which a second locator must be used for complete location.
Locators must be accurately positioned relative to the base, and kept as short as possible to prevent 'binding' during the loading and unloading of the workpiece.
Location posts should be given a generous lead to facilitate loading,and should sit in a recess in the base so that dirt will not prevent the workpiece from being correctly seated

If a long locator must be employed to give greater support to a weak workpiece, location must only take place at the extreme ends of the locator, and so the post must be relieved as shown in fig. Large locators are usually lightened by boring a hole along the YY axis.

• Fig. shows locator retention by nut; other retention methods include set bolt and washer, and flange and set screws.
• It must be emphasized that a screw thread will not position the locator axis, and if the locator is screwed directly into the base a location diameter must be incorporated -in addition to the screw.

• Conical locators are used to locate the workpiece from a tapered hole or shaft, and when applied in this manner is similar to location posts and pots.
• Conical location from cylindrical holes or shafts where it is necessary to position the workpiece from the axis of the location feature, but where the diameter of the feature is not particularly accurate.


When conical location is to be used to position a drill or profile-milling plate which must be a fixed height above the base an adjustable conical locator (fig.) is used; it will be seen that the screwed locator must be position-controlled by means of a location diameter, because the screw thread will not accurately position the axis of the locator.

• Vee location are used to 'locate from cylindrical or part cylindrical profiles; they may be fixed or sliding, but in both systems their position must be controlled. Two fixed vee location may be used for reasonably accurate location from an accurate profile or for rough location; a system of one fixed and one sliding locator is used for more accurate location.
• A sliding locator, or in some cases a fixed locator, is used in conjunction with a principal cylindrical locator. When a vee location system includes a sliding vee a small downward clamping force can be introduced by inclining the sides of the vee as shown in fig. When vee location is employed, care must be taken to ensure that it will control the workpiece in the required direction (see figs.).



CLAMPING AND CLAMPING DEVICES
• Requirements of clamping systemsThe clamping system must hold the workpiece against the cutting forces without causing damage to it.

POSITION OF CLAMPING
• Clamping must be at thick sections of the workpiece to avoid distortion due to clamping forces; suitable support must be introduced if the workpiece is too thin to resist deformation by the clamping forces.
• The clamps must be positioned so that they can be operated easily and safely by the operator, and where they can most effectively prevent movement of the workpiece.

DESIGN OF CLAMPING• The clamp and clamping screw must be strong enough not to
become distorted under the clamping force; a distorted clamp will cause insecure clamping.
• The clamping system must produce the required force; this depends upon the operation to be performed.
• For example, when clamping for turning and milling, hexagonal nuts are usually used to secure the clamp, but hand nuts are usually sufficient when drilling and reaming; this is partly due to the extent of the cutting forces involved, and partly due to the direction and nature of these forces.
• Hand nuts are more convenient for the operator than hexagonal nuts because a spanner is not used to tighten them; the force that the operator is able to apply can often be controlled by the size of the nut and so prevent damage to the workpiece due to excessive clamping pressure.

• Fig. illustrates a solid clamp; it will be seen that the toe and heel are shaped to ensure adequate clamping over a range of workpiece heights; the clamp is prevented from rotating during clamping by the pin at the heel-end.
• The clamp stud is usually at least 10mm diameter and must be nearer to the toe-end than the heel-end of the clamp; the clamp is released from the workpiece and supported there by the compression spring under the clamp, and the spring prevented from entering the hole in the clamp by a washer.
• This clamp is rotated about the stud to release the workpiece.

• The clamp plate is flat because a heel pin is introduced; this pin engages in the clamp plate to prevent it rotating during clamping.

• Fig. illustrates a slightly more elaborate system in which a slotted clamp plate is used so that the workpiece can be released without clamp rotation.

• An adjustable heel pin is often used at early machining operations where the workpiece height is likely to vary more considerably (see fig.).

• When a fixed heel pin is used, variation of workpiece height may cause insecure clamping by the nut; this can be offset by using a pair of spherical washers, as shown in fig.;

• The two-point clamp (fig.) is a variation of the clamps already shown and is used to clamp two workpieces or to clamp a single workpiece that is awkward to clamp using a simpler clamp.

• Fig. shows a three-point clamp of the type used to clamp a workpiece at three points; large three-point clamps are fabricated by welding from a turned cylindrical boss and lengths of T-section for the arms.

• Edge clamps are used when the only horizontal surface is the one to be machined; the type shown is used to clamp the workpiece on to the horizontal surface of the base, and against a suitable vertical face (see fig.).

• Fig. shows a latch-type clamp; this type is very easy to operate, and the latch and stud movements are controlled (the latch is in the fully open position when the faces indicated by ‘x' are in contract); the illustration shows a hand nut used to clamp the workpiece.

• A simple plate clamp can be used to clamp no more than two workpiece at once; if any more are presented for clamping by extending the plate, only the two larger ones will be clamped, and the others will be insecure.

• The two-way clamp shown in fig. is an extension of the latch-type clamp shown.

• Figs. show a selection of button clamps; these may be fixed at one point, or removable as required.

• Fig. shows a floating pad which is often used in conjunction with the button clamp system; this prevents damage to the workpiece by allowing the screw to rotate at the point of clamping without scoring the workpiece.

• A workpiece with a bore can often be clamped from a post; a swing washer as shown in fig. is used so that a clamping nut can be used that is smaller than the bore of the workpiece; when this method is used the nut does not have to be removed to release the workpiece.

• The 'Cee' washer is used if there is insufficient room to use a swing washer; this washer is often chained to the base to prevent it from being mislaid, and if used with a horizontal post it is recessed to accept the nut, which will prevent it from falling from the post during clamping.

• Fig. shows a removable clamping plate in conjunction with swinging bolts;

• When two workpieces are to be clamped, and where their heights are likely to vary, an equalizing clamp is useful; fig. shows a typical arrangement, but the equalizing clamping piece can also be used in conjunction with the latch-type clamp.






DRILL JIGS
• Locating and clamping elements in drill jigs are subjected to high torque in the direction perpendicular to the axis of the cutting tool. The jig and the workpiece are also subjected to thrust in the direction of the feed of the tool.

The following are the requirements of a good drill jig:• Quick and accurate location of the workpiece.• Easy loading and unloading of the workpiece and
prevention of wrong loading.• Prevention of bending or movement of the workpiece
during drilling.• Ample chip clearance with facilities for swarf removal and
cleaning.• Light weight to minimise operator fatigue due to repeated
handling.• Prevention of loss of loose parts by chaining them to the jig
body.• Clearance for overshoot of the drill.

GUIDING TOOL
• The tools are guided by means of holes in the drill plate which is located relative to the workpiece. Although the tools may be guided directly by the plate, it is usual to guide them in direct, or casehardened steel bushes that are an interference fit in the drill plate.

Press fit bushes
• Press fit bushes are the most common type of bushes and are pressed interference fit in the bush plates also referred to as jig plates. These bushes are used in batch production where the bushes often outlast the life of the jig.

Headed bushes (Fig.) are preferable to headless bushes because the collar provides positive stop against the jig plate. Moreover, it is found that the chances of the bush getting loose in the jig plate and sliding axially with the drill are lesser in the collared bushes.

when the spacing of the bushes is close or the top surface of the jig plate is required to be free from the projecting collars, headless bushes are used (Fig.).

RENEWABLE BUSHES
• For continuous or large batch production. the inside diameter of the bush is subjected to severe wear due to continuous contact with hard cutting tool.
• The guide bushes require periodic replacement. The replacement is simplified by making the outside diameter precision location fit (h6).
• The bushes can then be assembled manually without any press.
• The use of liner in the jig plate provides hardened wear resistant mating surface to the renewable bush (Fig.).

• The renewable bush must be prevented from rotating and moving axially with the cutting tool. This is accomplished by provision of a flat on the collar. The flat arrests with the collar of the retainer shoulder screw to prevent rotation.
• The bush flange below the collar of the shoulder screw prevents the bush from getting lifted with the cutting tool

SLIP BUSHES• When a hole in the workpiece requires two operations such as
drilling and reaming, it is necessary to use two different guide bushes for the different tools.
• The hole is first drilled using a bush having a bore suitable for the drill. After drilling, the drill bush is removed and a reaming bush is used to guide the reamer.
• In mass production, the changeover of these bushes should be effected quickly. This is accomplished by provision of slip bushes.

• There are a number of different types of slip bushes in use. In the most common type, the bush is provided with a flat on the head similar to the renewable bush and a circular cutout in the flange to facilitate quick assembly and removal (Fig.).

• For loading or unloading of the slip bush, the cutout in the flange is aligned with the collar of the retainer shoulder screw.
• The bush can be moved freely axially in this position. For assembly, the slip bush is aligned with the shoulder screw and inserted into a liner.
• When the bush collar touches the jig plate, the slip bush is rotated clockwise to arrest the flat on the bush flange against the collar of the retainer shoulder screw.

• rotation of the bush during drilling. The bush flange beIow the collar of the shoulder screw prevents the slip bush from rising up with the cutting tool.
• For removal, the slip bush is rotated anticlockwise to align the bush cutout with the shoulder screw collar.
• Then the bush can be lifted axially out of the liner. In a variation of the slip bush, the straight flat is replaced by a circular step (Fig.).

THREADED BUSHES• The bushes used for clamping the
workpiece are threaded on the outside. • There should be another plain guiding
diameter for accurate location of the bush (Fig. 5.6).
• The collar of the liner bush is usually placed on the opposite side to take the axial thrust of the screw.
• The liner bush should be prevented from rotation by a grub screw or a flat on the collar (Fig.).
• The flat mates with a machined step on the jig plate.

SPECIAL BUSHES
• A twist drill tends to slide down inclines and curves (Fig.).
• This causes bending and breakage of the drill. The problem can be countered by altering the shape of the drill bush to provide better support and resistance against bending.
• This generally involves matching the end of the bush with the profile of the workpiece

VARIOUS TYPES OF JIGS
Depending upon their construction and method of operation, drill jigs can be broadly classified as follows:• Plate jigs and channel jigs with workpiece pots• Angle plate jigs• Turn-over jigs• Leaf or latch jigs• Box jigs• Trunnion-type indexing jigs• Sandwich and pump jigs• Jigs for multi-spindle machines

PLATE-TYPE JIGS
• Plate-type jigs mainly consist of a single bush plate with a provision for location and the clamping of workpiece.
• Figure shows a plate-type of jig for the shown workpiece. The workpiece profile is located by six location pins and clamped by two knurled screws against the location pins.
• Sometimes, it is economical to make the jigs channel shaped in order to simplify location and clamping


CHANNEL JIG
• In any drill jig, the workpiece should be supported adequately against bending due to the downward thrust of the drill.
• Furthermore, there should be enough clearance below the workpiece for overshoot of the drill after passing through the workpiece.


• The pot is machined with bigger slots or holes for passage of the drill and disposal of chips.
• These slots must be aligned with the drill bushes in the jig (bush) plate. This is accomplished by providing a location pin in the pot and a corresponding slot in the jig plate.
• As shown in the figure, the pot is also used for anchoring the clamping stud. Moreover, the base of the pot also provides a square resting surface for drilling.
• The plate jig locates the workpiece with a spigot which engages into the machined bore of the workpiece.
• The Cee washer facilitates quick sandwich clamping of the workpiece between the pot and the plate jig.

TURN-OVER JIGS• Workpieces having no suitable resting surface for drilling can be
drilled conveniently with turn-over jigs.
Figure depicts a turn-over jig for drilling 13mm holes in the depicted workpiece. It is located on a 100 tPmachined bore for concentricity and three location pins for angular position.
• A C washer and a handknob provide quick clamping.
• The height of the feet must be longer than the clamping stud to provide proper resting face during drilling.
• All turn-over jigs must be turned over for the loading and unloading the workpiece.
• After loading the workpiece, the jig must be turned over again to rest on the jig feet for drilling as shown in the figure.
• Turn-over jigs are very convenient for drilling flanged workpieces which must be drilled from the flange end.

LEAF OF LATCH JIGS
• Leaf-type jigs are particularly suitable for workpieces having location surfaces and holes to be drilled on opposite sides. As shown in the figure, the jig plate is often used to house the clamping screw.

BOX JIGS
• Workpieces having holes on a number of sides can be drilled economically with box jigs.
• The jig body is generally shaped like a box with one side open for loading and unloading the workpiece.
• The open side is provided with a hinged latch which often houses bushes and clamping screws.
• The jig is fitted with bushes on various sides and suitable jig feet on the opposite sides.

The workpiece rests on the machined base of the jig plate. It is located by four profile location pins and an adjustable V block which centralises the boss and pushes the workpiece against the location pins.
The workpiece is clamped by a detachable latch clamp with open slots for two shoulder screws which provide anchorage to the latch during clamping.
The feet are provided with location slots to accommodate thickness of the main jig plate. The location slot along with the. feet clamping screw hold the feet parallel andsquare to the main jig plate.
the box jig permits drilling of holes in three sides of the workpiece with a single location and clamping operation. This saves time and increases production. Moreover, box jigs have built-in accuracy.

Types of Bushes• Press fit bushes for short runs.• Renewable bushes for high wear applications.• Slip bushes for multiple operations: drilling, reaming,
counterboring.• Threaded or spring-loaded bushes to combine clamping
with guiding.• Special bushes with end shaped suitably to prevent drill
deflection.• Plate bushes combining two or more bushes for very
closely spaced holes.

Types of Jigs• Plate jigs for workpieces having parallel machined faces on
sides to be drilled and used for resting.• Angle plate jigs for holes square to the machined bores.• Turn-over or table jigs for workpieces having the machined
surface on the same side as the holes (and also square to the holes).
• Leaf or latch jigs for workpieces having the machined surface on the side opposite to the holes (and square to the holes).
• Box jigs for drilling holes from a number of sides in light workpieces.

TURNING FIXTURE
• Turning fixture mainly consists of workpiece locating and clamping elements.
• These fixtures are used for facing, boring and turning operations. For all these operations, the workpiece must be positioned correctly with respect to the rotating machine spindle.
• For boring and turning, the axis of the bore or the outside diameter to be machined must be aligned with the machine spindle axis.

• Generally, turning machine spindles have accurately machined spigots for location and threads for clamping of locators and work holders

• Most of the machines are provided with a back plate which is permanently mounted on to the machine spindle.
• The back plate is used to locate and clamp turning fixtures, chucks and other workholders on the machine.
• The outside diameter of the back plate is generally machined precisely to the sixth grade of tolerance.
• It is used as a locating spigot for aligning axis of rotation of the fixtures with the machine spindle.
• The back plate is provided with three or more equi-spaced holes for clamping turning fixtures.

• the fixtures are provided with clamping studs which are inserted in the clamping holes in the back plate and secured by hexagonal nuts.
• Even the standard chucks and commercial workholders are fixed to the back plate in a similar manner.

• The majority of workpieces processed on turning machines (lathe, capstans, turrets and autos) are circular in shape: Most of these can be held and located (centralised) satisfactorily in the standard commercial chucks and collets.
• Many rectangular and other odd shapes can be clamped satisfactorily on the standard face plates.
• As a matter of fact, most of the turning fixtures are special face plates designed to facilitate quick loading, locating and clamping of workpieces in mass production.

Standard Chucks
Self-centering Three-jaw Chucks• the jaws move simultaneously and are
operated by rotating a screw with a chuck key.• The standard jaws always remain concentric
with the axis of the chuck during movement. This centralises the workpiece.
• Self-centering chucks are also available in two or four jaw varieties.


Independent Four-jaw Chucks
• In this type, each one of the four chuck jaws can be moved independent of the other jaws.
• This helps in making the jaws deliberately non-concentric to centralise an offset bore in a rectangular workpiece.
• Independent jaw chucks are also used for most accurate centralising of round workpieces.
• They are also available in two-jaws variety.


Combination Chucks
• These combine the advantages of the independent jaw and self centering chucks.
• Each jaw can be moved towards or away from the centre of the chuck by a separate adjusting screw. This facilitates location of odd shaped workpiece.
• After adjustment, all the jaws can be moved simultaneously by the master socket for quick clamping and unclamping of the workpiece.



MILLING FIXTURESTypes of Milling Machines
Vertical Milling Machine• In this, the axis of the rotating cutter is vertical. This causes
inevitable milling torque in the horizontal plane. Milling fixture elements should be able to withstand this torque and thrust of the milling cutter.
Horizontal Milling Machine• These drive cutters around a horizontal axis. Depending upon the
direction of feed, the workpiece is lifted up or pressed down against the table. Horizontal machines often use a gang of many cutters. This increases the total cut and the resultant cutter thrust. Consequently, milling fixtures for horizontal machines should be able to bear torque in the vertical plane and thrust in the,horizontal direction.

Up Milling (Conventional) • The directions of feed and cutting oppose each other The
cutter tends to lift the workpiece and fixture from the table. This calls for heavy downward clamping. The thrust resulting from the cutting force should be directed to a solid, fixed part of the fixture instead of ~he clamp or other movable parts.
Down Milling• The feed direction is the same as the direction of cutting force.
The cutter tends to press the fixture and workpiece down on the table. This subjects the machine to vibrations and so old, worn-out machines with excessive clearance between slides and lead screws are unsuitable for down milling.

Essentials of Milling Fixtures
• Strength; Milling fixtures should be heavy and robust to withstand heavy forces and severe vibrations developed in milling. Cast iron is a suitable material for milling fixtures. It can withstand vibrations well.
• Thrust; Heavy thrust caused in milling should be transmitted to strong solid structures. The thrust should not be directed towards a clamp or a movable part. if a vice is used, it is better to direct the thrust towards the fixed jaw instead of the movable jaw.

• Cutter Setting; Suitable cutter setting pieces should be provided for easy and accurate tool setting. It is customary to keep 0.40 to 0.5 mm gap between the cutter and setting piece.
• Machine Location Tennons Milling fixtures are generally fixed with locating tennons (tongues). These are fixed in slots machined on the resting face of the base Tennons are made close sliding fit in machine T slots. Tennons align the milling fixture with the longitudinal stroke of the machine.


• Motion Economy Clamping time can be reduced by securing more than one workpiece with a single clamp. In large scale continuous production, pneumatic or hydraulic power clamping should be considered. Generally, clamping time can be overlapped with machining time by using more than one fixture.
• Swarf Disposal Unlike drilling, milling chips are discontinuous. In case, swarf gets accumulated in closed pockets, big chip removal gates should be provided for cleaning the fixture.

Special Vice Jaws

Facing Fixtures
The workpiece is supported by three adjustable spherical-ended pads A which are adjusted to suit the variation in casting and locked in position by check nuts.
Two-self adjusting supports B are pushed upwards by light springs which ensure that supports B are positively in contact with the workpiece. Supports B can be locked in this position by clamping screws D.
The tightening of edge clamp E pushes the casting against fixed jaw F which is keyed in the fixture body to provide solid support to the workpiece against the heavy thrust developed during operation.

• The workpiece is located by four pins P and it is clamped against a solid section of the body against which the milling thrust is directed. Clamp C has got a downward angle at the clamping point.
• In addition to holding the workpiece against the vertical face, the angular clamping face also exerts downward pressure on the workpiece, while pressing it against the horizontal face.

• The shafts are located and supported by V blocks. A single clamp secures two shafts simultaneously. Both the shafts are milled simultaneously for key-ways by a gang of two cutters which can be set with the help of the setting piece.
• A stopper locates shaft axially and takes the milling thrust. The fixture is aligned with the machine table by two tennons and clamped through U slots.