Embed Size (px)
Citation preview

8/13/2019 43-Falkowski - Restorative Coating Development Rev A
http://slidepdf.com/reader/full/43-falkowski-restorative-coating-development-rev-a 1/10
BR&TFebruary 10, 2011
Mark S. Pollack
Associate Technical FellowInorganic Finishes & Corrosion
Evaluation of HVOF Applied Coatings as a
Replacement for Sulfamate Nickel-Chromium
Plating on Landing Gear Structure
EOT_RT_Sub_Template.ppt | 1/6/2009 | 1
BOEING is a trademark of Boeing Management Company.Copyright © 2009 Boeing. All rights reserved.

8/13/2019 43-Falkowski - Restorative Coating Development Rev A
http://slidepdf.com/reader/full/43-falkowski-restorative-coating-development-rev-a 2/10
Engineering, Operations & Technology | Boeing Research & Technology Materials & Fabrication Technology
Current Overhaul Technology
EOT_RT_Sub_Template.ppt | 12/16/2009 | Materials & Fabrication Technology 2Copyright © 2009 Boeing. All rights reserved.
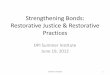
• Components are evaluated in accordance withCMM 32-0-05 and reworked according to condition noted
Penetrant inspection ofchromium plated inner cylindershowing indication of laddercracking.
Nital etch inspection of basemetal shows indication ofOvertempered (OTM) orUndertempered (UTM)
martensite

8/13/2019 43-Falkowski - Restorative Coating Development Rev A
http://slidepdf.com/reader/full/43-falkowski-restorative-coating-development-rev-a 3/10
Engineering, Operations & Technology | Boeing Research & Technology Materials & Fabrication Technology
Current Overhaul Technology (Continued)
EOT_RT_Sub_Template.ppt | 12/16/2009 | Materials & Fabrication Technology 3Copyright © 2009 Boeing. All rights reserved.
• Removal of base metalrequired.
• Removal of either OTM orUTM required due tochanges to substrate
temper.
• Base metal removal also
required in cases where:• Corrosion damage found.• Mechanical damage.

8/13/2019 43-Falkowski - Restorative Coating Development Rev A
http://slidepdf.com/reader/full/43-falkowski-restorative-coating-development-rev-a 4/10
Engineering, Operations & Technology | Boeing Research & Technology Materials & Fabrication Technology
Current Overhaul Technology (Continued)
EOT_RT_Sub_Template.ppt | 12/16/2009 | Materials & Fabrication Technology 4Copyright © 2009 Boeing. All rights reserved.
• Current repair scheme is sulfamate nickel fill, machineor grind sulfamate nickel fill, and chromium plateentire surface.
• Limitations exist in the application of sulfamate nickel due toconcerns of hydrogen embrittlement.

8/13/2019 43-Falkowski - Restorative Coating Development Rev A
http://slidepdf.com/reader/full/43-falkowski-restorative-coating-development-rev-a 5/10
Engineering, Operations & Technology | Boeing Research & Technology Materials & Fabrication Technology
Current Limitations of Thermal Sprayed Coatings
EOT_RT_Sub_Template.ppt | 12/16/2009 | Materials & Fabrication Technology 5Copyright © 2009 Boeing. All rights reserved.
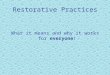
• Testing has focused on High Velocity Oxygen Fuel (HVOF)applied Tungsten Carbide-Cobalt-Chrome (WC-Co-Cr) orTungsten Carbide-Cobalt (WC-Co).
• Initial development work focused on OEM application –Post grind thicknesses of 0.003 to 0.005 inch/side.• Maximum permitted thickness for HVOF applied coatings is
limited to 0.010 inch/side.
Coat thickness exceedingthese limits typically results in
the spalling – Spalling isinfluenced by coatingapplication and loading.

8/13/2019 43-Falkowski - Restorative Coating Development Rev A
http://slidepdf.com/reader/full/43-falkowski-restorative-coating-development-rev-a 6/10
Engineering, Operations & Technology | Boeing Research & Technology Materials & Fabrication Technology
Development of Thermal Spray Repair Coatings
EOT_RT_Sub_Template.ppt | 12/16/2009 | Materials & Fabrication Technology 6Copyright © 2009 Boeing. All rights reserved.
• Overhaul applications require development of thermalspray coating with greater ductility for replacement ofsulfamate nickel.
• Examination conducted of commonly sprayed materials,along with types of thermal spray equipment; such that,the coatings selected have a properties that are similar tosulfamate nickel.
• The data required to qualify these coatings requires thefollowing information:
• Coating Finish Factors (FCF) – Fatigue knockdown.• Wear Testing (Sliding, fretting, and Roller wear applications).
• Adhesion Testing.• Resistance to spalling.

8/13/2019 43-Falkowski - Restorative Coating Development Rev A
http://slidepdf.com/reader/full/43-falkowski-restorative-coating-development-rev-a 7/10
Engineering, Operations & Technology | Boeing Research & Technology Materials & Fabrication Technology
Thermal Spray Coating Development Effort
EOT_RT_Sub_Template.ppt | 12/16/2009 | Materials & Fabrication Technology 7Copyright © 2009 Boeing. All rights reserved.
• Test protocol developed to define the testing required.• Applicable to landing gear and wing structure for repairs
to 0.065 inch.
• Coatings to be considered under this evaluation shallinclude the following:• Nickel-5 Aluminum;• Nickel-20 Chromium;
• Low alloy steel;• Chromium Carbide; and• Sulfamate Nickel + Chromium plating
•With exception of the latter two coatings, the wearcoating utilized is WC-Co-Cr the wear coating.
• Advantage of the single coating solution, ChromiumCarbide, is that components can have entire coating
applied at once; where as, fill coatings requireintermediate processing.

8/13/2019 43-Falkowski - Restorative Coating Development Rev A
http://slidepdf.com/reader/full/43-falkowski-restorative-coating-development-rev-a 8/10
Engineering, Operations & Technology | Boeing Research & Technology Materials & Fabrication Technology
Current Status of Development Effort
EOT_RT_Sub_Template.ppt | 12/16/2009 | Materials & Fabrication Technology 8Copyright © 2009 Boeing. All rights reserved.
• All test specimens fabricated in accordance with XBSS7072 – Metallurgical, adhesion, and wear specimens.
• Fatigue specimens utilized for this testing include axial
fatigue and flexure fatigue.• All of the specimens, less the axial chromium carbide,have been coated. Remaining fatigue specimens to becoated and ground by April 2011.
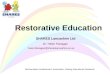
• Metallurgical, adhesion, and wear testing has begun.
• Fatigue testing scheduled to begin middle of 2011 with atest duration of approximately nine months.
HVOF applied Lowalloy steel(~25 mils)
Chrome Carbide –Nickel Chrome coating(5000X)

8/13/2019 43-Falkowski - Restorative Coating Development Rev A
http://slidepdf.com/reader/full/43-falkowski-restorative-coating-development-rev-a 9/10
Engineering, Operations & Technology | Boeing Research & Technology Materials & Fabrication Technology
Indicators of Technical Performance Success
Copyright © 2009 Boeing. All rights reserved.
Reduced maintenance frequency/cost:• Improved durability
• Thermal Spray Implementation on 767-400 has resulted in lower maintenance costs for Landing Gear
• Longer lifetimes• Potential to lengthen time between overhaul cycles
Reduced costs to customers:• Ability to rework components that had been previously scrapped
• Creates the ability to salvage components that traditionally have had no authorized rework
• Implementation of potential replacements since fatigue knockdown has been established• Completed test program for Class C no-fatigue coating for BCA
Enhanced functionality:
• Enhanced corrosion prevention and tribology coatings• Potential enhancement achieve with the thermal spray repairs versus traditional sulfamate nickel – chromium plating
• Coatings developed to specific applications• Developing arc-wire applied copped coatings for use in EME applications for 787
Reduced flow time:• Elimination of hydrogen bake
• Thermal sprayed coatings are hydrogen free coating alternative to plating of chrome plate
• Lean practices possible due to continuous processing without delays• Qualified a variety of thermal spray shops utilizing one piece flow concepts for coating
Reduced warranty claims:• Elimination of mandatory rework as required with chromium plated components
• Current applications of thermal spray coatings in the field are yielding excellent life performance at overhaul inspection

8/13/2019 43-Falkowski - Restorative Coating Development Rev A
http://slidepdf.com/reader/full/43-falkowski-restorative-coating-development-rev-a 10/10
Engineering, Operations & Technology | Boeing Research & Technology Materials & Fabrication Technology
EOT_RT_Sub_Template.ppt | 12/16/2009 | Materials & Fabrication Technology 10Copyright © 2009 Boeing. All rights reserved.