Embed Size (px)
Citation preview

259
5.0 Synthetic Resin Sorbents
Amparo Flores
Andrew Stocking, P.E.
Michael Kavanaugh, Ph.D., P.E.

260

5.1 Introduction
5.1.1 Background
In the 1970s, synthetic resin sorbents became available as an alternative to GAC (see Chapter4 for a detailed discussion of GAC). One of the major advantages of these resins over GACis their on-site regenerability through steam stripping, solvent extraction, or microwaveirradiation. The ability to regenerate resins on-site potentially offers economic advantagesover GAC, which typically requires off-site high-temperature incineration for regeneration.In addition, because the manufacturing process of synthetic resins is a controlled process,resins can have specially designed functional groups and pore size ranges that can bemanipulated to optimize their performance for specific applications. Currently, syntheticresin sorbents are used in a variety of industrial applications such as purification processesin the food and drug industry, odor control, and industrial wastewater treatment. They havealso been used in a number of groundwater remediation applications (e.g., removal ofhalogenated organic compounds) and landfill leachate purification. However, the use of resinsorbents in municipal drinking water applications has been limited. In particular, there arecurrently no full-scale installations of resin systems for MTBE removal from drinking water.The higher unit costs of resins compared to the more traditional sorbent GAC has beenmainly responsible for the limited applications of resin sorbents in drinking water treatmentscenarios.
The effectiveness of resin sorbent systems for MTBE removal is evaluated in this documentbecause recent developments have suggested that synthetic resin sorbents may beeconomically competitive with other more established treatment technologies (air stripping,AOPs, and GAC) for this application. First, it is now recognized that groundwater contami-nated with MTBE may also be contaminated with TBA — a contaminant in some fuel gradeMTBE and a by-product of microbially mediated MTBE degradation. Because TBA is morehydrophilic and has a lower Henry’s constant than MTBE, TBA is even more challenging toremove by air stripping or GAC, and can be practically removed only through advancedoxidation processes and, potentially, biological treatment. Some preliminary findingssuggested that synthetic resins may have sufficiently better sorption capacities for TBArelative to GAC to present a practical alternative treatment technology for sites that containTBA. Secondly, improvements in resin regeneration processes such as steam regeneration,solvent regeneration, and microwave regeneration may make the life cycle cost of a resinsystem competitive or, perhaps, more economical than other options. Thirdly, resins (unlikeAOPs) do not produce oxidation by-products. Finally, a greater demand for resin sorbents maylead to lower unit prices that would make them more cost-effective.
5.1.2 Objectives of the Evaluation
In light of the developments noted above, this chapter will evaluate the applicability of resinsfor MTBE removal from water under typical drinking water treatment applications encountered
261

in the field. In addition, costs are also estimated for a flow rate (6 gpm) likely to be associatedwith site remediation applications. Using the available published literature, manufacturer/vendor information, communication with consultants, researchers, resin manufacturers, andother knowledgeable parties, the following major areas of interest and concern regarding theuse of resins are addressed:
• Synthetic resin sorption capacities for MTBE and TBA in water relative to GAC.
• Effects of background water quality parameters such as temperature, pH, NOM, and thepresence of other synthetic organic compounds on the sorption capacities of resins.
• Various process flow configurations for a synthetic resin system.
• Regeneration alternatives for synthetic resin systems.
• Capital, operation, and maintenance costs of synthetic resin systems under various config-urations and combinations of flow rates, influent concentrations, and effluent goals:
a) Flow rates: 6 gpm, 60 gpm, 600 gpm, and 6,000 gpm.
b) Influent concentrations: 20 µg/L, 200 µg/L, and 2,000 µg/L MTBE.
c) Effluent goals: 0.5 µg/L (representing non-detect), 5 µg/L, and 20 µg/L MTBE.
The literature review involved published literature and information provided by manufac-turers and vendors, and by major researchers and consultants on the use of synthetic resinsin site remediation and water treatment applications. The economic analysis was performedusing the available literature and AdDesignS, a computer software designed by Mertz et al.(1994) to aid in the design of sorbent treatment systems. The information generated byAdDesignS was incorporated with the available information on regeneration alternatives todevelop economical resin system design(s). Life-cycle cost analyses were performed basedon 30 years of use and a seven percent discount rate. Field sites where resins have been usedto remove MTBE from water were also identified. Using the limited data available from fieldstudies, factors that may render the use of synthetic resins impractical or economicallyunattractive (e.g., potential resin foulants or regeneration limitations) were identified andtaken into consideration in the design of a practical resin system. Upon completion of theliterature review, economic analysis, and field site identification, research needs and datagaps were identified.
262

5.2 Process Principles
Synthetic resins, like the widely used GAC, rely on sorption processes to remove organiccompounds from water. Sorption processes fall into two broad categories: adsorption andabsorption. Adsorption is the physical and/or chemical process in which a substance is accu-mulated specifically at an interface between two phases (typically a gas or solution phase incontact with a solid), while absorption involves the intermixing of a substance with thematrix of the second phase (typically an amorphous or gel-like phase rather than a true solid).The substance being removed from one phase is referred to as the sorbate while the sorbentis the phase onto or into which the accumulation occurs. In the context of water treatment,the process of interest generally involves the sorption of contaminants, such as certain ionsor organic compounds from water by porous solid or semi-solid sorbent particles. Thesorption of compounds by such sorbents occurs because of two primary driving forces: thehydrophobic (water-disliking) character of the sorbate and/or the high affinity of the sorbatefor the sorbent. For the majority of systems encountered in water and wastewater treatmentsystems, sorption results from the net effect of the combined interactions of these two drivingforces (Weber, 1972).
The hydrophobicity (water-disliking character) of a compound is inversely proportional to itssolubility in water. An extremely hydrophobic compound has a low aqueous solubility and,thus, may prefer to sorb onto a solid surface or into an amorphous matrix rather than remainsurrounded by water molecules. On the other hand, hydrophilic (water-liking) compoundslike MTBE tend to be stable in aqueous solutions and will leave the solution only if thesorbent provides an attractive force sufficient to overcome the strong bonds between thecompound and water molecules. This attractive force, or affinity of the compound for thesorbent, can result from physical or chemical mechanisms.
Physical mechanisms include dipole-dipole interactions and van der Waals interactions.Dipole moments in molecules are caused by a net separation of positive and negative chargesresulting from the configuration of their atoms and electrons. When dipoles from twomolecules are near each other, they tend to orient their charges to lower their combined freeenergy; the negative poles of one molecule tend to approach the positive pole of another, andvice versa. This intermolecular interaction results in a net attraction between the twomolecules (Montgomery, 1985). When two neutral molecules that lack permanent dipolesapproach each other, a weak polarization is induced in each because of quantum mechanicalinteractions between their charge distributions. The net effect is a weak attraction betweenthe two molecules known as van der Waals force. As a general rule, van der Waals interactionsincrease with increasing size or surface area of the molecules involved (Schwarzenbach etal., 1993). Van der Waals interactions are generally weaker than dipole-dipole interactions.
Chemical sorption, or chemisorption, is based on functional chemical group interactions.The principal difference between physical sorption and chemisorption is that the former isless specific with respect to which compounds sorb to which surface sites, has weaker forces
263

and lower energies of bonding, and operates over longer distances between sorbate moleculesand sorbent sites (Montgomery, 1985). In chemisorption, the attraction between sorbent andsorbate approaches that of a covalent or electrostatic chemical bond between atoms, withshorter bond length and higher bond energy. Sorbates bound by chemisorption to a surfacegenerally cannot accumulate to much more than one molecular layer (monolayer) because ofthe specificity of the bond between the sorbate and the surface. The location of the sorptionsites tends to be very specific since only certain functional groups on a sorbate molecule areable to form these chemical bonds.
In general, synthetic resins designed as sorbents for organic compounds have lower densitiesand varieties of chemical functional groups than activated sorbents such as GAC, and sorbateinteractions with their surfaces are, thus, primarily through physical, rather than chemical,mechanisms. When compounds such as MTBE are removed from solution through directsorption on surfaces within the very small pores of porous sorbents, their accumulation maybe markedly enhanced through condensation within the pores. In the very narrow (less than10-9 m) pore spaces of some synthetic resin sorbents and some GACs, intramolecularinteractions (e.g., between MTBE molecules) can occur. These attractive intramolecularforces can result in the build-up, or condensation, of small pockets of pure solutions of thesecompounds in pore spaces.
The following section describes two equilibrium models that are commonly used to character-ize sorption onto various sorbents and that can be used to facilitate comparisons of theeffectiveness of different resins among themselves and with GAC.
5.2.1 Equilibrium Sorption Models
The sorption of chemical compounds from solution onto a surface or into a matrix may beviewed as an energetic process driven by thermodynamics. Various models have been devel-oped to describe the thermodynamic equilibrium that exists in a system containing a sorbent,a sorbate, and a solvent. These models take the form of sorption isotherm equations thatrelate the concentration of the sorbate on or in the sorbent phase to the bulk concentration ofthe sorbate in solution (solvent) at a given temperature. For a description of isotherm testingprocedure, see Chapter 4. The Freundlich and Dubinin-Astakov models are two that arecommonly used to describe sorption of organic compounds from gases and aqueous phasesby synthetic resins. While the latter model generally provides a more precise representationof the sorption phenomena involved in such cases, the Freundlich model is more widely usedto compare the performance of resins with GAC because of its mathematical simplicity andits broader range of applicability. GAC sorption is represented well by the Freundlich model;therefore, much of the available information for GAC isotherms is provided in the form ofFreundlich parameters.
264

The Freundlich Model
The Freundlich model is particularly suitable for describing processes involving hetero-geneous sorbents having broad ranges of sorption site energies. This model has the form:
q = KFCn
where q is the concentration of the sorbate on the sorbent [mg/g] and C is the sorbateconcentration in the bulk solution [mg/L]. The KF value is related to the sorption capacitywhile the exponent n is related to the energy of sorption and to site heterogeneity. Forhomogeneous sorbents of uniform site energy, the value of n approaches unity. The log-transformed version of this equation (log q = log KF + n log C) is useful for regressionanalysis of experimental data. KF and n can be calculated from the y-intercept and slope,respectively, of a plot of log q vs. log C. Studies designed to compare the effectiveness ofresins and GAC typically use log KF and n values as bases for comparison.
The Dubinin-Astakov Model
Davis and Powers (1999) reference the work of several researchers who have shown thatsorption isotherms for carbonaceous resins generally are not continuously linear overresidual aqueous concentration ranges spanning several decades when plotted on a log-logscale (Weber and van Vliet, 1981; Kong and DiGiano, 1986; Hand et al., 1994; Parker, 1995;Gallup et al., 1996). Sorbent concentrations (q) approach a maximum value at high aqueousconcentrations (C). As suggested by Weber and van Vliet (1981), the curvilinear nature ofthese isotherms indicates a micropore (pore diameters less than 2x10-9 m) filling processdescribed by Dubinin, a process more similar to the capillary condensation phenomenondiscussed earlier than to a build-up of sorbate film layers on the sorbent surfaces (Gregg andSing, 1992).
The model developed by Dubinin and Astakov is described by the following isothermequation:
q = qm exp[-(A/E)b]
where A is the sorption potential (J/mol) defined as (Parker, 1995):
A = RT ln (Cs/C)
and
q = sorption capacity or concentration of the sorbate on the sorbent (mg/g)
q m = capacity at monolayer coverage (mg/g)
E = characteristic energy (J/mol)
R = ideal gas constant (8.314 J/mole K)
T = temperature (°K)
Cs = aqueous solubility of the adsorbate (mg/L)
C = concentration of the adsorbate in the bulk solution (mg/L)
265

The parameters qm, E, and b are typically used as fitting parameters even though theyrepresent physical characteristics of the sorbate and the sorbent (Davis and Powers, 1999).
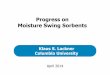
A comparison of Freundlich model and Dubinin-Astakov model fits to experimental data fora resin (Ambersorb 572) is presented in Figure 5-1 (Davis and Powers, 1999).
5.2.2 Sorption Rates
Equilibrium isotherms are useful for estimating ideal or theoretical sorption performance,but under dynamic conditions, the efficiency of the process will be controlled by the rates atwhich equilibrium conditions are approached. In GAC and resin systems, the efficiency ofcontaminant removal from water is usually determined by the method of contact between theadsorbate and sorbent. The process of sorption can be broken down into a series of steps(Table 5-1) which are described by individual rate relationships (Montgomery, 1985). Inwater treatment applications, the steps of bulk transport and chemical or physical bonding(steps 1 and 5) are generally rapid, and the overall rate of sorption is controlled by film and/orpore diffusion (steps 2 and 3). Characterization of mass transfer coefficients and surfacediffusivities useful for adsorber system design can be obtained by performing bench-scale orpilot-scale kinetic studies (Liu and Weber, 1981; Crittenden et al., 1991). For a description ofdynamic column tests, see Chapter 4.
266
Figure 5-1. Comparison of Freundlich model and Dubinin-Astakov (DA) model fits to
experimental data for a carbonaceous resin (Ambersorb 572). The r2 values were 0.970
and 0.994, respectively. (Davis and Powers, 1999)

Table 5-1Steps in the Process of Sorption (Montgomery, 1985)
267
STEP CONTROLLING FACTORS
1 Transport of sorbate from the bulk solution to the rates of advection and turbulent mixing
boundary layer or surface film surrounding the
sorbent particle.
2 Transport of sorbate across the film boundary rate of molecular diffusion
layer to the exterior surface of the sorbent particle.
3 Diffusion of sorbate within the pores, from the rate of molecular diffusion
exterior to the interior surfaces of the sorbent particle.
4 Transport of the sorbate along the surfaces of pore rate of surface diffusion
walls.
5 Physical or chemical interactions of the sorbate rate of chemical interactions at surfaces and
at internal surfaces and in micropores of the sorbent. in micropores

268

5.3 Application of Synthetic Resinsto Water Treatment
5.3.1 Resin Production
The largest manufacturers of synthetic resin sorbents used for the removal of organiccompounds and the products’ market applications are listed in Table 5-2. Not surprisingly,these companies are also some of the biggest manufacturers of ion-exchange resins. Sorbentresins and ion-exchange resins are manufactured through very similar processes and areoften created from the same base material or polymer backbone. The main differencebetween the two products is that ion-exchange resins contain charged functional groups,which can form chemical bonds with ions in solution while sorbent resins rely on physicalor non-ionic interactions to remove contaminants from water.
Table 5-2Largest Manufacturers of Polymeric and Carbonaceous Resins Used
for the Removal of Organic Compounds
In addition to their chemical composition, resins are differentiated on the basis of their poresize distributions. As a matter of convention, micropores are defined as pores less than 20angstroms (Å) (2x10-9 m) in diameter, mesopores are between 20 to 500 Å (2x10-9 to 5x10-
8 m) in diameter, and macropores have diameters greater than 500 Å. Synthetic resinsgenerally have a more controlled and even distribution of pore sizes than GAC. In order tobe useful for sorptive applications in water treatment, resins have an extensive network ofmicropores, similar to GAC, which creates high surface areas and abundant sorption sites.To produce superior kinetics over GAC, resins are also designed with a significantpercentage of pores in the mesopore and macropore size range, which can provide access tothe inner surfaces of resins. A gram of a synthetic resin can have more than 1,000 m2 ofsurface area. Synthetic sorbents can be classified into two categories: polymeric resins and
269
MANUFACTURER PRODUCT LINE APPLICATIONS
Rohm and Haas Company Amberlite, Ambersorb,Duolite, XAD
groundwater remediation, spill cleanup, wastewater treatment, vaporphase treatment of toxic air emissions, odor control, decolorizationof food products, purification of food and pharmaceutical products,removal of chlorinated solvents, phenols, and aromatic compoundsfrom waste streams
Dow Chemical Company DOWEX Optipore removal of phenol and other organic compounds from water;processing of corn syrups
Bayer Lewatit water and wastewater treatment
Purolite Hypersol-Macronet color, taste, and odor removal from corn and cane syrups, pesticideand herbicide removal from potable water sources, removal ofaromatic compounds (phenol and chlorinated phenols), dyes,mineral oil, and detergents from wastewaters, caffeine isolation,desugarization of molasses, decolorization and debittering of juices
Based on Manufacturer Literature as of 1999.

carbonaceous resins. In general, polymeric resins are non-ionic versions of ion-exchangeresins, and carbonaceous resins are based on a particular type of ion-exchange resin that hasundergone partial pyrolysis, or a slow heating of the base material in the absence of air.Although polymeric resins are widely applied for the removal of organic compounds fromaqueous solutions (e.g., removal of aromatic compounds from industrial wastewater), currentevidence suggests that carbonaceous resins are more effective than polymeric resins in theremoval of MTBE. The results of several bench-scale studies comparing the MTBE sorptioncapacities of polymeric vs. carbonaceous resins are discussed in Section 5.3.3.
Polymeric Resins
Polymeric resins are typically based on cross-linked polymers having polystyrene, phenol-formaldehyde, or acrylate matrices (Figure 5-2) (Faust and Aly, 1998). Most commercialmacroporous polymeric sorbents are based on polystyrene-divinylbenzene copolymers(Neely, 1982) in which the divinylbenzene serves as a cross-linking agent that makes thestyrene insoluble and confers physical strength to the resin (DeSilva, 1995). Although theycan be based on the same matrices, polymeric resins differ from traditional ion-exchangeresins in their lack of ionic functional groups.
Figure 5-2. Various matrices used for polymeric resins (Faust and Aly, 1998).
To produce macroporous polymeric resins, the polymerization process is carried out in thepresence of an inert material. Small amounts of an inert material yield a non-macroporous,three-dimensional network while a high inert material content leads to the formation ofmicrostructures, or nuclei. As the polymerization progresses, the nuclei agglomerate andcrosslink to form microspheres. Aggregates of microspheres form irregularly shapedparticles, which constitute the resin beads (Malley et al., 1993). The pore size distribution ofpolymeric resins can be controlled during their manufacture by varying the amount ofextender used in the polymerization reaction; this governs the degree of cross-linking and theultimate pore structure created (Weber and van Vliet, 1981).
270

Carbonaceous Resins
Synthetic carbonaceous resins are formed by the partial pyrolysis of macroporous polymerbeads (Weber and van Vliet, 1981). Ambersorb,® a line of carbonaceous resins developed andpatented by Rohm and Haas (Neely, 1997 and Maroldo et al., 1989), is created from thepartial pyrolysis of macroporous sulfonated styrene-divinylbenzene ion-exchange resin(Parker, 1992). This process produces resins that have lost their ionic functional groups andhave relatively non-polar surfaces (Davis and Powers, 1999). Different levels of pyrolysis willyield slightly different pore size distributions and surface areas for the same syntheticpolymer base. While the macropores and mesopores are maintained during the process ofpyrolysis, more micropores are generated. The presence of micropores is critical to the abilityof carbonaceous resins to function well in water treatment applications. The micropores areonly accessible to smaller molecules and, thus, reduce fouling of and competition for sorptionsites associated with larger molecules typical of NOM.
5.3.2 Physical and Chemical Properties of Resins
A summary of the physical and chemical properties associated with some commerciallyavailable synthetic resins and GAC is presented in Tables 5-3a and 5-3b. The resins includedin the table are those that have been evaluated or recommended for MTBE removal byvarious researchers and/or manufacturers and for which data were available. All of the resinscome in the form of spherical beads with diameters of approximately 1 mm or less. Forcomparison, data is also presented for two GAC products that have been evaluated for MTBEremoval by various researchers and/or manufacturers and for which data was provided.Filtrasorb 400 (Calgon Carbon; Pittsburgh, PA) is a coal-based GAC commonly used fordrinking water applications. CC-602 — a a coconut shell-based GAC manufactured by U.S.Filter/Westates — was found to have the highest sorption capacity among the GAC productsevaluated in Chapter 4. In general, coconut-based GAC has been found to perform better thancoal-based GAC for MTBE applications (see Chapter 4).
The flexible polymeric structure of synthetic sorbents, compared to the rigid structure ofGAC, allows resins to be regenerable through steam stripping or microwave irradiation.When resin beads are heated using steam, for example, the polymeric matrix relaxes orloosens and the pores widen. As the pores widen, they become accessible to steam, whichcan then re-solubilize formerly adsorbed organic compounds. In addition, heating the resinand widening the resin pores can volatilize pockets of condensed organic compounds inmicropores (see Section 5.2).
271

272
Roh
m &
Haa
sA
mbe
rlite
XA
D-4
Roh
m &
Haa
sA
mbe
rlite
XA
D-7
Dow
L-2
85 (
XU
S-
4028
5)D
ow L
-323
(X
US
-40
323)
Dow
Opt
ipor
e L-
493
Dow
XU
S 4
3565
Bay
er L
ewat
it V
P O
C10
66P
HY
SIC
AL
poro
sity
~55%
1--
---
-55
-65%
(re
lativ
e)9
---
---
---
tota
l por
e vo
lum
e (c
m3/g
)--
---
---
---
-1.
169
0.6
min
imum
90.
57
mac
ropo
res
(> 5
00 A
)--
---
---
---
---
---
---
-m
esop
ores
(20
-500
A)
---
---
---
---
---
---
---
mic
ropo
res
(< 2
0 A
)--
---
---
---
---
---
---
-av
erag
e po
re d
iam
eter
403
903
2533
1003
469
249
5-10
nm
7
bulk
den
sity
(g/
mL)
---
---
0.59
90.
40-0
.599
0.62
90.
590.
65-0
.87
part
icle
den
sity
(g/
mL)
1.02
1--
---
---
---
---
-1.
087
appe
aran
cew
hite
tra
nslu
cent
bead
s1w
hite
tra
nslu
cent
bead
s1lig
ht t
an t
o am
ber
sphe
rical
bea
ds9
colo
rless
to
off-
whi
tesp
heric
al b
eads
9or
ange
to
brow
nsp
heric
al b
eads
9or
ange
to
brow
nsp
heric
al b
eads
9w
hite
, op
aque
por
ous
bead
s7
part
icle
siz
e (U
S s
ieve
ser
ies)
20 t
o 60
120
to
603
20 t
o 50
916
to
509
20 t
o 50
9--
---
-pa
rtic
le d
iam
eter
ran
ge (
mm
)0.
3-1.
2 m
m3
---
---
---
---
0.45
90.
3-1.
27
BE
T*
surf
ace
area
(m
2/g
)~7
503
4503
8003
6509
1100
910
009
7007
CH
EM
ICA
Lst
ruct
ure/
mat
rix
poly
styr
ene
cros
slin
ked
with
divi
nylb
enze
ne5
cros
s-lin
ked
poly
acry
late
mat
rix5
poly
styr
ene
cros
slin
ked
with
divi
nylb
enze
ne9
divi
nylb
enze
ne,
ethy
lvin
ylbe
nzen
eco
poly
mer
9
poly
styr
ene
cros
slin
ked
with
divi
nylb
enze
ne9
poly
styr
ene
cros
slin
ked
with
divi
nylb
enze
ne9
poly
styr
ene
cros
slin
ked
with
div
inyl
benz
ene7
---
---
---
---
---
20 t
o 40
(84
%R
.H.)
9--
-
func
tiona
l gr
oups
none
none
dim
ethy
lam
ine
and
chlo
rom
ethy
lgr
oups
9
none
---
---
none
RE
SIN
S
Po
lym
eric
So
rben
tsP
RO
PE
RT
IES
H2O
ads
orpt
ion
at 8
0% r
elat
ive
hum
idity
(m
g/g)
1Rohm and Haas (1992-1999), 2Faust and Aly (1998), 3Malley et al. (1993),4Davis and Powers (1999), 5Browne and Cohen (1990), 6Isacoff et al. (1992),7Bayer (1999), 8Calgon Carbon (1999), 9Dow Company (1999), and 10US Filter/Westates (1999)
Table 5-3a.Physical and Chemical Properties of Polymeric Sorbents

273
Cal
gon
Filt
raso
rb 4
00(c
oal-b
ased
)U
S F
ilter
/Wes
tate
s C
C-6
02(c
ocon
ut-b
ased
)R
ohm
& H
aas
Am
bers
orb
563
Roh
m &
Haa
sA
mbe
rsor
b 57
2P
HY
SIC
AL
poro
sity
---
43%
(vo
id f
ract
ion)
10
0.43
21--
-to
tal p
ore
volu
me
(cm
3/g
)0.
610.
5641
00.
60.
84m
acro
pore
s (>
500
A)
0.04
6--
-0.
231
0.24
1
mes
opor
es (
20-5
00 A
)0.
096
---
0.14
10.
191
mic
ropo
res
(< 2
0 A
)0.
486
.481
00.
231
0.41
1
aver
age
pore
dia
met
er--
---
---
---
-bu
lk d
ensi
ty (
g/m
L)--
-0.
47-0
.521
00.
531
0.49
1
part
icle
den
sity
(g/
mL)
---
---
0.84
91--
-ap
pear
ance
blac
k, g
ranu
lar
blac
k, g
ranu
lar
hard
bla
ck s
pher
ical
bead
s1ha
rd b
lack
sph
eric
albe
ads1
part
icle
siz
e (U
S s
ieve
ser
ies)
12 t
o 50
12x3
010
20 t
o 50
120
to
501
part
icle
dia
met
er r
ange
(m
m)
0.6-
0.75
81.
1-1.
410
0.08
5-0.
360.
085-
0.34
BE
T*
surf
ace
area
(m
2/g
)90
0-11
003
1150
-125
010
5501
1100
1
CH
EM
ICA
Lst
ruct
ure/
mat
rix
stac
ked
laye
rs o
f fu
sed
hexa
gona
l rin
gs o
fca
rbon
ato
ms
2
stac
ked
laye
rs o
f fu
sed
hexa
gona
l rin
gs o
f ca
rbon
atom
s2
sulfo
nate
d po
lyst
yren
ecr
ossl
inke
d w
ithdi
viny
lben
zene
1
sulfo
nate
d po
lyst
yren
ecr
ossl
inke
d w
ithdi
viny
lben
zene
1
---
---
801
2801
func
tiona
l gr
oups
acid
ic s
urfa
ce o
xide
s(e
.g.,
carb
oxyl
ic g
roup
s,ph
enol
ic h
ydro
xyl
grou
ps,
quin
one-
type
carb
onyl
gro
ups)
and
basi
c su
rfac
e ox
ides
(e.g
., ch
rom
ene)
2
acid
ic s
urfa
ce o
xide
s (e
.g.,
carb
oxyl
ic g
roup
s, p
heno
lichy
drox
yl g
roup
s, q
uino
ne-t
ype
carb
onyl
gro
ups)
and
bas
icsu
rfac
e ox
ides
(e.
g.,
chro
men
e)2
none
none
H2O
ads
orpt
ion
at 8
0% r
elat
ive
hum
idity
(m
g/g)
Car
bo
nac
eou
s R
esin
sR
ES
INS
GR
AN
ULA
R A
CTI
VA
TED
CA
RB
ON
PR
OP
ER
TIE
S
1Rohm and Haas (1992-1999), 2Faust and Aly (1998), 3Malley et al. (1993),4Davis and Powers (1999), 5Browne and Cohen (1990), 6Isacoff et al. (1992),7Bayer (1999), 8Calgon Carbon (1999), 9Dow Company (1999), and 10US Filter/Westates (1999)
Table 5-3b.Physical and Chemical Properties of GAC and Carbonaceous Resins

5.3.3 Results of Bench-scale Studies
Sorption Capacity/Static Isotherm Studies
• Malley et al. (1993) Study
Amidst concerns over gasoline contamination of drinking water supply wells by leakingUSTs, the New Hampshire Department of Environmental Services (NHDES) performed anevaluation of the various POE treatment technologies available. The study concluded that acombination of air stripping and GAC was cost-effective and reliable for the removal of allof the volatile components of gasoline except for MTBE. Thus, it was necessary to find analternative treatment technology for the removal of MTBE from contaminated groundwater.Malley et al. (1993) was asked to evaluate several alternative options, one of which was theuse of synthetic resins. In their study, Malley et al. evaluated seven synthetic polymeric andcarbonaceous resins: the polymeric resins Amberlite XAD-4 and XAD-7 (Rohm and Haas;Philadelphia, PA) and XUS-40285 and XUS-40323 (Dow Chemical Company; Midland,MI), and the carbonaceous resins Ambersorb 563, 572, and 575 (Rohm and Haas;Philadelphia, PA). Filtrasorb 400, a coal-based carbon, was being used by the NHDES inPOE units at the time of testing; therefore, it was used as a benchmark for comparison.
Preliminary kinetic studies were conducted to determine how quickly the same mass of eachsorbent reached equilibrium with a solution containing an initial MTBE concentration of1,026 µg/L. Equilibrium was said to have been reached when the MTBE concentration in thesolution was no longer changing. Testing revealed that the polymeric resins generally hadlower ultimate sorption capacities compared to the GAC at equilibrium. Conversely, the carbo-naceous resins were found to remove more MTBE than the GAC and at a faster rate. All threecarbonaceous resins reached equilibrium after 5 days as opposed to 10 days for the GAC.
Based on the results of the preliminary kinetic studies, Malley et al. subsequently performedbatch sorption isotherm studies in simulated groundwater for the three carbonaceous resinsand Filtrasorb 400. Overall, Ambersorb 563 and 572 were found to have the highest MTBEcapacities followed by Ambersorb 575 and Filtrasorb 400, which the researchers found tohave the lowest capacity for MTBE. At an aqueous MTBE concentration of 500 µg/L, thesorption capacities of Ambersorb 563 and 572 were approximately 2.5 times greater than thatof Filtrasorb 400 (10.8 and 11.4 mg/g vs. 4.2 mg/g). Column studies performed on theAmbersorb 563 indicated that it can remove up to 1.7 times as much MTBE as Filtrasorb 400per gram of wet sorbent at an MTBE concentration of approximately 1,200 µg/L.
Based on the results of their study, Malley et al. concluded that Ambersorb sorbents warrantfurther investigation for use in MTBE removal. In particular, they recommended the investi-gation of regeneration methods that could make resins more cost-effective than GAC.
274

• Davis and Powers (1999) Study
Davis and Powers performed a preliminary screening of various sorbents (GAC, carbona-ceous resins, C18 bonded silica, acrylic resin, and porous graphitic carbon) based on theirMTBE sorption capabilities. Their isotherm studies indicated that the porous graphiticcarbon (Hypercarb - Life Sciences International; London, England) and the carbonaceousresins (Ambersorb 563 and 572) had greater capacities for MTBE than the GAC (Filtrasorb400). However, the required addition of a pre-wetting agent (e.g. methanol) to suspend andactivate the Hypercarb made this sorbent unsuitable for treatment applications. TheAmbersorb 563 and 572 resins were found to have sorption capacities four to five timesgreater than the Filtrasorb 400 at an aqueous MTBE concentration of 1,000 µg/L (16.2 and13.8 mg/g, respectively, vs. 3.1 mg/g). The observed superior performance of Ambersorb 563and 572 over Filtrasorb 400 supports the findings of Malley et al. (1993).
• Suffet et al. (1999) Study
A total of 11 sorbents were evaluated by Suffet et al. based on their MTBE sorption capa-bilities, including two polymeric sorbents (Amberlite XAD-4 and XAD-8), one carbona-ceous resin (Ambersorb 572), and several GACs. The results showed that within theexperiment range of approximately 5 to 600 µg/L MTBE, the coconut-based GAC (GRC-22)(Calgon Carbon; Pittsburgh, PA) and the Ambersorb 572 had the highest sorption capacityranges at 1.5 to 40 mg/g and 0.5 to 15 mg/g, respectively. The data for these two sorbents alsofit the Freundlich model for equilibrium isotherms. On the contrary, the Amberlite XAD-4and XAD-8 were found to have inferior sorption capacities compared to the other GACproducts examined and were poorly represented by the Freundlich model.
• Industry/Manufacturer/Vendor Studies
American Purification, Inc.
An isotherm study performed by AmeriPure, Inc., a division of American Purification, Inc.(Newport Beach, CA) that designs regenerative liquid and vapor phase sorption systems,showed that Ambersorb 563 had greater capacity than Dowex Optipore L-493 at aqueousMTBE concentrations less than approximately 10 mg/L. Beyond 10 mg/L, Dowex OptiporeL-493 surpassed the capacity of Ambersorb 563. The capacity range for Ambersorb 563 wasfound to be 0.7 to 21 mg/g over an aqueous MTBE concentration range of 0.006 to 72 mg/L.Dow L-493 was found to have a capacity range of 0.25 to 45 mg/g over an aqueous MTBEconcentration range of 0.04 to 94 mg/L.
Equilon Enterprises, L.L.C.
MTBE isotherms were generated by a research group at Equilon Enterprises, L.L.C. forAmbersorb 563 and Dow Optipore L-493 resins (Sun, 1999). The sorption capacity range of
275

Ambersorb 563 (0.5 to 18 mg/g) was found to be approximately an order of magnitudegreater than that of Dowex Optipore L-493 (0.03 to 1 mg/g) over an aqueous concentrationrange of 0.002 to 1 mg/L. The slopes of the isotherms are similar for the two resins andsuggest a consistently superior performance for Ambersorb 563 over Dow L-493, contra-dicting the results observed by AmeriPure, Inc. at the higher concentrations discussed above.
Ion-exchange resin manufacturers
Several ion-exchange and sorbent resin manufacturers were contacted to determine if theycurrently have, or are in the process of developing, any products that would be suitable forMTBE sorption.
Purolite (Philadelphia, PA) is currently testing their Hypersol-Macronet sorbents for MTBEapplication (Boodoo, 1999). Hypersol-Macronet is a diverse line of products that includesboth ionic and non-ionic resins. To date, Purolite has provided no isotherms. Bayer Company(Pittsburgh, PA) is also researching potential applications of their products for MTBEremoval (Fatula, 1999). No isotherms are currently available but Lewatit VP OC 1066, a non-ionic resin, was suggested for consideration by Bayer Company.
Absorbent Products(MicroClean Services Co. [Castro Valley, CA] and Guardian Environmental Technologies[GET] [Kent, CT])
MicroClean Services Co. (Castro Valley, CA) and GET (Kent, CT) are two relatively newcompanies that are marketing disposable or nonregenerable absorbent products. These twoproducts are composites of GAC and a polymeric resin. Unlike polymeric and carbonaceousresin sorbents, which rely on surface interactions, these non-porous products absorb contami-nants into their internal polymeric matrix. Thus, the absorption of organic compounds causesthese products to swell. This mechanism allows for potentially high contaminant loadings,which manufacturers claim can exceed 100 percent on a mass basis.
According to MicroClean Services Co., their product PetroLOK, a polymer-enhanced activatedcarbon material, has been demonstrated in the company’s laboratory and limited field studiesto have MTBE equilibrium absorption capacities between 500 to 1,000 mg per gram of themedia at concentrations approximately 10 mg/L and above (MicroClean Services Co., 1999).No isotherms were provided, but MicroClean indicated that they are willing to offer aguaranteed price for their product based on this range of absorption capacity.
The MTBE absorption capacity of GET’s PolyGuard was tested by an independent labora-tory in a closed-loop, continuous flow system and was found to be 1,530 mg per gram of theabsorbent (Baron Consulting Co., 1995). However, this capacity has not been observed underfield conditions and most likely indicates an ultimate capacity under highly optimalconditions (i.e., a single-component [MTBE only] solution and a long contact time of 48
276

hours). A pilot study of PolyGuard (Section 5.5.4) observed an MTBE absorption capacityof 150 mg/g under an average influent concentration of 263 mg/L. For comparison, Amber-sorb 563, which appears to be the industry’s best resin candidate for MTBE removal, hasequilibrium sorption capacities ranging from approximately 1 to 200 mg MTBE/g sorbentover an aqueous concentration range of 0.01 to 1,000 mg/L.
Independent quantitative testing of these absorbent products in the laboratory and in the fieldneeds to be performed to more accurately characterize their absorption capacities relative topolymeric and carbonaceous resins and GAC.
• Summary of Existing MTBE Isotherm Data
A summary of the existing MTBE isotherm data for synthetic resins and two GAC productsis shown in Figure 5-3. Linear regression data based on the log-transformed Freundlichequation were compiled from various sources and re-formatted, when necessary, so that thedata can be compared. It is important to note that the data comes from various sources anddoes not necessarily reflect the same experimental conditions. The experimental conditions,and the resulting Freundlich model parameters, associated with the various sources of MTBEisotherms are presented in Table 5-4. In looking at the isotherms presented in Figure 5-3, theexperimental conditions, specifically background water quality parameters, need to be takeninto consideration since they can impact resin and GAC sorption capacities.
MTBE isotherms were included for three synthetic resins: Ambersorb 563, Ambersorb 572,and Dowex Optipore L-493. Amberlite XAD-4 and XAD-8 isotherms were not included forreasons previously cited. Isotherm data for two GAC products were also included forcomparison to synthetic resins. As noted previously, CC-602 is a coconut shell-based GACwhile Filtrasorb 400 is a coal-based GAC commonly used for drinking water applications.Figures 5-4a and 5-4b present the observed sorption capacities of these various resins andGACs at aqueous concentrations of 100 µg/L and 1,000 µg/L MTBE, respectively.
The results of two independent comparative studies (Malley et al., 1993 and Davis andPowers, 1999) suggest that Ambersorb 563 is a promising alternative to GAC. However,these studies compared Ambersorb 563 with Filtrasorb 400, a coal-based GAC. Sinceindustry data suggest that coconut-based products generally offer superior sorption capacitiesfor MTBE over coal-based products, tests comparing resins with the best coconut-basedGAC available should be performed to fully quantify the advantage of resins over GAC. Inaddition, Calgon Carbon (Pittsburgh, PA) recently introduced Filtrasorb 600, a new coal-based GAC that was specifically designed for the removal of trace levels of MTBE and otherorganic compounds from water.
Although data from manufacturer-independent sources are currently not available, isothermsgenerated by Calgon Carbon for a deionized water solution and a field sample are promising(Appendix 5A). It is recommended that Filtrasorb 600 be considered in future studies as well.
277

278
Figure 5-3. MTBE isotherms. The endpoints do not mark actualdata points and are used for identification purposes only. Theheavy lines represent Ambersorb resins (continuous for 563 anddashed for 572). Dowex L-493 is represented by long dashed linesand GAC products are represented by short dashed lines.
MT
BE
Iso
ther
ms
0.010.
1110100
1000 0.
001
0.01
0.1
110
100
1000
1000
0
Aq
ueo
us
Ph
ase
Co
nce
ntr
atio
n (m
g/L
)
Sorbed Phase Concentration (mg sorbate/g sorbent)
Am
bers
orb
563
(Mal
ley
et a
l., 1
993)
Am
bers
orb
563
(Dav
is a
nd P
ower
s, 1
999)
Am
bers
orb
563
(Am
eriP
ure,
199
9)
Am
bers
orb
572
(Mal
ley
et a
l., 1
993)
Am
bers
orb
572
(Dav
is a
nd P
ower
s, 1
999)
Am
bers
orb
572
(Suf
fet e
t al.,
199
9)
CC
602
(US
Filt
er/W
esta
tes,
199
9)
Filt
raso
rb 4
00 (D
avis
& P
ower
s, 1
999)
Filt
raso
rb 4
00 (M
alle
y et
al,
1993
)
MT
BE
Isot
herm
s
Aqu
eous
Pha
se C
once
ntra
tion
(mg/
L)
Sorbed Phase Concentration (mg sobate/g sorbent)
Am
bers
orb
563
(Mal
ley
et a
l., 1
993)
Am
bers
orb
563
(Sun
, 199
9)
Am
bers
orb
563
(Dav
is a
nd P
ower
s, 1
999)
Am
bers
orb
563
(Am
eriP
ure,
199
9)
Am
bers
orb
572
(Mal
ley
et a
l., 1
993)
Am
bers
orb
572
(Dav
is a
nd P
ower
s, 1
999)
Am
bers
orb
572
(Suf
fett
et a
l., 1
999)
Dow
ex O
ptip
ure
L-49
3 (S
un, 1
999)
Dow
ex O
ptip
ure
L-49
3 (A
mer
iPur
e, In
c., 1
999)
CC
602
(US
Filt
er/W
esta
tes,
199
9)
Filt
raso
rb 4
00 (
Dav
is &
Pow
ers,
199
9)
Filt
raso
rb 4
00 (
Mal
ley
et a
l., 1
993)

279
T (o
C)
pHW
ater
Qu
alit
yA
qu
eou
s M
TB
EC
on
c.’s
(mg
/L)
PO
LY
ME
RIC
RE
SIN
S
Do
wex
25
~7
orga
nic-
free
wat
er;
buffe
red
0.04
to
940
.68
0.3
28
0.9
96
Am
eriP
ure,
Inc
. (1
999)
Op
tip
ore
L-4
932
5un
know
nsy
nthe
tic g
roun
dwat
er0.
003
to 0
.991
0.4
9-0
.02
60
.94
Sun
(19
99)
CA
RB
ON
AC
EO
US
RE
SIN
S
Am
ber
sorb
563
10
7si
mul
ated
gro
undw
ater
: M
illi-Q
wat
er w
ith 5
x10
-4 M
NaH
CO
3; an
d 0.
1 N
HC
l or
0.1
N N
aOH
; an
d 1
N N
aCl
0.07
to
0.6
0.7
41
.26
7-10
0.9
9 M
alle
yet
al.
(19
93)
20
7.2
sim
ulat
ed g
roun
dwat
er:
dist
illed
, de
ioni
zed
wat
erbu
ffere
d w
ith 8
x10
-5 M
NaH
CO
3 an
d 7.
8x10
-3 M
NaC
l0.
6 to
250
00
.35
1.2
12
30
.98
Dav
is &
Pow
ers
(199
9)
25
unkn
own
synt
hetic
gro
undw
ater
0.00
1 to
0.3
800
.73
1.2
86
0.9
7S
un (
1999
)
25
~7
orga
nic-
free
wat
er;
buffe
red
0.00
6 to
73
0.3
60
.64
40
.99
Am
eriP
ure,
Inc
. (1
999)
Am
ber
sorb
572
10
7si
mul
ated
gro
undw
ater
: M
illi-Q
wat
er w
ith 5
x10
-4 M
NaH
CO
3; an
d 0.
1 N
HC
l or
0.1
N N
aOH
; an
d 1
N N
aCl
0.07
to
0.6
0.6
71
.26
7-10
0.9
7 M
alle
yet
al.
(19
93)
20
7.2
sim
ulat
ed g
roun
dwat
er:
dist
illed
, de
ioni
zed
wat
erbu
ffere
d w
ith 8
x10
-5 M
NaH
CO
3 an
d 7.
8x10
-3 M
NaC
l1
to 2
000
0.4
61
.14
26
0.9
7D
avis
& P
ower
s (1
999)
22.5
-23
6.8-
7.0
orga
nic-
free
wat
er:
glas
s di
still
atio
n of
Mill
i-Q w
ater
the
npa
ssed
thr
ough
Filt
raso
rb 2
00 G
AC
0.00
5 to
0.6
0.6
81
.26
70
.99
Su
ffe
tet
al.
(19
99)
GA
C Filt
raso
rb 4
001
07
sim
ulat
ed g
roun
dwat
er:
Mill
i-Q w
ater
with
5x1
0-4 M
NaH
CO
3; an
d 0.
1 N
HC
l or
0.1
N N
aOH
; an
d 1
N N
aCl
0.06
to
1.5
0.6
30
.82
7-10
0.9
4 M
alle
yet
al.
(19
93)
20
7.2
sim
ulat
ed g
roun
dwat
er:
dist
illed
, de
ioni
zed
wat
erbu
ffere
d w
ith 8
x10
-5 M
NaH
CO
3 an
d 7.
8x10
-3 M
NaC
l0.
4 to
300
00
.59
0.4
92
70
.98
Dav
is &
Pow
ers
(199
9)
CC
602
20
~7
orga
nic-
free
wat
er;
not
buffe
red
0.00
1 to
10
0.4
61
.14
--
US
Filt
er/W
esta
tes
(199
9)
R2
SO
UR
CE
RE
SIN
/GA
C
EX
PE
RIM
EN
TA
L C
ON
DIT
ION
S
nlo
g K
F
# o
fd
ata
po
ints
Table 5-4.MTBE Isotherm Studies and Their Associated Experimental Conditions and Freundlich Parameters

280
Figures 5-4a and 5-4b. Sorption capacities of various synthetic resins and GAC at aqueous
concentrations of 100 and 1,000 µg/L MTBE. Note: a = Sun (1999); b = Malley et al. (1993);
c = Suffet et al. (1999); d = AmeriPure, Inc. (1999); e = Davis and Powers (1999); f = U.S. Filter/
Westates (1999).
Sorbent Capacities at Aqueous Concentration = 1,000 µg/L
0
5
10
15
20
Am
bers
orb
563
(a)
Am
bers
orb
563
(e)
US
Filt
er/W
esta
tes
CC
602
(f)
Am
bers
orb
572
(e)
Am
bers
orb
563
(d)
Dow
exO
ptip
ore
L-49
3(d
)
mg
MT
BE
/g s
orb
ent
(a)
(b)
Sorbent Capacities at Aqueous Concentration = 100 µg/L
0
1
2
3
4
5
6
US
Filt
er/W
esta
tes
CC
602
(f)
Am
bers
orb
563
(a)
Am
bers
orb
572
(b)
Am
bers
orb
572
(c)
Am
bers
orb
563
(b)
Am
bers
orb
563
(d)
Am
berli
te X
AD
-4
(c)
Dow
ex O
ptip
ore
L-49
3 (d
)
mg
MT
BE
/g s
orb
ent
mg
MTB
E/g
sorb
ent
mg
MTB
E/g
sorb
ent
U.S.
Filte
r/Wes
tate
sCC
602
(f)
Ambe
rsor
b 56
3(a
)
Ambe
rsor
b 57
2(b
)
Ambe
rsor
b 57
2(c
)
Ambe
rsor
b 56
3(b
)
Ambe
rsor
b 56
3(s
)
Ambe
rlite
XAD
-4
(c)
Dow
ex
Optip
ore
L-49
3(d
)
Ambe
rsor
b 56
3(a
)
Ambe
rsor
b 56
3(e
)
U.S.
Filte
r/Wes
tate
sCC
602
(f)
Ambe
rsor
b 57
2(e
)
Ambe
rsor
b 56
3(d
)
Dow
ex
Optip
ore
L-49
3(d
)
Sorbent Capacities at Aqueous Concentration = 100 µg/L
Sorbent Capacities at Aqueous Concentration = 1,000 µg/L

An upcoming pilot test in Santa Monica, California may provide more solid data on thesorption performance of resins relative to GAC under field conditions. For informationregarding this pilot test, see Section 5.5.5.
Effects of pH
Malley et al. (1993) performed studies on Ambersorb 563, 572, and 575 to evaluate theeffects of pH on the removal of MTBE. The pH 6.5, 7, and 8.5 isotherms for all three sorbentsdid not appear to be different from each other, indicating that the pH of the simulatedgroundwater did not affect the capacity of the sorbents. This finding is consistent with thefact that resins do not have functional groups and generally do not rely on chemical inter-actions that could be affected by pH.
Effects of Temperature
Malley et al. (1993) performed studies on Ambersorb 575 and Filtrasorb 400 to evaluatetemperature effects on their MTBE sorption capacities. The results for the GAC confirmedprevious observations that showed an inverse correlation between capacity and temperature,implying an exothermic sorptive process (Weber and Moris, 1964). On the contrary, thesorption capacities of Ambersorb 575 appeared to be the same at 10°C and at 25°C (Malleyet al., 1993), suggesting that the sorption capacity of Ambersorb 575 is unaffected bytemperature over this range.
There is currently very limited data available on the effects of temperature on resin MTBEsorption capacities. Controlled tests need to be performed on individual resins to fullyquantify any temperature effects.
Effects of Oxidants
The effects of various chemical oxidants such as sodium hypochlorite (NaOCl), O3, andH2O2 on carbonaceous resins have been investigated (Isacoff, 1999; Suri et al., 1999; andCrittenden et al., 1997). Isacoff of Rohm and Haas (1999) performed a study whereAmbersorb 563 was exposed to 1,000 mg/L of a hypochlorite solution for 42 days.After exposure, there were no changes observed in the resin’s sorptive capacity forchloroform. In addition, the resin’s degree of hydrophobicity was unaffected, as indicated bywater sorption isotherm studies performed before and after exposure to hypochlorite solution.Similar results were observed by Isacoff (1999) for the exposure of Ambersorb 563 to a 32percent H2O2 solution.
281

This finding is consistent with unpublished results by Suri (1999), which indicate thatAmbersorb 563 resins are unaffected by exposure to H2O2 and O3.
There have also been studies (Crittenden et al., 1997 and Suri et al., 1999) in whichAmbersorb 563 resin beads were impregnated with the metal oxide catalysts TiO2 andPt-TiO2 and subjected to multiple cycles of sorption and steam regeneration. These testsseem to indicate that Ambersorb 563 is unaffected by any hydroxyl radicals (•OH) generatedthrough the reaction of these catalysts with water under exposure to sunlight or UV radiation.
Interference of NOM
To evaluate the effects of the presence of humic substances on the MTBE sorption capacitiesof synthetic resins vs. GAC, Suffet et al. (1999) performed isotherm studies on Ambersorb572 and GRC-22, a coconut-based carbon, using groundwater from Santa Monica,California wells and compared their results with isotherms derived from organic-free water.On average, the groundwater contained 0.5 mg/L of total organic carbon (TOC) and had apH of 6.5. There was a marked decrease in the sorption capacity of the GRC-22 underexposure to humic substances while the Ambersorb 572 appeared to be unaffected (Figures5-5a and 5-5b).
These findings support results from a previous study by Hand et al. (1994), which showedthat Ambersorb 563 is resistant to fouling by NOM. Hand et al. performed TCE isothermstudies on Ambersorb 563 and Filtrasorb 400 that had been pre-exposed to groundwatercontaining NOM (1-3 mg/L) for 2.5, 10, and 24-week intervals. After 10 weeks of NOMexposure, there was no observed decrease in the capacity of the Ambersorb 563 for TCEcompared with an average decrease of 35 percent for the GAC. Even after 24 weeks of NOMexposure, the capacity of the Ambersorb 563 resin only decreased by an average of 12percent.
Biofouling
Studies performed by Rohm and Haas indicate that Ambersorb products are not prone tobiofouling (Isacoff, 1999). According to Isacoff, the narrow pores in carbonaceous resinsmake them inaccessible to microorganisms that could cause internal fouling of the resins(1999). In addition, as noted earlier, the internal pores in carbonaceous resins are inaccessibleto NOM that are necessary for sustained microbial growth. However, as with GAC, resinsmay be subject to biofouling on their external surfaces under conditions of high NOMcontent and long EBCTs (see Section 5.4.5). In these cases, disinfection of the influent waterprior to contact with the resins may be necessary.
282

283
Figures 5-5a and 5-5b. Effects of background humic substances in Santa Monica wateron the sorption capacities of coconut-based GAC (GRC-22) and Ambersorb 572 (Suffetet al., 1999).
(a) Coconut-based GAC (GRC-22)
(b) Ambersorb 572
Log Aqueous Phase MTBE Concentration (µg/L)
Log Aqueous Phase MTBE Concentration (µg/L)
Log
Sor
bed
Pha
se C
once
ntra
tion
(µg
MT
BE
/g s
orbe
nt)
Log
Sor
bed
Pha
se C
once
ntra
tion
(µg
MT
BE
/g s
orbe
nt)

Competitive Sorption
• BTEX
Davis and Powers (1999) performed bi-solute isotherm studies on Ambersorb 563 andAmbersorb 572 to determine their effectiveness in the presence of other gasoline hydro-carbons.
m-Xylene was used as a representative BTEX compound and was added at a concentrationof 43.2 mg/L in different samples containing a constant mass of the sorbents and varyingMTBE concentrations (5 to 2,500 mg/L).
m-Xylene was removed to below detection limits (0.1 mg/L) in all the competitive sorptionexperiments. MTBE, however, was detected for the entire concentration range studied.
These results imply that the resins preferentially sorb m-xylene over MTBE at an initial m-xylene concentration of 43.2 mg/L. Davis and Powers point out that given the hydrophobicnature of these resins, the preferential sorption of m-xylene, which is more hydrophobic thanMTBE, is to be expected. A comparison of the chemical properties of MTBE and m-xyleneis presented in Table 5-5.
Figure 5-6 illustrates the observed decrease in MTBE sorption capacities of Filtrasorb 400,Ambersorb 563, and Ambersorb 572 in the presence of 43.2 mg/L m-xylene and an aqueousMTBE concentration of 1 mg/L. Further studies should be conducted to investigate thepotential for competitive sorption under lower BTEX concentrations.
284
Table 5-5Chemical Properties of MTBE, m-Xylene, and TBA (NSTC, 1997 and Malley et al., 1993)

• TBA
For comparison to MTBE, a list of the chemical properties of TBA is included in Table 5-5.TBA isotherms were provided for Ambersorb 563, Dowex Optipore L-493, and Filtrasorb400 by Sun (1999) (Figure 5-7). Isotherm tests for Ambersorb 563, Dowex Optipore L-493,and Filtrasorb 400 were performed for synthetic groundwater (buffered, organic-free waterwith a concentration of salts representative of groundwater) spiked with TBA. An isothermtest was also performed for Ambersorb 563 and a water sample from one of the wells in theCharnock well field in Santa Monica, California (discussed in Section 5.5). The resultssuggest that Ambersorb 563 has a significantly greater sorption capacity for TBA than bothFiltrasorb 400 and Dow L-493. These experiments strongly suggest that Ambersorb 563should be considered for use in sites where MTBE and TBA co-exist.
Further testing should be performed to confirm the results from these tests and to determineany decrease in MTBE and TBA sorption capacities resulting from competitive sorption.
285
0
2
4
6
8
10
12
14
16
18
Filtrasorb 400 Ambersorb 572 Ambersorb 563MT
BE
Sor
bed
Pha
se C
once
ntra
tion
(mg/
g) a
t C
= 1
mg/
L
no m-xylenem-xylene Co = 43.2 mg/L
Figure 5-6. Effects of m-xylene (Co = 43.2 mg/L) on the MTBE sorption capacities of Filtrasorb
400, Ambersorb 572, and Ambersorb 563 (Davis and Powers, 1999).
MTB
E S
orbe
d P
hase
Con
cent
ratio
n (m
g/g)
at C
= 1
mg/
L
no m-xylenem-xylene Co = 43.2 mg/L

To evaluate the effects of the presence of TBA on the MTBE sorption capacities of syntheticresins vs. GAC, Suffet et al. (1999) performed isotherm studies on Ambersorb 572 and GRC-22 using organic-free water spiked with 100 µg/L TBA. Samples contained varying amountsof the sorbent and the same initial concentrations of MTBE at 1,000 µg/L. The sorptioncapacity of the Ambersorb 572 for MTBE appeared to be unaffected by competition fromTBA while there was a significant decrease in the MTBE sorption capacity of the GRC-22(Figures 5-8a and 5-8b). In a separate study, Sun (1999) found that the MTBE sorptioncapacities of the synthetic resins Ambersorb 563 and Dow Optipore L-493 were approxi-mately an order of magnitude greater than their TBA counterparts (Figure 5-9).
286
TBA Isotherms
0.001
0.01
0.1
1
0.001 0.01 0.1 1
Aqueous Phase Concentration (mg/L)
So
rbed
Ph
ase
Co
nce
ntr
atio
n (m
g s
orb
ate/
g s
orb
ent)
Ambersorb 563 - Charnock sample (Sun, 1999)
Ambersorb 563 (Sun, 1999)
Dowex Optipore L-493 (Sun, 1999)
Filtrasorb 400 (Sun, 1999)
Sorbent log KF nResins
Ambersorb 563 - Charnock sample (Sun, 1999) 0.25 0.85Ambersorb 563 (Sun, 1999) 0.91 1.20
Dowex Optipore L-493 (Sun, 1999) -1.13 0.71GAC
Filtrasorb 400 (Sun, 1999) -1.45 0.31
Figure 5-7. TBA Isotherms. One isotherm was conducted for a field sample (Charnock well fieldin Santa Monica, CA). All other isotherms were conducted for synthetic groundwater at 25°C.The endpoints do not mark actual data points and are used for identification purposes only.
Sor
bed
Pha
se C
once
ntra
tion
(mg
sorb
ate/
g so
rben
t)
Aqueous Phase Concentration (mg/L)

287
Figures 5-8a and 5-8b. Effects of TBA (100 µg/L) on the equilibrium sorption capaci-ties of coconut-based GRC-22 and Ambersorb 572 resin (Suffet et al., 1999).
(a) Ambersorb 572
(b) Coconut-based GAC (GRC-22)
Log
Sor
bent
Pha
se C
once
ntra
tion
(µg
MT
BE
/g s
orbe
nt)
Log Aqueous MTBE Concentration (µg/L)
Log Aqueous MTBE Concentration (µg/L)
Log
Sor
bent
Pha
se C
once
ntra
tion
(µg
MT
BE
/g s
orbe
nt)

Desorption
As in the case of GAC, desorption from resins is most likely to occur when the influent concen-tration of MTBE decreases significantly, reversing the concentration gradient between the bulkliquid and the resin pore space, or when the influent concentration of other organic compoundsincrease, resulting in competitive sorption. If desorption occurs to a significant extent, one willobserve spikes in effluent concentrations that may exceed influent concentrations. Thus, theoccurrence of desorption may create the need for multiple resin vessels in series, a greaternumber of sampling locations, a higher frequency of sampling, and a more frequentregeneration of resins. Due to the limited number of field studies for MTBE treatment, thereare currently no published data available on the topic of MTBE desorption from resins;however, the upcoming pilot test at the Charnock well field in Santa Monica, California (seeSection 5.5) is expected to provide some valuable information regarding desorption.
Regeneration
As stated previously, the ability to regenerate resins on-site may result in an economic advan-tage over the use of GAC. The following sections describe the regeneration methods currentlyavailable for resins and present the results of studies that have evaluated the effectiveness ofthese methods. These methods include steam regeneration, solvent regeneration, and micro-
288
MTBE vs TBA Isotherms
0.001
0.01
0.1
1
10
0.001 0.01 0.1 1
Aqueous Phase Concentration (mg/L)
So
rbed
Ph
ase
Co
nce
ntr
atio
n (m
g s
orb
ate/
g s
orb
ent)
MTBE: Ambersorb 563 (Sun, 1999)
TBA: Ambersorb 563 (Sun, 1999)
MTBE: Dowex Optipore L-493 (Sun, 1999)
TBA: Dowex Optipore L-493 (Sun, 1999)
Figure 5-9. MTBE vs. TBA isotherms for Ambersorb 563 and Dowex Optipore L-493 resins. The linesshown are based on a series of data from laboratory tests performed over the given ranges.The endpoints do not mark actual data points and are used for identification purposes only. Continuousand dashed lines correspond to Ambersorb 563 and Dow L-493, respectively.
Sor
bed
Pha
se C
once
ntra
tion
(mg
sorb
ate/
g so
rben
t)
Aqueous Phase Concentration (mg/L)
MTBE vs. TBA Isotherms

wave regeneration. A detailed analysis of the economics of resin systems using steamregeneration is presented in Section 5.6.
• Steam Regeneration
In steam regeneration, saturated steam is passed through a loaded/saturated resin bed,condensed, and collected. The steam is used to desorb organic compounds from the resin andto transport them away from the column. The condensed steam is typically discarded ortreated through “superloading.” In superloading, the condensate is passed through a sorbentcolumn just prior to the column’s regeneration cycle, taking advantage of the additionalcapacity of the sorbent at higher concentrations.
The use of steam has been demonstrated to be an effective means of regenerating Ambersorb563 resins loaded with a variety of organic compounds such as THMs (Vandiver and Isacoff,1994) and TCE (Parker and Bortko, 1991). In these cases, steam regeneration was able tofully restore the resin’s sorption capacity for these compounds. Suri et al. (1999) confirmedthese findings in a study which showed that 28 to 40 BVs of steam (160°C) per regenerationcycle effectively regenerated resins saturated with p-polychlorinated biphenyls (p-PCB),PCE, and CCl4 over six regeneration cycles. In the case of o-PCB, there was a 20 percentloss in capacity observed after the first regeneration cycle; however, subsequent cycles didnot result in further loss of sorption capacity (Suri et al., 1999).
Limited studies have been published on the specific application of steam regeneration toMTBE-loaded columns. A preliminary study by Sun found a five percent decrease in theMTBE sorption capacity of an Ambersorb 563 column after the first steam regenerationcycle (1999). However, consistent with the results observed for o-PCB described above, nofurther loss in capacity was observed in succeeding regeneration cycles. A pilot plantscheduled to be operated in Santa Monica, California (Section 5.5.5) may provide more long-term quantitative information on the effectiveness of steam regeneration specifically forMTBE removal applications.
There is research currently being performed on a process that combines steam regenerationwith a metal oxide-catalyzed photooxidation process. The objective of this research is todevelop a combined process that would not only remove organic contaminants from water,but also destroy them directly during the regeneration process. Suri et al. (1999) publishedresults from a study that evaluated the steam regeneration of Ambersorb 563 beadsimpregnated with the metal oxide catalysts, TiO2 and Pt-TiO2. It had previously beenreported that Ambersorb 563 impregnated with metal oxide catalysts can provide significantdestruction of certain organics in the gas phase at 250°C (Brendley et al., 1993 andVandersall et al., 1993). However, while Suri et al. (1999) found that 28 to 40 BVs of steamat 160°C effectively regenerated resins saturated with p-dichlorobenzene (p-DCB), o-PCB,PCE, and CCl4, they observed minimal or insignificant destruction of these adsorbedcompounds during regeneration. Suri et al. noted that higher destruction of adsorbed organics
289

on Ambersorb 563 may potentially be achieved by using more active catalysts, greater steamcontact times (>0.9 seconds), or higher steam temperatures. The development of steam-regenerable resins for combined removal and destruction of organic compounds such asMTBE is an important issue that should be explored in future studies.
• Solvent Regeneration
In solvent regeneration, a solvent in which the adsorbate is highly soluble is passed throughthe saturated bed. Studies by Rohm and Haas have demonstrated that the use of solvents suchas methanol or acetone at a flow rate of 2 BVs an hour can successfully regenerate resincolumns (Rohm and Haas, 1992). In one study, methanol was found to extract more than 99percent of 280 mg of TCE adsorbed per gram of Ambersorb 563 (Parker and Bortko, 1991).A second study showed that 4 to 5 BVs of methanol at a flowrate of 1 BV per hour canremove more than 95 percent of 1,2-dichloroethane (DCA) loaded on an Ambersorb 563column (Isacoff et al., 1992). A rinse with water or steam is typically performed afterregeneration to remove any residual regenerant prior to the next sorption cycle.
Limited studies have been published on the effectiveness of solvent regeneration specificallyfor MTBE-saturated columns. However, in one experiment by Malley et al. (1993), methanolwas demonstrated to be ineffective in regenerating an MTBE-saturated Ambersorb 563column. In this experiment, methanol was passed through an Ambersorb 563 columnsupersaturated with MTBE at a rate of 4 BVs an hour for 4 hours. After being returned toservice, the regenerated column had lost a significant portion of its sorption capacity and wasable to remove only between 0 and 15 percent of MTBE in the simulated groundwater.
Although there is currently insufficient data to draw conclusions on the effectiveness ofsolvent regeneration for MTBE applications, it is unlikely that solvent regeneration will beapproved for drinking water applications due to concerns over potential contamination of theeffluent with the solvent, inefficiencies of the process, and uncertainties in the final disposal.
• Microwave Regeneration
Most studies on the use of microwave regeneration of sorbents examined vapor-phaseapplications in which the sorbents are used to remove VOCs from gaseous emission streams.However, the use of microwave regeneration for a liquid phase sorbent system is likely to bea similar process. Unlike steam regeneration, which uses steam to heat up the sorbent system,microwave irradiation generates heat directly in the sorbent bed by exciting sorbent andadsorbate molecules. Contaminants adsorbed onto a resin column are volatilized andsubsequently extracted through an induced vacuum (AmeriPure, Inc., 1999). Microwaveheating has been shown to effectively eliminate the heat and mass transfer resistances thatlimit the rate of regeneration in conventional steam systems (Price and Schmidt, 1997).
290

A bench-scale study by Price and Schmidt (1997) demonstrated the ability of microwaveirradiation to desorb VOCs such as methyl ethyl ketone (MEK), toluene, and n-propyl acetatefrom the polymeric resin Dowex Optipore L-502. A pilot scale of a moving bed columndesorber (Salinas et al., 1999) found effective regeneration and recovery of the polar solventsisopropyl alcohol and MEK from Dowex Optipore L-502 and the carbonaceous resinAmbersorb 600. Non-polar toluene was found to be recoverable through microwaveregeneration of Ambersorb 600. Dowex Optipore L-502 and Ambersorb 600 are vapor-phaseapplication versions of Dowex Optipore L-493 and Ambersorb 563 and 572, respectively.
As in the cases of steam and solvent regeneration, further work is needed to more completelyquantify the applicability of microwave regeneration to MTBE applications.
291

292

5.4 Key Variables in the Design ofSynthetic Resin Sorbent Systems
5.4.1 Type of Synthetic Resin
The various synthetic resins for which MTBE isotherms are available were presented inFigure 5-3. Based on the data currently available, Ambersorb 563 and Ambersorb 572 appearto have the most competitive sorption capacities of the resins that have been evaluated. It isrecommended that these two resins be considered in bench-scale or pilot-scale designs.
Although isotherm studies are useful for screening resins, it is important to note that theseisotherm data are based on batch equilibrium sorption studies that may not be directlyrepresentative of dynamic performance configurations. Like the case of GAC, the actualmass loading on a resin may be significantly lower than that predicted from an isothermstudy depending on numerous variables such as competitive sorption effects, backgroundwater quality, contact time, etc. Tests performed by Calgon Carbon (Pittsburgh, PA) haveshown that operating carbon usage rates, based on capacity at the time of breakthrough, canbe estimated at 45 to 55 percent of the equilibrium capacity for VOCs (Stenzel and Merz,1988). In order to determine a similar relationship for resins, it would be necessary toconduct dynamic column tests.
For use in drinking water applications, the synthetic resin has to be certified by the NationalSanitation Foundation (NSF) under Standard 61, which regulates the use of products incontact with potable water. Of the products listed in Table 5-6, only Ambersorb 563,Ambersorb 572, Filtrasorb 400, and CC 602 have been confirmed to meet this criterion.
5.4.2 Background Water Quality
Limited data are currently available on the effect of background water quality on the MTBEremoval efficiency of resins. As discussed in Section 5.3.3, the data currently availablesuggest that the performance of Ambersorb resins is unaffected by pH (6.5 to 8.5),temperature (10°C vs. 25°C), oxidants (HOCl, H2O2, and O3), the presence of NOM, and thepresence of TBA. Ambersorb resins have also been found to be unsusceptible to biofouling.However, m-xylene, which could be considered representative of BTEX compounds, hasbeen found to compete with MTBE sorption. Site-specific studies should be conducted toinvestigate the extent to which other synthetic compounds could compete with MTBEsorption. In addition, as discussed in Section 5.3.3, the issue of MTBE desorption wouldneed to be addressed through site-specific studies to determine the potential need formultiple resin vessels in series, a greater number of sampling locations and a higherfrequency of sampling, and a more frequent regeneration of resins.
Depending on the background water quality, pretreatment of influent water may be necessaryto optimize the efficiency of resins for MTBE removal. Influent water may need to be filtered
293

to remove particulate matter, which may clog the top of the resin column and create poordistribution. To reduce the organic loading on the resin, it may be prudent to use GACcolumns at the front end of the process flow to remove BTEX compounds. GAC is cheaperon a per unit basis and is generally more effective for the removal of highly hydrophobiccompounds like BTEX. In cases of high NOM fouling, disinfection of the influent water maybe necessary.
5.4.3 Process Flow Configuration
The process flow configuration of synthetic resin systems is very similar to that of GACsystems. The main difference between a resin system and a GAC system is the provision fora regeneration process. A typical process flow configuration for a resin system is shown inFigure 5-10.
Sorption columns can be used in either a downflow or upflow service mode. In general, thesystem configuration will be dependent on a number of factors, including the effluentstandard, regeneration technique, and vessel design constraints. In situations where loweffluent standards must be met (such as primary or secondary drinking water standards forMTBE) and, thus, low leakage levels are allowed, a resin system works best under counter-current operation and regeneration, with operation in the upflow mode and regeneration inthe downflow mode (Rohm and Haas, 1992). Using the downflow mode for regeneration hasbeen found to result in better removal efficiencies and lower leakage levels once the columnis returned to service after regeneration (Rohm and Haas, 1992).
Sorbent columns can be operated in series, in parallel (also referred to as carousel), or as acombination of the two configurations depending on a number of factors, including the needfor continuous operation, space constraints, effluent criteria, service cycle time constraints,operation logistics, and requirements for multi-barrier treatment. The operation of columnsin-series (partially or completely) confers several advantages (EPA, 1995):
• The system can continue to operate at full flow while the lead column is being regenerated.
• A lag column provides extra insurance that the effluent water quality will meet stringenteffluent criteria.
• A lag column allows complete exhaustion of sorption capacity for the lead column. In asingle column mode, the vessel would have to be regenerated once the effluent qualityreached the effluent criteria. With two columns operating in series, the lead column wouldnot be subjected to final effluent standards and, thus, can take a higher loading of theadsorbate.
294

295
Figure 5-10. Typical process flow configuration for a resin system (based on EPA, 1995).

However, from a cost perspective, the specific magnitude of the in-series advantage is afunction of the length of the breakthrough curve as determined by the length of the MTZ(Figure 5-11). If the MTZ is very short (i.e., < 0.5 meter for a 6,000 gpm system), theincreased utilization of the leading column will be a small percentage of the breakthroughtime and, thus, the cost-savings resulting from in-series operation may not offset the increasedcapital costs. Alternatively, if the MTZ is long, the second vessel will significantly increasethe time until the first vessel requires regeneration. Many field systems do not exhibit ideal,narrow breakthrough curves, but show elongated curves with tailing on the front and backend (Suffet, 1999 and Sun, 1999). This would suggest that in-series operation offers aneconomic advantage over carousel operation. This hypothesis is evaluated in the economicanalysis (Section 5.6).
5.4.4 Regeneration
The ability to regenerate a resin sorbent bed on-site is a key factor in determining theeconomics of a resin system. Several alternatives available for regeneration were discussedin Section 5.3.3. These options include steam regeneration, solvent regeneration, andmicrowave regeneration. As stated in Section 5.3.3, solvent regeneration is unlikely to beapproved for treatment applications. Therefore, this method will not be considered further.
Salinas et al. (1999) reference a study by Schweiger et al. (1993) that found the regenerationof sorbent beds by conventional heating methods (i.e., steam) to be an inefficient process.The study found that most of the energy is used to heat the sorbent and the vessel, and onlyabout one-fourth to one-third of the energy is actually used for desorption of the sorbent. Thisfactor may be an important consideration in choosing between the use of steam vs. micro-wave irradiation.
Figure 5-11. Hypothetical breakthrough curve and its MTZ at one point in time.
Influent
Effluentdistance insorbentvessel
Con
cent
ratio
nof
MT
BE
100% removalefficiency
50% removalefficiency
Used sorbent Unused sorbent
296
MTZ

Steam Regeneration
For their Ambersorb products, Rohm and Haas recommends a steam pressure of 20 to 30psig and a temperature between 125 to 135°C. A total steam volume of 0.5 to 2.0 BVsmeasured as condensate is typically used. Regeneration efficiency can be optimized whileminimizing the cycle time by using a lower flow rate for initial steam introduction followedby higher flow rates during later stages (Rohm and Haas, 1992). The total number of BVs ofsteam condensate can be optimized based on the effluent targets and required minimumservice cycle times. Chlorinated organics typically require up to 20 BVs of steam ascondensate to consistently meet stringent effluent criteria such as MCL drinking waterstandards. In the case of chloroform (CHCl3), 85 to 90 percent is generally removed from theresin after the first 5 to 10 BVs of steam (measured as condensate) are passed through thebed. There were no MTBE-specific data available.
Ambersorb beds should be cooled down for at least 2 hours after steam regeneration. Rohmand Haas (1992) recommends that treated water be introduced upflow at a low flow rate (0.25gpm/ft2) to rehydrate the bed and remove air pockets without disturbing the bed.
MTBE- and site-specific optimal operating conditions should be determined through bench-or pilot-scale studies.
Microwave Regeneration
The following variables should be considered in the design of a microwave regenerationsystem:
• Purging
Efficient desorption requires a purging of the desorbed compounds from the sorbent columnsto prevent build-up of the gas phase concentration. For microwave regeneration, purging canbe done by inducing a vacuum in the sorbent column or by flowing a purge gas through it.An evaluation by Price and Schmidt (1998) indicate that vacuum purging offers substantialperformance and economic benefits, including a smaller condenser and a lower microwavepower consumption rate.
• Regeneration Pressure
The operating pressure of a microwave system is a key parameter that affects desorptionkinetics, as well as the size and power consumption of the recovery system (Price andSchmidt, 1998). While a lower pressure (i.e., higher vacuum) improves the extraction ofvolatilized compounds, it requires a larger vacuum pump, which consumes more power.However, microwave power consumption and generator capacity decrease since reducing thepressure lowers the final temperature to which the bed must be heated to achieve a given
297

degree of desorption. A preliminary cost evaluation by Price and Schmidt (1998) revealedthat, overall, the benefits of decreased pressure outweigh the disadvantages. Mechanicalvacuum pump energy is generally cheaper and has a stronger effect on desorption equilibriathan microwave heating.
The optimal pressure for MEK on Dowex Optipore L-502 was found to be in the 1-5 torrrange (Price and Schmidt, 1998). Due to the limited amount of data and experience availableon the use of microwave regeneration for MTBE sorption systems, the optimal operatingrange for an MTBE and sorbent resin system will need to be determined from a bench- orpilot-scale study.
• Post-regeneration Sorbent Concentration
The degree to which the sorbent is regenerated is primarily dependent upon the heatingtemperature. Unlike the case of steam regeneration, where complete desorption of contami-nants is seldom economically practical, experimental studies (Price and Schmidt, 1998)indicate that microwave regeneration allows for an economically attractive completeregeneration of resin beds. This is true for several reasons: 1) microwaves heat the entire bedwhile the vacuum pump maintains a uniform gas pressure (consequently, there are no movingheat and MTZs and the bed can be efficiently desorbed to completion); 2) high bedtemperatures are readily achieved with microwave heating since there is no limiting heatsource temperature; and, 3) regenerating the bed to near completion will minimize thepossibility of early breakthrough in the subsequent sorption cycle.
AmeriPure, Inc. (Newport Beach, CA) is presently marketing a patented microwave regener-ation system for MTBE applications. Pilot- and full-scale units have been installed for vapor-phase sorbent systems involving the removal of toluene, benzene, acetone, and other organiccompounds from an industrial waste air stream but, to date, no units have been installed forMTBE applications (AmeriPure, Inc., 1999).
AmeriPure, Inc.’s microwave-regenerated system for MTBE applications is designed withAmbersorb 563. When a resin column is ready for regeneration, the resin beads aremechanically removed from the vessel, dried to 12-percent water content (by mass), andtransported to a stand-alone microwave regeneration system. The regeneration system consistsof a cylindrical stainless steel vessel with a microwave guide running along its centerline. Aceramic screen separates the guide from the resin beads while a stainless steel mesh holdsthe resin beads away from the tank walls. The resin beads are irradiated with microwaves andheated to 350 to 400°F to volatilize any adsorbed organic compounds. An induced vacuumis used to extract the volatilized compounds, which can then be treated through thermaloxidation. After regeneration, the beads are cooled using a cold surface as a heat exchangeror by misting the beads with deionized water. The cooled resin beads are then transportedback to their original vessels. The regeneration process is approximately a 6-hour operation,from the time the resin column is ready for regeneration to the time the column is placed back
298

on-line. AmeriPure, Inc. estimates that a 50 gpm sorbent system will require a 2-kWmicrowave power generator.
5.4.5 Operating Parameters
EBCT or Flow Rate Loading
The EBCT — which is calculated as the BV divided by the flow rate, or its reciprocal, theflow rate loading — is used to estimate the volume of sorbent required and the number ofreaction vessels necessary. The recommended flow rate loading depends on the effluentcriteria, service cycle time constraints, pressure drop, or other site constraints (Rohm andHaas, 1992).
Resin sorption system flow rates vary from 0.25 gpm/ft3 up to 8 gpm/ft3 sorbent (Rohm andHaas, 1992). Preliminary tests conducted for the Charnock well field in Santa Monica,California (see Section 5.5.5) indicated that resins, specifically Ambersorb 563, require ashorter EBCT of ~5 minutes (1.5 gpm/ft3) compared to GAC for MTBE applications. Ingeneral, GAC systems in municipal water treatment plants have EBCTs ranging from severalminutes to more than 10 minutes (see Chapter 4). However, for MTBE removal, a higherEBCT is required for GAC systems (10 to 20 minutes) due to the low affinity of MTBE forcarbon, relative to other organic contaminants in water treatment plants (e.g., THMs) (Sun,1999).
The lower EBCT required for a resin system results from the kinetics of sorption on resinscompared to GAC. As discussed in Section 5.3.1, resins are designed with a greater percent-age of mesopores and macropores, which facilitate the transport of adsorbate molecules tothe sorption sites. A lower EBCT for a sorption system can provide the following designadvantages: 1) a smaller volume of sorbent is required for a given flow rate; 2) a vessel withthe same size can take higher flow rates; or 3) fewer units running in parallel will be requiredfor a given flow rate.
Hydraulic Loading
Hydraulic loading rates (or linear flow rates) for GAC units vary from 0.4 to 12 gpm/ft2, withtypical values ranging from 3 to 4 gpm/ft2 (Faust and Aly, 1998). It is recommended thatsimilar hydraulic loading ranges be used in the preliminary design of resin adsorber systems.Hydraulic loading rates of 4 and 10 gpm/ft2 result in pressure drops of 0.7 and 2 psi/ft ofAmbersorb resin bed depth, respectively.
Vessel Height
The height to diameter ratio of the adsorber vessels is a function of flow distributionrequirements, pressure drop, or space constraints (EPA, 1995). A minimum bed height of 2
299

to 3 feet is typically recommended for each adsorber vessel. A deeper bed provides a marginof safety by providing a larger treatment zone for the less strongly adsorbed compounds. Thedeeper bed also enhances flow distribution and water contact within the sorption vessel.However, a deeper bed results in a greater head loss across the column, which may increaseenergy costs.
5.4.6 Manufacturers and Resin Unit Costs
The costs of various polymeric and carbonaceous resins commercially available are listed inTable 5-6. Costs for Filtrasorb 400 and CC-602 are also included for comparison. Polymericresins are generally less expensive than carbonaceous resins. Synthetic resins can be 5 to 30times more expensive than GAC on a per unit basis.
300

301
Table 5-6.Manufacturer Information and Unit Costs
Manufacturer Address/Phone Products$/lb $/ft3
Polymeric Resins
Rohm and Haas Company Home Office Amberlite XAD-4 $12.60-$12.98 $530-$545
100 Independence Mall West Amberlite XAD-7 $13.41-$13.78 $550-$565
Philadelphia, PA 19106-2399
(215) 592-3000
Dow Chemical Company Customer Info Group DOWEX L-285 $8.33-$13.10 $350-$550
690 Building DOWEX L-323 $8.85-$13.08 $345-$510
Midland, Michigan 48640 DOWEX L-493 $11.11-$15.14 $466-$636
(800) 258-2436
Bayer Corporate Communications Lewatit VP OC 1066 $14.70 $665
100 Bayer Rd.
Pittsburgh, PA 15205-9741
(412) 777-2000
Purolite Corporate Office Hypersol-Macronet --- $400
150 Monument Road, Bala Cynwyd
Philadelphia, PA 19004
(610) 668-9090
Carbonaceous Resins
Rohm and Haas Company Home Office Ambersorb 563 $35-$40 $1,155-$1,320
100 Independence Mall West Ambersorb 572 $50-$55 $1,550-$1,705
Philadelphia, PA 19106-2399(215) 592-3000
AbsorbentsMicroClean Services Co. 4950 Vannoy Ave. PetroLOK $33 $726
Castro Valley, CA 94546(510) 727-0662
Guardian Environmental P.O. Box 517 PolyGuard $9 $165
Technologies 25 North Main StreetKent, CT 06757(860) 927-1600
GACCalgon Carbon Corporate Headquarters Filtrasorb 400 $1.22-$1.88 $38-$59
400 Calgon Carbon DrivePittsburgh, PA 15205
1-800-422-7266
US Filter/Westates 6611 San Leandro St. CC 602 $0.85-0.95 $26-$29
Oakland, CA 94621
(510) 639-7274
Unit Cost
Polymeric Resins
Rohm and Haas Company Home Office
100 Independence Mall West
Philadelphia, PA 19106-2399
(215) 592-3000
Dow Chemical Company Customer Info Group
690 Building
Midland, Michigan 48640
(800) 258-2436
Bayer Corporate Communications
100 Bayer Rd.
Pittsburgh, PA 15205-9741
(412) 777-2000
Purolite Corporate Office
150 Monument Road, Bala Cynwyd
Philadelphia, PA 19004
(610) 668-9090
Rohm and Haas Company Home Office
100 Independence Mall West
Philadelphia, PA 19106-2399(215) 592-3000
MicroClean Services Co. 4950 Vannoy Ave.Castro Valley, CA 94546
(510) 727-0662
Guardian Environmental P.O. Box 517Technologies 25 North Main Street
Kent, CT 06757(860) 927-1600
$726
$165
$1.22-$1.88
$0.85-0.95
$1,155-$1,320
$1,550-$1,705
$530-$545
$550-$565
$350-$550
$345-$510
$466-$636
$665
$400

302

5.5 Pilot-scale/Field Studies
5.5.1 Major Oil Refinery in Bakersfield, California (AmeriPure, Inc., 1999)
Pilot testing of a resin unit using Dowex Optipore L-493 followed by Ambersorb 563 wasconducted at a major refinery in Bakersfield, California to treat influent concentrations of140 to 160 µg/L MTBE. 1,250 gallons of water contaminated with MTBE, BTEX, and othergasoline components were pumped through the unit at an average rate of 0.5 gallons perminute over a 2-week period in December 1997 (2,500 minutes of operation time).
MTBE in the effluent was non-detectable by U.S. EPA method 8240 throughout the durationof testing. The resins were regenerated using 5 gallons of steam measured as condensate.Steam concentrated the MTBE by a factor of approximately 250, producing condensate with38.7 mg/L MTBE concentration. Recovery of MTBE from the resins after regeneration wasgreater than 90 percent.
5.5.2 World Oil Service Station (AmeriPure, Inc., 1999)
Influent concentrations of 200 µg/L MTBE were treated using a unit similar to the onedescribed above (Dowex Optipore L-493 followed by Ambersorb 563). 500 gallons of watercontaining MTBE and BTEX compounds were treated at a flow rate of 1.0 gallon per minute.The concentration of MTBE in the L-493 effluent ranged from 1 to 3 µg/L while it was non-detectable in the Ambersorb 563 effluent throughout the test (EPA method 8240). The L-493column was regenerated using 2.5 gallons of steam (measured as condensate), whichrecovered approximately 93 percent of the MTBE.
5.5.3 BP Oil Company (Alisto Engineering Group, 1996)
Field pilot-scale testing was conducted to assess the sorption capacity and removaleffectiveness of Ambersorb 563 for MTBE and BTEX. The testing unit consisted of two9-inch diameter by 44-inch high stainless steel canisters connected in series. Each canisterwas filled with 33 pounds of resin. 6,000 gallons of contaminated groundwater with concen-trations ranging from 49,000 to 110,000 µg/L of MTBE were pumped continuously throughthe unit at a rate of 0.5 gallons/minute. Groundwater samples were collected daily before andafter each canister until the resin in the second canister was exhausted.
Ambersorb 563 was found to be effective in adsorbing MTBE with a preference and highercapacity for BTEX compounds. No BTEX breakthrough was observed throughout the durationof testing while MTBE was detected in the effluent of the first canister after a throughput of1,590 gallons. MTBE was not detected above the reported detection limit in the effluentsamples of the second canister until 4,070 gallons had been treated. After 6,018 gallons, theresins in both canisters were exhausted and no more MTBE sorption was taking place.
303

Overall, 1 pound of resin was found to remove 0.05 pound of MTBE (50 mg MTBE/gAmbersorb 563) in this site’s groundwater. At a flow rate of 0.5 gallon per minute, the lifeexpectancy of fresh resin for a 2,000-lb system was expected to be about half a year. At a rateof $40/lb, resin costs would be $160,000/year, not including additional labor, sampling, andenergy expenses. Due to the high projected costs, the resin system was not considered furtherand no attempt to regenerate the resin was made.
5.5.4 Gas Station in Bellingham, MA (Winkler, 1999)
A pilot demonstration of groundwater remediation using PolyGuard was conducted by theMassachusetts Strategic Envirotechnology Partnership (STEP) program in cooperation withGET and Environmental Compliance Services (Winkler, 1999). The site involved ground-water contaminated with BTEX and MTBE from a gasoline spill. Concentrations of BTEXand MTBE were reported to be 75 and 125 mg/L, respectively, prior to the demonstration.However, these concentrations decreased by a factor of three or more during the testing. Thedemonstration, which began in August 1997 and ended in December 1998, involved severalphases and various design configurations but, in general, the PolyGuard vessels wereconstructed in series and were followed by a GAC vessel which served as a polisher. Aminimum contact time of 15 minutes was provided with operating rates of up to 3 gpm.
Under the varying conditions of the test, the highest absorption capacity observed was 150mg MTBE/g PolyGuard (15 percent capacity, by weight) under an average flow rate of 0.98gpm and an average influent concentration of 263 mg/L. The PolyGuard system neverreached its full capacity during the evaluation because all tests had to be ended prematurelyto meet discharge requirements. BTEX was removed at 100 percent during all of the tests.
The results of this work and other unpublished studies suggest that PolyGuard is best appliedin bulk removal situations where influent concentrations of MTBE are greater than 25 mg/L(Litwin, 1999). Further pilot testing of PolyGuard was scheduled to commence in August1999 at a major oil refinery site where concentrations of MTBE and total petroleum hydro-carbons (TPH) are 10 mg/L and 0.3 mg/L, respectively (Litwin, 1999). The operating flowrate is designed to be 5 gpm.
5.5.5 Charnock Well Field in Santa Monica, CA — In Progress (Rodriguez, 1999)
All five drinking water wells located at the Charnock well field in Santa Monica, Californiawere shut down due to MTBE contamination with concentrations of up to 610 µg/L. Resinsare currently being evaluated as a potential treatment technology for this site due to thecombined presence of MTBE and TBA. Pilot testing may be conducted in 2000 to:1) determine the effectiveness of resin technology in removing MTBE and TBA to levelsbelow primary MCLs or other limits imposed by CDHS; 2) identify potential problemsassociated with background water quality and regeneration; and, 3) collect data forcalibration of AdDesignS, a sorption system design software. The calibrated model will then
304

be used to simulate different inlet concentrations which were not evaluated through actualtesting. The incidental removal of other VOCs such as 1,1-DCE and TCE during testing willalso be evaluated as part of this study.
The tests will be conducted at one of the wells which was shut down due to contamination.The pilot plant will consist of four operational resin beds, each containing 1.67 ft3 ofAmbersorb 563. The pilot plant will be operated at flow rates of 5 and 4 gpm withcorresponding EBCTs of 2.5 and 3.1 minutes, respectively, per vessel. Regeneration of theresin beds will be performed using steam with a pressure range of 35 to 75 psi and atemperature range of 280 to 328°F. A 5 BHp electric boiler will be used to generate thesteam. Spent steam and dissolved organics will be delivered to a condenser skid where it willbe cooled by a forced draft heat exchanger and then passed through a subcooler inside thecondenser. The steam condensate will be collected in a drum for disposal. The regeneratedresin will be cooled down for 2 hours then rehydrated for 1 hour at a flow rate of 0.25gpm/ft2.
305

306

5.6 Economic Analysis
5.6.1 Objective and Background
The primary purpose for evaluating the use of resins for treating drinking water contaminatedby MTBE is to determine the potential cost savings relative to air stripping, GAC, and AOPs.Based on the review of the available literature, these potential cost savings originate from:
a) Minimal interference from NOM. Elevated concentrations of NOM will 1) reduce thesorption capacity of activated carbon for MTBE; 2) foul air stripping systems; and, 3)competitively interfere with the destruction of MTBE in advanced oxidation systems. Allof these phenomena result in higher treatment costs for MTBE. As previously mentionedin Section 5.3.3, the resin sorptive capacity for MTBE appears to be unaffected by NOM.
b) Regenerative properties of resins. Despite the high initial capital investment in resins(~$35+/lb resin) compared to GAC (~$1.25/lb GAC), resins can be regenerated andreused on-site whereas carbon must be taken off-site, reactivated, and replaced.Consequently, if resin regeneration costs are sufficiently low and resin usage rates areequal to or less than carbon usage rates, the lifecycle costs for a resin system (30 years)will be less than those for a carbon system.
c) Shorter required EBCT. While still under debate by carbon and resin manufacturers, apreliminary test indicated that resins, specifically Ambersorb 563, require a much shorterEBCT (~5 minutes) compared to GAC (10-20 minutes) (Section 5.4.5). Consequently,resin vessels can sustain a much higher flow-through than equivalently sized carbonvessels, resulting in either a reduction in the total number of required resin vessels or areduction in the size of the resin vessels. The smaller volume of resins required may leadto lower costs.
d) Affinity for TBA. Removal of TBA from groundwater has recently become a concern due toits frequent co-occurrence in MTBE-contaminated groundwater. The physio-chemicalproperties of TBA are such that it cannot be easily air stripped, nor does it readily adsorb toactivated carbon. Conversely, it has been suggested that resins have a relatively high sorptionaffinity for TBA and may, therefore, reduce treatment costs if TBA is present in highconcentrations. This suggestion is further evaluated below.
e) Minimal interference with other organics. Initial results from bench scale testing by Davisand Powers (1999) suggest that at high BTEX concentrations (>43 mg/L), the resinsorptive capacity decreased by approximately 22 percent for MTBE (aqueousconcentration of 1 mg/L). The bench scale testing did not analyze for decreased sorptivecapacity at lower BTEX concentrations. It is unlikely that BTEX concentrations willreach 43 mg/L for an extended period of time in most drinking water or remediationscenarios and, thus, BTEX interference with MTBE sorption is expected to be low.
f) No by-products formation. Unlike other treatment technologies currently being evaluatedfor MTBE removal from drinking water (e.g. advanced oxidation processes and biological
307

treatment), the use of resins produces no MTBE by-products that may further compromisedrinking water quality.
Each of these differences suggests a decreased resin cost relative to other well-establishedtreatment technologies for MTBE removal from groundwater. This analysis is intended toidentify the least expensive treatment process for resin system use and regeneration. All ofthe assumptions and background information can be found in Appendix 5B.
5.6.2 Cost Scenarios
For this economic analysis, all combinations of the following flow rates, influent concentra-tions, and effluent goals were evaluated. These parameters, with the exception of the 6 gpmsystem, are consistent with the evaluations of air stripping, activated carbon, and advancedoxidation systems in the other chapters.
a) Flow rates: 6 gpm, 60 gpm, 600 gpm, and 6,000 gpm.
b) Influent concentrations: 20 µg/L, 200 µg/L, and 2,000 µg/L.
c) Effluent goals: 0.5 µg/L (representing non-detect), 5 µg/L, and 20 µg/L.
In addition, the economic implications of using two resin vessels operated in series vs. tworesin vessels operated in parallel or carousel were evaluated. Finally, a number of steamregeneration scenarios were evaluated.
Costs of microwave regeneration were not evaluated in the economic analysis due to theuncertainty in its application and effectiveness. AmeriPure, Inc. (Newport Beach, CA) ownsa patent for liquid phase applications of a microwave system (Section 5.4.4) and providedtheir estimate of the annual operating costs of this system for 100 gpm and 2,000 µg/Linfluent to 0.5 µg/L effluent concentrations ($1.20 to $1.50/1,000 gallons) (Hodge, 1999).Sufficient information and backup assumptions were not available to rigorously review theseestimates; however, they are within the range presented in this analysis and warrant furtherinvestigation of microwave regeneration. Solvent regeneration was not considered in thisevaluation because it is unlikely to be approved for drinking water treatment applications.Thus, the following five scenarios were evaluated for regeneration:
a) Steam regeneration followed by commercial hazardous waste disposal of regenerant by adisposal company (e.g., Safety Kleen of Oakland, CA).
b) Steam regeneration followed by air stripping the regenerant and treating the off gas witha catalytic oxidizer.
c) Steam regeneration followed by a superloaded resin column. Upon breakthrough, thissuperloaded column was steam regenerated and the regenerant was disposed byhazardous waste disposal company.
308

d) Steam regeneration followed by a GAC column. Upon breakthrough, this GAC columnwas emptied and refreshed with virgin carbon.
e) Steam regeneration followed by microbial degradation of regenerant.
5.6.3 Assumptions
All cost estimates were based on engineering judgement, past experience, and computermodeling. All of the capital costs for the resin system, steam regeneration system, andregeneration units were obtained from vendors with correction factors applied to account fora) electricity, valves, and piping; b) site work; c) contractor overhead and profit; d) engineer-ing; and e) contingency. The application of these corrections is illustrated in Appendix 5B.All modeling work to determine breakthrough times and BVs treated was completed onAdDesignS (Mertz et al., 1998). However, AdDesignS predicts a steep breakthrough curve,which conflicts with laboratory and field data that suggest a wider breakthrough curve.Consequently, we have increased the predicted sorption capacity of each vessel byapproximately five percent when estimating the time to complete column exhaustion. Wehave also assumed that two vessels in series can be operated to allow complete exhaustion ofeach vessel (i.e., the breakthrough curve can be contained within one vessel). Additional costinformation, analytical sampling frequency assumptions, labor assumptions, and relevantcalculations are presented in Table 5-7 through Table 5-11 and Appendix 5B. While webelieve that all necessary information is provided, any additional detailed costs and spread-sheets can be obtained from NWRI upon request.
5.6.4 Results
Annualized capital and O&M costs (1999 $) for the 28 scenarios evaluated range from$0.30/1,000 gallons (Option 2; 6,000 gpm; 20 µg/L to 5 µg/L) to $26.42/1,000 gallons(Option 2; 6 gpm; 2,000 ppb to 0.5 ppb) and can be found in Tables 5-7 and 5-8. These costsare based on 30 years of operation and a seven-percent discount rate. These costs includesteam regeneration and one of the previously mentioned regeneration treatment trains, asdepicted in Figure 5-12.
Series vs. Carousel Operation
As mentioned previously, one objective of this cost estimate was to determine the costeffectiveness of two vessels in series vs. two vessels in carousel configuration. As noted inSection 5.4.3, one major advantage of series operation (Option 1) is that each vessel can becompletely exhausted prior to resin regeneration (see Figure 5-13) whereas carouseloperation (Option 2) requires regeneration of each vessel some time before completeexhaustion. As a result, vessels operated in series require less frequent regeneration and lessmonitoring to determine when effluent goals have been reached. Despite a decrease in O&Mcosts to account for these benefits (i.e., less frequent regeneration), there will be a slightincrease in pumping costs for the series option due to a larger head loss across two vessels
309

instead of just one. In addition, vessels operated in series will result in an increase in capitalcosts due to increased piping and controls (i.e., two vessels in series are designed to operatein both directions or alone) and increased number of required vessels (see Figure 5-13). Forexample, the largest vessels produced can handle maximum flow rates of 670 gpm and, thus,6,000 gpm requires at least nine resin vessels in parallel to treat the desired flow rate. In aparallel-only or carousel operation, 14 vessels are required to treat the flow (i.e., continuousflow through nine rotating vessels while regenerating the other five vessels) whereas thein-series operation requires nine parallel combinations of two vessels in series, resulting in18 total vessels (see Figure 5-12).
As Table 5-7 and Table 5-8 show, in the 6,000 gpm scenarios, the increased O&M costs ofcarousel operation (Option 2) are insufficient to offset the increased capital costs of seriesoperation (Option 1) and, thus, carousel operation is the least expensive for each of theinfluent concentration/treated water goal combinations. For the highest influent concentra-tions (2,000 ppb) of the 600 gpm, 60 gpm, and 6 gpm scenarios, the comparison is slightlydifferent; series operation is less expensive due primarily to the decreased sampling andregeneration frequency. However, for both of these scenarios and for all other influentconcentrations, the cost difference between series and carousel operation is small (<10percent difference) and well within the estimated uncertainty of this analysis. In conclusion,unless significantly fewer vessels can be used in carousel operation (e.g., the 6,000 gpmscenario), series operation is expected to be easier to operate due to the allowed completeexhaustion of each column prior to regeneration, resulting in continuous non-detect concentra-tions in the effluent.
Regeneration Technique
Detailed capital and O&M costs are shown in Tables 5-9 to 5-11. Air stripping and off-gastreatment result in a high initial capital expenditure compared to GAC or superloaded resins.Consequently, air stripping regeneration is only cost effective in two situations: when theO&M costs for GAC and resins are high enough to offset the amortized capital costs of airstripping, or when influent concentrations are low and air permitting requirements areminimal such that off-gas treatment is not required. This concept is depicted by comparingthe 6,000 gpm/2,000 µg/L influent scenario to the 600 gpm/2,000 µg/L influent scenario. Forboth scenarios, air stripping regeneration costs remain about the same, due to the fixedcapital cost of the air stripping and off-gas treatment units.
However, the GAC carbon usage rate and power consumption costs fall by an order ofmagnitude between the 6,000 gpm system and 600 gpm system because there are a ninth asmany vessels requiring regeneration. Consequently, GAC regeneration is more expensive forthe 6,000 gpm system due to high O&M costs and air stripping regeneration is moreexpensive for the 600 gpm system due to high capital costs.
310

311
Flo
w R
ate
[gp
m]
Infl
uen
t[µ
g/L
]G
oal
[µg
/L]
Rem
ova
lE
ffic
ien
cy
Res
in +
Ste
amC
apit
al
Res
in +
Ste
am O
&M
Res
in +
Ste
am$/
1000
gal
lon
sL
east
Exp
ensi
ve R
egen
erat
ion
Tec
hn
iqu
eA
nn
ual
Co
st o
fR
egen
erat
ion
To
tal
(Res
in,
Ste
am,
and
Reg
ener
atio
n)
$/10
00g
allo
ns
60
00
20
00
20
99
.0%
$1
,00
7,6
90
$8
14
,80
0$
0.5
8Lo
w P
rofil
e A
ir S
trip
per
with
OG
T$
41
,45
5$
0.5
9
60
00
20
00
59
9.8
%$
1,0
07
,69
0$
81
9,2
31
$0
.58
Low
Pro
file
Air
Str
ippe
r w
ith O
GT
$4
1,5
20
$0
.59
60
00
20
00
0.5
99
.98
%$
1,0
07
,69
0$
81
9,2
31
$0
.58
Low
Pro
file
Air
Str
ippe
r w
ith O
GT
$4
1,5
20
$0
.59
60
00
20
02
09
0.0
%$
90
6,0
69
$4
53
,10
7$
0.4
3G
AC
+ G
AC
Dis
posa
l$
32
,04
7$
0.4
4
60
00
20
05
97
.5%
$1
,00
7,6
90
$4
61
,32
0$
0.4
7G
AC
+ G
AC
Dis
posa
l$
34
,48
2$
0.4
8
60
00
20
00
.59
9.8
%$
1,0
07
,69
0$
46
3,8
42
$0
.47
GA
C +
GA
C D
ispo
sal
$3
5,1
84
$0
.48
60
00
20
57
5.0
%$
80
4,4
48
$3
08
,68
5$
0.3
5G
AC
+ G
AC
Dis
posa
l$
8,2
95
$0
.36
60
00
20
0.5
97
.5%
$1
,00
7,6
90
$3
21
,18
2$
0.4
2G
AC
+ G
AC
Dis
posa
l$
9,3
24
$0
.42
60
02
00
02
09
9.0
%$
21
2,4
54
$1
80
,12
4$
1.2
4G
AC
+ G
AC
Dis
posa
l$
22
,60
6$
1.3
2
60
02
00
05
99
.8%
$2
12
,45
4$
18
0,4
35
$1
.25
GA
C +
GA
C D
ispo
sal
$2
2,8
00
$1
.32
60
02
00
00
.59
9.9
8%
$2
12
,45
4$
18
0,4
35
$1
.25
GA
C +
GA
C D
ispo
sal
$2
2,8
00
$1
.32
60
02
00
20
90
.0%
$2
12
,45
4$
15
1,8
11
$1
.16
GA
C +
GA
C D
ispo
sal
$5
,18
3$
1.1
7
60
02
00
59
7.5
%$
21
2,4
54
$1
52
,59
8$
1.1
6G
AC
+ G
AC
Dis
posa
l$
5,4
11
$1
.17
60
02
00
0.5
99
.8%
$2
12
,45
4$
15
2,8
79
$1
.16
GA
C +
GA
C D
ispo
sal
$5
,49
5$
1.1
8
60
02
05
75
.0%
$2
12
,45
4$
10
5,3
59
$1
.01
GA
C +
GA
C D
ispo
sal
$2
,80
7$
1.0
2
60
02
00
.59
7.5
%$
21
2,4
54
$1
06
,61
8$
1.0
1G
AC
+ G
AC
Dis
posa
l$
2,9
11
$1
.02
60
20
00
20
99
.0%
$2
6,7
10
$1
13
,16
0$
4.4
4G
AC
+ G
AC
Dis
posa
l$
2,7
72
$4
.52
60
20
00
59
9.8
%$
26
,71
0$
11
3,2
12
$4
.44
GA
C +
GA
C D
ispo
sal
$2
,80
4$
4.5
3
60
20
00
0.5
99
.98
%$
26
,71
0$
11
3,2
12
$4
.44
GA
C +
GA
C D
ispo
sal
$2
,80
4$
4.5
3
60
20
02
09
0.0
%$
26
,71
0$
10
3,5
80
$4
.13
GA
C +
GA
C D
ispo
sal
$1
,06
3$
4.1
7
60
20
05
97
.5%
$2
6,7
10
$1
03
,66
2$
4.1
3G
AC
+ G
AC
Dis
posa
l$
1,0
86
$4
.17
60
20
00
.59
9.8
%$
26
,71
0$
10
3,6
85
$4
.13
GA
C +
GA
C D
ispo
sal
$1
,09
2$
4.1
7
60
20
57
5.0
%$
16
,30
7$
61
,92
8$
2.4
8G
AC
+ G
AC
Dis
posa
l$
82
5$
2.5
1
60
20
0.5
97
.5%
$2
6,7
10
$6
1,9
62
$2
.81
GA
C +
GA
C D
ispo
sal
$8
35
$2
.84
62
00
02
09
9.0
%$
1,8
85
$7
6,1
46
$2
4.7
4G
AC
+ G
AC
Dis
posa
l$
37
4$
24
.86
62
00
05
99
.8%
$1
,88
5$
76
,14
6$
24
.74
GA
C +
GA
C D
ispo
sal
$3
74
$2
4.8
6
62
00
00
.59
9.9
8%
$1
,88
5$
76
,14
6$
24
.74
GA
C +
GA
C D
ispo
sal
$3
74
$2
4.8
6
62
00
20
90
.0%
$1
,88
5$
64
,49
5$
21
.05
GA
C +
GA
C D
ispo
sal
$2
06
$2
1.1
1
62
00
59
7.5
%$
1,8
85
$6
4,5
09
$2
1.0
5G
AC
+ G
AC
Dis
posa
l$
21
1$
21
.12
62
00
0.5
99
.8%
$1
,88
5$
64
,51
0$
21
.05
GA
C +
GA
C D
ispo
sal
$2
11
$2
1.1
2
62
05
75
.0%
$1
,88
5$
61
,44
4$
20
.08
GA
C +
GA
C D
ispo
sal
$1
85
$2
0.1
4
62
00
.59
7.5
%$
1,8
85
$6
1,4
56
$2
0.0
9G
AC
+ G
AC
Dis
posa
l$
18
5$
20
.14
[µg/
L][µ
g/L]
Table 5-7.Option 1 (Series Operation): Capital, O&M, Regeneration, and Total Costs

312
Flo
w R
ate
[gp
m]
Infl
uen
t[µ
g/L
]G
oal
[µg
/L]
Rem
ova
lE
ffic
ien
cy
Res
in +
Ste
amC
apit
al
Res
in +
Ste
amO
&M
Res
in +
Ste
am$/
1000
gal
lon
sL
east
Exp
ensi
ve R
egen
erat
ion
Tec
hn
iqu
eA
nn
ual
Co
st o
fR
egen
erat
ion
To
tal
(Res
in,
Ste
am,
and
Reg
ener
atio
n)
$/10
00 g
allo
ns
60
00
20
00
20
99
.0%
$7
91
,60
2$
84
4,8
62
$0
.52
Low
Pro
file
Air
Str
ippe
r w
ith O
GT
$4
1,7
66
$0
.53
60
00
20
00
59
9.8
%$
79
1,6
02
$8
74
,64
9$
0.5
3Lo
w P
rofil
e A
ir S
trip
per
with
OG
T$
42
,25
0$
0.5
4
60
00
20
00
0.5
99
.98
%$
79
1,6
02
$9
98
,50
1$
0.5
7Lo
w P
rofil
e A
ir S
trip
per
with
OG
T$
44
,27
7$
0.5
8
60
00
20
02
09
0.0
%$
74
1,7
09
$4
44
,33
5$
0.3
8G
AC
+ G
AC
Dis
posa
l$
32
,88
5$
0.3
9
60
00
20
05
97
.5%
$7
91
,60
2$
45
1,5
66
$0
.39
GA
C +
GA
C D
ispo
sal
$3
5,3
39
$0
.41
60
00
20
00
.59
9.8
%$
79
1,6
02
$4
60
,10
2$
0.4
0G
AC
+ G
AC
Dis
posa
l$
37
,50
9$
0.4
1
60
00
20
57
5.0
%$
64
1,9
24
$2
97
,56
0$
0.3
0G
AC
+ G
AC
Dis
posa
l$
8,3
84
$0
.30
60
00
20
0.5
97
.5%
$7
91
,60
2$
32
2,0
52
$0
.35
GA
C +
GA
C D
ispo
sal
$9
,44
6$
0.3
6
60
02
00
02
09
9.0
%$
21
0,6
19
$1
82
,75
9$
1.2
5G
AC
+ G
AC
Dis
posa
l$
23
,29
3$
1.3
26
00
20
00
59
9.8
%$
21
0,6
19
$1
91
,28
0$
1.2
7G
AC
+ G
AC
Dis
posa
l$
26
,14
9$
1.3
6
60
02
00
00
.59
9.9
8%
$2
10
,61
9$
19
7,9
65
$1
.30
GA
C +
GA
C D
ispo
sal
$2
8,1
07
$1
.38
60
02
00
20
90
.0%
$2
10
,61
9$
15
0,9
23
$1
.15
GA
C +
GA
C D
ispo
sal
$5
,25
3$
1.1
6
60
02
00
59
7.5
%$
21
0,6
19
$1
51
,69
8$
1.1
5G
AC
+ G
AC
Dis
posa
l$
5,5
22
$1
.17
60
02
00
0.5
99
.8%
$2
10
,61
9$
15
3,7
42
$1
.16
GA
C +
GA
C D
ispo
sal
$5
,96
4$
1.1
7
60
02
05
75
.0%
$2
10
,61
9$
10
4,2
55
$1
.00
GA
C +
GA
C D
ispo
sal
$2
,81
6$
1.0
1
60
02
00
.59
7.5
%$
21
0,6
19
$1
05
,18
9$
1.0
0G
AC
+ G
AC
Dis
posa
l$
2,9
22
$1
.01
60
20
00
20
99
.0%
$2
5,9
65
$1
15
,06
9$
4.4
7G
AC
+ G
AC
Dis
posa
l$
2,8
62
$4
.56
60
20
00
59
9.8
%$
25
,96
5$
11
5,1
96
$4
.48
GA
C +
GA
C D
ispo
sal
$2
,92
8$
4.5
76
02
00
00
.59
9.9
8%
$2
5,9
65
$1
15
,24
4$
4.4
8G
AC
+ G
AC
Dis
posa
l$
2,9
45
$4
.57
60
20
02
09
0.0
%$
25
,96
5$
10
4,0
80
$4
.12
GA
C +
GA
C D
ispo
sal
$1
,07
1$
4.1
6
60
20
05
97
.5%
$2
5,9
65
$1
04
,16
5$
4.1
3G
AC
+ G
AC
Dis
posa
l$
1,0
99
$4
.16
60
20
00
.59
9.8
%$
25
,96
5$
10
4,2
06
$4
.13
GA
C +
GA
C D
ispo
sal
$1
,10
8$
4.1
6
60
20
57
5.0
%$
16
,15
7$
61
,78
0$
2.4
7G
AC
+ G
AC
Dis
posa
l$
82
6$
2.5
0
60
20
0.5
97
.5%
$2
5,9
65
$6
1,8
18
$2
.78
GA
C +
GA
C D
ispo
sal
$8
37
$2
.81
62
00
02
09
9.0
%$
1,7
69
$8
0,9
76
$2
6.2
4G
AC
+ G
AC
Dis
posa
l$
40
0$
26
.37
62
00
05
99
.8%
$1
,76
9$
81
,02
0$
26
.25
GA
C +
GA
C D
ispo
sal
$4
12
$2
6.3
8
62
00
00
.59
9.9
8%
$1
,76
9$
81
,11
3$
26
.28
GA
C +
GA
C D
ispo
sal
$4
39
$2
6.4
2
62
00
20
90
.0%
$1
,76
9$
64
,48
6$
21
.01
GA
C +
GA
C D
ispo
sal
$2
07
$2
1.0
8
62
00
59
7.5
%$
1,7
69
$6
4,5
03
$2
1.0
1G
AC
+ G
AC
Dis
posa
l$
21
3$
21
.08
62
00
0.5
99
.8%
$1
,76
9$
64
,51
4$
21
.02
GA
C +
GA
C D
ispo
sal
$2
15
$2
1.0
9
62
05
75
.0%
$1
,76
9$
61
,43
3$
20
.04
GA
C +
GA
C D
ispo
sal
$1
85
$2
0.1
0
62
00
.59
7.5
%$
1,7
69
$6
1,4
43
$2
0.0
4G
AC
+ G
AC
Dis
posa
l$
18
6$
20
.10
[µg/
L][µ
g/L]
Table 5-8.Option 2 (Carousel Operation): Capital, O&M, Regeneration, and Total Costs

313
Flo
wR
ate
[gp
m]
Infl
uen
t[µ
g/L
]G
oal
[µg
/L]
Rem
ova
lE
ffic
ien
cyR
egen
erat
ion
Flo
w R
ate
(gp
m)
MT
BE
Reg
ener
ant
Co
nc.
[m
g/L
]
To
tal
Reg
en.
Tim
e [h
rs/y
r]
Am
ort
ized
Haz
ard
ou
sD
isp
osa
l C
apit
al
Am
ort
ized
GA
C A
nn
ual
Cap
ital
Am
ort
ized
Res
inA
nn
ual
Cap
ital
Am
ort
ized
Air
Str
ip.
+ O
GT
An
nu
al C
apit
al
60
00
20
00
20
99
.0%
74
10
08
13
93
$0
$4
,94
6$
25
,09
3$
36
,86
8
60
00
20
00
59
9.8
%7
41
00
81
41
3$
0$
4,9
46
$2
5,0
93
$3
6,8
68
60
00
20
00
0.5
99
.98
%7
41
00
81
41
3$
0$
4,9
46
$2
5,0
93
$3
6,8
68
60
00
20
02
09
0.0
%7
44
50
28
3$
0$
4,9
46
$2
5,0
93
$3
6,8
68
60
00
20
05
97
.5%
74
45
03
08
$0
$4
,94
6$
25
,09
3$
36
,86
8
60
00
20
00
.59
9.8
%7
44
50
31
5$
0$
4,9
46
$2
5,0
93
$3
6,8
68
60
00
20
57
5.0
%7
42
00
53
$0
$4
,94
6$
25
,09
3$
35
,27
4
60
00
20
0.5
97
.5%
74
20
26
9$
0$
4,9
46
$2
5,0
93
$3
5,2
74
60
02
00
02
09
9.0
%7
41
00
81
39
$0
$2
,47
3$
14
,56
1$
36
,86
8
60
02
00
05
99
.8%
74
10
06
14
1$
0$
2,4
73
$1
4,5
61
$3
6,8
68
60
02
00
00
.59
9.9
8%
74
10
08
14
1$
0$
2,4
73
$1
4,5
61
$3
6,8
68
60
02
00
20
90
.0%
74
45
02
8$
0$
2,4
73
$1
4,5
61
$3
6,8
68
60
02
00
59
7.5
%7
44
50
31
$0
$2
,47
3$
14
,56
1$
36
,86
8
60
02
00
0.5
99
.8%
74
45
03
2$
0$
2,4
73
$1
4,5
61
$3
6,8
68
60
02
05
75
.0%
74
20
25
$0
$2
,47
3$
14
,56
1$
35
,27
4
60
02
00
.59
7.5
%7
42
02
7$
0$
2,4
73
$1
4,5
61
$3
5,2
74
60
20
00
20
99
.0%
61
01
41
83
$0
$7
91
$2
,87
6$
17
,78
5
60
20
00
59
9.8
%6
10
14
18
6$
0$
79
1$
2,8
76
$1
7,7
85
60
20
00
0.5
99
.98
%6
10
14
18
6$
0$
79
1$
2,8
76
$1
7,7
85
60
20
02
09
0.0
%6
45
23
8$
0$
79
1$
2,8
76
$1
7,7
85
60
20
05
97
.5%
64
52
41
$0
$7
91
$2
,87
6$
17
,78
5
60
20
00
.59
9.8
%6
45
24
2$
0$
79
1$
2,8
76
$1
7,7
85
60
20
57
5.0
%6
20
41
2$
0$
79
1$
2,8
76
$1
7,7
85
60
20
0.5
97
.5%
62
02
9$
0$
79
1$
2,8
76
$1
7,7
85
62
00
02
09
9.0
%4
.19
24
25
$0
$1
81
$1
,08
8$
17
,78
5
62
00
05
99
.8%
4.1
92
42
5$
0$
18
1$
1,0
88
$1
7,7
85
62
00
00
.59
9.9
8%
4.1
92
42
5$
0$
18
1$
1,0
88
$1
7,7
85
62
00
20
90
.0%
4.1
45
85
$0
$1
81
$1
,08
8$
17
,78
5
62
00
59
7.5
%4
.14
64
6$
0$
18
1$
1,0
88
$1
7,7
85
62
00
0.5
99
.8%
4.1
46
46
$0
$1
81
$1
,08
8$
17
,78
5
62
05
75
.0%
4.1
20
41
$0
$1
81
$1
,08
8$
17
,78
5
62
00
.59
7.5
%4
.12
06
1$
0$
18
1$
1,0
88
$1
7,7
85
Op
erat
ion
Par
amet
ers
OP
TIO
N 1
[µg/
L][µ
g/L]
Table 5-9a.Regeneration Capital Costs for Option 1 (Series Operation)

314
Flo
wR
ate
[gp
m]
Infl
uen
t[µ
g/L
]G
oal
[µg
/L]
Rem
ova
lE
ffic
ien
cy
Reg
ener
atio
nF
low
Rat
e(g
pm
)
MT
BE
Reg
ener
ant
Co
nc.
[m
g/L
]
To
tal
Reg
en.
Tim
e [h
rs/y
r]
Am
ort
ized
Haz
ard
ou
sD
isp
osa
l C
apit
al
Am
ort
ized
GA
CA
nn
ual
Cap
ital
Am
ort
ized
Res
in A
nn
ual
Cap
ital
Am
ort
ized
Air
Str
ip.
+ O
GT
An
nu
al C
apit
al
60
00
20
00
20
99
.0%
74
94
61
48
8$
0$
4,9
46
$2
5,0
93
$3
6,8
68
60
00
20
00
59
9.8
%7
48
72
16
34
$0
$4
,94
6$
25
,09
3$
36
,86
8
60
00
20
00
0.5
99
.98
%7
46
34
22
50
$0
$4
,94
6$
25
,09
3$
36
,86
8
60
00
20
02
09
0.0
%7
44
26
29
9$
0$
4,9
46
$2
5,0
93
$3
6,8
68
60
00
20
05
97
.5%
74
42
43
26
$0
$4
,94
6$
25
,09
3$
36
,86
8
60
00
20
00
.59
9.8
%7
43
90
36
5$
0$
4,9
46
$2
5,0
93
$3
6,8
68
60
00
20
57
5.0
%7
41
91
.65
5$
0$
4,9
46
$2
5,0
93
$3
5,2
74
60
00
20
0.5
97
.5%
74
18
9.2
73
$0
$4
,94
6$
25
,09
3$
35
,27
4
60
02
00
02
09
9.0
%7
49
48
14
8$
0$
2,4
73
$1
4,5
61
$3
6,8
68
60
02
00
05
99
.8%
74
74
41
90
$0
$2
,47
3$
14
,56
1$
36
,86
8
60
02
00
00
.59
9.9
8%
74
63
42
24
$0
$2
,47
3$
14
,56
1$
36
,86
8
60
02
00
20
90
.0%
74
42
63
0$
0$
2,4
73
$1
4,5
61
$3
6,8
68
60
02
00
59
7.5
%7
44
24
33
$0
$2
,47
3$
14
,56
1$
36
,86
8
60
02
00
0.5
99
.8%
74
33
24
3$
0$
2,4
73
$1
4,5
61
$3
6,8
68
60
02
05
75
.0%
74
19
26
$0
$2
,47
3$
14
,56
1$
35
,27
4
60
02
00
.59
7.5
%7
41
89
7$
0$
2,4
73
$1
4,5
61
$3
5,2
74
60
20
00
20
99
.0%
69
30
20
0$
0$
79
1$
2,8
76
$1
7,7
85
60
20
00
59
9.8
%6
91
02
07
$0
$7
91
$2
,87
6$
17
,78
5
60
20
00
0.5
99
.98
%6
89
82
10
$0
$7
91
$2
,87
6$
17
,78
5
60
20
02
09
0.0
%6
42
44
0$
0$
79
1$
2,8
76
$1
7,7
85
60
20
05
97
.5%
64
20
44
$0
$7
91
$2
,87
6$
17
,78
5
60
20
00
.59
9.8
%6
40
64
6$
0$
79
1$
2,8
76
$1
7,7
85
60
20
57
5.0
%6
19
0.4
12
$0
$7
91
$2
,87
6$
17
,78
5
60
20
0.5
97
.5%
61
87
.21
0$
0$
79
1$
2,8
76
$1
7,7
85
62
00
02
09
9.0
%4
.19
04
29
$0
$1
81
$1
,08
8$
17
,78
5
62
00
05
99
.8%
4.1
80
23
3$
0$
18
1$
1,0
88
$1
7,7
85
62
00
00
.59
9.9
8%
4.1
65
04
0$
0$
18
1$
1,0
88
$1
7,7
85
62
00
20
90
.0%
4.1
42
05
$0
$1
81
$1
,08
8$
17
,78
5
62
00
59
7.5
%4
.14
08
6$
0$
18
1$
1,0
88
$1
7,7
85
62
00
0.5
99
.8%
4.1
35
87
$0
$1
81
$1
,08
8$
17
,78
5
62
05
75
.0%
4.1
18
9.8
1$
0$
18
1$
1,0
88
$1
7,7
85
62
00
.59
7.5
%4
.11
82
.41
$0
$1
81
$1
,08
8$
17
,78
5
OP
TIO
N 2
Op
erat
ion
Par
amet
ers
[µg/
L][µ
g/L]
Table 5-9b.Regeneration Capital Costs for Option 2 (Carousel Operation).

315
Flo
wR
ate
[gp
m]
Infl
uen
t[µ
g/L
]G
oal
[µg
/L]
Rem
ova
lE
ffic
ien
cyR
egen
erat
ion
Flo
w R
ate
(gp
m)
MT
BE
Reg
ener
ant
Co
nc.
[m
g/L
]
To
tal
Reg
en.
Tim
e [h
rs/y
r]H
azar
do
us
Dis
po
sal
GA
C O
&M
(Po
wer
an
dC
arb
on
)
Res
in O
&M
(Po
wer
an
dR
esin
)
Air
Str
ipp
erO
&M
(P
ow
eran
d F
uel
)
60
00
20
00
20
99
.0%
74
10
08
13
93
$2
2,1
14
,12
3$
20
1,3
05
$7
04
,85
7$
4,5
87
60
00
20
00
59
9.8
%7
41
00
81
41
3$
22
,43
1,1
72
$2
04
,19
1$
71
4,9
62
$4
,65
3
60
00
20
00
0.5
99
.98
%7
41
00
81
41
3$
22
,43
1,1
72
$2
04
,19
1$
71
4,9
62
$4
,65
3
60
00
20
02
09
0.0
%7
44
50
28
3$
4,4
86
,23
4$
27
,10
1$
84
,37
1$
93
1
60
00
20
05
97
.5%
74
45
03
08
$4
,88
9,2
94
$2
9,5
36
$9
1,9
52
$1
,01
4
60
00
20
00
.59
9.8
%7
44
50
31
5$
5,0
06
,63
8$
30
,23
8$
94
,15
9$
1,0
39
60
00
20
57
5.0
%7
42
00
53
$8
39
,23
5$
3,3
49
$8
,87
9$
15
8
60
00
20
0.5
97
.5%
74
20
26
9$
1,0
90
,29
6$
4,3
78
$1
1,5
84
$2
06
60
02
00
02
09
9.0
%7
41
00
81
39
$2
,21
1,7
25
$2
0,1
33
$7
0,4
89
$4
59
60
02
00
05
99
.8%
74
10
06
14
1$
2,2
33
,03
3$
20
,32
7$
71
,17
5$
46
3
60
02
00
00
.59
9.9
8%
74
10
08
14
1$
2,2
33
,03
3$
20
,32
7$
71
,17
5$
46
3
60
02
00
20
90
.0%
74
45
02
8$
44
8,6
23
$2
,71
0$
8,4
37
$9
3
60
02
00
59
7.5
%7
44
50
31
$4
86
,27
0$
2,9
38
$9
,14
5$
10
1
60
02
00
0.5
99
.8%
74
45
03
2$
50
0,2
64
$3
,02
2$
9,4
08
$1
04
60
02
05
75
.0%
74
20
25
$8
3,1
78
$3
34
$8
84
$1
6
60
02
00
.59
7.5
%7
42
02
7$
10
8,9
92
$4
38
$1
,15
8$
21
60
20
00
20
99
.0%
61
01
41
83
$2
17
,62
9$
1,9
81
$1
1,7
22
$1
13
60
20
00
59
9.8
%6
10
14
18
6$
22
1,1
47
$2
,01
3$
11
,91
1$
11
5
60
20
00
0.5
99
.98
%6
10
14
18
6$
22
1,1
47
$2
,01
3$
11
,91
1$
11
5
60
20
02
09
0.0
%6
45
23
8$
44
,82
0$
27
2$
1,2
88
$2
3
60
20
05
97
.5%
64
52
41
$4
8,5
90
$2
95
$1
,39
6$
25
60
20
00
.59
9.8
%6
45
24
2$
49
,51
6$
30
1$
1,4
23
$2
6
60
20
57
5.0
%6
20
41
2$
8,3
78
$3
4$
22
3$
7
60
20
0.5
97
.5%
62
02
9$
10
,90
0$
44
$1
76
$6
62
00
02
09
9.0
%4
.19
24
25
$3
1,6
07
$1
93
$7
,45
6$
11
3
62
00
05
99
.8%
4.1
92
42
5$
31
,58
5$
19
3$
7,4
51
$1
13
62
00
00
.59
9.9
8%
4.1
92
42
5$
31
,58
5$
19
3$
7,4
51
$1
13
62
00
20
90
.0%
4.1
45
85
$5
,95
0$
25
$8
65
$2
1
62
00
59
7.5
%4
.14
64
6$
7,0
73
$3
0$
1,0
35
$2
5
62
00
0.5
99
.8%
4.1
46
46
$7
,07
7$
30
$1
,03
6$
25
62
05
75
.0%
4.1
20
41
$1
,33
4$
4$
11
4$
5
62
00
.59
7.5
%4
.12
06
1$
1,5
84
$4
$1
36
$6
Op
erat
ion
Par
amet
ers
OP
TIO
N 1
Regeneration O&M includes: power ($0.08/KWhr) and/or natural gas ($5/MMBtu).
[µg/
L][µ
g/L]
Table 5-10a.Regeneration O&M Costs for Option 1 (Series Operation)

316
Flo
wR
ate
[gp
m]
Infl
uen
t[µ
g/L
]G
oal
[µg
/L]
Rem
ova
lE
ffic
ien
cyR
egen
erat
ion
Flo
w R
ate
(gp
m)
MT
BE
Reg
ener
ant
Co
nc.
[m
g/L
]
To
tal
Reg
en.
Tim
e [h
rs/y
r]H
azar
do
us
Dis
po
sal
GA
C O
&M
(Po
wer
an
dC
arb
on
)
Res
in O
&M
(Po
wer
an
dR
esin
)
Air
Str
ipp
erO
&M
(P
ow
eran
d F
uel
)
60
00
20
00
20
99
.0%
74
94
61
48
8$
23
,61
6,2
15
$2
07
,66
8$
72
5,9
41
$4
,89
9
60
00
20
00
59
9.8
%7
48
72
16
34
$2
5,9
46
,50
5$
21
9,2
14
$7
55
,93
1$
5,3
82
60
00
20
00
0.5
99
.98
%7
46
34
22
50
$3
5,7
20
,87
3$
25
7,9
68
$8
39
,71
3$
7,4
10
60
00
20
02
09
0.0
%7
44
26
29
9$
4,7
54
,64
2$
27
,93
9$
86
,22
6$
98
6
60
00
20
05
97
.5%
74
42
43
26
$5
,17
2,1
46
$3
0,3
93
$9
3,1
33
$1
,07
3
60
00
20
00
.59
9.8
%7
43
90
36
5$
5,7
94
,71
9$
32
,56
3$
98
,74
2$
1,2
02
60
00
20
57
5.0
%7
41
91
.65
5$
88
0,2
11
$3
,43
8$
9,0
49
$1
66
60
00
20
0.5
97
.5%
74
18
9.2
73
$1
,15
8,9
44
$4
,50
0$
11
,81
9$
21
9
60
02
00
02
09
9.0
%7
49
48
14
8$
2,3
51
,59
4$
20
,82
0$
72
,36
7$
48
8
60
02
00
05
99
.8%
74
74
41
90
$3
,02
2,0
18
$2
3,6
76
$7
9,3
08
$6
27
60
02
00
00
.59
9.9
8%
74
63
42
24
$3
,54
9,5
98
$2
5,6
34
$8
3,4
43
$7
36
60
02
00
20
90
.0%
74
42
63
0$
47
3,0
38
$2
,78
0$
8,5
79
$9
8
60
02
00
59
7.5
%7
44
24
33
$5
18
,93
0$
3,0
49
$9
,34
4$
10
8
60
02
00
0.5
99
.8%
74
33
24
3$
67
5,1
13
$3
,49
1$
9,9
08
$1
40
60
02
05
75
.0%
74
19
26
$8
7,9
10
$3
43
$9
04
$1
7
60
02
00
.59
7.5
%7
41
89
7$
11
5,7
02
$4
49
$1
,18
0$
22
60
20
00
20
99
.0%
69
30
20
0$
23
6,9
72
$2
,07
1$
10
,93
4$
12
3
60
20
00
59
9.8
%6
91
02
07
$2
46
,17
2$
2,1
37
$1
1,1
96
$1
28
60
20
00
0.5
99
.98
%6
89
82
10
$2
49
,72
0$
2,1
54
$1
1,2
61
$1
30
60
20
02
09
0.0
%6
42
44
0$
47
,69
9$
28
0$
1,3
12
$2
5
60
20
05
97
.5%
64
20
44
$5
2,5
86
$3
08
$1
,43
6$
27
60
20
00
.59
9.8
%6
40
64
6$
55
,14
0$
31
7$
1,4
75
$2
9
60
20
57
5.0
%6
19
0.4
12
$8
,94
7$
35
$2
29
$8
60
20
0.5
97
.5%
61
87
.21
0$
11
,76
3$
45
$1
80
$6
62
00
02
09
9.0
%4
90
42
9$
36
,28
4$
21
9$
8,4
29
$1
30
62
00
05
99
.8%
48
02
33
$4
0,7
95
$2
31
$8
,49
2$
14
6
62
00
00
.59
9.9
8%
46
50
40
$5
0,4
53
$2
58
$9
,18
1$
18
0
62
00
20
90
.0%
44
20
5$
6,5
12
$2
6$
88
9$
23
62
00
59
7.5
%4
40
86
$8
,02
3$
32
$1
,08
0$
29
62
00
0.5
99
.8%
43
58
7$
9,1
35
$3
4$
1,1
25
$3
3
62
05
75
.0%
41
89
.81
$1
,43
9$
4$
11
7$
5
62
00
.59
7.5
%4
18
2.4
1$
1,7
96
$5
$1
43
$6
OP
TIO
N 2
Op
erat
ion
Par
amet
ers
[µg/
L][µ
g/L]
Table 5-10b.Regeneration O&M Costs for Option 2 (Carousel Operation).
Regeneration O&M includes: power ($0.08/KWhr) and/or natural gas ($5/MMBtu).

317
Flo
wR
ate
[gp
m]
Infl
uen
t[µ
g/L
]G
oal
[µg
/L]
Rem
ova
lE
ffic
ien
cy
Haz
ard
ou
sD
isp
osa
l $/
1000
gal
lon
s
GA
C $
/100
0g
allo
ns
Res
in $
/100
0g
allo
ns
Air
Str
ipp
er$
/10
00
gal
lon
s
Haz
ard
ou
sD
isp
osa
l $/
1000
gal
lon
s
GA
C $
/100
0g
allo
ns
Res
in$
/10
00
gal
lon
s
Air
Str
ipp
er$/
1000
gal
lon
s
60
00
20
00
20
99
.0%
$7
.01
$0
.07
$0
.23
$0
.01
$7
.49
$0
.07
$0
.24
$0
.01
60
00
20
00
59
9.8
%$
7.1
1$
0.0
7$
0.2
3$
0.0
1$
8.2
3$
0.0
7$
0.2
5$
0.0
1
60
00
20
00
0.5
99
.98
%$
7.1
1$
0.0
7$
0.2
3$
0.0
1$
11
.33
$0
.08
$0
.27
$0
.01
60
00
20
02
09
0.0
%$
1.4
2$
0.0
1$
0.0
3$
0.0
1$
1.5
1$
0.0
1$
0.0
4$
0.0
1
60
00
20
05
97
.5%
$1
.55
$0
.01
$0
.04
$0
.01
$1
.64
$0
.01
$0
.04
$0
.01
60
00
20
00
.59
9.8
%$
1.5
9$
0.0
1$
0.0
4$
0.0
1$
1.8
4$
0.0
1$
0.0
4$
0.0
1
60
00
20
57
5.0
%$
0.2
7$
0.0
0$
0.0
1$
0.0
1$
0.2
8$
0.0
0$
0.0
1$
0.0
1
60
00
20
0.5
97
.5%
$0
.35
$0
.00
$0
.01
$0
.01
$0
.37
$0
.00
$0
.01
$0
.01
60
02
00
02
09
9.0
%$
7.0
1$
0.0
7$
0.2
7$
0.1
2$
7.4
6$
0.0
7$
0.2
8$
0.1
2
60
02
00
05
99
.8%
$7
.08
$0
.07
$0
.27
$0
.12
$9
.58
$0
.08
$0
.30
$0
.12
60
02
00
00
.59
9.9
8%
$7
.08
$0
.07
$0
.27
$0
.12
$1
1.2
6$
0.0
9$
0.3
1$
0.1
2
60
02
00
20
90
.0%
$1
.42
$0
.02
$0
.07
$0
.12
$1
.50
$0
.02
$0
.07
$0
.12
60
02
00
59
7.5
%$
1.5
4$
0.0
2$
0.0
8$
0.1
2$
1.6
5$
0.0
2$
0.0
8$
0.1
2
60
02
00
0.5
99
.8%
$1
.59
$0
.02
$0
.08
$0
.12
$2
.14
$0
.02
$0
.08
$0
.12
60
02
05
75
.0%
$0
.26
$0
.01
$0
.05
$0
.11
$0
.28
$0
.01
$0
.05
$0
.11
60
02
00
.59
7.5
%$
0.3
5$
0.0
1$
0.0
5$
0.1
1$
0.3
7$
0.0
1$
0.0
5$
0.1
1
60
20
00
20
99
.0%
$6
.90
$0
.09
$0
.46
$0
.57
$7
.51
$0
.09
$0
.44
$0
.57
60
20
00
59
9.8
%$
7.0
1$
0.0
9$
0.4
7$
0.5
7$
7.8
1$
0.0
9$
0.4
5$
0.5
7
60
20
00
0.5
99
.98
%$
7.0
1$
0.0
9$
0.4
7$
0.5
7$
7.9
2$
0.0
9$
0.4
5$
0.5
7
60
20
02
09
0.0
%$
1.4
2$
0.0
3$
0.1
3$
0.5
6$
1.5
1$
0.0
3$
0.1
3$
0.5
6
60
20
05
97
.5%
$1
.54
$0
.03
$0
.14
$0
.56
$1
.67
$0
.03
$0
.14
$0
.56
60
20
00
.59
9.8
%$
1.5
7$
0.0
3$
0.1
4$
0.5
6$
1.7
5$
0.0
4$
0.1
4$
0.5
6
60
20
57
5.0
%$
0.2
7$
0.0
3$
0.1
0$
0.5
6$
0.2
8$
0.0
3$
0.1
0$
0.5
6
60
20
0.5
97
.5%
$0
.35
$0
.03
$0
.10
$0
.56
$0
.37
$0
.03
$0
.10
$0
.56
62
00
02
09
9.0
%$
10
.02
$0
.12
$2
.71
$5
.68
$1
1.5
1$
0.1
3$
3.0
2$
5.6
8
62
00
05
99
.8%
$1
0.0
2$
0.1
2$
2.7
1$
5.6
8$
12
.94
$0
.13
$3
.04
$5
.69
62
00
00
.59
9.9
8%
$1
0.0
2$
0.1
2$
2.7
1$
5.6
8$
16
.00
$0
.14
$3
.26
$5
.70
62
00
20
90
.0%
$1
.89
$0
.07
$0
.62
$5
.65
$2
.06
$0
.07
$0
.63
$5
.65
62
00
59
7.5
%$
2.2
4$
0.0
7$
0.6
7$
5.6
5$
2.5
4$
0.0
7$
0.6
9$
5.6
5
62
00
0.5
99
.8%
$2
.24
$0
.07
$0
.67
$5
.65
$2
.90
$0
.07
$0
.70
$5
.65
62
05
75
.0%
$0
.42
$0
.06
$0
.38
$5
.64
$0
.46
$0
.06
$0
.38
$5
.64
62
00
.59
7.5
%$
0.5
0$
0.0
6$
0.3
9$
5.6
4$
0.5
7$
0.0
6$
0.3
9$
5.6
4
Op
tio
n 1
(Ser
ies
Op
erat
ion
)O
pti
on
2 (C
aro
use
l Op
erat
ion
)
[µg/
L][µ
g/L]
Table 5-11.Regeneration Totals ($/1000 Gallons)

318
Figure 5-12. P
rocess flow configurations for in-series operation vs. carousel operation of resin system
s.N
ote that for 6,000 gpm, the 200 µg/L
to 20 µg/Land 20 µg/L
to 5 µg/Lscenarios require few
er vessels.
Multiple Barrier (Redundant GAC) Multiple Barrier (Redundant GAC)
Multiple Barrier (Redundant GAC) Multiple Barrier (Redundant GAC)
6000 gpm
600 gpm, 60 gpm, and 6 gpm
Option 1: In-Series Operation Option 2: Carousel Operation

319
Figure 5-13. Four operational modes for two vessels in series.
Steam Generator
Regenerant
Steam Generator
Regenerant
Steam Generator
Regenerant
Steam Generator
Regenerant
1 2
3 4
Contaminated water flowing through the vessel
Vessel is regenerating

In all cases the superloaded resin option is more expensive than the GAC option; however,this is primarily due to the assumption that once the superloaded resin vessels are exhausted,the regenerant will be disposed by a hazardous waste disposal company. If an alternativeoption, such as microbial degradation, could be found to degrade the high concentrations ofMTBE in this secondary regenerant (MTBE concentrations exceeding 10,000 mg/L), thesuperloaded resin option may prove to be economically beneficial. Biological degradation ofthe regenerant was not economically evaluated due to the high degree of uncertainty anduntested nature of this option at the concentrations and flow rates in question. However, thisoption has been qualitatively discussed in the next section.
Biological Degradation
Biodegradation of MTBE has been the subject of a significant amount of research over thepast several years. Recently, several researchers at University of California, Davis and Equilonhave identified MTBE-degrading cultures that can grow on MTBE as the only carbon source.In addition, Envirogen (Lawrenceville, NJ) and U.S. Filter/Envirex (Waukesha, WI) sellbiofilters that have been used to treat high concentrations of MTBE in water. Consequently,under the right conditions, microbial cultures could be cost-effectively used to degrade thehigh concentrations of MTBE present in the regenerant stream. However, to date, limitedstudies have been conducted on the biodegradation of MTBE at concentrations greater than200 mg/L and flowrates more than several gallons per minute. In addition, Envirogen(Lawrenceville, NJ) cites a field study where 12,000 mg/L MTBE were degraded to less than5 mg/L for an initial capital expenditure of $200,000. Nonetheless, under appropriateconditions (e.g., a relaxed discharge criteria), potential cost savings could be realized usingbiological treatment of MTBE for treating MTBE-contaminated regenerant water. A detailedcost estimate is warranted once the appropriate microbes have been identified; however, thefollowing is a qualitative discussion of necessary components of this cost estimate.
• Components
A biological system should include the following components: biodegradation tanks, aerationsystem, pumps, solids separation, and a chlorination or disinfection system for discharge. Thesize and number of tanks will be a function of a) the influent MTBE levels; b) the retentiontime required for the microorganisms to degrade MTBE to desired levels; and, c) the volumeof contaminated water requiring treatment. Salanitro indicated a solid retention time of 100days and a hydraulic retention time of several days for his BC-4 culture, which is currentlydegrading 200 mg/L of MTBE to <5 mg/L at Port Hueneme, California (1999). At 200 and2,000 µg/L influent concentrations, the regenerant contains approximately 400 and 1,000mg/L MTBE. If the BC-4 culture were not able to degrade these concentrations of MTBE,either dilution of the regenerant stream or an alternative microbial strain would be required. Ifdilution is selected, additional tanks would be required and, thus, costs could dramaticallyincrease. Finally, when choosing a treatment tank, one should consider tank material and itseffect on the control of pH, corrosivity, and temperature of the microbial reactor.
320

• Microbial Requirements
All currently identified microbes capable of degrading high concentrations of MTBE areaerobic organisms and, therefore, require oxygen for biodegradation to occur. Salanitro (1999)suggests that oxygen levels should be maintained between 2 and 4 mg/L for MTBEbiodegradation with his BC-4 culture. Submersed diffusers or surface aerators could be usedto aerate the system; however, maintaining a homogenous, well-aerated system will bedifficult. In addition to oxygen, microbes will also require nutrient supplements consisting ofphosphorus and nitrogen. Tests should be conducted to determine the required ratios andwhether any additional micronutrients are necessary for biodegradation. Finally, microbes willrequire a steady stream of MTBE contaminated-water to ensure high cell populations. Onlyfor the 2,000 µg/L influent scenarios are resin vessels constantly regenerated; for all otherscenarios, there is a lag time between regeneration. If this lag period lasts too long, themicrobial population will decrease in size and require a start-up period prior to the next batchof regenerant water.
• Other considerations
Effluent from this biodegradation process will have to conform with all necessary rules,permits and regulations (e.g., the National Pollutant Discharge Elimination System [NPDES]permit). These permits will likely specify the concentration of MTBE and biomass allowed inthe effluent. Due to the reliance on large populations of microbes, one should expect biomassand solids production. As a result and if specified in the discharge permit, solid separationfacilities may be required to separate the solids from the discharge water and possibly toconcentrate solids that need to be wasted from a reactor to maintain its stability. Pilot studiesshould be conducted to determine the volume of solids that will be produced and the need foreffluent polishing, sludge dewatering, and disposal. In addition, the effluent may requiredisinfection (e.g., chlorination or UV/H2O2 disinfection) to meet permit requirements.
Affinity for TBA
The results of one study (Sun, 1999) suggest that the carbonaceous resin (Ambersorb 563)sorptive capacity for TBA is higher than that of GAC (Filtrasorb 400); however, there arecurrently limited published field data to support this claim. According to Sun’s data for afield sample (1999), TBA has Freundlich parameters of 1.8 for KF and 0.85 for n for sorptionon Ambersorb 563. These parameters are higher than those for most field-tested carbons;however, the results are still not encouraging due to the relatively high resin usage rate. Table5-12 illustrates the time before complete column exhaustion for TBA relative to MTBE basedon modeling with these parameters. This modeling assumes that an EBCT similar to that ofMTBE is sufficient for sorption (~8 min).
321

Table 5-12.Time to Column Exhaustion for MTBE vs. TBA.
Flow MTBE: MTBE: Time to TBA: TBA: Time toRate Influent Column Influent Column
[gpm] Conc. [µg/L] Exhaustion [days] Conc. [µg/L] Exhaustion [days]
6 2,000 14.4 200 3
60 2,000 23.4 200 5.4
600 200 141 200 10.4
6,000 200 125 20 11.4
Sensitivity Analysis
Table 5-13 presents the results from a sensitivity analysis. As noted earlier, the sorptivecapacity of resins for MTBE is unaffected by NOM and is expected to be minimally affectedat low concentrations (<43 ppm) of BTEX. The third analysis presents the results fromshortening the project lifetime; as the project lifetime shortens the effective annual capitalcosts increase and the $/1,000 gallons increases.
Nonregenerable Absorbent Polymers
Manufacturer studies have shown that, under laboratory conditions, sorbent polymers canhave extremely high capacities for BTEX and MTBE. However, a significant disadvantage ofthese sorbents is that they are not regenerable and need to be disposed of after use. Furtherfield investigation is necessary to perform a cost comparison between super absorbentpolymers and GAC. In particular, the laboratory and field capacities of these absorbents needto be evaluated through independent testing. Based on the data currently available, it appearsthat these absorbents are more suitable as bulk removers of MTBE and BTEX in groundwaterremediation applications rather than drinking water applications. For most situations, the useof these absorbent polymers will require the use of a polishing unit such as a GAC system.
322

323
1) All sensitivity analyses for O
ption 1 (Series O
peration); 600 gpm; 200 m
g/Lto 5 m
g/L.2)Includes R
esin and Steam
regeneration costs; does not include GA
C.
3) Includes regeneration capital and O&
Mcosts.
Sensitivity Parameter1 Resin CapitalCost ($)2
Resin AnnualO&M ($)2
Total ResinAnnual Cost ($)
Unit Cost($/1000 gal)
Total Unit Cost ($/1000gal)3
NOM Fouling
BTEX Load
No BTEX present $212,454 $152,598 $365,052 $1.28 $1.30
BTEX at 20 µg/L each
BTEX at 200 µg/L each
Design Life
2 years $1,458,143 $152,598 $1,610,741 $5.11 $5.17
10 years $375,357 $152,598 $527,955 $1.67 $1.70
30 years $212,454 $152,598 $365,052 $1.28 $1.30
$1.16 $1.30$212,454
High Fouling
$152,598 $365,052Low Fouling
Moderate Fouling
Not sufficient laboratory or field data to determine BTEX interference at low concentrations (<43 mg/L)
Literature review indicates that NOM does not affect adsorption of MTBE or TBA.
Literature review indicates that NOM does not affect adsorption of MTBE or TBA.
Not sufficient laboratory or field data to determine BTEX interference at low concentrations (<43 mg/L)BTEX at 20 µg/L each
BTEX at 20 µg/L each
Table 5-13.S
ensitivity Analysis of C
ost Estim
ates

5.6.5 Conclusions and Limitations
For this analysis, a thorough feasibility-level economic investigation of the capital andoperational costs for resin treatment systems was completed (+50 percent/-30 percent). Forthe 6,000 gpm scenario, carousel operation (Option 2) followed by either low profile airstripping or GAC treatment of the regenerant is the most cost effective treatment option, withcosts (1999 $) ranging from $0.30/1,000 gallons (75 percent removal efficiency) to$0.58/1,000 gallons (99.98 percent removal efficiency), as demonstrated in Table 5-8. For allother scenarios, series operation (Option 1) followed by GAC treatment of the regenerant willbe the least expensive option (based on 1999 $) ranging from $1.02/1,000 gallons (600 gpm;20 ppb to 0.5 ppb) to $24.86/1,000 gallons (6 gpm; 2,000 ppb to 0.5 ppb), as demonstratedin Table 5-7. For all cases the cost differential between series and carousel operation wassmall (<16 percent) and, thus, is well within the estimated uncertainty of this analysis. Insome cases alternative assumptions have been made to improve the specific accuracy forresins (see Appendix 5B).
These costs are highly contingent on the results from the AdDesignS model, which was usedto determine breakthrough time and BVs treated. This model assumes a narrow breakthroughcurve that does not likely reflect actual field experience, as previously discussed. If thisbreakthrough curve is wider in the field than predicted by the model, the time betweencomplete exhaustion and 20, 5, and 0.5 µg/L breakthrough will increase, thereby, increasingthe cost-effectiveness of series operation. To account for this, we have added five percent tothe column capacity when estimating complete column exhaustion; however, this should beverified in the field.
In conclusion, the results from this economic analysis suggest that resins are sufficientlycost-effective to warrant further testing under field conditions to verify the advantagespreviously noted. Specifically, field evaluation of alternative regeneration scenarios shouldbe undertaken (e.g., microbial degradation and microwave regeneration). Furthermore, iffield studies determine that the resin sorptive capacity for TBA is much better thanpreviously thought and better than activated carbon, resins could prove to be much more costeffective than alternative treatment options (e.g., air stripping and activated carbon). Finally,it should be noted that costs are expected to be very site-specific and may vary from the costspresented in this analysis.
324

5.7 Recommendations for Future Work
Based on the preceding literature review, there are four primary areas where additionalinformation is critical to cost-effectively design a treatment system for MTBE removal fromwater: 1) dynamic resin sorption capacities for MTBE, TBA, BTEX, and NOM; 2) mechanismsof regeneration and optimization of regenerative processes; 3) the effectiveness of biologicaldegradation as a regenerant treatment; and, 4) the synergistic advantage of using resins incombination with an alternative treatment process.
Dynamic Resin Sorption Capacities
As noted earlier, batch equilibrium sorption studies are generally not directly representativeof dynamic sorbent systems. Dynamic column tests should be performed in order to deter-mine the optimum EBCT and other operating parameters for treating MTBE-impactedgroundwater. The effect of fluctuating temperature, pH, and other water quality parametersshould be evaluated, possibly for multiple resins. In addition, more information is needed onthe sorptive capacity of resins for TBA, BTEX, and NOM and their interference with thesorption of MTBE. This includes a more detailed analysis of competitive sorption using adynamic model. An analysis of MTBE leakage rates (i.e., MTBE breakthrough caused bycompetitive sorption) and MTBE/TBA desorption as a result of fluctuating influentconcentrations and the presence of other organic compounds is also needed. Finally, initialresearch suggests that super-absorbents might be effective for the removal of high concentra-tions of MTBE from water; laboratory research should be completed to fully determine theapplicability of absorbent in a drinking water context (e.g., determination of absorptioncapacity, swell rates, and variability with changing water quality).
Mechanisms of Regeneration and Optimization of Regenerative Processes
One of the primary economic advantages of synthetic resins over GAC is their regenerability;however, only a limited number of bench- and pilot-scale studies have been completed toinvestigate the effectiveness of steam and microwave regeneration for MTBE applications.Further information on the feasibility and economics of these regeneration processes isnecessary to perform a detailed cost evaluation and comparison. Specifically, microwaveregeneration techniques should be evaluated.
Effectiveness of Biological Degradation as a Regenerant Treatment
If steam regeneration is used, more research is needed to determine the most cost-effectivetreatment solution for treating the MTBE-concentrated regenerant solution. This review hasevaluated air stripping, GAC, and superloaded resin columns; however, the economic analy-sis has noted that biological degradation of concentrated regenerant solutions may be a viablecost-effective treatment option. Prior to a detailed economic analysis of this option, however,additional research is needed to determine: a) whether microbes currently identified are
325

capable of degrading >800 mg/L MTBE to less than 5 mg/L; b) the retention time requiredat various flow rates for this degradation; c) oxygen and nutrient requirements to support thisdegradation; and, d) the reliability of a biological system to consistently degrade MTBEindependent of interferences (e.g., other organics; lag time before degradation; slow growthrate and rapid decay rate). In addition, this analysis should explore the potential difficultiesof obtaining and complying with a discharge permit for a biological system. Based onpreliminary economic estimates from Envirogen (Lawrenceville, NJ) (i.e., $200,000 capitalexpenses for a 2 gpm, 1,200 mg/L MTBE system), biological systems are not cost-effectiverelative to GAC and air stripping; however, detailed answers to the above questions areneeded in order to verify these cost estimates.
Synergistic Advantage of Resins in Combination with Alternative Treatment Process
While resins have been shown to be comparable in cost to air stripping with off-gas treatment,activated carbon, and advanced oxidation, the combination of resins with these treatmentprocesses may prove to be more cost-effective than resins alone. For example, using resinsfor polishing the effluent from an air stripping unit could prove advantageous because theregenerant solution could be fed back into the influent of the air stripper, thereby eliminatingthe need for an additional regenerant treatment option. A similar treatment process traincould be evaluated using advanced oxidation processes. Alternatively, as suggested inSection 5.3.3, the combination of resins with an oxidation process, such as TiO2 catalysis ortreatment with peroxide or ozone, to destroy adsorbed organic chemicals without the needfor a regeneration cycle warrants further research.
326

5.8 Acknowledgments
This report was prepared by Malcolm Pirnie, Inc. under the direction of Dr. MichaelKavanaugh, P.E., Vice-President of Malcolm Pirnie, Inc., for the California MTBE ResearchPartnership and the National Water Research Institute. Andrew Stocking, P.E. was the projectmanager and performed the economic analysis. Amparo Flores performed the literaturereview and analysis. Questions regarding the content of this report should be addressed toAndrew Stocking, P.E. and Amparo Flores at Malcolm Pirnie, Inc., 180 Grand Avenue, Suite1000, Oakland, California 94612-3754; [email protected].
The authors would like to thank the following individuals and organizations for theircontributions to this work:
327
Academic and IndustrialResearch Community
Prof. Susan Powers at Clarkson University(315) 268-6542
Prof. Mel Suffet at the University ofCalifornia in Los Angeles (UCLA) (310) 206-8230
Prof. David Hand atMichigan Technological University(906) 487-2777Prof. Eric Winkler at theUniversity of Massachusetts Amherst(413) 545-2853
Dr. Joseph Salanitro and Dr. Paul SunEquilon3333 Highway 6 S.Houston, TX 77802-3101(281) 544-8602
David PierceChevron Research and Technology Co.100 Chevron WayRichmond, CA 94802-0627(510) 242-4875
Resin Vendors andRemediation Design Firms
Rohm and Haas Company100 Independence Mall West Philadelphia, PA 19106-2399(215) 592-3000
Haley and Aldrich189 North Water St.Rochester, NY 14604-1151(716) 232-7386
American Purification, Inc.23 Corporate Plaza, Suite 145Newport Beach, CA 92660(949) 644-0990
Bayer100 Bayer Rd.Pittsburgh, PA 15205-9741(412) 777-2000
Dow Chemical Company 690 BuildingMidland, Michigan 48640(800) 258-2436
Purolite150 Monument Road, Bala CynwydPhiladelphia, PA 19004(610) 668-9090

328
MicroClean Services Co.4950 Vannoy Ave.Castro Valley, CA 94546(510) 727-0662
Guardian Environmental TechnologiesP.O. Box 51725 North Main StreetKent, CT 06757(860) 927-1600
Case Studies and Additional Information
BP Oil Company295 SW 41st St.Bldg. 13 Suite N.Renton, WA 98055-4931(425) 251-0689
H2O R2 Consultants653 E. Michelle St.West Covina, CA 91790(626) 917-7747
Alpine Environmental, Inc. 203 W. Myrtle St., Suite CFt. Collins, CO 80521(970) 224-4608
Cost Estimate Information
Carbonair, Inc.3123 Fairview Avenue E. Seattle, WA 98102-3051(800) 526-4999
Northeast Environmental Products, Inc.17 Technology DriveWest Lebanon, NH 03784(603) 298-7061
Calgon Carbon23621 La Palma Avenue, Suite H-142Yorba Linda, CA 92887-5531(714) 692-9384
Safety Kleen400 Market St. Oakland, CA 94607(510) 832-7942
Advanced Environmental Systems2440 Oldfield Point Rd.Elkton, MD 21921(410) 620-1800
Envirogen4100 Quaker Bridge Rd.Lawrenceville, NJ 08648(609) 936-1818
Johnston-Boiler Co.300 Pine St.Ferrysburg, MI 49409(616) 842-5050

5.9 References
Alisto Engineering Group. “Treatability Study of Methyl Tertiary Butyl Ether and PetroleumHydrocarbons in Groundwater.” 1575 Treat Boulevard, Suite 201, Walnut Creek, CA. 1996.
AmeriPure, Inc. Personal Communication and Manufacturer Literature. 23 Corporate Plaza,Suite 145, Newport Beach, California 92660. June 1999.
Baron Consulting Co. PolyGuard Hydrocarbon Absorption Media Total Absorption CapacityTesting Results for Aqueous Solution. 273 Pepe’s Farm Road, Milford, CT 06460. October 2,1995.
Bayer. Manufacturer Literature. 100 Bayer Rd. Pittsburgh, PA 15205-9741. 1999.
Boodoo F. Personal Communication. The Purolite Company. 150 Monument Road, BalaCynwyd, PA 19004. June 1999.
Brendley, W., Drago, R., Petrosius, S., and Grunewald, G. “Deep Oxidation of ChlorinatedHydrocarbons.” Proc. Symp. On Envir. Catalysis; 205th American Chemical SocietyNational Meeting and Exposition Program. 1993.
Browne, T.E. and Cohen, Y. “Aqueous-Adsorption of Trichloroethene and Chloroform ontoPolymeric Resins and Activated Carbon.” Industrial Engineering and Chemistry Research.29, 1338-1345. 1990.
Buscheck T.F., Gallagher D.J., Kuehne D.J., and Zuspan C.R. “Occurrence and Behavior ofMTBE in Groundwater.” Chevron Research and Technology Company. 1998.
Calgon Carbon. Manufacturer Literature. 400 Calgon Carbon Drive Pittsburgh, PA 15205.1999.
Crittenden J.C., Reddy P.S., Arora H., Trynoski J., Hand D.W., Perram D.L., and SummersR.S. “Predicting GAC Performance with Rapid Small-Scale Column Tests.” Journal AWWA.83(1): 77-87. 1991.
Crittenden J., Suri R., Perram D., and Hand D. “Decontamination of Water Using Adsorptionand Photocatalysis.” Water Research. 31(3): 411-418. 1997.
Davis S.W. and Powers S.E. “Alternative Sorbents for Removing MTBE from Gasoline-Contaminated Groundwater.” Journal of Environmental Engineering, in press. 1999.
DeSilva F. J. “Essentials of Ion Exchange.” Water Quality Association Annual Conventionand Exhibition. Nashville, TN. March 1995.
329

Dow Company. Manufacturer Literature and Personal Communication (Technical Represen-tatives). 690 Building, Midland, MI 48640. 1999.
Environmental Protection Agency (EPA). Emerging Technology Summary: “Demonstrationof Ambersorb 563 Adsorbent Technology.” Prepared by Roy F. Weston, Inc.EPA/540/SR-95/516. August 1995.
Fatula, Phil. Personal Communication. Bayer Co. 100 Bayer Rd., Pittsburgh, PA15205-974119. June 1999.
Faust S.D. and Aly O.M. Chemistry of Water Treatment, Second Edition. Ann Arbor Press,MI. 1998.
Gallup D.L., Isacoff E.G., and Smith D.N. III. “Use of Ambersorb Carbonaceous Adsorbentfor Removal of BTEX Compounds from Oil-Field Produced Water.” EnvironmentalProgress. 15(3), 197-203. 1996.
Garrett, D.E. Chemical Engineering Economics. Van Nostrand Reinhold, NY. 1989.
Guardian Environmental Technologies (GET). Manufacturer Literature. P.O. Box 517,25 North Main Street, Kent, CT 06757. 1999.
Gregg S.J. and Sing K.S.W. Adsorption, Surface Area, and Porosity, Second Edition.Academic Press, NY. 1992.
Hand D.W., Herlevich J.A., Perram D.L., Crittenden J.C. “Synthetic Adsorbent versus GACfor TCE Removal.” Journal AWWA. 86(8), 64-72. 1994.
Happel A.M., Beckenbach E.H., and Halden R.U. “An Evaluation of MTBE Impacts toCalifornia Groundwater Resources.” Lawrence Livermore National Laboratory and UCBerkeley, prepared for the California State Water Resources Control Board UST Program,DOE Office of Fossil Fuels, and Western States Petroleum Association. 1998.
Hodge, Philip. Personal Communication. American Purification, Inc. 23 Corporate Plaza,Newport Beach, California 92660. August 16, 1999.
Hull, David. Personal Communication. MicroClean Services Co. 4950 Vannoy Ave. CastroValley, California 94546. June/July 1999.
Hunter, David - Editor. “News - Top of the Week.” Chemical Week. April 7, 1999.
Isacoff E.G., Bortko S.M., and Parker G.R. “The Removal of Regulated Compounds fromGroundwater and Wastewater Using Ambersorb 563 Carbonaceous Adsorbent.” Presented atthe American Institute of Chemical Engineers Annual Conference, Miami Beach, FL.November 1992.
330

Isacoff, Eric. Personal communication of unpublished results. Rohm and Haas. 100Independence Mall West, Philadelphia, PA 19106-2399. 1999.
Kong E.J. and DiGiano F.A. “Competitive Adsorption Among VOCs on Activated Carbonand Carbonaceous Resin.” Journal AWWA, 78(4): 181-188. 1986.
Litwin, Bill. Personal Communication. Guardian Environmental Technologies (GET), P.O.Box 517, 25 North Main Street, Kent, CT 06757. June/July 1999.
Liu K.T. and Weber W.J. “Characterization of Mass Transfer Parameters for AdsorberModeling and Design.” Journal of the Water Pollution Control Federation (WPCF). 53(10):1541-1550. 1981.
Mace R.E. and Choi W.J. “The Size and Behavior of MTBE Plumes in Texas.” Proceedingsof the Petroleum Hydrocarbons and Organic Chemicals in Ground Water Conference. 1998.
Malley J.P., Locandro R.R., Wagler J.L. “Innovative Point-of-Entry (POE) Treatment forPetroleum Contaminated Water Supply Wells.” Final Report. U.S.G.S. New Hampshire WaterResources Research Center. Durham, NH. September 1993.
Maroldo S.G., Betz W.R., Borenstein N. U.S. Patent 4,839,331 to Rohm and Haas Company.1989.
Megonnell, Neal. Personal Communication. Calgon Carbon., 400 Calgon Carbon Drive,Pittsburgh, PA 15205. June 1999.
Mertz K.A., Gobin F., Hand D.W., Hokanson D.R., and Crittenden J.C. Adsorption DesignSoftware for Windows (AdDesignS). Michigan Technological University. 1994.
MicroClean Services Co. Manufacturer Literature. 4950 Vannoy Ave. Castro Valley,California 94546. 1999.
(Montgomery) James M. Montgomery Consulting Engineers, Inc. Water TreatmentPrinciples and Design. John Wiley and Sons, Inc. 1985.
National Science and Technology Council (NSTC). Interagency Assessment of OxygenatedFuels. NSTC. Washington D.C. 1997.
Neely J.W. U.S. Patent 4,040,990 to Rohm and Haas Company. 1977.
Neely J.W. and Isacoff E.G. Carbonaceous Adsorbents for the Treatment of Ground andSurface Waters. Series: Pollution Engineering and Technology, 21. M. Dekker, NY. 1982.
Parker G.R. and Bortko S. “Groundwater Remediation Using Ambersorb Adsorbents.”Presented at the Florida Environmental Chemistry Conference. October 30 - November 1,1991.
331

Parker G.R. “Comparison of Ambersorb 563 Carbonaceous Adsorbent and Granular ActivatedCarbon for the removal of TCE from Water at Short Empty Bed Contact Times.” Presentedat the American Institute of Chemical Engineers Annual Conference. Miami Beach, FL.November 1992.
Parker, G.R. “Optimum Isotherm Equation and Thermodynamic Interpretation for Aqueous1,1,2-Trichloroethene Adsorption Isotherms on three Adsorbents.” Adsorption. 1995.
Price D.W. and Schmidt P.S. “Microwave Regeneration of Adsorbents at Low Pressure:Experimental Kinetics Studies.” Journal of Microwave Power and Electromagnetic Energy.32(3), 145-154. 1997.
Price D.W. and Schmidt P.S. “VOC Recovery through Microwave Regeneration of Adsorbents:Process Design Studies.” Journal of the Air and Waste Management Association. 48:1135-1145. 1998.
Rodriguez, Rey. Personal Communication. H2O R2. 653 East Michelle Street, West Covina,California 91790. August 1999.
Rohm and Haas, Inc. Manufacturer Literature. 100 Independence Mall West, Philadelphia,PA 19106-2399. 1992-1999.
Salanitro, J.P., Spinnler, G.E., Neaville, C.C., Maner, P.M., Stearns, S.M., Johnson, P.C. andBruce, C. Demonstration of the Enhanced MTBE Bioremediation (EMB) In Situ Process.The Fifth International In Situ On-Site Bioremediation Symposium. 1999.
Salinas M.J., Price D.W., and Schmidt P.S. VOC Recovery Using Microwave Regeneration ofAdsorbents: Pilot-Column Studies.” Air and Waste Management Association, 92nd AnnualMeeting, St. Louis. June 1999.
Schwarzenbach R.P., Gschwend P.M., and Imboden D.M. Environmental Organic Chemistry.John Wiley and Sons, Inc. 1993.
Schweiger T., Le Van M.D. “Steam Regeneration of Solvent Adsorbers.” Industrial Engineer-ing and Chemistry Research. 32(10): 2418-2429. 1993.
Snoeyink V.L. “Adsorption of Organic Compounds,” Water Quality and Treatment. AmericanWater Works Association. Editor: F.W. Pontius. McGraw-Hill, NY. 1990.
Stenzel M.H. and Merz W.J. “Use of Carbon Adsorption Processes in Groundwater Treatment.”Proceedings of the American Institute of Chemical Engineers. 1988 Summer NationalMeeting, Denver, CO. Paper No. 6c. August, 1988.
332

Suffet, I.M., Shih T., Khan E., Rong W., Wangpaichitr M., and Kong J. “Sorption forRemoving Methyl Tertiary Butyl Ether from Drinking Water.” Submitted to the University ofCalifornia Toxic Substances Research and Teaching Program (UC TSR&TP). 1998.
Suffet, I.M. Presentation to the MTBE Research Partnership Research Advisory Committee- unpublished results. June 13, 1999.
Sun, Paul. Personal Communication of unpublished results. Equilon Enterprises, L.L.C.,3333 Highway 6 S. Houston, TX 77802 -3101. June 1999.
Suri, Rominder. Personal Communication of unpublished results. Department of Civil andEnvironmental Engineering, Villanova University. 800 Lancaster Avenue, Villanova, PA19805. October 1999.
Suri, R., Crittenden, J, and Hand D. “Removal and Destruction of Organic Compounds inWater Using Adsorption, Steam Regeneration, and Photocatalytic Oxidation Processes.”Journal of Environmental Engineering. 125 (10): 897-905. 1999.
U.S. Filter/Westates. Personal Communication and Manufacturer Literature. 5375 SouthBoyle Avenue, Los Angeles, California 90058. July 1999.
Vandersall, M., Maroldo S., Brendley, W., Jurczyk, K., and Drago, R. “Low TemperatureDeep Oxidation of Aliphatic and Aromatic Hydrocarbons.” Proc. Symp. On Envir. Catalysis;205th American Chemical Society National Meeting and Exposition Program. 1993.
Vandiver M. and Isacoff E.G. “THM Reductions with Ambersorb 563 Adsorbent.” Presentedat the Society of Soft Drink Technologists 41st Annual Conference, Albuquerque, NM. April,1994.
Weber, W.J. Physico-Chemical Processes for Water Quality Control. Wiley Interscience, NY.1972.
Weber, W.J. and van Vliet, B.M. 1981. “Synthetic adsorbents and activated carbons for watertreatment: overview and experimental comparisons.” Journal of the American WaterworksAssociation (AWWA). 73(8), 420-426.
Winkler, E. “Technology Demonstration Report: PolyGuard” (DRAFT). Prepared for theMassachusetts Strategic Envirotechnology Partnership (STEP). July 1999.
333

334