Embed Size (px)
DESCRIPTION
dfgf
Citation preview

Aluminium and its alloys
1
Overview
• General information about Aluminium
• Alloying and strengthening of Al alloys
• Classification of Al alloys
• Wrought alloys (HT and non-HT)
• Cast alloys (HT and non-HT)
• Surface degradation of Al alloys
2
Aluminium
• Soft, durable, lightweight, malleable metal
• Appearance range from silvery to dull gray, depending on the surface roughness.
• Most abundant metal in the Earth's crust, and the third most abundant element therein, after oxygen and silicon. The main source of aluminum is bauxite ore.
Bauxite ore
3
• Face-centered cubic (FCC) structure (a=0.40494 nm).
• nontoxic,
• nonmagnetic
• non-sparking
• Low melting temperature (660 °C)
• Yield strength of pure aluminum is 7–11 MPa
• Yield strengths of Aluminium alloys can be up to 600 MPa.
• Aluminum has about one-third the density (2.70 g/cm3) and stiffness of steel (70GPa).
4
Aluminium Alloys
Among the most striking characteristics of aluminum is its versatility. The
range of physical and mechanical properties that can be developed fromrefined high-purity aluminum to the most complex alloys is remarkable.
Principal interests in the physical metallurgy of aluminum alloys includethe effects of composition, mechanical working, and/or heat treatmenton mechanical and physical properties.
Strength improvement is a major objective in the design of aluminumalloys because the low strength of pure aluminum (~10 MPa YS in theannealed condition) limits its commercial usefulness.
5
Physical Metallurgy
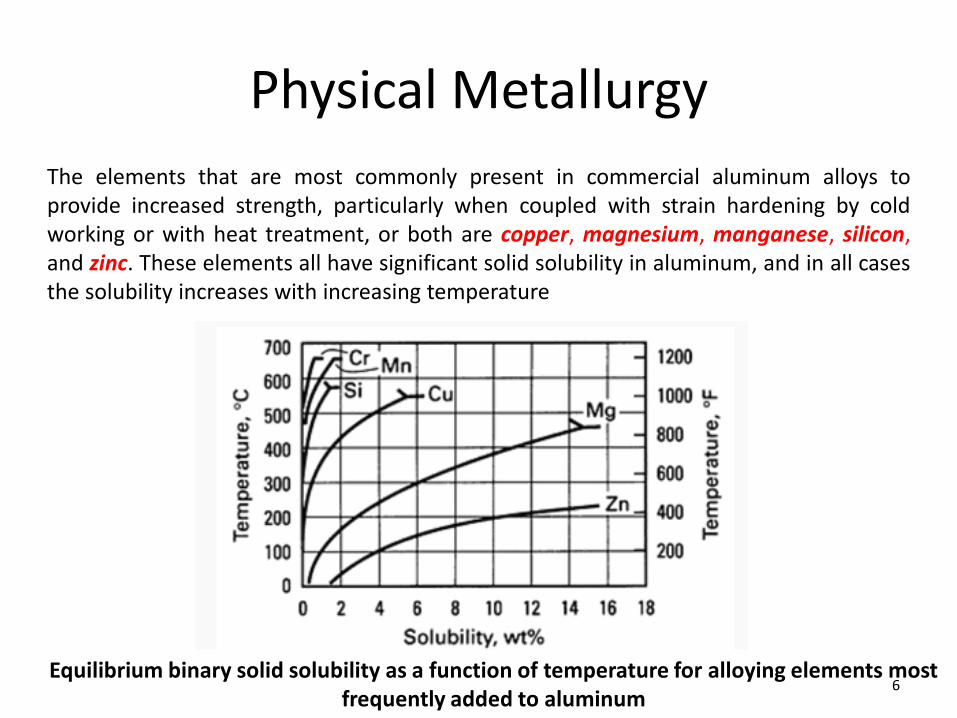
The elements that are most commonly present in commercial aluminum alloys toprovide increased strength, particularly when coupled with strain hardening by coldworking or with heat treatment, or both are copper, magnesium, manganese, silicon,and zinc. These elements all have significant solid solubility in aluminum, and in all casesthe solubility increases with increasing temperature
Equilibrium binary solid solubility as a function of temperature for alloying elements most frequently added to aluminum
6
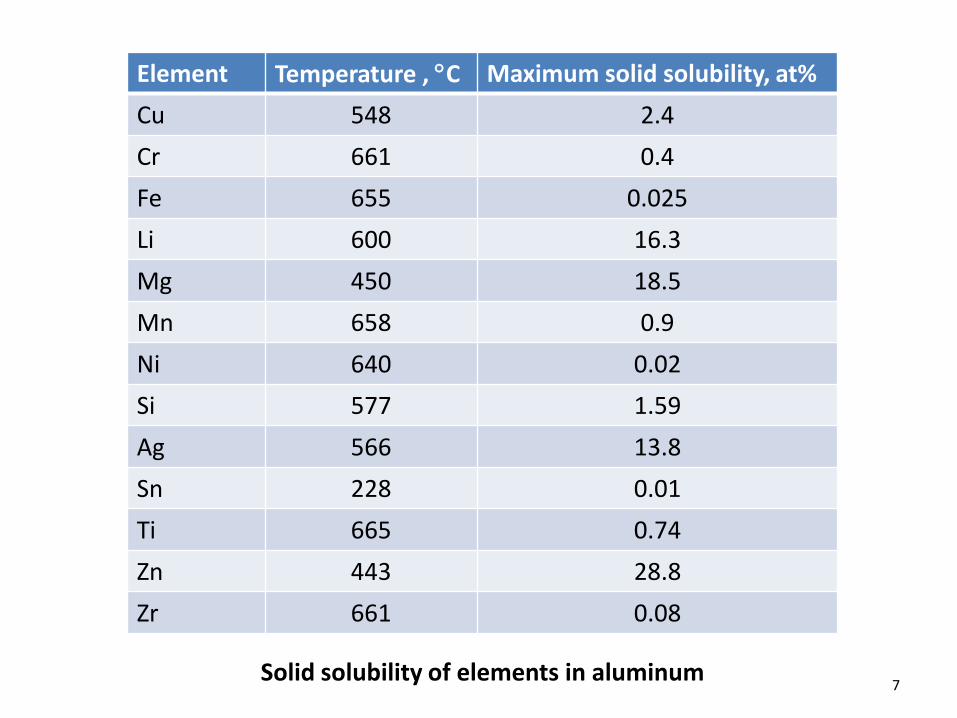
Element Temperature , C Maximum solid solubility, at%
Cu 548 2.4
Cr 661 0.4
Fe 655 0.025
Li 600 16.3
Mg 450 18.5
Mn 658 0.9
Ni 640 0.02
Si 577 1.59
Ag 566 13.8
Sn 228 0.01
Ti 665 0.74
Zn 443 28.8
Zr 661 0.08
Solid solubility of elements in aluminum7
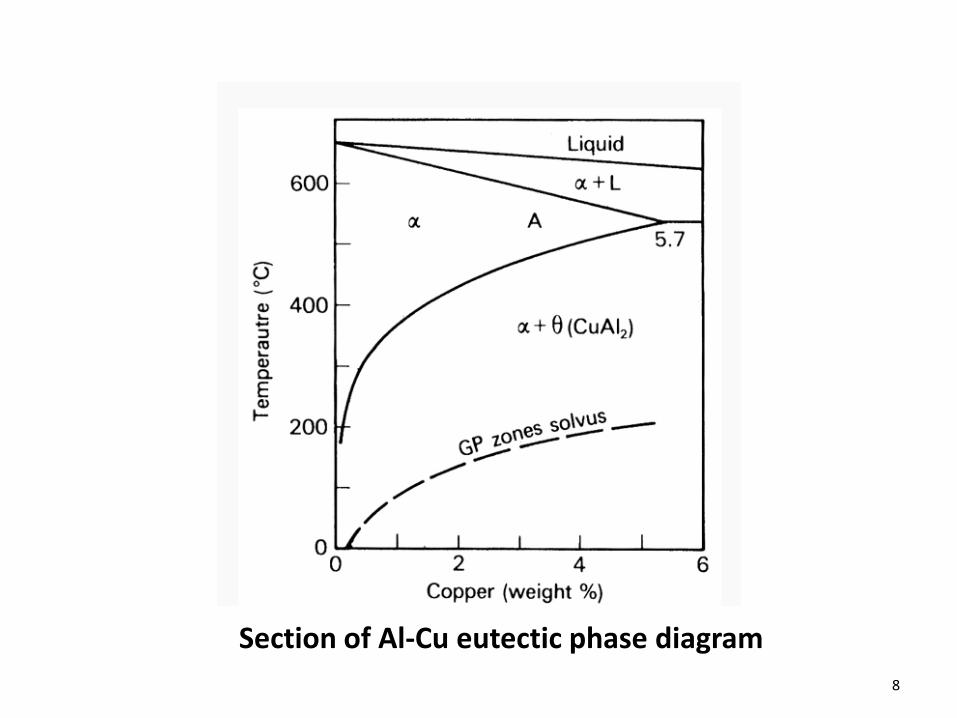
Section of Al-Cu eutectic phase diagram
8
Strengthening mechanisms• The predominant objective in the design of aluminum
alloys is to increase strength, hardness, and resistance towear, creep or fatigue.
• Different strengthening mechanisms are involved withdifferent types of aluminum alloys.
• At elevated temperatures strength is improved mainly bysolid-solution and second-phase hardening because fortemperatures exceeding those of the precipitation-hardening range, 230 °C and over, the precipitationreactions continue into the softening regime.
• Strengthening in non-heat-treatable alloys occurs by solid-solution, second-phase constituents, and/or strainhardening.
• Heat treatable alloys are also strengthened byage/precipitation hardening.
9
Main strengthening mechanisms
• Solute Hardening – Adding solute cause crystal to distort which impedes the movement of dislocations and hence increase strength
• Strain hardening – Used for wrought alloys (1xxx, 3xxx, 5xxx) that do not respond to age hardening . Aluminium alloys such as Al-Mg alloys have a much higher amount of strain hardening than pure Al
• Precipitation hardening – The strongest aluminium alloys are produced by precipitation hardening (ex 2xxx, 6xxx,7xxx)
• Grain size hardening - Reducing the grain size of a polycrystalline material is an effective way of increasing its strength. Hall-Petchrelationship σy = σ0 + kd−1/2 where σ0 is the intrinsic yield stress, k is a constant for a given material and d is the grain size.
10

Solid-Solution Strengthening
• The strength of high-purity annealed aluminum may be increased by solidsolution hardening. For this to be achieved, the solute must:
(1) have appreciable solid solubility at the annealing temperature;
(2) remain in solution after a slow cool; and
(3) not be removed by reacting with other elements to form insolublephases.
11
For those elements that form solid solution, thestrengthening effect when the element is insolution tends to increase with increasingdifference in the atomic radii of the solvent (Al)and solute (alloying element) atoms. Of thecommonly used elements, only zinc, magnesium,copper and silicon have significant solubilities
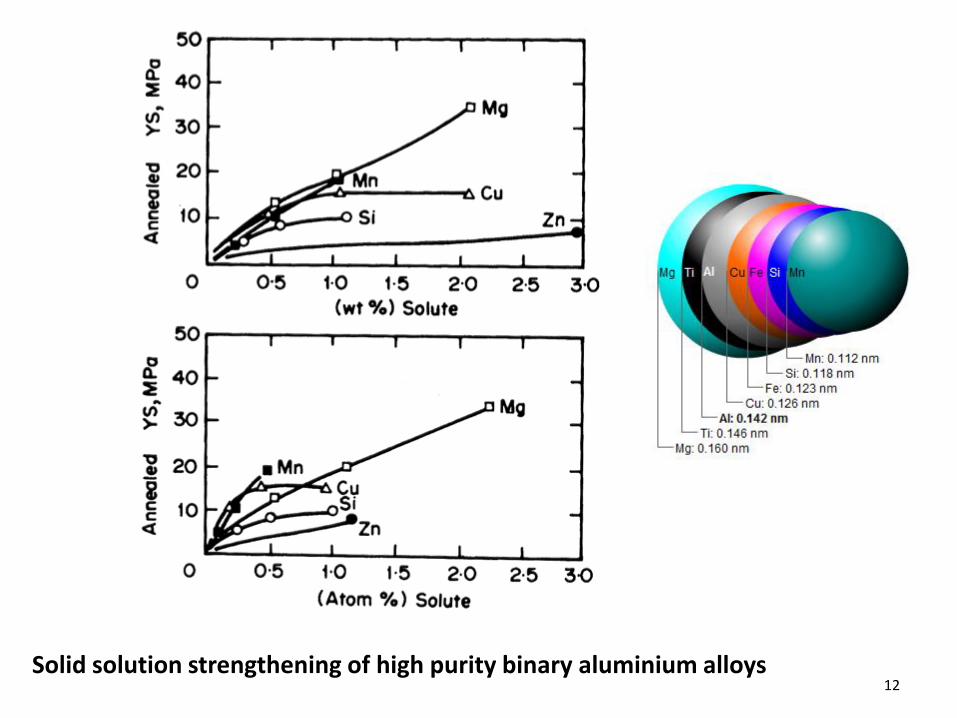
Solid solution strengthening of high purity binary aluminium alloys12
Precipitation hardening
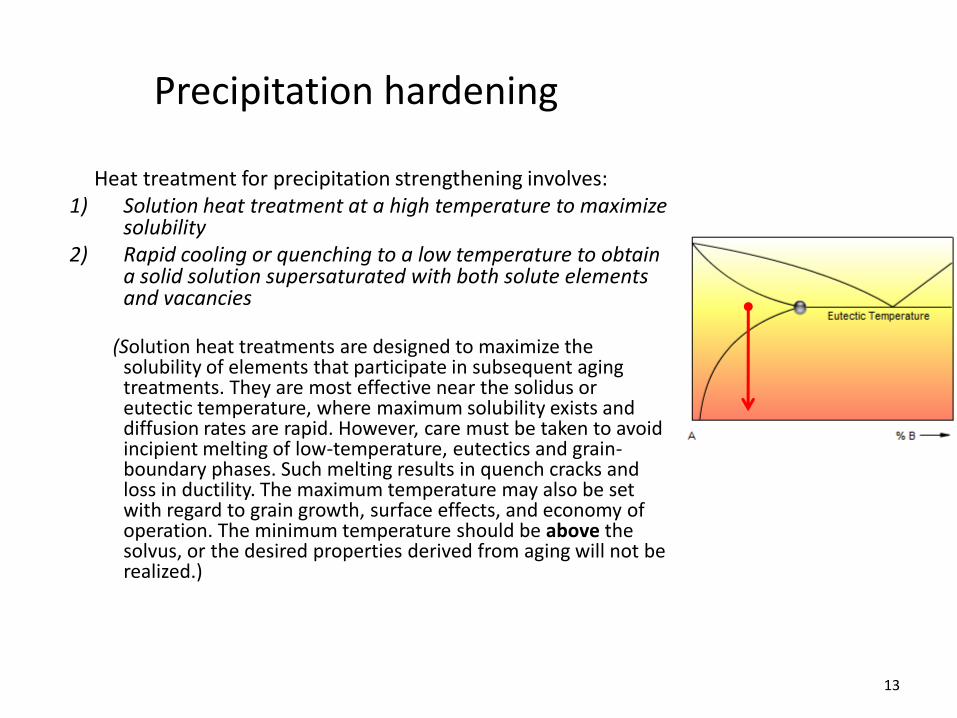
Heat treatment for precipitation strengthening involves:1) Solution heat treatment at a high temperature to maximize
solubility2) Rapid cooling or quenching to a low temperature to obtain
a solid solution supersaturated with both solute elements and vacancies
(Solution heat treatments are designed to maximize the solubility of elements that participate in subsequent aging treatments. They are most effective near the solidus or eutectic temperature, where maximum solubility exists and diffusion rates are rapid. However, care must be taken to avoid incipient melting of low-temperature, eutectics and grain-boundary phases. Such melting results in quench cracks and loss in ductility. The maximum temperature may also be set with regard to grain growth, surface effects, and economy of operation. The minimum temperature should be above the solvus, or the desired properties derived from aging will not be realized.)
13
3) Aging treatments
The high strength is produced by the finely dispersed precipitatesthat form during aging heat treatments. This final step must beaccomplished not only below the equilibrium solvus temperature,but below a metastable miscibility gap called the Guinier-Preston(GP) zone solvus line. The supersaturation of vacancies allowsdiffusion, and thus zone formation, to occur much faster thanexpected from equilibrium diffusion coefficients. In theprecipitation process, the saturated solid solution first developssolute clusters, which then become involved in the formation oftransitional (non-equilibrium) precipitates. The final structureconsists of equilibrium precipitates, which do not contribute toage hardening (precipitation strengthening).
14
15
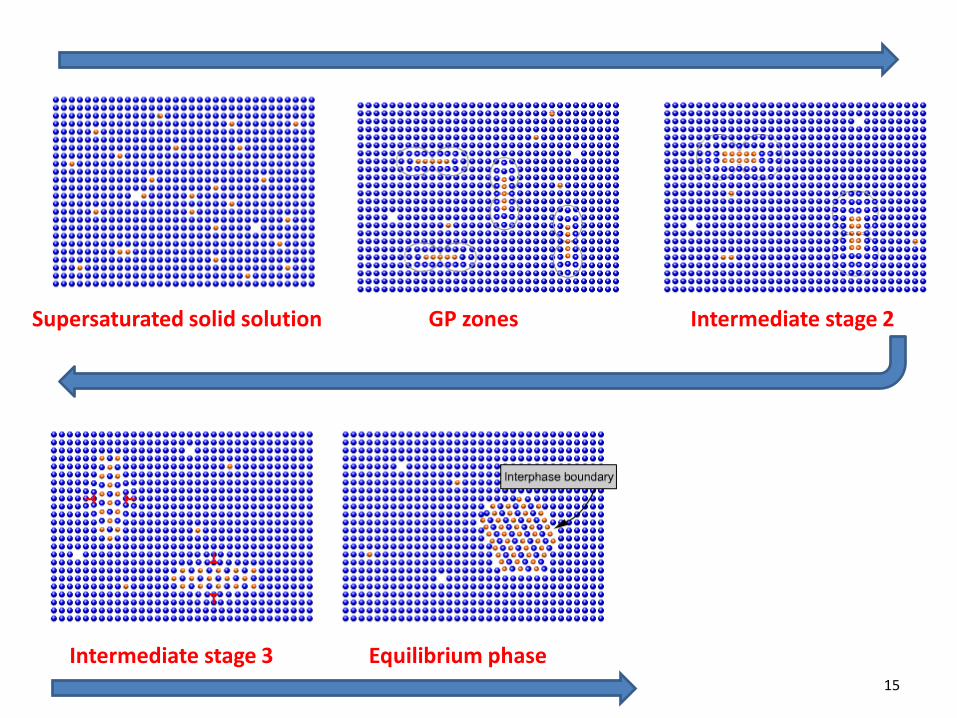
Supersaturated solid solution GP zones Intermediate stage 2
Intermediate stage 3 Equilibrium phase

• Precipitation heat treatment or artificial aging curves for the Al-Mg-Si wrought alloy 6061 (which is widely used for structural shapes) are shown below. This is a typical family of curves showing the changes in tensile yield strength that accrue with increasing time at each of a series of temperatures.
Precipitation heat treatment or artificial aging curves for solution heat-treated aluminum alloy 6061
16
17
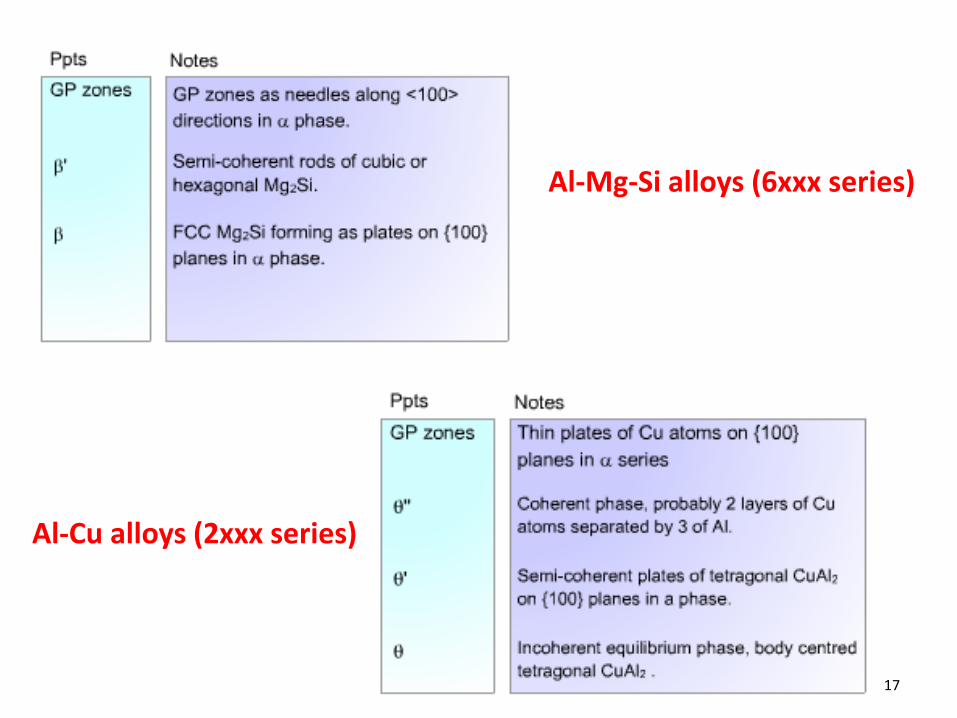
Al-Mg-Si alloys (6xxx series)
Al-Cu alloys (2xxx series)
18
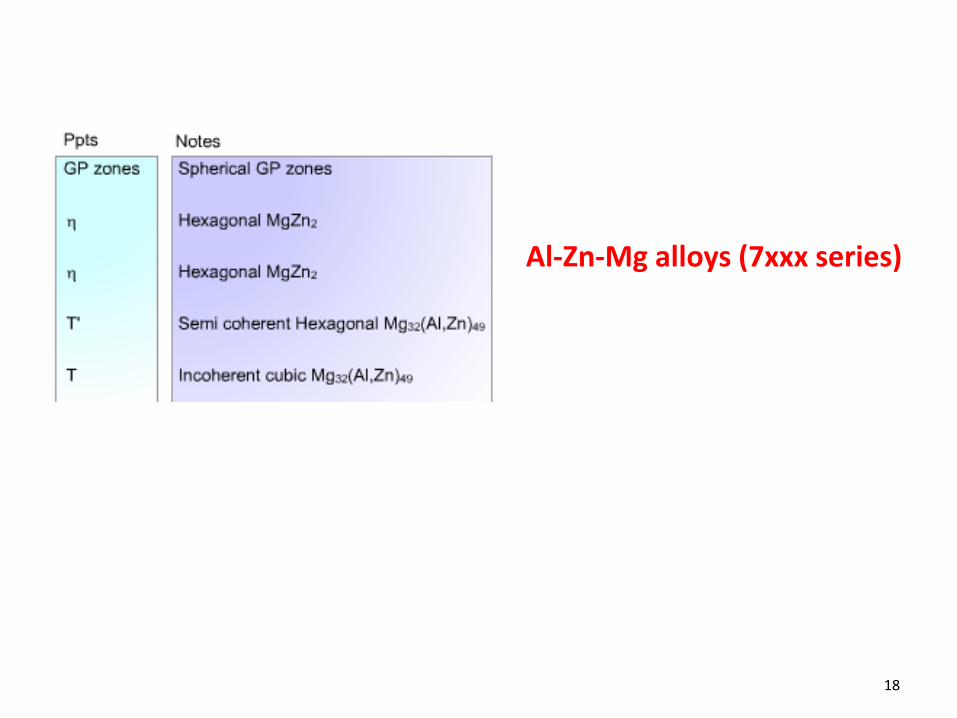
Al-Zn-Mg alloys (7xxx series)
Classification of Al alloys
Aluminum alloys generally can be divided into two major categories: Casting alloys and Wrought alloys.
A further differentiation for each category is based on the primarymechanism of property development. Many alloys respond tothermal treatment based on phase solubilities. These treatmentsinclude solution heat treatment, quenching, and precipitation, orage hardening. For either casting or wrought alloys, such alloys aredescribed as heat treatable alloys.A large number of other wrought compositions rely instead on workhardening through mechanical reduction, usually in combinationwith various annealing procedures for property development.These alloys are referred to as non-heat treatable alloys. Somecasting alloys are essentially not heat treatable and are used only inas-cast or in thermally modified conditions unrelated to solution orprecipitation effects.
19
20
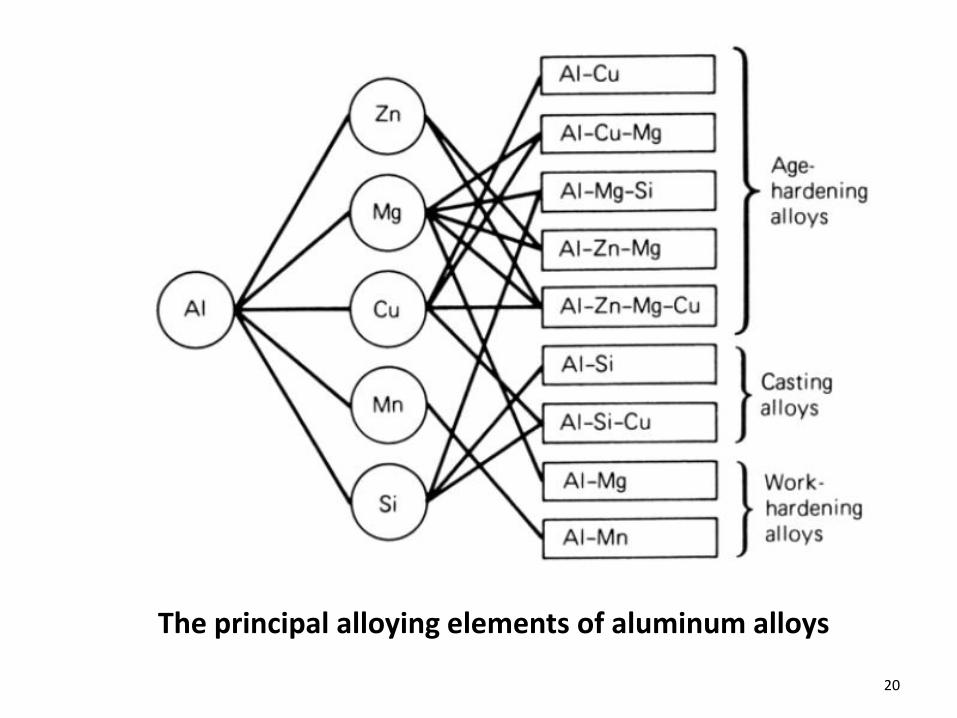
The principal alloying elements of aluminum alloys
Wrought Aluminium alloys
Around about 85% of total aluminum is used for wrought products. Thosealuminum products have been subjected to plastic deformation by hot-and cold-working mill processes (such as rolling, extruding, and drawing,either singly or in combination), so as to transform cast aluminum ingotinto the desired product form. Thus the commercial wrought aluminumproducts are available in the following shapes:
(1) Flat rolled products (sheet, plate and foil)
(2) Rod, bar and wire
(3) Tubular products
(4) Shapes
(5) Forgings
21
Designation of wrought aluminium alloys
• The selection of aluminum alloys for use in engineering has often beendifficult because specification and alloy designations have differed fromcountry to country. For these reasons, the introduction of theInternational Alloy designation System (IADS) for wrought alloys in 1970and its gradual acceptance by most countries is to be welcomed. Thesystem is based on the classification used for many years by the AluminumAssociation of the United States.
• Their alloy identification system employs different nomenclatures forwrought and cast alloys, but divides alloys into families for simplification.Wrought aluminum alloys and temper designation systems are basicallygiven a four-digit system.
(1) The first digit is assigned on the basis of the major alloying element(s)(2) The second indicates modification to alloy or impurity limits(3) The last two identify the Al alloy or indicates the Al purity
22

23
Wrought super purity and commerical purity aluminium
• Super-purity and commercial-purity (CP) aluminum (1xxx series)
This group includes super-purity (SP) and various grades of commercial-purity (CP)aluminum containing up to 1% of impurities or minor additions. The materialshave been utilized as wrought products since the industry was first developed andthe CP grades are available in most forms. These grades of aluminum arecharacterized by excellent corrosion resistance, high thermal and electricalconductivities, low mechanical properties, and excellent workability. Moderateincreases in strength may be obtained by strain hardening.
Typical uses include chemical equipment, reflectors, heat exchangers, electricalconductors and capacitors, packaging foil, architectural applications, anddecorative trim.
24
Monophase structure of etched commercially pure aluminum
• Al-Mn alloys (3xxx series)
Manganese is the major alloying element of 3xxx series alloys. Thesealloys generally are non-heat treatable but have about 20% more strengththan 1xxx series alloys. Because only a limited percentage of manganese(up to about 1.5%) can be effectively added to aluminum, manganese isused as major element in only a few alloys. In general, the 3xxx series ofalloys is used when moderate strength combined with high ductility andexcellent corrosion resistance are required.
25
Non-heat treatable wrought Al alloys
Typical applications include beverage cans, cookingutensils, heat exchangers, storage tanks, furniture, highwaysigns, roofing and other architectural applications.
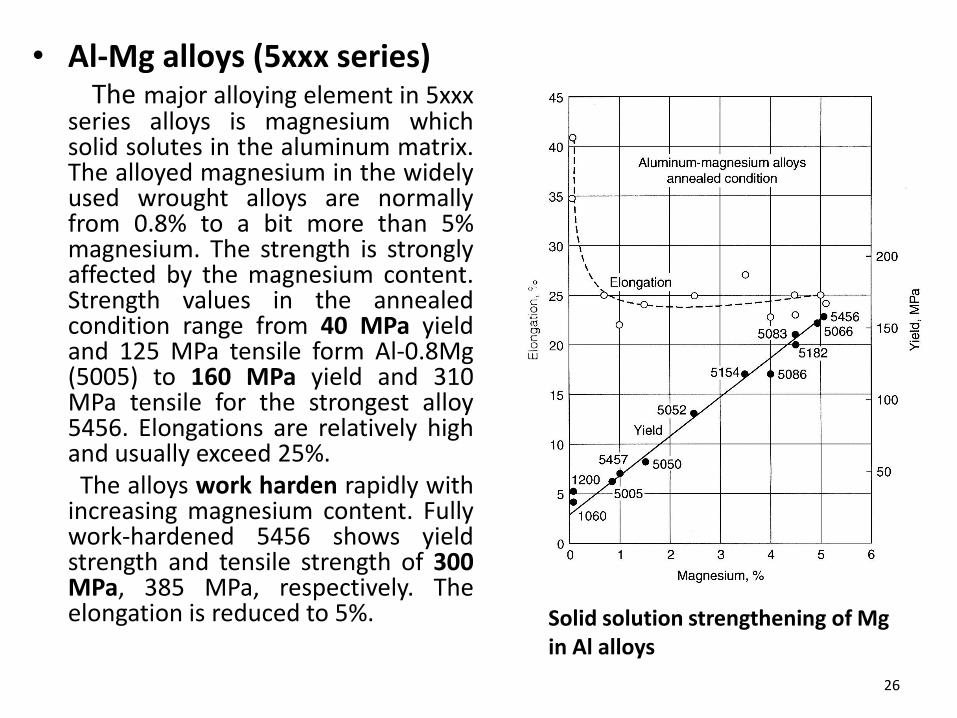
• Al-Mg alloys (5xxx series)The major alloying element in 5xxx
series alloys is magnesium whichsolid solutes in the aluminum matrix.The alloyed magnesium in the widelyused wrought alloys are normallyfrom 0.8% to a bit more than 5%magnesium. The strength is stronglyaffected by the magnesium content.Strength values in the annealedcondition range from 40 MPa yieldand 125 MPa tensile form Al-0.8Mg(5005) to 160 MPa yield and 310MPa tensile for the strongest alloy5456. Elongations are relatively highand usually exceed 25%.
The alloys work harden rapidly withincreasing magnesium content. Fullywork-hardened 5456 shows yieldstrength and tensile strength of 300MPa, 385 MPa, respectively. Theelongation is reduced to 5%.
26
Solid solution strengthening of Mg in Al alloys
Certain limitations are placed on the amount of cold work and the safe operatingtemperatures permissible for the higher-magnesium alloys (over about 3.5% foroperating temperatures above about 65°C) to avoid susceptibility to intergranularattach stress-corrosion cracking. It is because there is a tendency for the β-phase,Mg5Al8, to precipitate in slip bands and grain boundaries. The other problem isthat work-hardened alloys may undergo what is known as age softening atambient temperatures. Over a period of time, the tensile properties fall due tolocalized recovery within the deformed grains.
27
Al-Mg alloys are widely used for welded applications. In transportation, structural plate is used for dump truck bodies, large tanks for carrying petrol, milk and grain, and pressure vessels, particularly where cryogenic storage is involved. Their high corrosion resistance makes them suitable for the hulls of small boats and for the super structures of ocean-going vessels. In addition, they polish to a bright surface finish, particularly if made from high quality aluminum, and are used for automotive trim and architectural components.
5052 Aluminium alloy fuel tank
• Al-Si alloys (4xxx series)The major alloying element in 4xxx series alloys is silicon, which can be added insufficient quantities (up to 12%) to cause substantial lowering of the melting rangewithout producing brittleness. For this reason, aluminum silicon alloys are used inwelding wire and as brazing alloys for joining aluminum, where a lower meltingrange than that of the base metal is required. Most alloys in this series are non-heat treatable, but when used in welding heat-treatable alloys, they will pick upsome of the alloying constituents of the latter and so respond to heat treatment toa limited extent. The alloys containing appreciable amounts of silicon become darkgray to charcoal when anodic oxide finishes are applied and hence are in demandfor architectural applications. Alloy 4032 has a low coefficient of thermalexpansion and high wear resistance, and thus is well suited to production of forgedengine pistons.
• Miscellaneous alloys (8xxx series)This series contains several dilute alloys, e.g.8001 (Al-1.1Ni-0.6Fe) which is used in nuclear energy installations where resistance to corrosive attach by water at high temperatures and pressures is the desired characteristic. Its mechanical properties resemble 3003. Alloy 8011 (Al-0.75Fe-0.7Si) is used for bottle caps because of its good deep drawing qualities and several other dilute compositions are included in the range of electrical conductor materials. Alloys such as 8280 and 8081 serve an important role as bearing alloys based on the Al-Sn system that are now widely used in motor cars and trucks, particularly where diesel engines are involved. Al-Lialloys such as the 8090 have been developed primarily to reduce the weight of aircraft and aerospace structures.
28
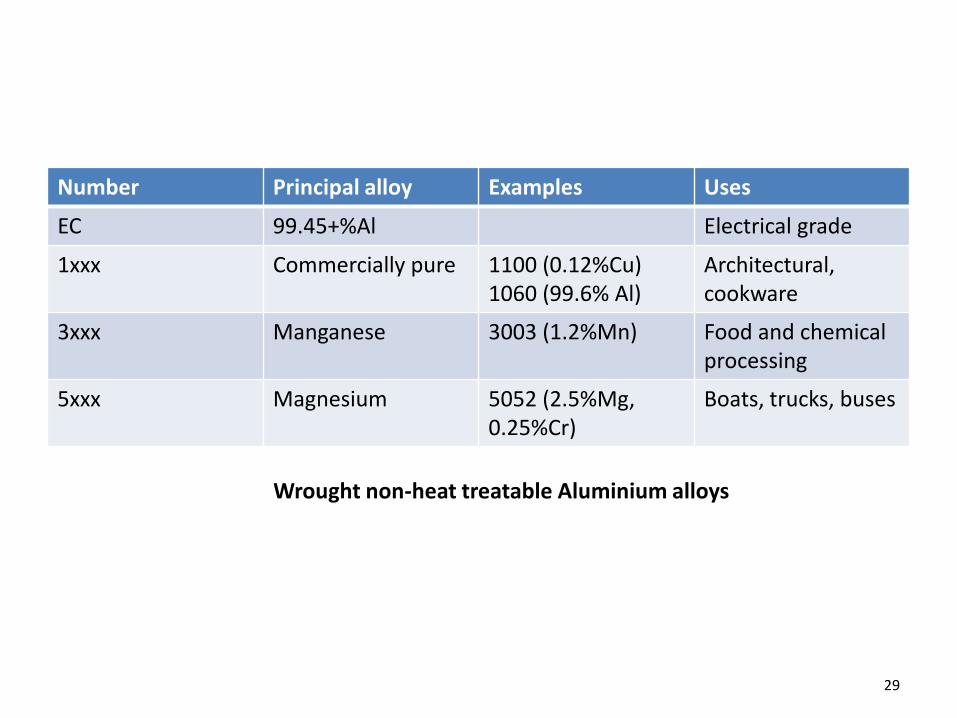
Number Principal alloy Examples Uses
EC 99.45+%Al Electrical grade
1xxx Commercially pure 1100 (0.12%Cu) 1060 (99.6% Al)
Architectural, cookware
3xxx Manganese 3003 (1.2%Mn) Food and chemical processing
5xxx Magnesium 5052 (2.5%Mg, 0.25%Cr)
Boats, trucks, buses
29
Wrought non-heat treatable Aluminium alloys
Heat treatable wrought Al alloys
Wrought alloys that respond to strengthening by heattreatment comprise the two series 2xxx (Al-Cu, Al-Cu-Mg), 6xxx (Al-Mg-Si) and 7xxx (Al-Zn-Mg, Al-Zn-Mg-Cu).All these alloys depend on age-hardening to developenhanced strength properties and they can be classifiedinto two groups: those that have medium strength andare readily weldable (Al-Mg-Si and Al-Zn-Mg), and thehigh-strength alloys that have been developed primarilyfor aircraft construction (Al-Cu, Al-Cu-Mg, and Al-Zn-Mg-Cu), most of which have very limited weldability.
30
• Al-Cu alloys (2xxx series)Copper is the principal alloying element in 2xxx series alloys, often with magnesium as a secondaryaddition. These alloys require solution heat treatment to obtain optimum properties; in thesolution heat-treated condition, mechanical properties are similar to, and sometimes exceed, thoseof low-carbon steel.In some instances, precipitation heat treatment (aging) is employed to further increase mechanicalproperties. This treatment increases yield strength, with attendant loss in elongation; its effect ontensile strength is not as great. The alloys in the 2xxx series do not have as good corrosionresistance as most other aluminum alloys, and under certain conditions they may be subject tointergranular corrosion. Therefore, these alloys in the form of sheet usually are clad with a high-purity aluminum or with a magnesium-silicon alloy of the 6xxx series, which provides galvanicprotection of the core material and thus greatly increases resistance to corrosion.
Alloys in the 2xxx series are particularly well suited for parts and structures requiring high strength-to-weight ratios and are commonly used to make truck and aircraft wheels, truck suspension parts,aircraft fuselage and wing skins, and structural parts and those parts requiring good strength attemperatures up to 150 °C. These alloys usually have limited weldability, but some alloys in thisseries have superior machinability.
31
Alloy 2024 – Fuselage and lower wing due to its good fatigue resistance and fracture toughness

• Al-Mg-Si alloys ( 6xxx Series)Alloys in the 6xxx series contain silicon and magnesium approximately in the
proportions required for formation of magnesium silicide (Mg2Si), thus makingthem heat treatable. These alloys are widely used as medium-strengthstructural alloys which have the additional advantages of good weldability,corrosion resistance, and immunity to stress-corrosion cracking. Although notas strong as most 2xxx and 7xxx alloys, 6xxx series alloys have goodformability, weldability, machinability, and corrosion resistance, with mediumstrength. Alloys in this heat-treatable group may be formed in the T4 temper(solution heat treated but not precipitation heat treated) and strengthenedafter forming to full T6 properties by precipitation heat treatment.Uses include architectural applications, bicycle frames, transportationequipment, bridge railings, and welded structures.
32
Outer body panels
• Al-Zn-Mg alloys (7xxx Series)Zinc, in amounts of 1 to 8% is the major alloying element in 7xxx seriesalloys, and when coupled with a smaller percentage of magnesium resultsin heat-treatable alloys of moderate to very high strength. Usually otherelements, such as copper and chromium, are also added in smallquantities.
7xxx series alloys are used in airframe structures and other highly stressedparts. Higher strength 7xxx alloys exhibit reduced resistance to stresscorrosion cracking and are often utilized in a slightly over-aged temper toprovide better combinations of strength, corrosion resistance, andfracture toughness.
33
7150 or 7449 or 7075 for upper wing skin due to good fatigue resistance, fracture toughness and compressive strength
34
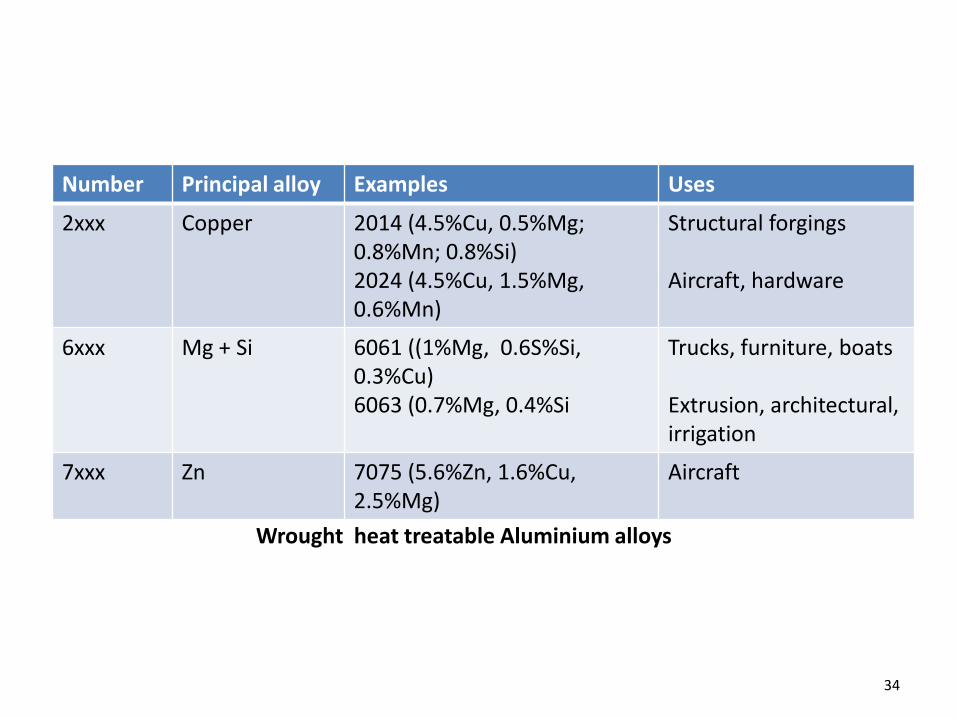
Number Principal alloy Examples Uses
2xxx Copper 2014 (4.5%Cu, 0.5%Mg; 0.8%Mn; 0.8%Si)2024 (4.5%Cu, 1.5%Mg, 0.6%Mn)
Structural forgings
Aircraft, hardware
6xxx Mg + Si 6061 ((1%Mg, 0.6S%Si, 0.3%Cu)6063 (0.7%Mg, 0.4%Si
Trucks, furniture, boats
Extrusion, architectural, irrigation
7xxx Zn 7075 (5.6%Zn, 1.6%Cu, 2.5%Mg)
Aircraft
Wrought heat treatable Aluminium alloys
Cast Aluminium alloys
Aluminum is one of the most versatile of the common foundry metals.Generally aluminum casting alloys have the highest castability ratings. Ascasting materials, aluminum alloys have the following favorablecharacteristics:
1. Good fluidity for filling thin sections2. Low melting point relative to those required for many other metals3. Rapid heat transfer from the molten aluminum to the mold, providing
shorter casting cycles4. Hydrogen is the only gas with appreciable solubility in aluminum and its
alloys, and hydrogen solubility in aluminum can be readily controlled by processing methods
5. Many aluminum alloys are relatively free from hot-short cracking and tearing tendencies
6. Chemical stability7. Good as-cast surface finish with lustrous surfaces and little or no
blemishes
35
Designation of cast Al alloys
No internationally accepted system of nomenclature has so far been adopted foridentifying aluminum casting alloys. However, the Aluminum Association of theUnited States has introduced a revised system which has some similarity to thatadopted for wrought alloys and this is described below. The Association now usesa three-digit system followed by a decimal value to identify aluminum andaluminum alloys in the form of castings and foundry ingot. The first digit indicatesthe alloy group.
• 1xx.x - unalloyed Al (with 99% aluminum minimum)• 2xx.x - Al-Cu Alloys in which copper is the principal alloying element, but other
alloying elements may be specified• 3xx.x - Al-Si-Cu/Mg Alloys in which silicon is the principal alloying element, but
other alloying elements such as copper and magnesium are specified• 4xx.x - Al-Si Alloys in which silicon is the principal alloying element• 5xx.x - Al-Mg Alloys in which magnesium is the principal alloying element• 6xx.x - Unused • 7xx.x- Al-Zn Alloys in which zinc is the principal alloying element, but other
alloying elements such as copper and magnesium may be specified• 8xx.x - Al-Sn Alloys in which tin is the principal alloying element• 9xx.x – Unused
36
Cast Alloy Systems
• Aluminum casting alloys based on the same alloy systems as thoseof wrought aluminum alloys, are strengthened by the samemechanisms with the exception of strain hardening, and aresimilarly classified into non-heat-treatable and heat-treatabletypes. The major difference is that the casting alloys used in thegreatest volumes contains alloying additions of silicon far in excessof that used in most wrought alloys.
• Aluminum casting alloys must contain, in addition to strengtheningelements, sufficient amounts of eutectic-forming elements (usuallysilicon) in order to have adequate fluidity to feed the shrinkage thatoccurs in all but the simplest castings.
37
Aluminum - Copper alloys (2xx.0)
• Aluminum-copper alloys that contain 4 to 5% Cu are heat treatable and can reachhigh strengths and ductility, especially if prepared from ingot containing less than0.15% Fe (impurity). The aluminum-copper alloys are single-phase alloys. Unlikethe silicon alloys, there is no highly fluid second phase available at the late stagesof solidification.
• Manganese may be added in small amounts, mainly to combine with iron andsilicon and reduce the embrittlement effect. These alloys demonstrate poorcastability and require more carefully designed gating to obtained sound castings.Such alloys are used mainly in sand casting. When these alloys are cast in metalmolds, silicon must be added to increase fluidity and curtail hot shortness. Theaddition of silicon further reduces ductility.
• Al-Cu alloys with somewhat higher copper contents (7 to 8%), formerly the mostcommonly used aluminum casting alloys, have steadily been replaced by Al-Cu-Sialloys and today are used to a very limited extent. The best attribute of higher-copper Al-Cu alloys is their insensitivity to impurities. However, these alloys displaylow strength and only fair castability.
• Also in limited use are Al-Cu alloys that contain 9 to 11% Cu, whose high-temperature strength and wear resistance are attractive for use in aircraft cylinderheads and in automotive (diesel) pistons and cylinder blocks.
38
Aluminum-Silicon-Copper/Magnesium Alloys (3xx.0)
• The most widely used aluminum casting alloys are those that containsilicon and copper. The amounts of both additions vary widely, so that thecopper predominates in some alloys and the silicon in others. In thesealloys, the copper contributes to strength, and the silicon improvescastability and reduces hot shortness; thus, the higher-silicon alloysnormally are used for more complex castings and for permanent mold anddie casting processes, which often require the use of more exactingcasting techniques to avoid problems with hot-short alloys.
• Al-Cu-Si alloys with more than 3 to 4% Cu are heat treatable. Heattreatment is used only with those alloys that also contain magnesium,which enhances their response to heat treatment.
• High-silicon alloys (>10% Si) have low thermal expansion, an advantage insome high-temperature operations. When silicon content exceeds 12 to13% (silicon contents as high as 22% are typical), primary silicon crystalsare present, and if properly distributed, impart excellent wear resistance.Automotive engine blocks and pistons are major uses of thesehypereutectic alloys.
39

Number Composition Uses
296 4.5Cu Aircraft fitting, pumps
356 7Si, 3.5Cu Engine blocks, transmissions, wheels
380 8Si, 3.5Cu Die casting
390 17Si, 4.5Cu, 1Fe, 0.5Mg Die casting
40
Designation of some Al-Cu and Al-Si-Cu casting alloys
Aluminum – Silicon (4xx.0)
• Alloys with silicon as the major alloying addition are the most important of the aluminumcasting alloys mainly because of the high fluidity imparted by the presence of relatively largevolumes of the Al-Si eutectic. The simple eutectic-forming system makes possible thecommercial viability of most high-volume aluminum casting.
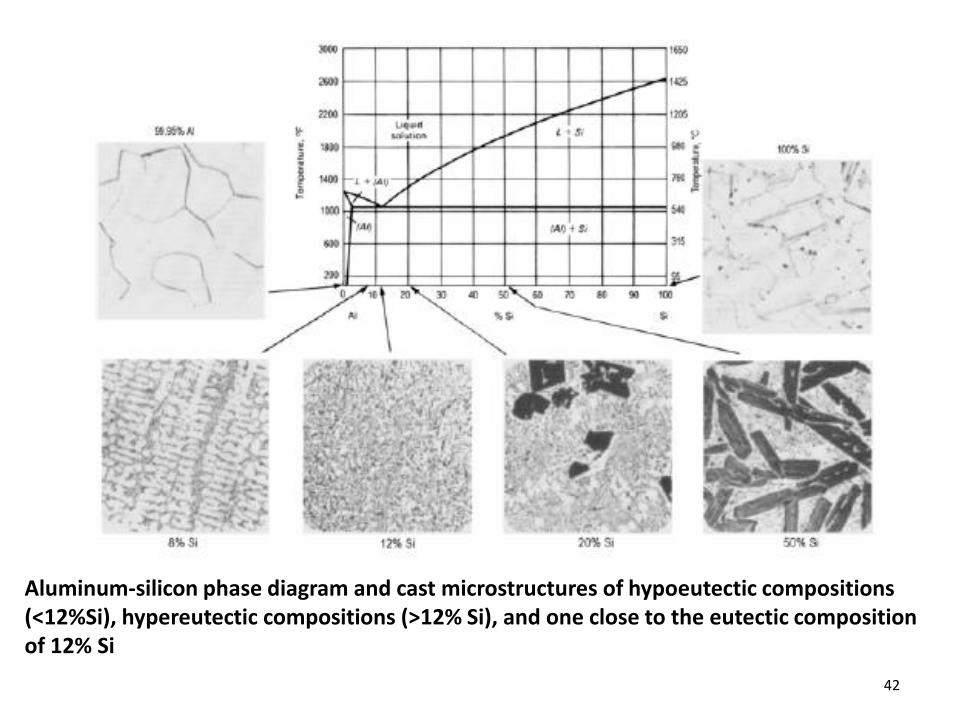
• Aluminum-silicon alloys that do not contain copper additions are used when good castabilityand good corrosion resistance are needed. The microstructure comprise aluminumcontaining about 1% Si in solid solution as the continuous phase, with particles of essentiallypure silicon. Alloys with less than 12% Si are referred to as hypoeutectic, those with close to12% Si as eutectic, and those with over 12% Si as hypereutectic.
• If high strength and hardness are needed, magnesium additions make these alloys heattreatable. Alloys with silicon contents as low as 2% have been used for casting, but siliconcontent usually is between 5 and 13%. Strength and ductility of these alloys, especially thosewith higher silicon, can be substantially improved by modification of the Al-Si eutectic.
• Modification of hypoeutectic alloys (<12% Si) is particularly advantageous in sand castingsand can be effectively achieved through the addition of a controlled amount of sodium orstrontium, which refines the eutectic phase. Calcium and antimony additions are also used.Pseudo modification, in which the fineness of the eutectic but not the structure is affected,may be achieved by control of solidification rates.
• In hypereutectic Al-Si alloys, refinement of the proeutectic silicon phase by phosphorusadditions is essential for casting and product performance.
41
42
Aluminum-silicon phase diagram and cast microstructures of hypoeutectic compositions (<12%Si), hypereutectic compositions (>12% Si), and one close to the eutectic composition of 12% Si
Aluminum - Magnesium Casting Alloys (5xx.0)
• Aluminum-magnesium casting alloys are essentially single-phase binaryalloys with moderate-to-high strength and toughness properties. Highcorrosion resistance, especially to seawater and marine atmospheres, isthe primary advantage of castings made of Al-Mg alloys. Best corrosionresistance requires low impurity content (both solid and gaseous), andthus alloys must be prepared from high-quality metals and handled withgreat care in the foundry.
• These alloys are suitable for welded assemblies and are often used inarchitectural and other decorative or building needs. Aluminum-magnesium alloys also have good machinability and an attractiveappearance when anodized.
• In comparison to the aluminum-silicon alloys, all the aluminum-magnesium alloys require more care in gating and greater temperaturegradients to produce sound castings. This often means more chilling andlarger risers. Also, careful melting and pouring practices are needed tocompensate for the greater oxidizing tendency of these alloys whenmolten. Care is also needed because many of the applications of thesealloys require polishing and/or fine surface finishing, where defects causedby oxide inclusions are particularly undesirable. The relatively poorcastability of Al-Mg alloys and the tendency of the magnesium to oxidizedincrease handling difficulties, and therefore, cost.
43
Aluminum-Zinc-Magnesium Alloys (7xx.0)
• Aluminum-Zinc-magnesium alloys naturally age, achieving full strength by 20 to 30days at room temperature after casting. This strengthening process can beaccelerated by artificial aging. The high-temperature solution heat treatment anddrastic quenching required by other alloys (Al-Cu and Al-Si-Mg alloys, for example)are not necessary for optimum properties in most Al-Zn-Mg alloy castings.
• These alloys have moderate to good tensile properties in the as-cast condition andattain good dimensional stability by annealing treatment. The eutectictemperature of alloys of this group are high, an advantage in castings that are tobe assembled by brazing. The alloys have good machinability and resistance togeneral corrosion, despite some susceptibility to stress corrosion. They are notgenerally recommended for service at elevated temperatures.
• Castability of Al-Zn-Mg alloys is poor, and careful control of solidificationconditions is required to produce sound, defect-free castings. Moderate to steeptemperature gradients are required to assure adequate feeding to preventshrinkage defects. Hot tear cracking develop in situations where there is resistanceto contraction during solidification and cooling. However, good foundry techniquesand control have enabled well-qualified sand foundries to produce relativelyintricate castings. Permanent mold castings, except for relatively simple designs,can be difficult.
44
Aluminum-Tin Alloys (8xx.0)
• Aluminum-tin alloys that contain about 6% Sn (and small amounts of copper andnickel for strengthening) are used for cast bearings because of the excellentlubricity imparted by tin. These tin-containing alloys were developed for bearingapplications (in which load-carrying capacity, fatigue strength, and resistance, tocorrosion by internal-combustion lubricating oil are important criteria). Bearings ofaluminum-tin alloys are generally superior to bearings made using most othermaterials.
• Aluminum-tin casting alloys 850.0, 851.0, and 852.0 can be cast in sand orpermanent molds. However, 850.0 (6.3Sn-1Cu-1 Ni) and 852.0 (6.3Sn-2 Cu-1.2 Ni-0.8Mg) usually are cast in permanent molds. Major applications are for connectingrods and crankcase bearings for diesel engines. Sand cast bearings, such as largerolling mill bearings, usually are made of alloy 851.0 (6.3Sn-2.5 Si-1Cu-0.5Ni).
• Bearing performance of Al-Sn alloys is strongly affected by casting method. Fineinterdendritic distribution of tin, which is necessary for optimum bearingproperties, requires small interdendritic spacing, and small spacing is obtainedonly with casting methods in which cooling is rapid.
• From a foundry standpoint, the aluminum-tin alloy system is unique. In the mold,the solidification starts at about 650 °C, and the tin constituents of the alloy areliquid until 229 °C. This extremely large solidification range presents uniqueproblems. Rapid solidification rates are recommended to avoid excessive macro-segregation.
45
Aluminum-Lithium Casting Alloys
• Aluminum-lithium casting alloys may offer the same benefits as theirwrought counterparts but have not been developed or commercialized ashave the wrought aluminum-lithium alloys. The wrought and castaluminum-lithium alloys consist of aluminum-copper alloys with lithiumadditions to reduce weight and improve strength.
• The behavior of both cast and wrought Al-Li alloys differs fromconventional aluminum alloys in terms of fracture mechanisms andtemperature effects on mechanical properties. Unlike conventionalaluminum alloys, the toughness of Al-Li alloys does not increase withincreasing aging temperature beyond the point of overaging (that is, thepoint required for peak strength). The benefits of reduced density andimproved modulus of elasticity are the main incentives in thedevelopment of Al-Li alloys.
46
Aluminum-Base Metal-Matrix Composite (MMC) for casting
• Although aluminum-ceramic composites offer exceptional specificstiffness (elastic modulus-to-weight ratio), the initial development (priorto 1986) of aluminum-base MMC materials required energy- or labor-intensive methods, such as powder metallurgy, thermal spray, diffusionbonding, and high-pressure squeeze casting. None of the compositesproduced from these methods could be remelted and shape cast, andeach proved to be prohibitively expensive for most applications, even inthe aerospace/defense sector.
• An ingot-metallurgical method for producing a castable aluminum-baseMMC material with the trade name of Duralcan was introduced in 1986.The product consists, in foundry ingot form, of foundry alloys to which 10,15, or 20 vol% of particulate silicon carbide (SiC) had been added. Themost attractive feature of this ingot-metallurgical product is its low cost,especially at industrial production levels, and its ability to be remeltedwithout an impairment of properties. The Al-SiC composite foundry ingotcan be remelted and shape cast easily using standard aluminum foundrypractices and equipment.
47
48
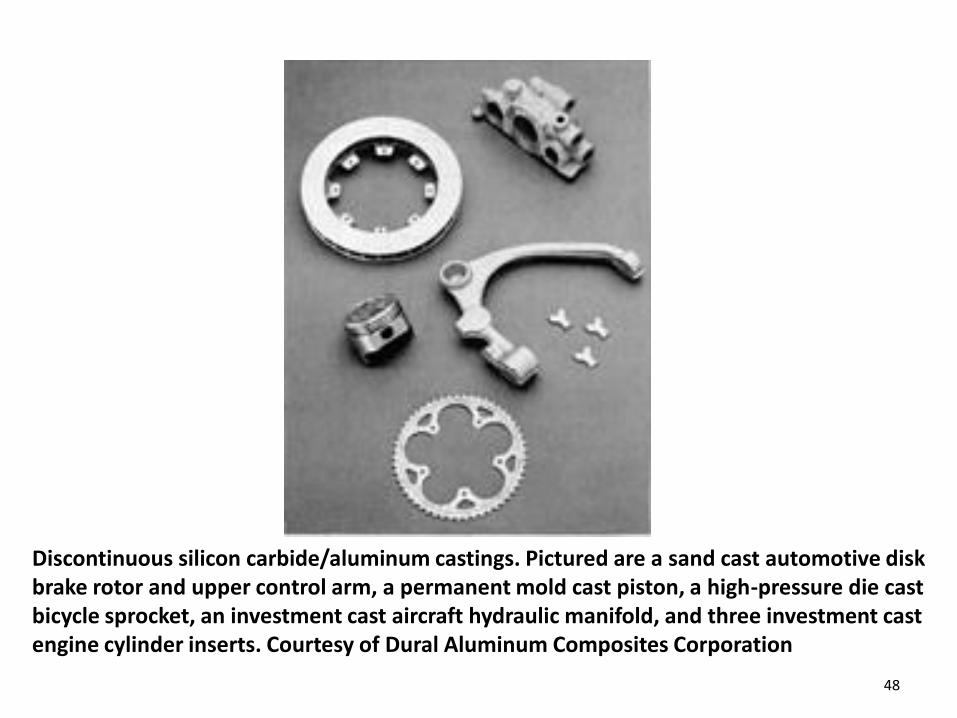
Discontinuous silicon carbide/aluminum castings. Pictured are a sand cast automotive disk brake rotor and upper control arm, a permanent mold cast piston, a high-pressure die cast bicycle sprocket, an investment cast aircraft hydraulic manifold, and three investment cast engine cylinder inserts. Courtesy of Dural Aluminum Composites Corporation

Corrosion
• Aluminum is only less active than beryllium and magnesium amongstructural metals. Nevertheless, aluminum and its alloys are excellentcorrosion resistant in most environments due to the rapid formation of anatural oxide film of alumina on the surface that inhibits the bulk reactionpredicted from thermodynamic data.
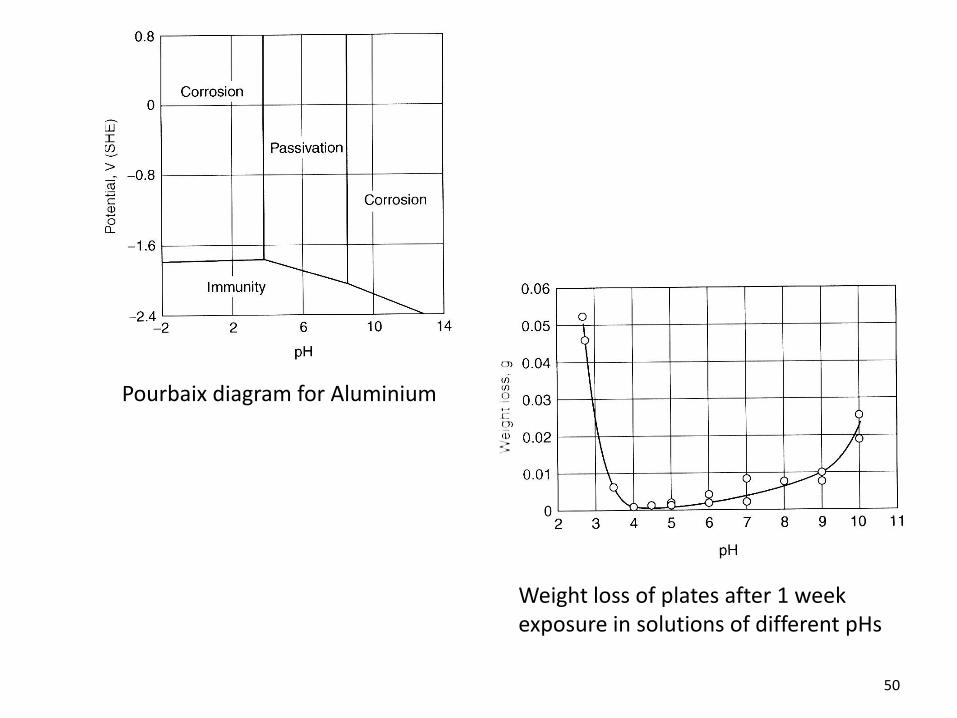
• The oxide film developed in air is very thin (about several nm). It maycontinue to grow at a decreasing rate for several years to reach a thicknessof some tens of nanometers. The rate of film growth becomes more rapidat higher temperature and higher relative humidity, so in water it is manytimes that occurring in dry air. In aqueous solutions, it has been suggestedthat the initial corrosion product is aluminium hydroxide, which changeswith time to become a hydrated aluminum oxide. The main differencebetween this film and that formed in air is that it is less adherent and so isfar less protective. As a general rule, the protective film is stable inaqueous solutions of the pH range 4.5-8.5, whereas it is soluble in strongacids or alkalis, leading to rapid attach of the aluminum.
49
50
Pourbaix diagram for Aluminium
Weight loss of plates after 1 week exposure in solutions of different pHs

Wear behaviour• Aluminum alloys have been used for tribological applications since about
1940, when cast aluminum-tin bearings were introduced for heavymachinery. The development of aluminum-silicon alloys spurred evengreater interest in lightweight aluminum alloys for wear-resistantcomponents.
• The two major types of wear relevant to industrial applications ofaluminum-silicon alloys are abrasive and sliding wear. Although thedifferent aluminum-silicon alloys show the same wear mechanisms, thewear behavior is different due to the various microstructures.
• In the aluminum-silicon alloys, the hard silicon particles are surrounded bya softer and relatively tough matrix. With increasing the amount of siliconparticles, higher overall levels of hardness can be obtained. This results inbetter wear resistance. To be noted, under relatively light load conditions,which are normally associated with low (<10-11 m3/m) losses, wearresistance is not a strong function of silicon content.
51
• The complex effects of composition on wear behavior suggest that wearresistance depends on other material properties (for example, fracturetoughness). Thus lower fracture toughness at higher levels of silicon couldlead to higher wear rates if larger pieces of debris are created during thewear process. Variations in toughness and strength with compositionmight also account for the apparent ability of the near-eutecticcompositions to have a greater load-bearing capability at a given wear ratethan either higher or lower silicon levels matrix hardness.
• Increased matrix hardness is typically achieved through the heattreatment response produced by copper and magnesium additions. Mostcommercial applications of aluminum-silicon alloys, in fact, depend on theincreased strength achieved by heat treatment. The improved wearresistance of precipitation-strengthened material compared to solidsolution strengthened material under low wear conditions was also notedusing aluminum alloy 6061, which is strengthened primarily by Mg2Siprecipitates. This is also the strengthening mechanism in the heat-treatable magnesium-bearing aluminum-silicon alloys. Although heattreatment has a beneficial effect, variations in matrix hardness may be lessimportant than the effects of silicon content.
52