-
UDC 669.14.018.298
DISPERSION OF THE STRUCTURE OF STEELS
UNDER INTENSE THERMAL EFFECT.
PART 1. CHOICE OF OPTIMUM ALLOYING SYSTEM
L. Ts. Zayats,1 D. O. Panov,1 and Yu. N. Simonov1
Translated from Metallovedenie i Termicheskaya Obrabotka
Metallov, No. 11, pp. 13 19, November, 2010.
Results of a complex study of the kinetics of transformations,
structure, and characteristics of mechanical
properties of low-carbon alloy steels are used to formulate
principles for designing chemical composition. The
principles make it possible to lower the factor of carbon
activity and to raise the resistance of the system to dif-
fusion relaxation, which promotes dispersion of the structure in
heat treatment.
Key words: low-carbon steels, alloying system, diffusion
relaxation, activity of carbon, harden-
ability.
INTRODUCTION
Optimum combination of mechanical properties in ge-
neral-purpose structural steels is obtained when their
struc-
ture meets two conditions, i.e., (1 ) enough density of
struc-
ture defects (imperfections), especially of dislocations and
boundaries and (2 ) minimum scale of structural and chemi-
cal inhomogeneity of the material.
All modern methods for strengthening metallic materi-
als, i.e., for raising the density of imperfections, are based
on
providing a most nonequilibrium state in them. This state is
characterized by the value of the excess free enthalpy
(amor-
phous state, mechanical stresses due to severe plastic
defor-
mation, heat of phase hardening, supercooled austenite after
hardening) due to intense mechanical and thermal actions
[1]. Maximum possible level of nonequilibrium widens the
spectrum of the mechanisms of subsequent lowering (relax-
ation) of the excess energy of the system (closeness to
equi-
librium) and thus widens the possibility of control of the
pro-
cess of structure formation. Growth in the dislocation
density
and formation of new boundaries as a result of evolution of
the dislocation structure is a result of shear relaxation.
How-
ever, a more effective mechanism of relaxation without frac-
ture, which is most close to equilibrium, is diffusion.
Diffu-
sion controls the processes of recrystallization (primary
and
secondary), oxidation, and decarburization at elevated tem-
peratures, segregation of excess ferrite, development of
pearlitic and bainitic reactions in supercooled austenite,
and
decomposition of martensite due to tempering. It is obvious
that diffusion relaxation in multicomponent systems not only
lowers the strength but also increases the scale of inhomo-
geneity of the material, i.e., causes layering of the system
with respect to the chemical composition in two-phase do-
mains.
Thus, in order to obtain an optimum structure in a struc-
tural steel, which should ensure a high level of strength
char-
acteristics and reliability parameters, we should implement
a
series of states in the system (stages of dispersion),
namely,
(1) a state with maximum deviation from the equilibrium
condition, i.e., a state with the highest driving force of
subse-
quent relaxation;
(2) a state with high dislocation density formed as a re-
sult of shear relaxation (the attained dislocation density is
the
higher the greater the driving force of the relaxation);
(3) a state characterized by evolution of the dislocation
structure including controllable mechanisms of diffusion re-
laxation with minimum scale, primary recrystallization in
the
first turn.
Primary recrystallization in a crystal with high density of
uniformly distributed dislocations of one sign can ensure
maximum turning of neighbor volumes of the crystal, i.e.,
can raise as much as possible the density of high-angle
boundaries and reduce the size of the characteristic
structural
component [2].
In the suggested model of structure formation in a steel
states (1 ) and (2 ) can be implemented as a result of a
low-
Metal Science and Heat Treatment, Vol. 52, Nos. 11 12, March,
2011 (Russian Original Nos. 11 12, November December, 2010)
523
0026-0673/11/1112-0523 2011 Springer Science + Business Media,
Inc.
1Perm State Engineering University, Perm, Russia (e-mail:
[email protected]).
-
temperature intense mechanical action, by hardening of the
melt (amorphization), and by hardening with polymorphic
transformation. All the three states can be created succes-
sively by controlled thermomechanical treatment, heating of
an amorphous material, and rapid and short-term austeni-
zation of steels with initial martensitic structure under
the
condition that the austenite inherits high dislocation
density.
In heat treatment of steel the stages mentioned can be
imple-
mented both in the cycle of austenization and in the cycle
of
hardening cooling.
The aim of the present work consisted in formulating
principles for designing chemical composition for low-car-
bon alloy steels in order to create an optimum structure
that
would provide high strength characteristics and reliability
parameters and in studying the effect of the alloying system
meeting these principles on the stability of supercooled
aus-
tenite both under isothermal conditions and in continuous
cooling.
METHODS OF STUDY
We studied two low-carbon martensitic steels (LCMS),
i.e., a promising LCMS of grade 12Kh2G2NMFT with ele-
vated strength level and a sparingly alloyed grade 08Kh2FB.
For comparison, we chose a bainitic steel of grade
15Kh2GMF. The chemical compositions of the steels are
presented in Table 1.
Test pieces were cut from hot-rolled preforms in the axial
direction. The pieces were subjected to austenization at
940C
for 40 min and cooled at various rates. The average cooling
rate in the range of 650 350C was computed from the
change in the temperature, which was detected with the help
of a thermocouple calked into one of the test pieces. The
ten-
sile tests were performed using an UM-10T testing machine
for short five-fold test pieces in accordance with the
require-
ments of the GOST 149773 Standard. The impact tough-
ness KCU and KCT was determined in accordance with
GOST 945478 in an MK-30 impact testing machine (speci-
mens of type 3 and 17, respectively). The kinetics of the
transformations was studied in an updated Akulov aniso-
meter that permitted detection of low amounts of -phase.
The structure of the steels was studied using a Neophot-32
light microscope and a JEM-200CX electron microscope.
RESULTS AND DISCUSSION
Principles of Dispersion of Structure by Heat Treatment
V. D. Sadovskii has shown [3] that the recrystallization
due to austenization of steels with crystallographically or-
dered structure occurs in two stages, i.e., a phase
transforma-
tion proper, which yields phase-hardened austenite orienta-
tion-bound to the initial structure, and recrystallization,
which causes refinement of grains, removal of phase harden-
ing, and elimination of intragrain texture. It is obvious
that
the effect of grain refinement in austenization is the more
considerable the higher the dislocation density by the mo-
ment of the start of primary recrystallization of
phase-hard-
ened austenite and the lower the rate of secondary recrys-
tallization, i.e., the lower the susceptibility of the metal
to
diffusion relaxation.
In its turn, the size of the austenite grains affects sub-
stantially the dispersion behavior in hardening. It has been
shown in [4] that when the austenite grain diameter in steel
45KhNMFA exceeds 20 m, the size of a martensite lath is
virtually independent of the size of the austenite grains.
This
is connected with the effective fragmentation of the
structure
during formation of lath martensite. However, in the case
when the austenite grains are less than 10 m in size, the
lath
size decreases markedly. Starting with 5 m, only one
martensite lath with a size equal to that of the austenite
grain
forms in a grain due to hardening.
The authors of [5] report a nonmonotonic effect of the
size of austenite grains on the location of martensite point
Ms, which begins to decrease abruptly upon formation of
austenite grains less than 5 m in size.
The authors of [6, 7] show that it is possible to obtain a
principally new type of martensite (block martensite) that
consists of equiaxed crystals-blocks with a high density of
uniformly distributed dislocations separated by high-angle
boundaries and having a size of 100 200 nm. In order to
obtain such a structure they used thermocycling (3 7 cy-
cles), every cycle of which included induction heating to
the
austenitic range and subsequent hardening, These data show
the possibility of effective dispersion of structure in a
steel
both in the process of austenization and in subsequent hard-
ening for martensite.
524 L. Ts. Zayats et al.
TABLE 1. Chemical Composition of Studied Steels
Steel
Content of elements, wt.%
C Cr Mn Mo V Other
12Kh2G2NMFT 0.120 2.38 2.23 0.43 0.09 1.38 Ni; 0.03 Ti
08Kh2G2FB 0.085 2.20 2.25 0.08 0.03 Nb
15Kh2GMF 0.165 1.95 1.00 0.20 0.13
Note. In addition to the listed elements all the metals
contained 0.26 0.30% Si and at least 0.02% S and 0.02% P.
-
Repeated cyclic dispersion of structure is also possible. It
will be effective only in the case of attainment of a higher
level of nonequilibrium in the first stage of each
subsequent
cycle.
It is obvious that two tasks should be solved for succes-
sive implementation of stages of dispersion of structure,
namely, we should
(1) choose a material (alloying system) that would permit
successive formation of the required intermediate states and
minimization of the possibility of diffusion relaxation and
of
risks of fracture;
(2) choose a method for implementing the intermediate
states, i.e., a specific dispersion process based on an
intense
action on the system.
Study of the Effect of Alloying System on Stability
of Supercooled Austenite
Let us consider the role of alloying system in solution of
one of the most important tasks of todays physical metal-
lurgy of steels, i.e., provision of stability of austenite in
har-
dening.
It cannot be doubted today that formation of a high-
strength state in iron-carbon alloys is closely related to
cre-
ation of martensitic structure in them. However, it is by
far
not always possible to implement a martensitic trans-
formation. In the first turn, this concerns large-size and
mas-
sive preforms and articles the cooling rate of the core of
which is considerably lower than that on the surface.
The problem of hardenability is especially urgent for
steels with a low content of carbon, which is known to be a
-stabilizer. For a long period, heat treatment specialists
have
assumed that low-carbon steels were not hardenable at all.
At the same time, commercial use of low-carbon steels with
elevated and high strength promises much, because the high
level of their structural strength is accompanied by a whole
set of technological advantages with respect to medium-car-
bon steels just due to the low content of carbon. These ad-
vantages include good weldability, low deformation in heat
treatment, and low susceptibility to decarburization and
crack formation. In the case of high hardenability of steels
with low carbon content the production cycle of many parts
and structures will be simplified considerably.
The problem of formation of highly stable supercooled
austenite can be solved is we manage to satisfy at least two
conditions, i.e., ensure high stability of the austenite in
the
range of pearlitic transformation and suppress the bai-
nitic transformation. The temperature range of the marten-
sitic transformation should be regulated in order to
minimize
the possibility of accommodation by twinning (inevitable at
low temperatures Mi M
f) and to guarantee formation of a
structure of lath martensite in the process of slow
hardening
cooling and simultaneously to eliminate the undesirable pro-
cesses of tempering of the freshly obtained lath martensite,
which are inevitable at high temperatures Mi M
f.
At first, the possibility of implementation of martensitic
transformation in slow cooling of low-carbon alloyed
austenite was discovered in a study of the Fe Ni system. At
optimum alloying of iron with nickel the temperature of the
thermodynamic equilibrium decreases substantially,
and a thermodynamic stimulus for transformation
arises only in a temperature range below 450C. At these
temperatures a transformation can develop only by a
shear mechanism. The task of suppression of bainitic trans-
formation in these alloys has been solved radically, i.e.,
bainitic transformation is simply absent due to the
exception-
ally low carbon content.
Another way for obtaining a martensitic structure in slow
cooling of low-carbon austenite is to raise the stability of
supercooled austenite at a specific proportion of carbon and
alloying elements. It has been shown in [8, 9] that at 0.04
0.12% C combined with additives of Cr, Mn, Ni, and Mo
(5 6% in total) the incubation period of pearlitic transfor-
mation at the temperature of the lowest stability of
austenite
(650C) lasts from tens of minutes to several hours. Such al-
loys have been called low-carbon martensitic steels (LCMS).
If the carbon content in such steels exceeds a certain level,
a
bainitic reaction is activated. The diagrams of isothermal
de-
composition of the austenite exhibit only a range of
bainitic
transformation [9].
It is suggested in [10, 11] that massive parts with elevated
strength level should be produced from steel 15Kh3G3MF
(0.10 0.20% C, 3.2 4.0% Cr, 3.2 4.0% Mn, 0.5 1.0%
Mo, 0.3 0.5% V). In this steel supercooled austenite is
characterized by high stability; in the range of 700 400C
the transformation does not occur for 4 h. In the range of
400 200C bainite appears in an amount of 5% after a hold
for 5 sec and in an amount of 55% after a hold for 700 sec.
Introduction of an additional low content of carbon (over
0.15%) into this steel results in substantial activation of
the
intermediate transformation. Industrial testing of this
steel
has shown that a martensite structure forms in massive parts
(with a length of at least 1800 mm and a diameter of
185 280 mm) only after oil hardening [11]. It should be
noted that the steel melted for industrial testing contained
equal amounts of molybdenum and vanadium (0.5%).
The author of [12] writes that steel 12Kh2MFB (I531)
is a modification of the Croloy 2.25 grade widely known in
foreign countries, which contains 0.08 0.12% carbon,
2.25% chromium, and 1% molybdenum. In the USSR this
steel has been used widely due to its high susceptibility to
air
hardening (additional hardening, especially in the near-weld
zone, due to arc welding). Addition of 0.5 0.8% niobium
to this composition has reduced the air hardenability
substan-
tially.
Steel 12Kh2MFB contains 0.08 0.12% C, 0.4 0.7% Si,
0.4 0.7% Mn, 2.1 2.6% Cr, 0.5 0.7% Mo, 0.20 0.35%
V, and 0.5 0.8% Nb, i.e., is characterized by high concen-
tration of carbide-forming elements. The minimum stability
of austenite in this steel in the range of pearlitic
(normal)
transformation is about 100 sec at 700 720C; active deve-
Dispersion of the Structure of Steels under Intense Thermal
Effect. Part 1 525
-
lopment of bainitic transformation occurs in 50 100 sec at
450 350C [8].
The object of study of [13, 14] is steel 55Kh2MFB
(0.55% C, 0.6% Mn, 1.86% Cr, 0.51% Mo, 0.26% V, 0.10%
Nb). The minimum stability of its austenite in the range of
pearlitic (normal) transformation is about 1000 sec at 650C;
bainitic transformation begins in 200 300 sec at 350
280C. Thus, the proportion of carbide-forming elements in
steel 55Kh2MFB decreases upon decrease in their suscepti-
bility to carbide formation. Despite the high carbon content
steel 55Kh2MFB possesses higher stability of supercooled
austenite than steel 12Kh2MFB with less carbon.
In the 1980s L. M. Kleiner suggested a low-carbon mar-
tensitic steel 12Kh2G2NMFT. It was discovered later that
this steel exhibits exceptionally high stability of
supercooled
austenite [15 17]. A special feature of this grade of steel
is
the presence of a virtually full set of carbide-forming ele-
ments in its composition. The content of the carbide-forming
elements decreases progressively upon growth in the suscep-
tibility to carbide formation.
Thus, by the 1990s researchers possessed ample data on
a favorable effect of multicomponent alloying with carbide-
forming elements on growth of stability of supercooled aus-
tenite. The empirical approach was used for obtaining steels
possessing high stability of supercooled austenite.
It becomes clear from the facts mentioned above that
systematic multicomponent alloying is a necessary condition
for high stability of supercooled low-carbon austenite in
the
process of slow cooling.
Theoretical Substantiation of the Choice of Alloying
System with Elevated Resistance to Diffusion Relaxation
In heat hardenable Fe C alloys carbon is a poison and
a drug. On the one hand, its presence in the solid solution
is
a necessary condition for hardening to occur, because carbon
lowers the temperature range of martensitic transformation
and thus the possibility of diffusion relaxation; it also
intensi-
fies the effect of phase hardening. On the other hand, the
high thermodynamic activity of carbon (thermodynamic ac-
tivity is understood as the probability of presence of a
carbon
atom in a position of crystal lattice with arbitrary coordi-
nates) provokes development of diffusion relaxation due to
decrease in the activation energy of self-diffusion of iron
and
appearance of diffusion flows of point defects upon forma-
tion of carbides or segregations. For this reason, it is
neces-
sary to provide an enough carbon concentration in the Fe C
system at minimum carbon activity.
The thermodynamic activity of carbon in an alloy (aC
all)
can be lowered without changing its concentration by alloy-
ing with carbide-forming elements [18] in accordance with
the expression
aC
all= (
CfC
A1fC
A2 ... f
C
Ai) N
C, (1)
where fC
A1, f
C
A2, f
C
Aiare relative factors of activity in the
Fe C A1
... Ai
system, which allow for the effect of
the alloying element (Ai) on the activity of carbon;
Cis the
factor of activity of carbon in the Fe C alloy; and NC
is the
atomic fraction of carbon in the alloy. For ternary alloys
with
a carbide-forming element fC
A< 1, and hence the activity of
carbon decreases.
In its turn, the relative factor of activity is related to
the
atomic concentration of the alloying element through an ex-
pression
ln fC
Ai= K
AiN
Ai, (2)
where NAi
is the atomic fraction of the alloying element in
the alloy; KAi
is a factor allowing for the atomic interaction
between carbon atoms and the alloying element in the solid
solution of the ternary system (Fe C Ai).
In fact, the activity of carbon in an alloy reflects the
probability of residence of carbon atom at a point with
arbi-
trary parameters; the carbide-forming elements limit the
dif-
fusion mobility of carbon as a result of the Me C binary
atomic interaction and decrease this probability. The
activity
is decreased even upon the introduction of an enough content
of one strong carbide-forming element. However, this inevi-
tably results in formation of a carbide, appearance of
diffu-
sion flows, and lowering of the content of carbon in the
solid
solution. Therefore, the decrease in the activity of carbon
due
to alloying with a carbide-forming element should not be ac-
companied by formation of a special carbide.
If the carbide-forming elements do not form isomorphic
carbides and their influence on the activity of carbon is
the
same, i.e., fC
A1= f
C
A2= ... = f
C
Ai, the interaction between
these elements and carbon as a result of competition is li-
mited by formation of binary bonds in the solution, and a
car-
bide does not form. It is obvious that the interaction
between
the alloying elements and carbon can also be estimated in
terms of the value of the energy of formation of the corre-
sponding carbides. However, for strongly diluted solutions
it
seems more expedient to use the coefficient KA
.
We arrive at a principle of formation of an alloying sys-
tem with minimum thermodynamic activity of carbon and
probability of carbide formation, i.e., the content of
carbide-
forming elements should be inversely proportional to the
value of the coefficient or, in a formalized form,
NA1
: NA2
: ... : NAi
= (1KA1
) : (1KA2
) : ... : (1KAi
). (3)
Basing ourselves on the reasoning presented above we
should use a low-carbon steel (< 0.2% C) alloyed with
five
six carbide-forming elements, the concentration of which
should decrease in an inverse proportion to the value of KA
for these elements, and the effective and rational total
con-
centration of the alloying elements should not exceed
4 6 wt.%.
In order to check this concept we performed a complex
study including an investigation of the effect of the
alloying
526 L. Ts. Zayats et al.
-
system on the stability of supercooled austenite both under
isothermal conditions and in continuous cooling.
A Study of Stability of Supercooled Austenite
in Low-Carbon Martensitic Steels
We studied LCMS of grades 12Kh2G2NMFT and
08Kh2G2FB and a bainitic steel 15Kh2GMF for comparison.
Analysis of the chemical composition of steel
12Kh2G2NMFT has shown that the principle of system al-
loying is obeyed in it to a maximum degree. As a conse-
quence, the study of the kinetics of the transformation
has not shown regions of pearlitic and bainitic transforma-
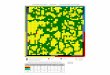
tions in this steel (Fig. 1a ). The study of the
microstructure
and the electron microscopy showed the presence of only
lath and packet -phase in the structure. After austenization
at 940C and cooling at various rates regular segregations of
carbides and retained austenite have not been detected [15].
The strength of steel 12Kh2G2NMFT does not change
both upon growth in the length of the isothermal hold in the
range of pearlitic transformation and upon decrease in the
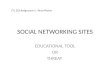
cooling rate from 150 to 0.0044 Ksec (Fig. 2a ). The de-
crease in the impact toughness observed for the cooling rate
of 0.0044 Ksec is a result of the occurrence of tempering of
the martensite, as it has been shown in [16].
The exceptionally high stability of supercooled austenite
in steel 12Kh2G2NMFT is explainable only by the complex
alloying with carbide-forming elements with progressively
increasing susceptibility to carbide formation, which are
taken in a specific proportion. It is important that the chain
of
the carbide-formers should be continuous, i.e., the activity
of
chromium and manganese (with respect to that of carbon)
should be suppressed by a lower content of molybdenum (or
tungsten), and the activity of these elements should be ba-
lanced by a still lower content of vanadium, niobium or
tita-
nium.
The results of the study of steel 08Kh2G2FB illustrate
the important role played by the presence of a continuous
se-
Dispersion of the Structure of Steels under Intense Thermal
Effect. Part 1 527
700
650
600
550
500
450
400
350
300
250
700
650
600
550
500
450
400
350
300
250
1 10 100 1000
1 10 100 1000
, sec
, sec
t, C
t, C
3%
3%
3%
3%
50%
50%
50%
95%
95%
95%
b
Fig. 1. Diagrams of isothermal decomposition of austenite
for
steels 12Kh2G2NMFT (a) and 15Kh2GMF (b ) after austenization
at 930C for 40 min.
r 0.2; , P
r
r
r
0.2
0.2
0.2
vcool , K sec
KCU KCT; , J m 2
KCU
KCU
KCU
KCT
KCT
KCT
1200
1000
800
600
400
200
0
1200
1000
800
600
400
200
0
1200
1000
800
600
400
200
0
2.4
2.0
1.6
1.2
0.8
0.4
0
2.4
2.0
1.6
1.2
0.8
0.4
0
2.4
2.0
1.6
1.2
0.8
0.4
0
1000 100 10 1 0.1 0.01 0.001
1000 100 10 1 0.1 0.01 0.001
1000 100 10 1 0.1 0.01 0.001
c
b
r 0.2; , P
r 0.2; , P
vcool , K sec
vcool , K sec
KCU KCT; , J m 2
KCU KCT; , J m 2
Fig. 2. Dependence of the characteristics of mechanical
properties
of steels 12Kh2G2NMFT (a), 08Kh2G2FB (b ), and 15Kh2GMF (c)
on the rate of cooling after 40-min austenization at 930C.
-
ries of carbide-formers. The only substantial difference of
steel 08Kh2G2FB from 12Kh2G2NMFT is the absence of
molybdenum (or tungsten). As a result, the chain of car-
bide-forming elements is broken and the joint effect of
chromium and manganese is insufficient for suppressing the
activity of vanadium. This causes decrease in the content of
carbon in the austenite due to segregation of special vana-
dium (or niobium) carbides. This is reflected by the 25
30C growth in the temperature of the start of martensitic
transformation at cooling rates less than 1 Ksec as com-
pared to the values of Midetermined under isothermal condi-
tions. It should also be noted that rapid transfer of a
specimen
heated to the austenization temperature into a furnace
heated
a temperature 10 15C higher than Mi
isoth, which makes it
possible to suppress the formation of special carbides, does
not shift Mi. Segregation of special carbides results in
destabilization of the austenite. For this reason, we
observed
lower bainite in the structure of steel 08Kh2G2FB after
cooling at a rate of 0.15 Ksec; at a still lower rate of
0.0044 Ksec we observed upper bainite.The strength of steel
08Kh2G2FB decreases after cool-
ing at a rate of 0.035 Ksec, and the impact toughness de-
creases after cooling at a rate of 0.15 Ksec. The dynamic
crack resistance turns out to be the most sensitive to
embrit-
tlement due to the appearance of products of a nonmar-
tensitic transformation and falls upon cooling at a rate of
3.5 Ksec (Fig. 2b ).Steel 15Kh2GMF has an almost similar content
of alloy-
ing elements but differs substantially from steel
12Kh2G2NMFT in their quantitative proportion (Table 1).
For example, steel 15Kh2GMF contains more carbon and va-
nadium, whereas the concentration of manganese and molyb-
denum is lower. This causes general destabilization of aus-
tenite, which is manifested in the occurrence of the
transfor-
mation in both pearlitic and bainitic regions (Fig. 1b ). A
structure of lath martensite in steel 15Kh2GMF is detected
only after cooling in water; upper bainite forms even after
cooling in air (vcool
= 3.5 Ksec). The strength characteristics
of steel 15Kh2GMF decrease continuously upon decrease in
the cooling rate, and the impact toughness and the dynamic
crack resistance are at a low level and do not rise upon de-
crease in the strength up to a level of 0.2
600 MPa
(Fig. 2c ).
CONCLUSIONS
1. We have formulated principles for designing chemical
composition, which provide high stability of supercooled
austenite and, as a consequence, ensure a martensitic struc-
ture in low-carbon alloy steels, namely,
base alloying with Cr, Mn, and Ni with total content of
at least 4%, which is required for providing enough
stability
of supercooled austenite in the range normal (pearlitic)
trans-
formation;
balanced alloying with strong carbide-forming ele-
ments (Mo, W, V, Ti, Nb, ...) in order to prevent bainitic
transformation; the number of these elements should be ma-
ximum (at least 3 4 elements) and their content should be
minimum; the elements may be arranged in a series accord-
ing to the decrease in their susceptibility to carbide for-
mation;
the principle of balancing implies that the content of
each carbide-forming element should be inversely propor-
tional to the value of the coefficient of interatomic
interac-
tion between this element and carbon (KA
);
the used carbide-forming elements should not form
isomorphic carbides; otherwise, the temperature ranges of
formation of carbides should not be overlapped (for example,
for Ti and V that form isomorphic carbides the possibility
of
segregation of VC due to cooling of the austenite at their
low
enough concentrations in the solution is realized only when
it
has been exhausted for TiC).
2. In fact, these principles of design of steels make it
pos-
sible to minimize the activity of carbon in the solid
solution
and to lower the probability of formation of carbides and
promote growth in the resistance to diffusion relaxation in
the system.
3. The use of an alloying system with elevated resistance
to diffusion relaxation is a condition for effective
dispersion
of the structure of the steel as a result of austenization
and
subsequent hardening.
REFERENCES
1. D. E. Kaputkin, Nonequilibrium states of the structure of
har-
dened multicomponent iron alloys and their closeness to
equi-
librium, Fundament. Prob. Sovr. Metalloved., 4(1), 58 65
(2007).
2. S. S. Gorelik, Recrystallization of Metals and Alloys [in
Rus-
sian], 2nd ed., Metallurgiya, Moscow (1978), 568 p.
3. V. D. Sadovskii, Origin of inheritance of structure in
steel,
Fiz. Met. Metalloved., 57(2), 213 223 (1984).
4. V. I. Izotov, V. V. Voznesenskii, and A. P. Bashchenko,
Effect
of the size of initial grains on the structure and yield
strength of
a steel hardened for martensite, in: Problems of Physical
Me-
tallurgy and the Physics of Metals, Coll. Works of
TsNIIChermet
[in Russian], Metallurgiya, Moscow (1976), No. 3, pp. 192
199.
5. A. Garcia-Junceda, C. Capdevila, F. G. Caballero, and C.
Garcia
de Andres, Dependence of martensite start temperature on
fine
austenite grain size, Scr. Mater., 58, 134 137 (2008).
6. L. F. Porter and D. S. Dabkowski, Regulation of grain size
by
thermocycling, in: Superfine Grains in Metals [Russian
trans-
lation], Metallurgiya, Moscow (1973), pp. 135 164.
7. R. A. Grange, Strengthening steel by austenite grain
refine-
ment, Trans. Quart. ASM, 59, 26 47 (1966).
8. L. M. Kleiner, L. I. Kogan, and R. I. ntin, Properties of
al-
loyed low-carbon martensite, Fiz. Met. Metalloved., 33(4),
824 830 (1972).
9. L. I. Kogan, L. M. Kleiner, and R. I. ntin, Special features
of
transformation of austenite in low-carbon alloy steels, Fiz.
Met. Metalloved., 41(1), 118 124 (1976).
10. Yu. A. Bashnin, V. K. Galkin, and V. M. Korovina,
Low-car-
bon high-strength alloy steels of martensitic class,
Metalloved.
Term. Obrab. Met., No. 10, 50 52 (1980).
528 L. Ts. Zayats et al.
-
11. Yu. A. Bashnin, V. K. Galkin, and Yu. V. Vasilev,
Computer-
aided design of low-carbon sparingly alloyed high-strength
steels, Metalloved. Term. Obrab. Met., No. 8, 34 37 (1989).
12. K. A. Lanskaya, Refractory Steels [in Russian],
Metallurgiya,
Moscow (1969), 247 p.
13. L. E. Popova and A. A. Popov, Diagrams of Transformation
of
Austenite in Steels and of Beta-Solution in Titanium Alloys,
A
Handbook of Heat Treatment Specialist [in Russian], 3rd ed.,
Metallurgiya, Moscow (1991), 503 p.
14. V. G. Sorokin, Yu. A. Krasyuk, S. P. Gubova, et al.,
Inventors
Certif. No. 956604 of 07.05.82, Byull. Izobr. Polezn.
Modeli,
No. 33 (1982).
15. A. P. Kamenskaya et al, Special features of transforma-
tion in steel 12Kh2G2NMFT, Fiz. Met. Metalloved., 93(1),
90 93 (2002).
16. A. P. Kamenskaya, L. Ts. Zayats, L. M. Kleiner, and Yu. N.
Si-
monov, Special features of formation of structure and
proper-
ties in low-carbon martensitic steel 12Kh2G2NMFT, Metallo-
ved. Term. Obrab. Met., No. 3, 10 12 (2003).
17. Yu. N. Simonov, Conditions of formation of a structure of
lath
martensite due to slow cooling of low-carbon austenite, Fiz.
Met. Metalloved., 97(5), 77 81 (2004).
18. B. M. Mogutnov, I. A. Tomilin, and L. A. Shvartsman, The
Thermodynamics of Iron-Carbon Alloys [in Russian], Metallur-
giya, Moscow (1972).
Dispersion of the Structure of Steels under Intense Thermal
Effect. Part 1 529
AbstractKey wordsINTRODUCTIONMETHODS OF STUDYRESULTS AND
DISCUSSIONPrinciples of Dispersion of Structure by Heat
TreatmentStudy of the Effect of Alloying System on Stability of
Supercooled AusteniteTheoretical Substantiation of the Choice of
Alloying System with Elevated Resistance to Diffusion
Relaxation
CONCLUSIONSREFERENCES
/ColorImageDict > /JPEG2000ColorACSImageDict >
/JPEG2000ColorImageDict > /AntiAliasGrayImages false
/DownsampleGrayImages true /GrayImageDownsampleType /Bicubic
/GrayImageResolution 150 /GrayImageDepth -1
/GrayImageDownsampleThreshold 1.50000 /EncodeGrayImages true
/GrayImageFilter /DCTEncode /AutoFilterGrayImages true
/GrayImageAutoFilterStrategy /JPEG /GrayACSImageDict >
/GrayImageDict > /JPEG2000GrayACSImageDict >
/JPEG2000GrayImageDict > /AntiAliasMonoImages false
/DownsampleMonoImages true /MonoImageDownsampleType /Bicubic
/MonoImageResolution 600 /MonoImageDepth -1
/MonoImageDownsampleThreshold 1.50000 /EncodeMonoImages true
/MonoImageFilter /CCITTFaxEncode /MonoImageDict >
/AllowPSXObjects false /PDFX1aCheck false /PDFX3Check false
/PDFXCompliantPDFOnly false /PDFXNoTrimBoxError true
/PDFXTrimBoxToMediaBoxOffset [ 0.00000 0.00000 0.00000 0.00000 ]
/PDFXSetBleedBoxToMediaBox true /PDFXBleedBoxToTrimBoxOffset [
0.00000 0.00000 0.00000 0.00000 ] /PDFXOutputIntentProfile (None)
/PDFXOutputCondition () /PDFXRegistryName (http://www.color.org?)
/PDFXTrapped /False
/SyntheticBoldness 1.000000 /Description >>>
setdistillerparams> setpagedevice