Embed Size (px)
Citation preview

Proceedings of International Conference On Innovations, Recent Trends And Challenges In Mechatronics, Mechanical Engineering And New High-Tech Products Development –
MECAHITECH’11, vol. 3, year: 2011
88
3D Printing Methods of Biological Scaffolds used in Tissue Engineering
Aleš Gregor, Jan Hošek Czech Technical University in Prague,
Technicka 4, 166 07 Prague 6 Czech Republic,
[email protected], [email protected]
Abstract
Tissue engineering is a branch of biomedicine, which deals primarily with the substitution and regeneration of damaged tissues. For these purposes, porous biodegradable matrices (scaffolds) are used; these are equipped with cell cultures and implemented into the damaged areas within the human body. These cells gradually proliferate the porous structure of the scaffolds to form new tissue. This work deals with the possibilities of the automated creation of these structures, based on synthetic and biological polymers, which work either separately or in combination with each other.
We performed experiments in which the material used for the creation of the scaffolds was fibrin gel; as an alternative material, Polylactic acid(PLA) was used. In both cases the methodology of 3D structures creation was based on layer by layer printing. In the first experiment, microdispensor Ultimus 2400 was used and for the PLA scaffold we utilised a 3D printer Rap Man 3.1 with standard print head; this was then modified as the process progressed. The products of these experiments are real models of scaffolds, which will be the subjects of further research in the field of substitution and regeneration of bone tissue. Keywords
3D printed scaffolds, fibrin gel, polylactic acid (PLA), Rap Man 3.1, Ultimus 2400 Introduction
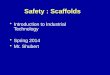
The principle of the scaffolding is currently very widespread in the tissue engineering industry. Scaffolds are the fabricated porous structures of pre-defined shapes that serve as carriers of cell cultures. Depending on the type of tissue which is damaged, the scaffolds are equipped with suitable cells in vitro first and then implemented in vivo to the place of damage. Here cell proliferation occurs through the porous structure of the scaffold which enables the formation of new tissue. An example of such is shown in Figure 1. The internal structure of the scaffold must meet certain conditions: Sufficient porosity for uniform cell proliferation both in the space of scaffolds, and in time. The fundamental requirement is the biodegradability (degradability) of the material, thus assimilating them to the surrounding tissues to avoid the need for surgical removal. To ensure perfect substitutes for new tissue, the ratio of the speed of cell proliferation and degradation of the material should ideally be uniform [1]. Materials used for creating these support matrices are generally two types: biological polymers such as fibrin, collagen, hydrogel, citosan [2]. In the case of synthetic polymers PLA (Poly Lactic Acid) or similar materials such as PGA (poly glycolic acid) acid and PCL (polycaprolactone) may be used. Some publications also mention the experiments with scaffolds which are created in combination of these materials [3]. One of the recently investigated methods is also the principle of scaffolds preparation using layer by layer printing, in which the deposition of microstructures to one another forms a 3D structure of the desired shape. The problem, which still remains with this technology is a negative influence of high temperature and mechanical forces on cells and biological polymers [4] [5]. Another promising way of the creation of automated scaffolds appears in the principle of the FDM (Fused Deposition Modeling), which is mainly in cases of synthetic polymers applications [6].
The various experiments in this article follow the results of experiments that were previosuly conducted using fibrin gel. The results are described in detail in previous articles [7]. For the continuity of the methodological procedure, those results will be briefly summarized.
The experiments using fibrin gel were based on the assumption whether there would be possibility to use for scaffold creation microdispenser Ultimus 2400. A crucial advantage of this technology is the assumption that the air pressure, which is the main drive medium for the deposition of doses, has no negative effect on the biological properties of the materials. In addition, the device allows settings of the injection parameters in wide range without any technological intervention. This fact is a crucial advantage over experiments with inkjet

Proceedings of International Conference On Innovations, Recent Trends And Challenges In Mechatronics, Mechanical Engineering And New High-Tech Products Development –
MECAHITECH’11, vol. 3, year: 2011
89
printing heads. Due to our focus on bone tissue regeneration, it is also necessary to ensure that primary mechanical properties of the scaffold such as strength. Therefore, experiments were also focused on the possibility of the creation of hybrid scaffolds. These would consist of basic PLA matrix in combination with fibrin gel. Therefore the creation of the PLA scaffolds was investigated using a commercial 3D printer Rap Man 3.1.
Figure 1: An example of scaffolding
Materials and devices Fibringel
Fibrin is an insoluble protein; by mixing protein fibrinogen with the enzyme thrombin "in vivo" blood clotting results. Mixing these two components leads to cleavage of amino acid chains of fibrinogen and thus creates a network structure at “nano” level, which is used for attaching blood cells. Fibrin can be also obtained in the laboratory by mixing two commercially available biological proteins components, fibrinogen and thrombin - as mentioned [8]. Mikrodispenser Ultimus 2400
Ultimus 2400 is microdispenser from Nordson EFD. The driving medium of dosage is an air pressure. The technical parameters of dosing are close to parameters of inkjet printing. It is possible to simultaneously connect two nozzles with miscellaneous sizes of internal diameter (the smallest commercially available - 100μm). Control panels allow regulation of the frequency of dosing, pressure and save all settings into memory.
Figure 2: Microdispenser Ultimus 2400, source: http://www.efd-inc.com
Tool for gripping and positioning of nozzles
For the creation of scaffolds using fibrin gel a special tool was designed. It allows grip two nozzles at an angle of 45° and their positioning in X, Y, Z. The scheme and real type are displayed in Figures 3. Positioning is provided manually by micrometer heads. Each of the nozzles contained one of the components of fibrin gel.
Basic Technical Parameters of the Device Pressure range: 0 – 1.1bar Dosing frequency: 0.0001 to 999.9999s Smallest inner diameter of the nozzle: 15μm The device also has a reverse function of vacuum that provides greater accuracy of dosage, the excessive amount of dose is sucked back into the nozzle The device allows usage of the two injection nozzles simultaneously.

Proceedings of International Conference On Innovations, Recent Trends And Challenges In Mechatronics, Mechanical Engineering And New High-Tech Products Development –
MECAHITECH’11, vol. 3, year: 2011
90
Figure 3: Tool for gripping and positioning of nozzles 3D printer RapMan 3.1
The device from “Bits From Bytes” company, is capable of creating 3D models from fusible material. The material is fused in an extruder and then applied to the printing area. There by the layering of the material is composed of a 3D model of the desired shapes. Positioning is ensured by toothed belts, which are driven by stepper motors. Graphic Software NetFab, supplied with the device, allow easy transfer of 3D model from CAD applications (in our case was used Rhinoceros 4.0) to G code. G code is recorded on an SD card that is inserted into the control panel. The device reads the data and then creates a model in a relatively short time depending on its complexity.
Figure 4: 3D printer Rap Man 3.1, source: http://www.bitsfrombytes.com/ Poly(lactic acid) (PLA)
Poly(lactic acid) or polylactide (PLA) is a thermoplastic aliphatic polyester derived from renewable resources. It can be biodegrade under certain conditions, such as the presence of oxygen, and is difficult to recycle. PLA can be made by fermentation of starch containing feedstock like potato (waste), whey, rice and alike.
PLA is currently used in a number of biomedical applications, such as sutures, stents, dialysis media and drug delivery devices. Melting temperature is between150–160°C and the degradation period is between 18 and 24 months [10]. It is also being evaluated as a material for tissue engineering.
For our experiments, the PLA in the form of wire with a diameter of 3mm was used. Tool for grasping the nozzle in printing head
The original nozzle is firmly placed in the printing head of Rap Man 3.1 and therefore its diameter and other parameters cannot be easily modified without intervention into the construction of the printing head. For this reason, a special component with a separate heating point of the nozzle was designed and manufactured. The tool can be easily assembled to Rap Man extruder and the nozzle can be easily detached and replaced with another nozzle. Special design of the nozzle was proposed and manufactured as well. All components of this product, including the nozzles, are made from aluminum. The purpose of the nozzle modification is to reach the smaller diameter of the printed fiber, which is not possible with default parameters. Thus a higher porosity and natural environment for the cell proliferation in the scaffold would be ensured. We need to be able to replace the nozzle with different inner diameter according our actual purposes to perform enough of experiments and reach
Basic Technical Parameters of the Device Positioning: X,Y,Z Drive: stoper motors – toothhed belts Accuracy: X,Y - 10μm; Z - 125μm Inner nozzle diameter: 500μm
Basic Technical Parameters of the Tool Positioning: X,Y,Z Micrometer head precision : 10μm Angle grip of the nozzles: 45°

Proceedings of International Conference On Innovations, Recent Trends And Challenges In Mechatronics, Mechanical Engineering And New High-Tech Products Development –
MECAHITECH’11, vol. 3, year: 2011
91
ideally the diameter of printed fiber in the range of 80-100microns. The default company nozzle is heated by the supplied voltage. The wire is wrapped around the nozzle and is also wrapped in fire cement. Power is supplied to the wire and the resulting resistance causes the heating of the nozzle. Based on this principle a different approach was proposed using a heating resistor, which is inserted into the tool. As well as the factory nozzle the temperature is sensed by a thermistor, which is also inserted into the tool. With this construction of the printing head the nozzle is separated from the heating point and can be easily detached and replaced.
c)
Figure 5: a) scheme of the tool for grasping the nozzle, b) scheme of the nozzle, c) real nozzle and tool Resistor
As a heating element was used rezistor RES 6.8 OHM 2W 5% METAL OXIDE - RSF200JB-6R8.
Figure 6: The resistor
Resistor is inserted to the hole as showen in Figure 5-a) and sealed by fire cement.
Thermistor
For measurement of the temperature was used thermistor EPCOS - B57560G104F - THERMISTOR, NTC.
o resistance:100kohm o operating temperature Max:+300°C
The resistor is horizontally inserted here
The thermistor is inserted here

Proceedings of International Conference On Innovations, Recent Trends And Challenges In Mechatronics, Mechanical Engineering And New High-Tech Products Development –
MECAHITECH’11, vol. 3, year: 2011
92
Figure 7: The thermistor
Thermistor is inserted to the hole as shown in Figure 5-a) and sealed by fire cement.
Methodology of experiments Fibrin scaffolds
Determined was the behavior and properties of individual injected doses in relation to time, pressure, angle and distance of injection. Further, the ability of mixing components deposition one drop to another in connection with the above parameters was examined to create demanded shapes of structure. By repeated experiments was found that the application of pressure leads to balanced dose within one point with two nozzles. Based diameter of one mixed drop was ranging from 600 to 700μm. For creating line deposition of one drop besides another was chosen displacement 350μm, to ensure the fusion of individual droplets.
Figure 8: Scheme of drops deposition
PLA scaffolds
In the introduction of this article are mentioned parameters that should meet the scaffold for proper cell proliferation. One of them is to provide sufficient and regular porosity. For this reason, cross linked fibers system was chosen as a structure of the scaffold. An example of the structure shows Figure 8.
Figure 9: Scheme of scaffold structure Tool for grasping the removable nozzle in an extruder
Temperature of the nozzle was measured while power is applied to the resistor. The sufficient temperature to melt the PLA and ensure a proper printing is between 200-210 °C. The temperature was measured both with thermistor and with infrared thermometer. Propose of this experiment was to achieve the sufficient temperature and melting of the PLA wire.

Proceedings of International Conference On Innovations, Recent Trends And Challenges In Mechatronics, Mechanical Engineering And New High-Tech Products Development –
MECAHITECH’11, vol. 3, year: 2011
93
Results Fibrin Scaffold
Figure 10: ideal adjustment of the nozzles Figure 11: Printed scaffold in real, a) 14 layers – for drop deposition 7x7x1.5mm, b) 30 layers – 6x6x3mm
Table 1. Summary of searched “ideal” parameters and values
PLA Scaffold
The aim of conducted experiments was to determine the smallest possible diameter of the fiber, which is Rap Man able to create with default factory parameters. The model sample scaffolds were created using Rhinoceros SW. Manufacturer of the RapMan states that due to the internal diameter of the nozzle (500 microns), software of the device is configured to ignore the “walls” thinner than 501 microns. Therefore experiments were focused to determine the actual diameter of the smallest fibers, which can be printed. Samples with a diameter of fibers 600, 650 and 700 microns were created. Experiments with smaller diameter were not successful.
Figure 12: Microscopic view of the PLA scaffold with diameter of the fibers, a) 600μm, b) 650μm, c) 700μm
Figure 13: Printed scaffold
Experiment with modified nozzle
In the experiment was the diameter of modified nozzle the same as factory default nozzle – 500 microns.

Proceedings of International Conference On Innovations, Recent Trends And Challenges In Mechatronics, Mechanical Engineering And New High-Tech Products Development –
MECAHITECH’11, vol. 3, year: 2011
94
On the control panel of Rap Man was set the target temperature of 210°C. When power was applied to the resistor the temperature increased uniformly up to 156 ° C (in 3.5
minutes) where it began to oscillate ±2 °C, but did not increase further. At this temperature there was only partial softening(melting) of PLA. Another thermistor was inserted directly to the input hole of nozzle but the same temperature (±3°C) as in first case was measured. Measuring with infra red thermometer shoved the temperature of the nozzle between 154 -158°C in both cases.
Note: (experiment was performed in temperature 23°C and humidity 55%)
a) b)
Figure 14: a) assembled modified printing head with wire of PLA, b) default printing head Discussion and conclusion
We performed experiments of scaffolds producing. In the first case as a building material fibrin gel was used mixed from commercially available components fibrinogen and thrombin. Formation of the scaffold was based on the principle of layer by layer printing, where individual droplets produced by microdispenser were deposited one another, to create 3D structures. In the second case, experiments were focused on the creation of scaffolds from biological polymer poly(lactic acid) (PLA). For this purpose a 3D printer Rap Man 3.1 was used and 3D architecture of the scaffold was formed by crossing micro fiber laminated one another.
The results showed that the first method has some negative aspects. The first of these is the fact that the fibrinogen after a certain time (tens of minutes) begins solidify. It was known that the rate of solidification is strongly influenced by shaking the fibrinogen. This effect is reflected in the nozzle container where the fibrinogen is contained. Shock wave of the pressure when each dose is forced out, simulate shaking and accelerate the solidification of fibrinogen. This results in clogging of nozzle and irregular dosing. Another problem is instability of the scaffolds and its structure in time.
In the case of 3D printer Rap Man results suggest that the internal diameter of the nozzle (500μm) and the default device settings can be used to print the fiber thickness of approximately 600μm and above. I relation to the requirement to achieve the smallest possible diameter of the fiber while maintaining the desired properties such as uniform diameter and shape of the internal structure, the most appropriate quality have a sample with a diameter of 650μm. In contrast, sample with a diameter of 600μm show irregular spacing and thickness of the fibers. The sample with a diameter of 700μm fiber is probably the best quality, but as mentioned the purpose is to achieve a compromise between quality and the smallest dimensions. From this perspective last sample was evaluated negatively.
In case of modified nozzle after first simple experiment initial results show that there is possibility to use resistor as a heating element to heat the nozzle. On the other hand there will be necessary some further modifications to achieve requested temperature. The one possibility is to increase power, but this requires modification of the output parameters of the device control unit. Furthermore it is possible to reduce the total area of the tool which holds the nozzle to divert less heat -or any insulation is also possible. This will be the subject of further experiments. Once this question is solved further research will be focused on thinner fibers of PLA creation and then on hybrid scaffold creation.
inserted thermistor inserted resistor

Proceedings of International Conference On Innovations, Recent Trends And Challenges In Mechatronics, Mechanical Engineering And New High-Tech Products Development –
MECAHITECH’11, vol. 3, year: 2011
95
Acknowledgment
This research has been supported by SGS grant No SGS10/051/OHK2/1T/12
Bibliography [1] Ma P.X., Elisseeff J., Scaffolding in Tissue Engineering, CRC Press, Taylor & Francis Group, 6000 Broken Sound Parkway NW, Suite 300, 2006, ISBN 1-57444-521-9 [2] Ang T.H., Sultana F.S.A., Hutmacher D.W., Wong Y.S., Fuh J.Y.H., Mob X.M., Loh H.T., Burdet E., Teoh S.H., Fabrication of 3D chitosan–hydroxyapatite scaffolds using a robotic dispensing system, Materials Science and Engineering C 20, 2002 [3] Munirah S., Kim S.H., Ruszymah B.H.I., Khang G., The use of fibrin and poly(lactic-co-glycolic acid) hybrid scaffold for articular cartilage tissue engineering: an in vivo analysis, European Cells and Materials Vol. 15, 2008 [4] Mironov V., Trusk T., Kasyanov V, Little S., Swaja R. and Markwald R., Biofabrication: a 21st century manufacturing paradigma, Biofabrication 1, 2009 [5] Ye Q, Zünd G, Benedikt P, et al., Fibrin gel as a three dimensional matrix in cardiovascular tissue engineering, European Journal of Cardio-thoracic Surgery 17 (5), 2000 [6] Moronia L., de Wijna J.R., van Blitterswijka C.A., 3D fiber-deposited scaffolds for tissue engineering: Influence of pores geometry and architecture on dynamic mechanical properties, Biomaterials 27, 2006 [7] Gregor A., Hošek J., 3D printing methods of biological materials used in tissue engineering The Romanian Review Precision Mechanics, Optics & Mechatronics, 2010 (20), No. 37 [8] http://www.ceskamedicina.cz/cz/ceska-medicina-novinky/tkanova-lepidla [9] http://www.efd-inc.com [10] http://www.matbase.com/material/polymers/agrobased/polylactic-acid-pla/properties [11] http://www.bitsfrombytes.com/