Embed Size (px)
Citation preview
69.2 / S. Gomez
69.2: Designing Strong Glass for Mobile Devices
Sinue Gomez, Adam J. Ellison, Matthew J. Dejneka Glass Research, Corning Incorporated, Corning, NY, USA
Abstract Compared to plastic, glass is tougher, scratch resistant, offers optical quality and a richer look for consumer electronic applications. The mechanical performance of silicate glasses can be improved via ion-exchange in molten salts. Variables that affect the ion-exchange process, such as glass composition, thermal history, time, temperature, and bath chemistry will be discussed.
1. Introduction The Automobile windshield industry was the initial incentive for the commercial application of chemically strengthened glass. The ion-exchange process has been widely used in the fabrication of missile nose cones and cladding for aircraft windshields. Chemical tempering has also been used in high end photochromic and white crown eyeglass lenses, and in the production of hard disk drives for computer data storage.[1,2] Relative to plastic, glass is not only much harder and tolerant to damage, but also offers superior optical quality and a richer look which is highly desirable in consumer electronic applications. Thus, the possibility of strengthening glass sheets allows using glass in applications, such as cover plates for cellular phones, PDAs, notebooks, etc., where high strength and scratch resistance are necessary due to everyday exposure. Theoretically glass can be as strong as ~14 GPa.[3] However, the presence of flaws or defects in glass can drastically affect its strength. In practice, strengthening processes in glass mainly prevent surface flaws or cracks from propagating when external forces are applied to the surface. Since glass becomes stronger in compression and weaker in tension, the introduction of surface compressive stress profiles in glass is a well known approach for strengthening. The ion-exchange process or chemical tempering of glass can be used to incorporate residual stresses by exposing a glass containing alkalis to molten salt baths that contain alkali ions which are typically larger than those initially in the glass. As a result of chemical potential differences, some ions in the glass are replaced by ions in the molten salt bath. If a smaller ion in the glass is replaced by a larger ion from the bath, a compressive layer is formed in the glass surface producing compressive stress (CS). This compressive stress is balanced by a volume below the surface under tensile stress (CT). The effectiveness of the compressive layer depends on the size of the initial flaws, the depth of compression, and the magnitude of the compression at the surface. All silicate glasses can be chemically tempered provided that enough mobile cations are available in the composition. However, glass composition plays a very important role on the success of chemical tempering. For a given glass composition, time, temperature, and salt composition are crucial during IX to obtain desired properties. The thermal history of the glass can also play a very important role on the attainable properties via IX.[4] The factors that can influence or affect the outcome of chemically tempered glass will be discussed in this work.
2. Experimental Annealed and fast-cooled glass samples of dimensions 40mm x 5mm x 1mm and 50mm x 50 mm x 1mm were exposed to molten KNO3 at temperatures approximately 120oC below the strain point of the glass at times ≥2 h. The annealed glasses were treated at temperatures about 20oC above their anneal point for 2h and then let cool slowly to room temperature. The fast cooling treatment consisted of heating the glass at the 1011 poise temperature for 1h, and then quenched at a rate of 4oC/s. The tensile stress resulting from the ion-exchange treatment was measured photoelastically using a Friedel polarimeter.[5] The depth of layer (DOL) and CS were determined using a surface stress meter FSM 6000. Potassium diffusion profiles were determined by electron microprobe analysis (EPMA). EPMA line scans were performed on a JEOL 8900 Superprobe using a 15 keV, 20 nA focused beam.
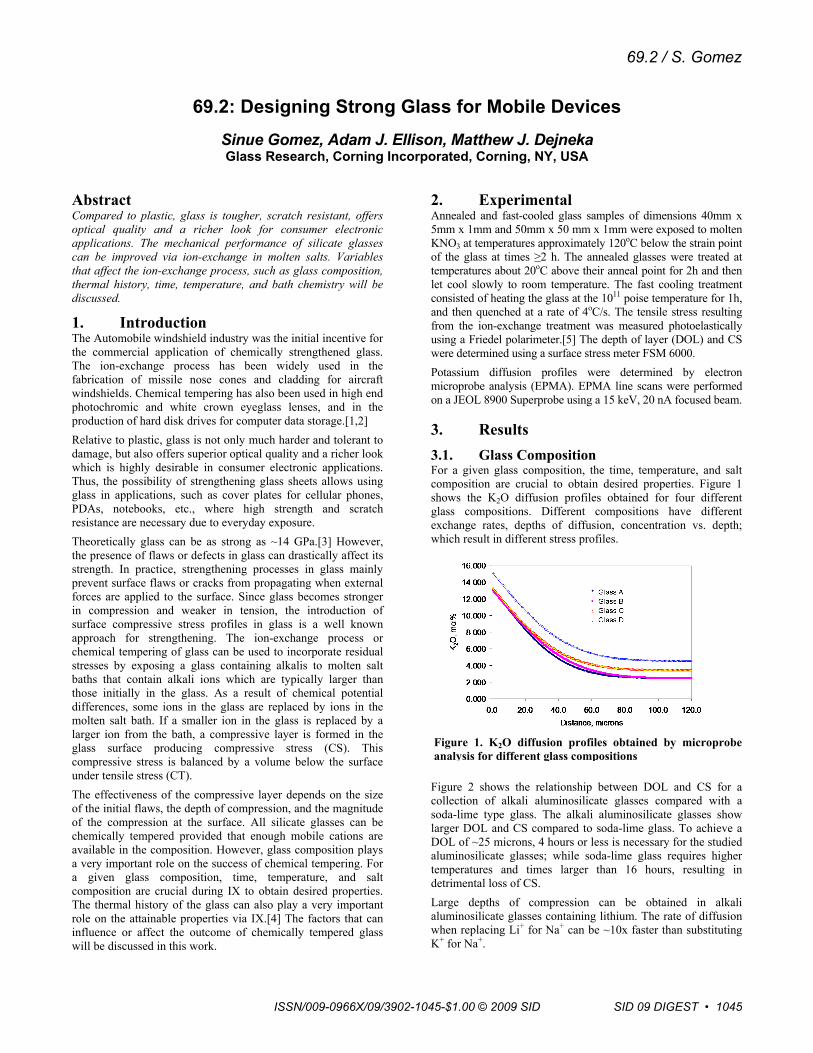
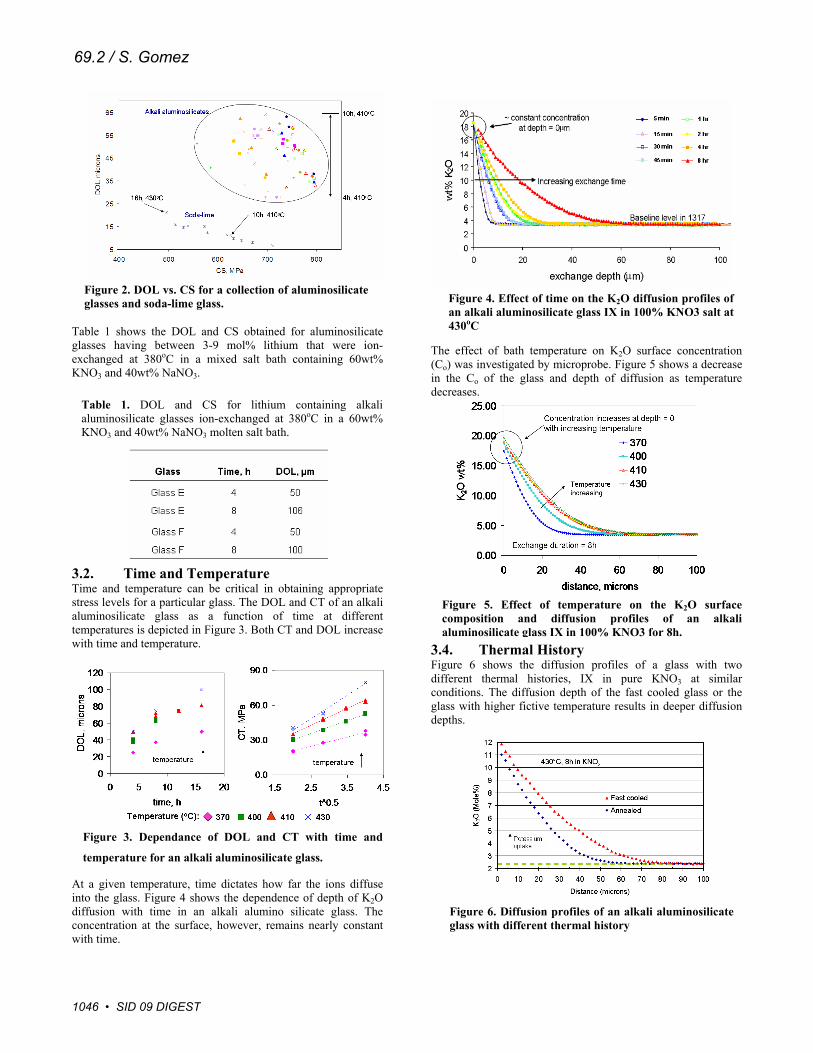
3. Results 3.1. Glass Composition For a given glass composition, the time, temperature, and salt composition are crucial to obtain desired properties. Figure 1 shows the K2O diffusion profiles obtained for four different glass compositions. Different compositions have different exchange rates, depths of diffusion, concentration vs. depth; which result in different stress profiles. Figure 2 shows the relationship between DOL and CS for a collection of alkali aluminosilicate glasses compared with a soda-lime type glass. The alkali aluminosilicate glasses show larger DOL and CS compared to soda-lime glass. To achieve a DOL of ~25 microns, 4 hours or less is necessary for the studied aluminosilicate glasses; while soda-lime glass requires higher temperatures and times larger than 16 hours, resulting in detrimental loss of CS. Large depths of compression can be obtained in alkali aluminosilicate glasses containing lithium. The rate of diffusion when replacing Li+ for Na+ can be ~10x faster than substituting K+ for Na+.
Figure 1. K2O diffusion profiles obtained by microprobe analysis for different glass compositions
SID 09 DIGEST • 1045ISSN/009-0966X/09/3902-1045-$1.00 © 2009 SID
69.2 / S. Gomez
Table 1 shows the DOL and CS obtained for aluminosilicate glasses having between 3-9 mol% lithium that were ion-exchanged at 380oC in a mixed salt bath containing 60wt% KNO3 and 40wt% NaNO3.
3.2. Time and Temperature Time and temperature can be critical in obtaining appropriate stress levels for a particular glass. The DOL and CT of an alkali aluminosilicate glass as a function of time at different temperatures is depicted in Figure 3. Both CT and DOL increase with time and temperature.
3.3. At a given temperature, time dictates how far the ions diffuse into the glass. Figure 4 shows the dependence of depth of K2O diffusion with time in an alkali alumino silicate glass. The concentration at the surface, however, remains nearly constant with time.
The effect of bath temperature on K2O surface concentration (Co) was investigated by microprobe. Figure 5 shows a decrease in the Co of the glass and depth of diffusion as temperature decreases.
3.4. Thermal History Figure 6 shows the diffusion profiles of a glass with two different thermal histories, IX in pure KNO3 at similar conditions. The diffusion depth of the fast cooled glass or the glass with higher fictive temperature results in deeper diffusion depths.
Table 1. DOL and CS for lithium containing alkali aluminosilicate glasses ion-exchanged at 380oC in a 60wt% KNO3 and 40wt% NaNO3 molten salt bath.
Figure 4. Effect of time on the K2O diffusion profiles of an alkali aluminosilicate glass IX in 100% KNO3 salt at 430oC
Figure 5. Effect of temperature on the K2O surface composition and diffusion profiles of an alkali aluminosilicate glass IX in 100% KNO3 for 8h.
Figure 6. Diffusion profiles of an alkali aluminosilicate glass with different thermal history
Figure 3. Dependance of DOL and CT with time and
temperature for an alkali aluminosilicate glass.
Figure 2. DOL vs. CS for a collection of aluminosilicate glasses and soda-lime glass.
1046 • SID 09 DIGEST
69.2 / S. Gomez
The difference in DOL between the annealed glass and the fast cooled glass can be seen in Table 2. The glass with higher fictive temperature (Tf ) can be ion-exchanged at a given set of conditions to DOL between 20-40% higher than the equivalent annealed glass. The Tf of a glass represents the temperature at which a glass formed by rapid cooling is prevented from structural reorganization such that the structure of the glass and the liquid are approximately the same. The physical properties of glasses generally vary with their cooling rate, phenomenon associated with acquiring different Tf, thus glasses with higher Tf show lower density, lower hardness, and lower elastic modulus. Thus, the less dense structure of glasses with higher Tf enables fast rate of ion-exchange to attain deep DOL with lower CT than annealed glass compositions. Table 2 shows how similar DOL can be obtained in shorter times. For instance, glass A-F reaches a 50 micron DOL in half the time than the annealed glass A. Fast cooled glasses also result in lower central tension, which is definitely an advantage since it leaves room to increase the compressive layer to add extra protection to the surface before reaching critical values of tension.
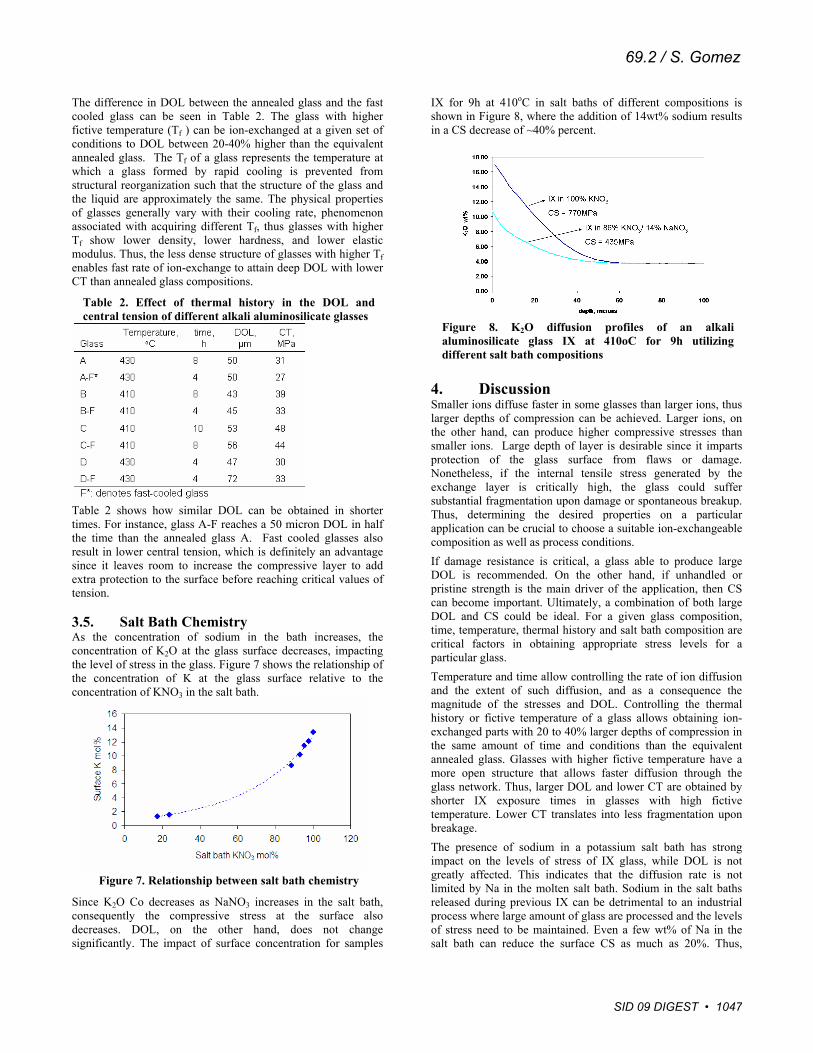
3.5. Salt Bath Chemistry As the concentration of sodium in the bath increases, the concentration of K2O at the glass surface decreases, impacting the level of stress in the glass. Figure 7 shows the relationship of the concentration of K at the glass surface relative to the concentration of KNO3 in the salt bath. Since K2O Co decreases as NaNO3 increases in the salt bath, consequently the compressive stress at the surface also decreases. DOL, on the other hand, does not change significantly. The impact of surface concentration for samples
IX for 9h at 410oC in salt baths of different compositions is shown in Figure 8, where the addition of 14wt% sodium results in a CS decrease of ~40% percent.
4. Discussion Smaller ions diffuse faster in some glasses than larger ions, thus larger depths of compression can be achieved. Larger ions, on the other hand, can produce higher compressive stresses than smaller ions. Large depth of layer is desirable since it imparts protection of the glass surface from flaws or damage. Nonetheless, if the internal tensile stress generated by the exchange layer is critically high, the glass could suffer substantial fragmentation upon damage or spontaneous breakup. Thus, determining the desired properties on a particular application can be crucial to choose a suitable ion-exchangeable composition as well as process conditions. If damage resistance is critical, a glass able to produce large DOL is recommended. On the other hand, if unhandled or pristine strength is the main driver of the application, then CS can become important. Ultimately, a combination of both large DOL and CS could be ideal. For a given glass composition, time, temperature, thermal history and salt bath composition are critical factors in obtaining appropriate stress levels for a particular glass. Temperature and time allow controlling the rate of ion diffusion and the extent of such diffusion, and as a consequence the magnitude of the stresses and DOL. Controlling the thermal history or fictive temperature of a glass allows obtaining ion-exchanged parts with 20 to 40% larger depths of compression in the same amount of time and conditions than the equivalent annealed glass. Glasses with higher fictive temperature have a more open structure that allows faster diffusion through the glass network. Thus, larger DOL and lower CT are obtained by shorter IX exposure times in glasses with high fictive temperature. Lower CT translates into less fragmentation upon breakage. The presence of sodium in a potassium salt bath has strong impact on the levels of stress of IX glass, while DOL is not greatly affected. This indicates that the diffusion rate is not limited by Na in the molten salt bath. Sodium in the salt baths released during previous IX can be detrimental to an industrial process where large amount of glass are processed and the levels of stress need to be maintained. Even a few wt% of Na in the salt bath can reduce the surface CS as much as 20%. Thus,
Figure 8. K2O diffusion profiles of an alkali aluminosilicate glass IX at 410oC for 9h utilizing different salt bath compositions
Table 2. Effect of thermal history in the DOL and central tension of different alkali aluminosilicate glasses
Figure 7. Relationship between salt bath chemistry
SID 09 DIGEST • 1047

69.2 / S. Gomez
continuous replenishment of the K in the salt bath is necessary to maintain surface stress and consequently increases production costs. On the other hand, intentional additions of sodium to the salt bath can be used as a way to control the levels of stress in the glass. It could be the means to obtain large DOL without creating large amounts of internal stress that could result into severe fragmentation if the part breaks.
5. Conclusions In summary, glasses as well as the chemical tempering or ion-exchange process can be manipulated to obtain mechanical properties to suit given applications. For a given glass composition, time, temperature, thermal history and salt bath composition are critical factors in obtaining appropriate depths of compression and stress levels for a particular glass and application. The main advantage of chemical tempering over thermal tempering is that higher surface compression is attainable, thus thin parts and complex geometries with higher toughness can be obtained. The downside of chemical tempering is the cost, which can limit its use to high end applications. However, chemical tempering opens a great deal of opportunities to
implement glass in applications where damage resistance and toughness are priorities, such as cover glass for consumer electronic applications.
6. Acknowledgements We would like to thank Kristen Barefoot for FSM measurements and for providing the glass for studying the effect of the salt bath composition. We also want to thank Dr. Ben Hanson for microprobe analysis.
7. References [1] Kellman, C., Glass Industry, 1993, 74, 23-24 [2] Gy, R., Mat. Sci. and Eng. B, 2008, 149, 159-165 [3] Glass Science and Technology, Volume 5, Edited by Uhlmann, D.R. and Kreidl, N.J. Academic Press, 1980, New York, 133-26 [4] Dejneka, M. J.; Ellison A. J, Gomez, S.; “Ion-exchanged, Fast Cooled Glasses” Patent Application no. 12/393241, filed February 26, 2009 [5] ASTM F218 Standard Test Method for Analyzing Stress in Glass
1048 • SID 09 DIGEST