-
7/27/2019 4 aa process capability.ppt
1/30
Process Capab i li ty
Process Capabi l i ty is the Ab i l ity o f aProcess to Consis
tent ly Meet Specif iedCustom er-Driven Requ irements
Speci f icat ion Lim its are Set by Management
in Response to Customers Expectationsand needs
The Upper Specif icat ion Lim it (USL) is theLargest Value that
Can Be Obtained and Sti ll
Conform to Customers Expectation The Lower Speci f icat ion Lim
it (LSL) is theSmallest Value that is Stil l Con form ing
-
7/27/2019 4 aa process capability.ppt
2/30
Process Capab i li ty
Range of natural var iabi l ity in pro cess
Measured w ith con tro l chart for
indiv iduals.
Process cannot meet speci f icat ions i f
natu ral variabi l i ty exceeds tolerances
3-sigma qual ity
Specif icat ions equal 3 variat ionf rom the mean
6-sigma qual ity
Specif icat ions equal 6 variationf rom the mean
-
7/27/2019 4 aa process capability.ppt
3/30
Capabi l i ty Versus Con tro l
Control
Capability
Capable
Not Capable
In Control Out of Control
IDEAL
-
7/27/2019 4 aa process capability.ppt
4/30
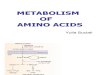
Process Capab i li ty
(b) Design specificationsand natural variation thesame; process
isjustcapable of meetingspecifications most thetime.
DesignSpecifications
Process
(a) Natural variationexceeds designspecifications; processis not
capable of
meeting specificationsall the time.
DesignSpecifications
Process
LSL USL
-
7/27/2019 4 aa process capability.ppt
5/30
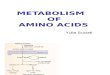
Process Capab i li ty
(c) Design specificationsgreater than naturalvariation; process
iscapable of always
conforming tospecifications.
DesignSpecifications
Process
(d) Specifications greaterthan natural variation,but process off
center;capable but some outputwill not meet upperspecification.
DesignSpecifications
Process
-
7/27/2019 4 aa process capability.ppt
6/30
Capab i l ity Ind ices
Aggregate Measures of a Process Abilityto Meet Speci f icat ion
Lim its
The larger (>1) the values, the more capable a
proc ess is of meeting requirements Measure o f Process Potent
ia l Performance
Cp>1 impl ies that a process has the po tential ofhaving m
ore than 99.73% of outcomes with inspeci f icat ions
2specification spread
process spread6 /p
USL LSLC
R d
-
7/27/2019 4 aa process capability.ppt
7/30
Process Capab i li ty
MeasuresProcess Capabi l i ty Ratio
Cp =
=
tolerance range
process range
upper specification limit -lower specification limit
6
-
7/27/2019 4 aa process capability.ppt
8/30
Compu ting Cp
Net weight specification = 9.0 oz 0.5 ozProcess mean = 8.80
oz
Process standard deviation = 0.12 oz
Cp =
= = 1.39
upper specification limit -lower specification limit
6
9.5 - 8.5
6(0.12)
-
7/27/2019 4 aa process capability.ppt
9/30
Capab i l ity Ind ices
Measures of Actual Process Performance
For one-sided speci f icat ion l imi ts
CPL (CPU)>1 impl ies that the process mean is mo re
than 3 standard deviat ions away from th e low er
(upp er) specif icat ion l imit
(continued)
23 /X LSLCPL
R d
23 /USL X
CPUR d
-
7/27/2019 4 aa process capability.ppt
10/30
Capab i l ity Ind ices
For two -sided speci fication l imi ts
Cpk= 1 ind icates th at the process average is3 standard deviat
ions away from the closest
speci f ication l imi t
LargerCpkind icates larger capabi l i ty of
meet ing the requirements
(continued)
min ,pkC CPL CPU
-
7/27/2019 4 aa process capability.ppt
11/30
Process Capab i li ty
MeasuresProcess Capabi l i ty Index
Cpk= minimum
x- lower specification limit
3=
upper specification limit - x
3=
,
-
7/27/2019 4 aa process capability.ppt
12/30
Comput ing Cpk
Net weight specification = 9.0 oz 0.5 ozProcess mean = 8.80
oz
Process standard deviation = 0.12 oz
Cpk= minimum
= minimum , = 0.83
x- lower specification limit
3=
upper specification limit - x
3
=
,
8.80 - 8.50
3(0.12)
9.50 - 8.80
3(0.12)
-
7/27/2019 4 aa process capability.ppt
13/30
Est imat ing Process
Capabil i ty Mus t Have an In-Con tro l Process First
Est imate the Percentage of Produc t or
Servic e Within Specif icat ion
Assum e the Populat ion ofX Values is
Approx imately Normal ly Dis t r ibuted wi th
Mean Est imated by and Standard
Deviation Est imated byX
2/R d
-
7/27/2019 4 aa process capability.ppt
14/30
Key Idea
Process capability calculations make littlesense if the process
is not in statisticalcontrol because the data are confoundedby
special causes that do not representthe inherent capability of the
process.
-
7/27/2019 4 aa process capability.ppt
15/30
Process Capability
Process capability refers to the performance of
the process when it is operating in control.
Two graphical tools are helpful in assessingprocess
capability:
Tolerance chart (or tier chart)
Histogram
-
7/27/2019 4 aa process capability.ppt
16/30
Process Capability
-
7/27/2019 4 aa process capability.ppt
17/30
Process Capability
-
7/27/2019 4 aa process capability.ppt
18/30
Process Capability
-
7/27/2019 4 aa process capability.ppt
19/30
Process Capability
-
7/27/2019 4 aa process capability.ppt
20/30
Remedial act ion fo r Cp < 1(fo r b i lateral specif icat ion
s case)
1. a) X = (U+L)/2
b) We must maintain control charts
with high value of n so that controlchart is more sensitive and
we get a
quick indication that process has gone
out of control
-
7/27/2019 4 aa process capability.ppt
21/30
Remedial act ion for Cp < 1(fo r b i lateral specif icat ions
case)
2. Sometimes spec. limits are fixed arbitrarily and no
time/ effort is spent on their justification.
THEREFORE REVIEW AND REVISE THE
SPECIFICATION LIMITSIf spec. limits can be relaxed then problem
can be
solved to a certain extent
Note: While fixing the spec. limits the designer
must give due considerations to Functional needs
Process Capability
-
7/27/2019 4 aa process capability.ppt
22/30
Remedial act ion for Cp < 1(fo r b i lateral specif icat ions
case)
3. Reduce (process dispersion)a) can be done to some extent
by
Employing better and skilled persons
Better training & supervision
Material of better quality
b) If we many different machines withvarying process capability,
then jobs
requiring narrow tolerances should beassigned to those machines
capable ofholding narrow tolerances
-
7/27/2019 4 aa process capability.ppt
23/30
Remedial act ion for Cp < 1(fo r b i lateral specif icat ions
case)
c ) Make a fundamental change in the productionprocess in o rder
to reduce the whichimplies we can go for a process of higher
precision but this change will be a matter of
cost in terms of additional investment inhigher precision
equipment.
NPV
IRR
Payback periodEvaluating investments
on financial criteria
-
7/27/2019 4 aa process capability.ppt
24/30
Remedial ac t ion for Cp < 1(fo r b i lateral specif icat ion
s case)
4. The wors t so lu t ion w i ll be to con tinuethe process as
such and segregate the
defect ives thru 100% inspect ion
-
7/27/2019 4 aa process capability.ppt
25/30
Sing le speci f icat ion case
23 /X LSL
CPLR d
23 /USL X
CPUR d
-
7/27/2019 4 aa process capability.ppt
26/30
Single speci f icat ion case (L )
Al l the i tems p rodu ced w i l l be non defect ive i f
X - 3 LThree possible cases are
1. X - 3 > L Cp l > 12. X - 3 ~ L Cp l ~ 13. X - 3 < L
Cp l < 1
-
7/27/2019 4 aa process capability.ppt
27/30
Sing le spec i f icat ion case (L )
Add i t ional remedial act ions forCp l < 1
Increase the process average
Review and revise the specif icat ion
l imits
Reduce dispers ion of the process
-
7/27/2019 4 aa process capability.ppt
28/30
LIMITATIONS OF X BAR R & CHARTS
1. Can be used on ly fo r var iab le q lt y. Ch.
Some ql ty. ch . can no t be measu red or
quant i f ied
---- appearance, cracks , damages, scratches
etc.
Such qlty . Ch. Can only be viewed as
attr ibute.
Each inspected i tem can on ly beclassi f ied as defect ive or
non defect ive
In such cases charts fo r var iables can
no t be used
-
7/27/2019 4 aa process capability.ppt
29/30
LIMITATIONS OF X BAR R & CHARTS
2. Measurements fo r above char ts are
expens ive and take more t ime.
Somet imes to reduce time and cost
someq lty. ch . are measu red as
attr ibutes.GO / NO GO GAUGES
3. A Separate con tro l char t is needed fo r
each qual i ty char. This is a ser ious
l imitat ion/disadvantage.therefore we use above charts for
cr i t ic al variab les caus ing
subs tant ia l Rework or Reject ion .
-
7/27/2019 4 aa process capability.ppt
30/30
LIMITATIONS OF X BAR R & CHARTS
4. Use of X BAR R has to be justified.
Used when
a. U L b. Mass production item
c. Cs & Crare substantial
5. Economic Justificationa. Savings --- in reduction of
defectives
b. Cost Cost of data collection and charting
Cost of interpretation of chart (specialist required)
Actual troubleshooting based on evidence from control
chart because this may involve loss in production or
shutdown