Embed Size (px)
DESCRIPTION
Surface production
Citation preview

Surface Production OperationsENPE 505
Lecture Notes #6
1
Lecture Notes #6Gas Water System and Dehydration
ProcessingHassan Hassanzadeh

Gas Water System and Dehydration Processing
Learning Objectives
• predict water content of natural gas, hydrate formation conditions, inhibitor requirement for hydrate prevention, and requirement for hydrate prevention, and perform preliminary design and sizing calculations of absorption and adsorption dehydration units.
2

Gas water system and dehydration processing
Water vapours is the most common undesirable impurity found in natural gas.
The water content of natural gas is usually in the range of 400-500 lbm/MMSCF
of gas
Reasons to remove water from natural gas:
1. Hydrate formation
2. Presence of liquid water and sour gases promote corrosion
3. Slugging and decreasing flow line efficiency
3
3. Slugging and decreasing flow line efficiency
4. Reducing heating value of the gas
Pipeline specification for natural gas restricts the water content to a
value not grater than 66--8 8 lbmlbm/MMSDF/MMSDF
Since most gas sweetening processes involve the use of aqueous
solution, dehydration is often done after desulfurization. Partial
dehydration, or hydrate inhibition are commonly done at wellsites.

Water content of natural gas
A reliable estimate of natural gas water content is necessary to design and
operate dehydration process.
Water content of natural gas depends on temperature, pressure,
composition, and water salinity.
1. Water content of natural gas increases with increasing temperature
4
1. Water content of natural gas increases with increasing temperature
2. Water content of natural gas decreases with increasing pressure
3. Salt content of the water decreases the water content of natural gas
4. Higher gravity gases have lower water content
Dew point of natural gas: is defined as the temperature at which the gas
is saturated with water at a given pressure.
Dew point depression: is the difference between the dew point before
and after dehydration

Water content of natural gas
Separation facility
100 oF and 500 psia
Water content = 100 lb/MMSCF
Dehydration facility Free water=
Reservoir gas (5000 psig/250oF) ~ 500 lbm/MMSCF
Pipeline ~ 6-8 lbm/MMSCF
Separation facility
100 oF and 500 psia
Water content = 100 lb/MMSCF
5
Dehydration facility
Pipeline conditions
500 psia
60 oF
Water content =30 lb/MMSCF
Free water =100-30 =70 lb/MMSCF
Free water= 70lb/MMSCF
In this example, the dehydration facility results in a dew point depression of
100-60=40, In practice, although a dew point depression of 40 is just sufficient,
a 50 degree F depression my be desirable for operational safety.
Pipeline conditions
500 psia
60 oF
Water content =30 lb/MMSCF
Free water =0 lb/MMSCF

Methods for water content calculation
1. Partial pressure approach, valid up to 60 psia.
2. Empirical plots
3. Equations of state
Partial pressure approach assumes ideal gas behaviour. Where
Pw=Pyw and Pw=Pvxw
P is absolute total pressure
6
P is absolute total pressure
yw is mole fraction of water in gas phase
Pv is vapor pressure of water
xw is mole fraction of water in aqueous phase
Assuming xw≈1, yw=Pv/P
Empirical plots: McCarthy et al. (1950), McKetta and Wehe (1958), GPSA plot,
Campbell (1984), Robinson et al., and others

Water content of natural gases (Guo and Ghalambor, 2005).
7

Water content of sweet natural gases, Campbell (1984)
8

Water content of H2S & CO2 in saturated natural gas,
After Campbell (1984)H2SH2S
CO2CO2
9

Water content of natural gases, McKetta and Wehe (1958)
Example:
Find the water content of 0.75
gravity gas at 1500 psia and
120 oF.
Solution:
From the McKettaMcKetta and and WeheWehe
chartchart: W=78 lb/MMSCF gas
Correcting for the gas gravity,
W=0.99(78)=77.2 lb/MMSCF gas
10
W=0.99(78)=77.2 lb/MMSCF gas
Using Campbell’s correlationCampbell’s correlation:
W=77 lb/MMSCF gas

ExampleFind the water content of a gas at 1000 psia and 100 oF.
Using Campbell’s correlation
The gas composition is as follows:
Solution:
y = 0.8 + 0.05 + 0.015 + 0.005 + 0.02 = 0.89
C1 = 80.0 %
C2 = 5.0 %
C3 = 1.5 %
n-C4 = 0.5 %
CO2 = 2.5 %
N2 = 2.0 %
H2S = 8.5 %
11
yHC= 0.8 + 0.05 + 0.015 + 0.005 + 0.02 = 0.89
yCO2= 0.025
yH2S= 0.085
From Campbell’s chart WHC=59 lb/MMSCF gas
From Campbell’s chart WCO2=67 lb/MMSCF gas
From Campbell’s chart WH2S=150 lb/MMSCF gas
W=(0.89)(59) + (0.025)(67) + (0.085)(150) =66.9 lb/MMSCF gas

Gas hydratesWater molecules form cage-like structures in which gas molecules are
enclosed as guest molecules. Such structures are called clathrate
hydrates .
Natural gas hydrates are formed when natural gas
components such as C1, C2, C3, i-C4, H2S, CO2, and
N2 enter the water lattice and occupy the vacant lattice
position causing to water to solidify at temperature
considerably higher than the freezing point of water.
12
http://peer.tamu.edu/curriculum_modules/ecosystems/module_3/whatweknow2.htm
Different type of crystalline hydrate have been proposed
for gas hydrates.
Low temperature, high pressure, natural gas at or below dew point in the presence of free water promote hydrate formation. No hydrate formation is possible if free water is not present
Secondary factors are : High velocities, agitation, pressure pulsation,
presence of small “seed” crystal of hydrate, presence of CO2 and
H2S.

Prediction of hydrate formationApproximate method for sweet gases
1. Hydrate formation due to
decrease in temperature
(or increase in pressure)
with no sudden
expansion (or
compression) such as
flow in well tubing and
13
flow in well tubing and
surface lines.
Example: A 0.7 gravity gas is
at 500 psia and 100 oF. To
what value can the
temperature be reduced
without hydrate formation?
~ 55 oF

Approximate method for sweet gases
2. Hydrate formation due to sudden expansion, such as orifices, chokes, back-
pressure regulators.
14
SG= 0.6 SG=0.8

Approximate method for sweet gases
2. Hydrate formation due to sudden expansion, such as orifices, chokes, back-
pressure regulators.
15
SG=1SG=0.9

Approximate method for sweet gases2. Hydrate formation due to sudden expansion, such as orifices, chokes, back-
pressure regulators.
Example: How far can be
pressure lowered without
expecting hydrate
formation for 0.7 gravity
gas at
(a) 1500 psia and 100 oF.
16
SG=0.7
(b) 1000 psia and 100 oF.
a) Final pressure = 800 psia
b) The 100 oF does not
intersect p=1000 psia,
therefore, the gas at this
condition can be expanded
to any pressure without
hydrate formation

Preventing hydrate formation
At the wellsite, two techniques are applicable for hydrate prevention:
In practice , hydrates are problem only when allowed to accumulate and grow to a size that restricts or stops the flow. Otherwise, they are of no consequence.
http://www.csiro.au/resources/Gas-Hydrates.html
17
The permanent solution for hydrate problem is dehydration of the gas to sufficiently low dew point.
1. Absorption using a liquid dessicant2. Adsorption using a solid dessicant3. Simultaneous dehydration and gas-liquid separation by
expansion
At the wellsite, two techniques are applicable for hydrate prevention:
1. Heating the gas stream so that it becomes under-saturated2. Inhibitor injection

Preventing hydrate formation by inhibitors
Inhibitor injection in gas gathering and transmission system
1. Methanol (less expensive, widely used, disperses well in gas stream, does not require recovery) However, it may cause contamination problem.It is very useful where low gas volumes prohibit dehydration processing. It is suitable for mild hydrate formation problem,
18
processing. It is suitable for mild hydrate formation problem, infrequent, periodic, temporary injection during field development.
2. Ethylene glycol (EG)3. Diethylene glycol (DEG)
EG and DEG are used primarily at low-temperature processing plants for extracting NGL. The aqueous phase of the process liquid contains the EG and DEG, which can be recovered or regenerated.

Prediction of inhibitor requirementsThe weight % inhibitor concentration in the aqueous phase, w, required
to lower the gas hydrate freezing point by ∆T oF, is given by:
Hammerschmidt’s equation:
( )wMM
wKT
TMK
TMw
+=∆
∆+
∆=
100or
100
Where M is the molecular weight of the inhibitor
K= a constant 2335 for Methanol, 4000 for Glycols.
19
K= a constant 2335 for Methanol, 4000 for Glycols.
Typically, this equation would predict injection requirement of 2-3
Gallons of methanol/MMSCF of gas. In practice, only about 1 to 1.25
G/MMSCF may be required in most cases.
The process of chemical inhibition is economical if the minimum
required amount of chemical is injected.
Most predictive models are no better than a rule of thumb; it is
advisable to determine the chemical requirements by field testing

Absorption dehydrationAbsorption involves the use of a liquid dessicant to remove water vapor from
the gas.
A commercial liquid dessicant for dehydration process should possess the
following properties:
1. High absorption efficiency
2. Easy and economic regeneration
3. Non-corrosive and non-toxic
4. No operational problems when used in high concentrations
20
4. No operational problems when used in high concentrations
5. No interaction with the hydrocarbon portion of the gas and no
contamination by acid gases
The glycols particularly EG, DEG and Triethylene glycol (TEG)Triethylene glycol (TEG) and
Tetraethylene glycol satisfy these criteria to varying degrees.
Glycols are preferred because:
• Offer superior dew-point depression
• Process reliability and lower initial capital and operation costs
• Less expensive than adsorption dehydration (57% more for 10 MMSCFD and
33% more for 50 MMSCFD as compared to TEG)
• Simple operation and equipment

Absorption dehydration
Typical TEG dehydration process flow scheme
Of all the glycols, TEG is more favourable because of lower vapour lower vapour
losses and better dewlosses and better dew--point depressionpoint depression. It has been successfully
used for dehydration of sweet and sour natural gases to effect a dew-
point depression of 40 to 14040 to 140 degree F, for operating conditions ranging
from 2525--2500 psig and 402500 psig and 40--160 degree F160 degree F.
21www.ogj.com

Glycol dehydration sizingThe primary variables required for design include:
1. Gas flow rate
2. Gas gravity
3. Operating pressure and maximum working pressure
4. Gas inlet temperature
5. Outlet water content required in the gas
In addition two criteria must be selected for design:
22
In addition two criteria must be selected for design:
1. Glycol to water circulation rate (2-6 gal TEG/lb water removed,
usually 2.5-4 in field applications )
2. Concentration of the lean TEG from regeneration system.
(99.0% to 99.9%, usually 99.5%)
The amount of water to be removed , Wr in lb/hr, can be calculated as follows:
Wr = q(Wi-Wo)/24

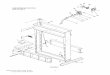
Inlet scrubber
Inlet scrubber: to remove any liquid water and
hydrocarbons, sand, drilling mud, and other solid
matter. These impurities must be thoroughly
removed, because they may lead to foaming,
flooding, poor efficiency, higher glycol losses and
maintenance problems in the absorber.
23
maintenance problems in the absorber.
Two-phase inlet scrubbers are generally constructed with 7 ½ -ft shell heights. The required minimum
diameter of a vertical inlet scrubber can be determined
based on the operating pressure and required gas
capacity [Sivalls’s data ,1977], see next slides.

Gas capacity of vertical inlet scrubbers based on 0.7-
specific gravity at 100 oF (Sivalls, 1977)
24

Gas capacity of vertical inlet scrubbers based on 0.7-
specific gravity at 100 oF (Sivalls, 1977)
25

Packed Glycol Contactors Trayed Glycol Contactors
Glycol contactors are generally constructed with a standard height of 7 ½ ft. The
minimum required diameter of the contactor can be determined based on the gas
capacity of the contactor for reference gas of 0.7 specific gravity at standard
temperature 100 oF.
gt
refCC
qq =
Glycol contactors
26

Gas capacity for trayed and packed glycol contactors based
on 0.7-specific gravity at 100 oF (Sivalls, 1977).
Packed glycol contactors
Trayed glycol contactors
27

Gas capacity for trayed glycol contactors based on
0.7-specific gravity at 100 oF (Sivalls, 1977).
28

Gas capacity for packed glycol contactors based on
0.7-specific gravity at 100 oF (Sivalls, 1977).
29

Gas capacity for trayed and packed glycol contactors based on
0.7-specific gravity at 100 oF (Sivalls, 1977).
30

The required approximate minimum height of packing of a
packed contactor, or the minimum number of trays of a trayed
contactor (Sivalls, 1977).
A more accurate
procedure for
calculating the number
31
calculating the number
of trays (or the depth of
packing) required is to
use the McCabe-
Thiele diagrams

Glycol Re-concentratorSizing the various components of a
glycol regenerator starts from
calculating the required glycol
circulation rate:
where24
)( qCGWRq wi
G =
32
where
qG = glycol circulation rate, gal/hr
GWR = Gal TEG/lbm H2O
Cwi = water content of inlet gas,
lbm H2O/MMscf
q = gas flow rate, MMscfd
Reboiler: The required heat load for
the reboiler can be approximately
estimated from the following equation:
Ht = 2,000qG
Ht = total heat load on reboiler, Btu/hr

Glycol circulating pump: The glycol circulating pump can be sized using the
glycol circulation rate and the maximum operating pressure of the contactor (see
next page for glycol pump specifications).
7000/tfb HA =
The mentioned equation for reboiler heat load is accurate enough for most
high-pressure glycol dehydrator sizing. A more detailed procedure for
determination of the required reboiler heat load can be found from Ikoku
(1984). The general overall size of the reboiler can be determined as follows:
where Afb is the total firebox surface area in squared feet.
33
next page for glycol pump specifications).
Glycol Flash Separator: A glycol flash separator is usually installed downstream
from the glycol pump to remove any entrained hydrocarbons from the rich glycol. A
small 125-psi vertical two-phase separator is usually adequate for this
purpose.
The separator should be sized based on a liquid retention time in the vessel of at
least 5 minutes.
Vs =qGtr/60
Where Vs = required settling volume in separator, gal
qG = glycol circulation rate, Gph, tr = retention time approximately 5 minute

Glycol pump specification Glycol re-concentrator spec.
34
www.kimray.com

Adsorption dehydration
‘‘Adsorption’’ is defined as the ability of a substance to hold
gases or liquids on its surface. In adsorption dehydration, the
water vapor from the gas is concentrated and held at the
surface of the solid desiccant. Solid desiccants have very
large surface areas per unit weight (200-1000 m2/g)
The most common solid adsorbents used today are
silica, alumina, and certain silicates known as
35
silica, alumina, and certain silicates known as
molecular sieves.
Dehydration plants can remove practically all water from
natural gas using solid desiccants. Because of their great
drying ability, solid desiccants are employed where higher
efficiencies are required.
http://www.processystems.coml
1. Chemically inert, cheap, non-corrosive
2. Physically durable and mechanically strong
3. Easily Regenerated
4. Thermally Stable and low pressure drop
5. Larger Surface Area for Adsorption and high mass transfer rate

Types of adsorbents
1. Bauxite ore, consisting primarily of alumina (Al2O3.xH2O)
(unsuitable for sure gas)
2. Alumina
3. Silica gel
4. Silica-Alumina gel
5. Molecular sieves
6. Activated carbon ( no capacity for water)
36
http://www.processystems.coml
Alumina:• Results dew point depression up as low as -100oF
• Good resistance to liquid
• It requires much more heat for regeneration.
• It is alkaline and cannot be used in the presence of
acid gases, or acidic chemicals.
• Tendency to adsorb heavy hydrocarbons is high
making regeneration difficult.
• Little resistance to mechanical agitation by the flowing
gas

Types of adsorbentsSilica gel and Silica-Alumina gel:Gels manufactured from sulfuric acid and sodium silicate reactions are called silica gels.
• Can dehydrate gas to as low as 10 ppm
• Easy regeneration
• Adsorb heavy hydrocarbon but release more easily during regeneration
• Can handle sour gas
• Cannot handle alkaline material such as caustic or ammonia
• Good for H2S content less than 5-6%
37
http://www.processystems.comlMolecular sieves:Crystalline form of alkali metal (calcium or sodium) alumina-silicate, very similar to natural clays
• Are alkaline and subject to attack by acids (special acid resistance are available for very sour
gases)
• Very high surface area
• Can produce water content less than 1 ppm
• Most expensive
• Subject to contamination by glycol
• Need high regeneration temperature
• Can be used for simultaneous dehydration and desulfurization

Process flow scheme
38
1. Adsorption is downwards to lessen bed disturbance due to high gas velocity
2. Regeneration is upwards to ensure through regeneration of the bottom of the bed
3. Most contamination occurs at the top of the tower, and by sending the
regenerated gas upwards, these contaminations can be removed without flushing
them through the entire bed.

The regeneration cycle
T2
T3
T4Inlet gas temperature
240 F
375 F
400 F
39
T1
T2
T5
125 oF
Start
of cycle
A B C D
End of cycle
8 hrs4 hrs
100 F
240 F
Time

The regeneration cycle
Period A: The hot regeneration gas heats up the tower and desiccant from T1 to T2 (100→240 oF)Period B: At above 240 oF, water beings to vaporize. The bed heats up at a slower rate because considerable portion of the heat input is used in vaporizing water from the desiccant, until T3 is reached. Period C: At point T3 all the water in the desiccant is desorbed.
40
Period C: At point T3 all the water in the desiccant is desorbed. Heating is continued from T3 to T4 (375 oF) to drive off any heavier hydrocarbons and contaminants. When the temperature has reached T4 the regeneration gas has a higher water content contaminant. This ends the heating cycle and cooling begun.Period D: The cooling started at point T4 is terminated at T5 (125 oF).

Design variables for adsorption process
Basic components1. Adsorber tower
2. Regeneration and cooling equipment
3. Piping and equipment
41
Design variables: 1. Cycle time
2. Allowable gas flow rate
3. Desiccant capacity
4. Required outlet water dew point
5. Total amount water to be removed
6. Refrigeration requirements
7. Allowable pressure drop

Design variables for adsorption process
Cycle time: varies from less than 1 hr for a rapid cycle unit
to grater than 8 hrs. It depends on desiccant capacity and
bed geometry.
Desiccant capacity:
42
Material Bulk density
(lb/ft3)
Surface Area
m2/g
Capacity
lb H2O/100 lb
Alumina 50-55 210 4-7
Alumina Gel 52-55 350 7-9
Silica Gel 45 750-830 7-9
Molecular Sieves 43-45 650-800 9-12

Adsorber bed designAdsorber tower design is governed by:1. Disiccant capacity
2. Zone length
3. Water loading (rate of water removal from the gas)
4. Breakthrough time
5. Allowable gas flow rate ad pressure drop
Superficial gas velocity 6
73.149947.1410 qZTZTq
v =
×
=
43
2
77.139
D
Mw
g=
Superficial gas velocity
Where vg =superficial gas velocity ft/sec.
Q=gas flow rate in MMSCFD
Z = Gas compressibility factor
D = Diameter of the adsorber bed, ft
2273.1499
4
520
7.14
24
10
pD
qZT
Dp
ZTqvg =
×=
π
Allowable gas flow rate:
Where w is allowable gas flow rate (lb/hr ft2)
Mg is molecular weight of gas

Adsorber bed design (cont.)
20531.0 DqWq iw =
pdg DCw ρρ22.20428=
For downward flow of gas, the maximum allowable gas mass flow
velocity, w is given by:
where
ρg = gas density in lb/ft3
ρd = bulk desiccant density in lb/ft3
Dp = average desiccant particle diameter, ft
C = empirical constant in the range of 0.025 – 0.033
Water loading:
44
iw
where
qw = water loading, lb H2O/hr ft2
Wi = water content of the inlet gas, lb H2O/MMSCF of gas
Zone length
2646.05506.0
7895.078.297
rg
wz
Sv
qh =
Depends on gas comp., flow rate, relative water
saturation, and desiccant loading capacity. For silica gel
(Simpson and Cummings, 1964) where
hz = zone length, ft
Sr = relative saturation of water in the inlet gas %
For alumina and molecular sieve, the zone length determined is
multiplied by 0.8 and 0.6, respectively.

Adsorber bed design (cont.)Desiccant capacity
The dynamic desiccant capacity Xs
is shown in the right. The
temperature correction factor
required for gels and alumina, but
not for molecular sieves is shown
below.
The useful desiccant capacity, x, is
Xs
45
The useful desiccant capacity, x, is
generally less than the dynamic
capacity is given by:
( )tzss hhxCxx /*−=
where x = useful capacity of desiccant,
lb H2O/100 lb desiccant
Xs = dynamic capacity
C* = (0.4 – 0.52) an imperial factor, a
function of zone length, usually 0.45

Adsorber bed design (cont.)
wtdb qhxt /01.0 ρ=
( ) ( )4/100/2
DhxW πρ=
Breakthrough time
Minimum bed length
The amount of water that can be removed per cycle by desiccant, Wc (lb) is
given by:
The breakthrough time for the water zone formed, tb in hours, can be
estimated by:
46
( ) ( )4/100/2
DhxW tdc πρ=
On rearranging this equation, the minimum length of desiccant bed
required can be written as:
( )2min
3.127
Dx
Wh
d
ct
ρ=
Note that (ht)min is the distance from the inlet to the front of the water zone.
So, if the ht is less than the total length of the bed, it means that not all of
the bed is being used.

Removal of acid gasesNatural gases containing H2S are classified as “sour,” and those that are H2S
free are called “sweet” in processing practice.
Produced gas from reservoirs usually contain H2S in concentrations
ranging from barely detectable quantities to more than 0.3% (3000 ppm)
Other sulfur derivatives, besides H2S, are usually completely
insignificant or present only in the trace proportions.
47
Most contracts for the sale of natural gas requires less than 4 ppm (0.25
gr/100 ft3 of gas) in the gas.
insignificant or present only in the trace proportions.
A characteristic of all H2S bearing natural gases is the presence of CO2,
the concentrations which are generally in the range of 1-4%.
H2S and CO2 are commonly referred to as ‘ acid gases” because form
acids or acidic solutions in the presence of water.

Reasons for removal of H2S and CO2
1. Foul odor2. Deadly poisonous, at concentration above 600 ppm it can be fatal
in just three to five minutes3. Corrosive to all metals normally associated with gas production and
processing operations
48
processing operations4. In combustion it produces SO2 which is also highly toxic and
corrosive.5. H2S and other sulphur compounds can cause catalyst poisoning in
refinery process. 6. CO2 has no heating value and may be removed to increase the
energy content of the gas per unit volume7. CO2 is corrosive in the presence of water8. H2S and CO2 promote hydrate formation

Removal processes
Iron sponge sweetening:Sour gas is passed through a bed of wood chips that have been impregnated
with a special hydrated form of ferric oxide that has a high affinity for H2S at
120oF. The chemical reaction is as follows:
Fe2O3+3H2S → Fe2S3+3H2O
Iron oxide is regenerated by passing oxygen/air over the bed:
49
Iron oxide is regenerated by passing oxygen/air over the bed:
Fe2S3+3O2 → 2Fe2O3+6S
Advantages:
1. Simple process
2. Selective
3. Relatively inexpensive
Disadvantages: 1. Difficult and expensive regeneration
2. Excessive pressure loss
3. Inability to remove large amount of sulfur
4. Sulfur disposal problem

Removal processes (cont.)Molecular SievesSynthetically manufactured forms of crystalline sodium-calcium alumino silicates,
molecular sieves are porous in structure and have a very large surface area.
The molecular sieves remove components through a combination of a “sievingsieving”
and physical adsorptionphysical adsorption. Because of their narrow pore sizes, they discriminate
among the adsorbates on the basis of their molecular sizes. The sieves possess
highly localized polar charges on their surface that act as a adsorption site for
polar materials.
50
The flow process is similar to the iron sponge
process. It is a cyclic operation with a cycle time on
the order of 2 hours. The bed is regenerated by
passing a portion of the sweetened gas (1-2%)
preheated to about 400400--600 600 ooFF or more, for about
1.5 hrs to heat bed.
1. Very prone to poisoning by glycol
2. Requires a through gas cleaning method
prior to adsorption
3. Regeneration is expensive and needs a lot
of heat
polar materials.

Removal processes (cont.)
A wash process followed by an amine
process is 12-15% lower in capital
Water wash (Aqua-sorption) processIn this process sour gas is sent upward through a contactor, countercurrent to
the water. This process is effective for high pressure gas, with high acid gas
content and high H2S to CO2 ratio.
51
process is 12-15% lower in capital
investment and about 50% lower in
operating expenses as compared to
single unit for amine an equivalent job.
For gas with a high H2S to CO2 ratio,
the saving can be as much as 40% in
investment, and 60 to 70% in operating
costs. Since H2S is more soluble in
water than CO2, this process shows a
quite good selectivity.

Removal processes (cont.)
SWEET GAS
H2S & CO2S
TR
IPP
ER
AB
SO
RB
ER
Alkanol-Amine processes
Amin processes are the most prominent and widely used
processes for H2S and CO2.
They offer good reactivity at low cost and
good flexibility in design and operation.
Some of the commonly used amines are:
1. Monoethanolamine (15% wt.)
52
STEAM
LEAN SOLVENT
SOUR GAS
ST
RIP
PE
R
AB
SO
RB
ER
1. Monoethanolamine (15% wt.)
2. Diethanolamine (20-30 % wt.)
3. Triethanolamine
4. Diglycolamine (40-70% wt.)
5. Di-isopropanolamine (30-50% wt.)
6. Methyldiethanolamine (30-50% wt.)