Embed Size (px)
Citation preview

This content has been downloaded from IOPscience. Please scroll down to see the full text.
Download details:
IP Address: 137.99.170.99This content was downloaded on 28/06/2016 at 18:04
Please note that terms and conditions apply.
3D-printed microfluidic devices
View the table of contents for this issue, or go to the journal homepage for more
Home Search Collections Journals About Contact us My IOPscience

Biofabrication 8 (2016) 022001 doi:10.1088/1758-5090/8/2/022001
TOPICAL REVIEW
3D-printedmicrofluidic devices
RezaAmin1, Stephanie Knowlton2, AlexanderHart2, Bekir Yenilmez1, FaribaGhaderinezhad1,SaraKatebifar2,MichaelMessina2, Ali Khademhosseini3,4,5 and Savas Tasoglu1,2
1 Department ofMechanical Engineering, University of Connecticut, Storrs, CT 06269,USA2 Department of Biomedical Engineering, University of Connecticut, Storrs, CT 06269,USA3 Biomaterials InnovationResearchCenter, Department ofMedicine, Brigham andWomen’sHospital, HarvardMedical School, Boston,
MA02115,USA4 Harvard-MITDivision ofHealth Sciences andTechnology,Massachusetts Institute of Technology, Cambridge,MA02139,USA5 Wyss Institute for Biologically Inspired Engineering, HarvardUniversity, Boston,MA02115,USA
E-mail: [email protected]
Keywords: 3Dprinting,microfluidics, low-cost fabrication, additivemanufacturing, lab-on-a-chip
AbstractMicrofluidics is aflourishingfield, enabling awide rangeof biochemical and clinical applications such ascancer screening,micro-physiological systemengineering, high-throughput drug testing, andpoint-of-care diagnostics.However, fabrication ofmicrofluidic devices is often complicated, time consuming,and requires expensive equipment and sophisticated cleanroom facilities. Three-dimensional (3D)printing presents a promising alternative to traditional techniques such as lithography andPDMS-glassbonding, not only by enabling rapid design iterations in the development stage, but also by reducing thecosts associatedwith institutional infrastructure, equipment installation,maintenance, andphysicalspace.With the recent advancements in 3Dprinting technologies, highly complexmicrofluidic devicescanbe fabricated via single-step, rapid, and cost-effective protocols,makingmicrofluidicsmoreaccessible tousers. In this review,wediscuss a broad range of approaches for the application of 3Dprinting technology to fabricationofmicro-scale lab-on-a-chip devices.
1. Introduction
Three-dimensional (3D) printing is a fabrication processwhich enables translation of 3D computer designs intophysical models through the additive patterning of amaterial using a print head, nozzle, or othermechanisms[1–3]. The history of printing, which ultimately gave riseto 3D printing, starts with woodblock printing aroundthe year 200 in China. A pattern was carved into a blockof wood, which was then used to repeatedly form animprint on a substrate. Since the invention of thisapproach, printing has evolved through the printingpress, movable type, lithography, xerography, and laserprinting to 3D printing (figure 1). Additive manufactur-ing approaches include fused deposition modeling(FDM) and stereolithography (SLA) which involve con-version of a digital 3D design to 2D slices for layer-by-layer construction [1]. FDM involves melting a thermo-plastic polymer using a heated nozzle and depositinglayers which solidify and form a 3D structure. SLAemploys a beam of light to polymerize layers of a liquidphoto-curable resin. Hybrid printers, such as multi-jet
modeling printers, combine FDM and SLA methods byextruding a photo-curable resin and polymerizing itusing light [2]. 3D printing has revolutionized theprototypingworkflowover thepast decade [4–6].
A microfluidic device is a set of micro-scale chan-nels designed and fabricated for handling small quan-tities of reagents for numerous chemical and biologicalapplications. These devices have been designed to carryout disease diagnostics in point-of-care settings, culturecells with a precisely controllable microenvironment,and examine chemical and biological processes with ahigh level of precision [7–10]. Using microfluidic devi-ces reduces the consumption of reagents and biologicalsamples, increases throughput, and lowers the fabrica-tion and operation cost. Microfluidic devices may becategorized into passive and active components. Activemicrofluidic components, such as pumps and valves,require energy to manipulate the fluid flow where thepassive microfluidic components, such as channels,mixers and separators, rely on external actuation orcapillary forces to regulate fluid flow. In an interestingapproach, microfluidic devices can be made by
RECEIVED
22 February 2016
REVISED
26April 2016
ACCEPTED FOR PUBLICATION
26May 2016
PUBLISHED
20 June 2016
© 2016 IOPPublishing Ltd

assembling simple microfluidic modules which havebeen fabricated separately to create a variety of devicessuited for particular applications. The modular micro-fluidic approach gives versatility to the fabrication ofcomplex microfluidic devices. Traditional approachesto fabricate microfluidic devices tend to be complexand time-consuming, generally involving cleanroommicrofabrication of amaster from a 2D photomask fol-lowed by soft lithography andbonding. This ubiquitousprotocol, however, introduces significant costs asso-ciated with institutional infrastructure, equipmentinstallation, maintenance, and physical space requiredfor cleanroom facilities. This limits accessibility tomicrofluidic technologies for many research labs. Fur-ther, every design iteration requires printing of a newphotomask and UV lithography to produce a newmas-ter [11, 12]. This multi-step, labor-intensive processcurrently hinders rapid andwidespread innovation andthedevelopment of new applications [13].
In the past decade, a wave of technological advance-ments in high-resolution 3D printing has furtherenhanced our ability to fabricate micro-scale structuresandmicrofluidic devices [12, 14–16]. Using this technol-ogy, microfluidic devices can be printed in single step. Ina different approach, 3D printers are used to create amaster mold that may be used for soft lithography usingPDMS. In both approaches, use of 3D printing technol-ogy replaces the cleanroom microfabrication steps, eas-ing the fabrication of complex devices and reducing thestartup investment and operational costs compared to
the traditional fabrication [8, 11, 13]. Using this technol-ogy, alteration of the design features is significantly easierthan traditional fabrication, enabling agile iterativedesign and facilitating rapid prototyping. In this way, 3Dprinting can make microfluidic technology more acces-sible to researchers in various fields and accelerates inno-vation in the field of microfluidics [17]. For example,SLA technology has been shown to offer high quality fea-ture reproduction and optical transparency comparableto other rapid prototyping approaches including softlithography and infrared laser micromachining [18].Previous related reviews [1, 16, 17, 19–21]mainly discuss
Figure 1.Timeline of printing technology.Woodblock printingwas the earliest printing technique, dating circa 200 [74]. Thefirstprinted book dates circa 868 [75]. The development of printing technology results inmovable type [76] and the printing pressincluding JohannesGutenberg’s printing press [77], the stone lithography press [78], the stanhope press [79], Koenig’s steamprintingpress [80], and the rotatory printing press [81]. In 1935, the invention of xerography revolutionized printing technology. In 1983, thefirst 3Dprinter [82]was introduced byChuckHall, followed by desktop 3Dprinters [83]. Images are reproducedwith permission6.
6The Woodblock image has been obtained by the authors from the
Wikimedia website where it was made available by Vmenkov undera CC BY-SA 3 license. It is included within this article on that basis.It is attributed to China Block Printing Museum inYangzhou.The Diamond Sutra image has been obtained by the authorsfrom the Wikimedia (https://commons.wikimedia.org/wiki/File:Diamond_sutra.jpg)where it is stated to have been released into thepublic domain. It is included within this article on that basis. Themoveable typeset has been obtained by the authors from theWikimedia website where it wasmade available byUploadmo undera CC BY-SA 3 license. It is included within this article on that basis.It is attributed to Uploadmo. The Gutenberg’s printing press imagehas been obtained by the authors from the Wikimedia (https://commons.wikimedia.org/wiki/File:Gutenberg.press.jpg) where itis stated to have been released into the public domain. It is includedwithin this article on that basis. The stone lithography press imagehas been obtained by the authors from theWikimedia website whereit was made available by Chris 73 under a CC BY-SA 3 license. It isincluded within this article on that basis. It is attributed to Chris 73.The Stanhope press image has been obtained by the authors fromtheWikimedia website where it was made available by Bubo under aCC BY-SA 3 license. It is included within this article on that basis. Itis attributed to Selbst Fotografiert.
2
Biofabrication 8 (2016) 022001 RAmin et al

the 3D printing technologies used for fabrication ofmicrofluidics and applications of 3D-printed micro-fluidics. Here, in a different approach, we present several3D-printed microfluidic fabrication techniques (e.g. 3Dprinted mold fabrication) and their wide range of usefulapplications, including practical insights about howexisting technologies and materials have been used pre-viously and may be applied in the future. We describeseveral passive and active components which achieveprecise control over fluid flow, modular assembly ofsuch components, as well as complete 3D-printedmicrofluidic devices. The 3D-printed mold approach isalso presented as an intermediate phase to take advantageof the rapid prototyping capabilities of 3D printing aswell as the advantages of traditional PDMS-glass micro-fluidic devices. 3D-printable materials are also presentedas an important consideration unique to the 3D printingapproach aswell as a direction for future innovation.
2. 3Dprinting technologies
2.1. Stereolithography (SLA)SLA was first introduced by Chuck Hull [22] andbecame the first commercialized 3D printing technol-ogy. SLA 3D printers use UV light to cure liquidpolymers in a layer-by-layer manner, building 3Dstructures on a build platform (figure 2(a)). UV light isgenerated and patterned using a UV laser source and ascanning mirror to raster pattern a design or, alter-natively, a UV source and a digital micromirror device(DMD) to expose a 2D pattern within a layer of photo-curable resin [21, 23–25]. Either free surface orconstrained surface approaches are used [21, 26]. Inthe free surface approach, a mobile build platform issubmerged in a tank of photoactive liquid polymerand a laser beam or DMD system cures the polymer atthe surface. In contrast, the constrained surfaceapproach uses a mobile build platform suspendedabove the resin tank and the UV source, located underthe tank, cures the pattern through the transparentbottom of the tank. Several groups have reportedsuccess with using SLA 3D printing for microfluidicdevice fabrication [27–29].
2.2. FusedDepositionModeling (FDM)FDM was first introduced by Scott Crump [30] and isnow one of the most widely used rapid prototypingtechnologies [1]. FDM 3D printers work by melting andextruding a thermoplastic filament through a nozzle(figure 2(b)). Tobuild a 3D structure, themeltedmaterialis deposited on the build platform then cools down andsolidifies; this is repeated in a layer-by-layer fashion[21, 31, 32]. FDMworkswith inexpensive biocompatiblepolymers such as acrylonitrile butadiene styrene (ABS)and poly(lactic acid), which are known for their dur-ability [16]. This prototyping method has been investi-gated in [12, 33, 34] for fabrication of microfluidicdevices.
2.3.Material jettingMaterial jetting 3D printers use inkjet print heads tojet melted wax-likematerials (eithermodel material orsupport) onto a mobile build platform. The materialthen cools and forms a solid 3D structure as thisprocess is repeated layer-by-layer (figure 2(c)). Thistechnology has generally been used for printingpolymers, ceramics,metals and biomaterials [35].
2.4. Photopolymer jettingPhotopolymer jetting was originally introduced byHanan Gothait [36]. It has recently been commercia-lized andmade available in the consumermarket. Thisapproach uses the concept of inkjet printing to depositmodel or support liquid photopolymers pointwiseonto a mobile build platform. The materials are thencured by UV light and solidified, allowing layer-by-layer fabrication (figure 2(d)). This approach has beenused in [37–41] to fabricatemicrofluidic devices.
2.5. Binder jettingBinder jetting 3D printing is a technique similar tomaterial and photopolymer jetting but the inkjet printheads apply a liquid adhesive onto thin layers ofpowder distributed on a build platform (figure 2(e)).This process binds the particles together to produce asolid structure and, when repeated, a 3D structure isbuilt up layer-by-layer in the powder bed. This 3Dprinting approach does not need any support struc-tures and works with almost any material that isavailable in powder form.
2.6. Laser sinteringLaser sintering3Dprintersuse a laser source and scanningmirrors to melt and coat a layer of plastic powder onto abuildplatform (figure 2(f)). Following the sinteringof onelayer, the build platform is lowered and the next layer ofplastic powder is laid on top of the previous layer. Byrepeating this process, layers of the 3D structure are builtup in the powder bed. Like binder jetting, this processdoesnot require any support structures.
2.7. LasermeltingThe working principal of laser melting 3D printing issimilar to laser sintering in that a laser draws a rasterpattern on a layer of powder to solidify a desiredpattern. In contrast, laser melting printers build 3Dstructures from a metal powder. Further, these prin-ters require support structures to anchor the part tothe build platform (figure 2(g)) and to allow heattransfer away from the print to reduce thermal stress.
2.8. Electron beammeltingThe concept of electron beammelting is similar to lasermelting but in the place of a laser, an electron beammelts the metal powder (figure 2(h)). Electron beammelting generates lower thermal stress in the structure
3
Biofabrication 8 (2016) 022001 RAmin et al

than lasermeltingwhich reduces the amount of supportstructures needed and increases the fabrication speed.
2.9.Hybrid processesIn hybrid 3D printing processes, designs are fabricatedusing a combination of the additive manufacturingmethods described here with traditionalmanufacturingmethods. The two steps of the fabrication occur insuccession in a singlemachine.
3. 3D-printedmicrofluidic fabricationtechniques
Affordable 3D printers have been used for fabrication oftemplates, or ‘masters’, for producing classical PDMSdevices [42]. Components of microfluidic devices havebeen printed in a single step and assembled to producefunctional devices. 3D printing has also been used forvarious unibody microfluidic devices, eliminating theneed for post-processing steps.
3.1. Fabrication ofmolds for PDMS-basedmicrofluidicsFabricating PDMS-based microfluidics using 3D-printed master molds provides many of the advantagesof 3D printing fabrication and maintains the desirablePDMSmaterial properties such as biocompatibility andoxygen permeability. This approach also overcomes thedisadvantage of unknown surface properties of com-mercial resins [43]. The master may be produced viarapid prototyping techniques, reducing the overall costand time required for fabrication, followed by tradi-tional PDMS molding. The convenience of thesefabricated PDMS templates can be seen in that they donot require a cleanroom. Using this approach, micro-fluidic devices with structures of 10 μm have beengenerated at a low average cost (reported by one studyto be approximately 0.48$USper chip) [42].
Comina et al fabricated masters for PDMS devicesthrough micro-SLA [42]. During fabrication, the 3D-printed templates were rinsed in ethanol and airbrushed
Figure 2. 3Dprinting technologies. (a) Stereolithography (SLA). (b) Fused depositionmodeling (FDM). (c)Material jetting. (d)Photopolymer jetting. (e)Binder jetting. (f)Laser sintering. (g)Lasermelting. (h)Electron beammelting. Reproducedwith permission[84].
4
Biofabrication 8 (2016) 022001 RAmin et al

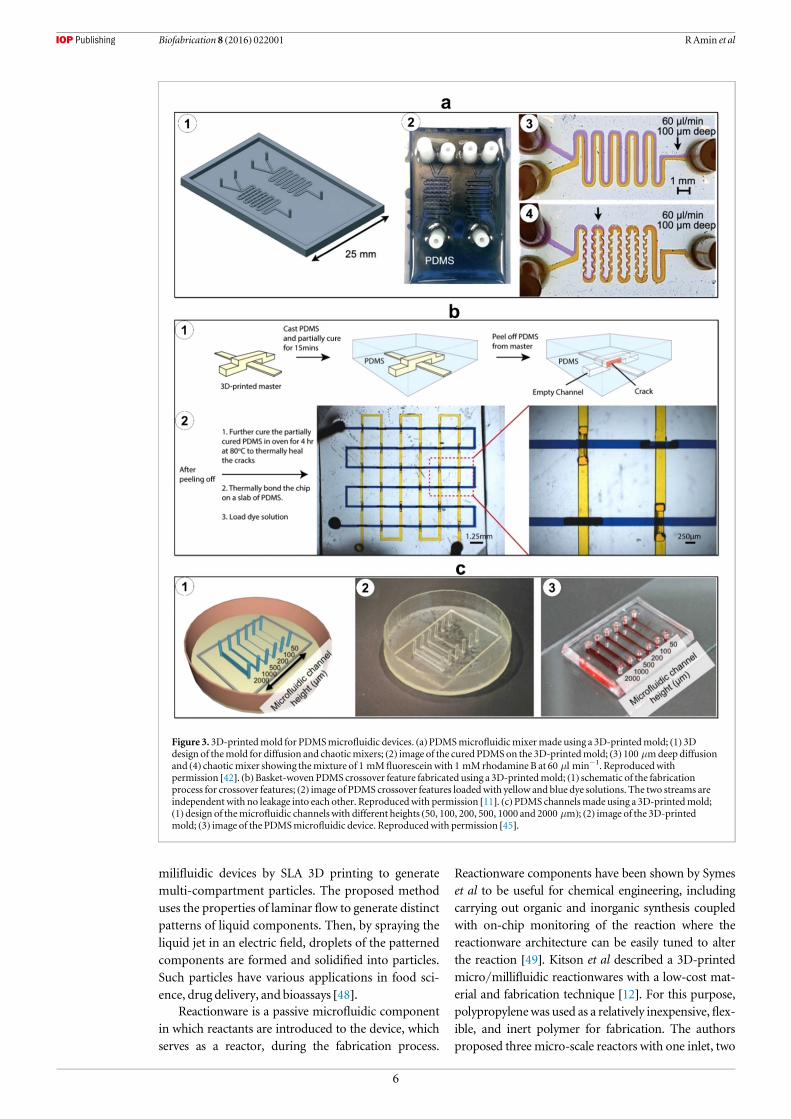
with a PDMS-compatible ink to protect the templatesurface and also allow the PDMS to cure completely.These coated templateswere thenused asmasters for softlithography with PDMS (figure 3(a)). Functionality wassuccessfully demonstrated for glucose sensing techni-ques. Comina et al continued their investigation by fabri-cating a 3D-printed chip that could integrate manydifferent functionalized bodies including PDMS films[44]. Here, 3D-printed monolithic, or unibody, lab-on-a-chip devices were fabricated using a high-resolutionSLA 3Dprinter and characterized for their versatility andfunctionality, including passive and active transport, lat-eral flow, andmicro-mixing. These chips show potentialto serve as a universal platform, offering the ability toincorporate PDMS films with integrated substrateswhich may be prepared separately from this process. Inthis case, the unibody lab-on-a-chip device functionalitywas demonstrated through its ability to detectH2O2 con-centration in blood. This method has several advantagesincluding the printed chip’s compatibility to variousdetectionmethods in addition to the lowcost perdevice.
Chan et al have developed 3D-printed masters usedto fabricate 3D microfluidic PDMS networks in a one-step procedure [11]. The procedure to form 3D inter-connected networks consists of fabricating a masterwith crossovers in a parallel, basket-weaving arrange-ment, followed by soft lithography (figure 3(b)). Toachieve truly 3D microfluidic networks, includingcrossover features, the PDMS was partially cured thenpeeled from themaster, creating a crack. This crack wasthen self-closed due to elasticity and self-adhesion ofPDMS, then permanently cured by further thermal cur-ing.To circumvent the issue ofPDMSnot curing fully atthe surface of the 3D-printed master (presumably dueto the residual monomers and catalyst on the master),the masters were heated, plasma treated, and coatedwith fluorinated silane prior to soft lithography. Func-tional microfluidic chips, including a 3D chaotic advec-tive mixer and a peristalic valve, have been fabricatedthrough this single-step technique.
Use of 3D-printedmolds for PDMS devices is parti-cularly promising for cell culture applications. Kameiet al investigated the use of a 3D-printed soft lithographymold for examining concentration gradients for biome-dical applications [45]. The mold was fabricated by anink-jet 3D printer and cured using UV light and PDMSwas poured into themold to create a 5mmthick lab-on-a-chip device. This device was then used to examine theeffect of concentration gradients of growth factors andthe effect of embryonic stem cell survival and growth(figure 3(c)). Gross et al reported the design and fabrica-tion of 3D-printed microfluidic electrical cell lysis devi-ces that has been coated with PDMS or polystyrene toimprove the cellular adherence for cell lysis [43].
Gelber et al took a different approach inmold fabri-cation by developing a sacrificialmold to create patterns,then proceeding to dissolve this structure to leave chan-nels [34]. The procedure began with the creation of thesacrificial mold from isomalt (water soluble) cooled to a
temperature below 55 °C, or its glass transition temper-ature, creating a stiff, clear glassy structure. Epoxy resinwas poured over the pattern and the isomalt channelswere dissolved with water. This process has manyadvantages over the traditional mold creation includingthe ability to create channels with round cross-sectionswhich are more efficient in analyzing cells or other bio-markers. Additionally, this process can simplify devicesand create channels with a large resistance per unitlength. However, its fallback is the effect of the moldmaterial on cells once dissolved due to the presence ofsugar alcohols.
3.2.Microfluidic component fabricationFabrication of microfluidic devices with precise, micro-scale channel geometries generally requires a significantamount of labor in terms of design, fabrication andintegration of microfluidic components [15], includingactive and passive components. Active componentsmanipulate fluid flow by applying energy where passivecomponents rely on external actuation or capillaryforces to drive fluidflow. Further, microfluidicmodulesmay be fabricated separately and later combined toachieve interchangeable design easily tailored to carryout a desired function.
3.2.1. Passivemicrofluidic components:In recent years, substantial research has been carried outon 3D-printed passive microfluidic components. As anotable example, Shallan et al performed a study withthe objective of cost-effective one-step fabrication ofmicrofluidic components [2]. For this purpose, theauthors utilized a digital micromirror-based SLA 3Dprinter. The low-viscosity resin used here was acombination of a modified acrylate oligomer andmonomer, an epoxy monomer, a photoinitiator, andadditives and was optically transparent with a transmit-tance of 60% at 430 nm. To demonstrate the applicationof the proposed 3D printer for fabricating complexmicrofluidic systems, a tap water nitrate analysis (GriessTest) component was developed, combining threefluidic layers and several passive components, includinga micromixer (figure 4(a)(1)), a gradient generator(figure 4(a)(2)), a droplet generator, and a module forisotachophoresis. More recently, Donvito et al reporteda T-junction droplet generator microfluidic devicefabricated using a 3D printer (figure 4(b)). Thisapproach has been shown to produce monodispersedroplets at a rate comparable to the conventionalT-junctions reported in the literature [46].
In another study, Martino et al presented a noveldesign of a microcapillary assembly fabricated using aSLA 3D printer with photo-curable ABS material. Thereported microcapillary device was shown to be sui-table for double emulsion generation. The design isbased on two connectors that hold an inner and anouter capillary in place while allowing flow to bothcapillaries [47]. In addition, Chen et al fabricated
5
Biofabrication 8 (2016) 022001 RAmin et al
milifluidic devices by SLA 3D printing to generatemulti-compartment particles. The proposed methoduses the properties of laminar flow to generate distinctpatterns of liquid components. Then, by spraying theliquid jet in an electric field, droplets of the patternedcomponents are formed and solidified into particles.Such particles have various applications in food sci-ence, drug delivery, and bioassays [48].
Reactionware is a passive microfluidic componentin which reactants are introduced to the device, whichserves as a reactor, during the fabrication process.
Reactionware components have been shown by Symeset al to be useful for chemical engineering, includingcarrying out organic and inorganic synthesis coupledwith on-chip monitoring of the reaction where thereactionware architecture can be easily tuned to alterthe reaction [49]. Kitson et al described a 3D-printedmicro/millifluidic reactionwares with a low-cost mat-erial and fabrication technique [12]. For this purpose,polypropylenewas used as a relatively inexpensive,flex-ible, and inert polymer for fabrication. The authorsproposed three micro-scale reactors with one inlet, two
Figure 3. 3D-printedmold for PDMSmicrofluidic devices. (a)PDMSmicrofluidicmixermade using a 3D-printedmold; (1) 3Ddesign of themold for diffusion and chaoticmixers; (2) image of the cured PDMSon the 3D-printedmold; (3) 100 μmdeep diffusionand (4) chaoticmixer showing themixture of 1 mM fluoresceinwith 1 mMrhodamine B at 60 μl min−1. Reproducedwithpermission [42]. (b)Basket-woven PDMS crossover feature fabricated using a 3D-printedmold; (1) schematic of the fabricationprocess for crossover features; (2) image of PDMS crossover features loadedwith yellow and blue dye solutions. The two streams areindependent with no leakage into each other. Reproducedwith permission [11]. (c)PDMS channelsmade using a 3D-printedmold;(1) design of themicrofluidic channels with different heights (50, 100, 200, 500, 1000 and 2000 μm); (2) image of the 3D-printedmold; (3) image of the PDMSmicrofluidic device. Reproducedwith permission [45].
6
Biofabrication 8 (2016) 022001 RAmin et al

inlets (volume of 60 μl), and three inlets (volume of270 μl) (figure 4(c)). The applicability and versatility ofthe fabricated reactionwares were evaluated throughdifferent chemical reactions including organic andinorganic reactions and synthesis of gold nanoparticles.In another related study,Kitson et aldesigned and fabri-cated a 3D-printed sealed hydrothermal reactionwareto optimize and scale up the high-throughput synthesisprocess [50].
Commercial valves are usually limited to specificgeometries anddimensionswhich result in higher ‘dead’volumes in connectors, adapters, and tubing in compar-ison to custom-designed valves [51]. Su et al demon-strated a 3D-printed two-position sample load/injectvalve for handling rat brain microdialysis samples priorto inductively coupled plasma mass spectrometry [51].In this work, to deal with smaller volumes of samples
used inmicrofluidic devices, a reliable 3D-printed valveoperable up to 60 psi pressure has been introduced.Fluidic check valves are useful in microfluidics for con-trolling the directionality offluidflows. In another inter-esting work, Comina et al developed a 3D-printedunibody check valve using a SLA 3D printer(figure 4(d)). The proposed check valve is unidirectionalup to 100 psi; when the applied fluid pressure is equal tothe control pressure on the opposite side of the mem-brane, the valvewill open;when it is less than the controlpressure, the valve remains closed [52].
3.2.2. Activemicrofluidic components:In addition to passive microfluidic components, activemicrofluidic components such as membrane-basedvalves and pumps are essential for automation ofmicrofluidic platforms. Au et al demonstrated the
Figure 4.Passive 3D-printedmicrofluidic components. (a) 3D-printedmicromixer and gradient generator; (1) fourmixing unitsprinted horizontally; (2) gradient generation testedwith two colored dyes, rhodamine B (top) and bromothymol blue (bottom).Reproducedwith permission [2]. (b) 3D-printed T-junction droplet generator; (1) droplet generatormicrofluidic device (withdimensions of 3 cmby 8 cmby 0.5 cm) containing six independent and identical rectangular T-junctions; (2) image of a dropletgenerated in the T-junction. Thewidth of the dispersed phase flow channel (Wd) and continuous phase flow channel (Wc) are 200 μmand 400 μm, respectively. Reproducedwith permission [46]. (c) 3D-printed reactionware; (1) design of a three-inlet reactionwaredevice; (2) image of the 3D-printed three-inlet reactionware used in the polyoxometalate syntheses. Reproducedwith permission [12].(d) 3D-printed twin check-valves; (1) design of a unibody twin check-valve device. The green box depicts the cross-section of the valveand the valve seats. The PDMS element allows unidirectional flow (upward in the image), blocking flow in the opposite direction; (2)valve characterization using video frame subtraction to show fluidflow allowed in only one direction; yellow fluid isflowed up to70 psi pressure. Reproducedwith permission [52].
7
Biofabrication 8 (2016) 022001 RAmin et al
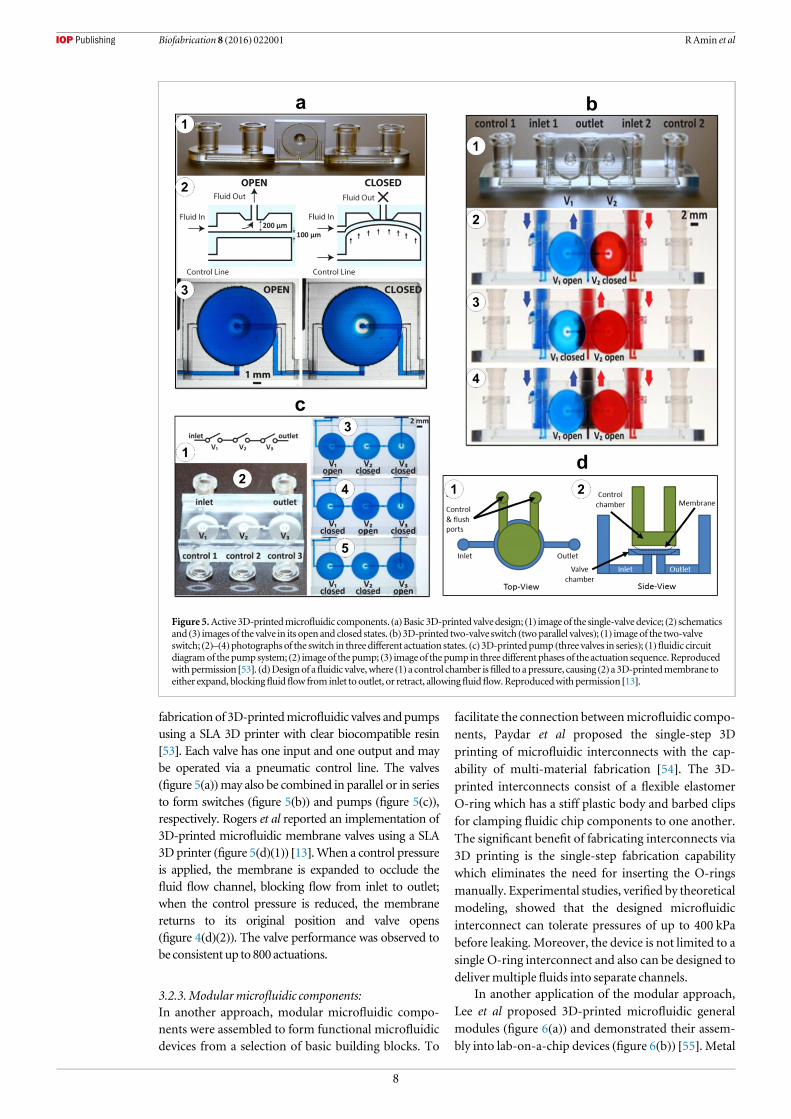
fabrication of 3D-printedmicrofluidic valves andpumpsusing a SLA 3D printer with clear biocompatible resin[53]. Each valve has one input and one output and maybe operated via a pneumatic control line. The valves(figure 5(a))may also be combined in parallel or in seriesto form switches (figure 5(b)) and pumps (figure 5(c)),respectively. Rogers et al reported an implementation of3D-printed microfluidic membrane valves using a SLA3D printer (figure 5(d)(1)) [13].When a control pressureis applied, the membrane is expanded to occlude thefluid flow channel, blocking flow from inlet to outlet;when the control pressure is reduced, the membranereturns to its original position and valve opens(figure 4(d)(2)). The valve performance was observed tobe consistent up to 800 actuations.
3.2.3.Modularmicrofluidic components:In another approach, modular microfluidic compo-nents were assembled to form functional microfluidicdevices from a selection of basic building blocks. To
facilitate the connection betweenmicrofluidic compo-nents, Paydar et al proposed the single-step 3Dprinting of microfluidic interconnects with the cap-ability of multi-material fabrication [54]. The 3D-printed interconnects consist of a flexible elastomerO-ring which has a stiff plastic body and barbed clipsfor clamping fluidic chip components to one another.The significant benefit of fabricating interconnects via3D printing is the single-step fabrication capabilitywhich eliminates the need for inserting the O-ringsmanually. Experimental studies, verified by theoreticalmodeling, showed that the designed microfluidicinterconnect can tolerate pressures of up to 400 kPabefore leaking. Moreover, the device is not limited to asingle O-ring interconnect and also can be designed todelivermultiple fluids into separate channels.
In another application of the modular approach,Lee et al proposed 3D-printed microfluidic generalmodules (figure 6(a)) and demonstrated their assem-bly into lab-on-a-chip devices (figure 6(b)) [55]. Metal
Figure 5.Active 3D-printedmicrofluidic components. (a)Basic 3D-printed valvedesign; (1) imageof the single-valve device; (2) schematicsand (3) images of the valve in its open and closed states. (b)3D-printed two-valve switch (twoparallel valves); (1) image of the two-valveswitch; (2)–(4)photographs of the switch in threedifferent actuation states. (c)3D-printedpump (three valves in series); (1)fluidic circuitdiagramof the pumpsystem; (2) imageof the pump; (3) imageof the pump in three different phases of the actuation sequence. Reproducedwithpermission [53]. (d)Designof afluidic valve,where (1) a control chamber isfilled to apressure, causing (2) a 3D-printedmembrane toeither expand, blockingfluidflow from inlet to outlet, or retract, allowingfluidflow.Reproducedwithpermission [13].
8
Biofabrication 8 (2016) 022001 RAmin et al

pins and rubber O-rings were proposed to improvethe connections between the modules. As a proof ofconcept, detection of alpha-fetoprotein (a biomarkerfor certain congenital defects) was implemented andevaluated using the proposed modules. In anotherwork, Soe et al proposed a new concept of design-by-assembly for lab-on-a-chip devices by software micro-fluidic modules (SoftMABs) [56]. The SoftMABs werepre-designed, ranging from fluidic ports and cham-bers to flow resistors and mixers. By configuring andintegrating SoftMABs, either digitally or physicallypost-fabrication, design of 3D microfluidic lab-on-a-chip devices and fabrication via 3D printing is simpli-fied and streamlined for the user.
3.3. Completemicrofluidic device fabricationMicrofluidic devices have been 3D-printed in a singlestep, requiring no additional components to be inte-grated to complete their functions. These ‘complete’
microfluidic devices enable efficient fabrication whileachieving complex,multi-step functions.
Complete 3D-printed devices have been fabricatedfor detecting and separating biological components.Krejcova et al demonstrated the fabrication of an opti-mized biosensor device using paramagnetic particles[7]. The microfluidic device was 3D printed and fittedwith electrochemical detection devices. A two-stepdetection process achieved isolation of hemagglutininwith paramagnetic particles and electrochemicaldetection of quantum dot-labeled hemagglutinin.More recently, Lee et al have reported a SLA-printedmicrofluidic device consisting of a helical micro-channel for detecting pathogenic bacteria (figure 7(a))[8]. The lab-on-a-chip device featured a trapezoidalcross-section design to avoid the accumulation of par-ticles adjacent to the inner wall of the channels; thedevice also incorporated an extra inlet to facilitatesheath flow, which allowed complete separation of
Figure 6.Modular design of 3D-printedmicrofluidic devices. (a) Schematic illustration and images of functional 3D-printedmodules;(b) integratedmicrofluidic devicemade of 3D-printedmodules; (1)–(4) several possible configurations for biosensing applications.Reproducedwith permission [55].
9
Biofabrication 8 (2016) 022001 RAmin et al
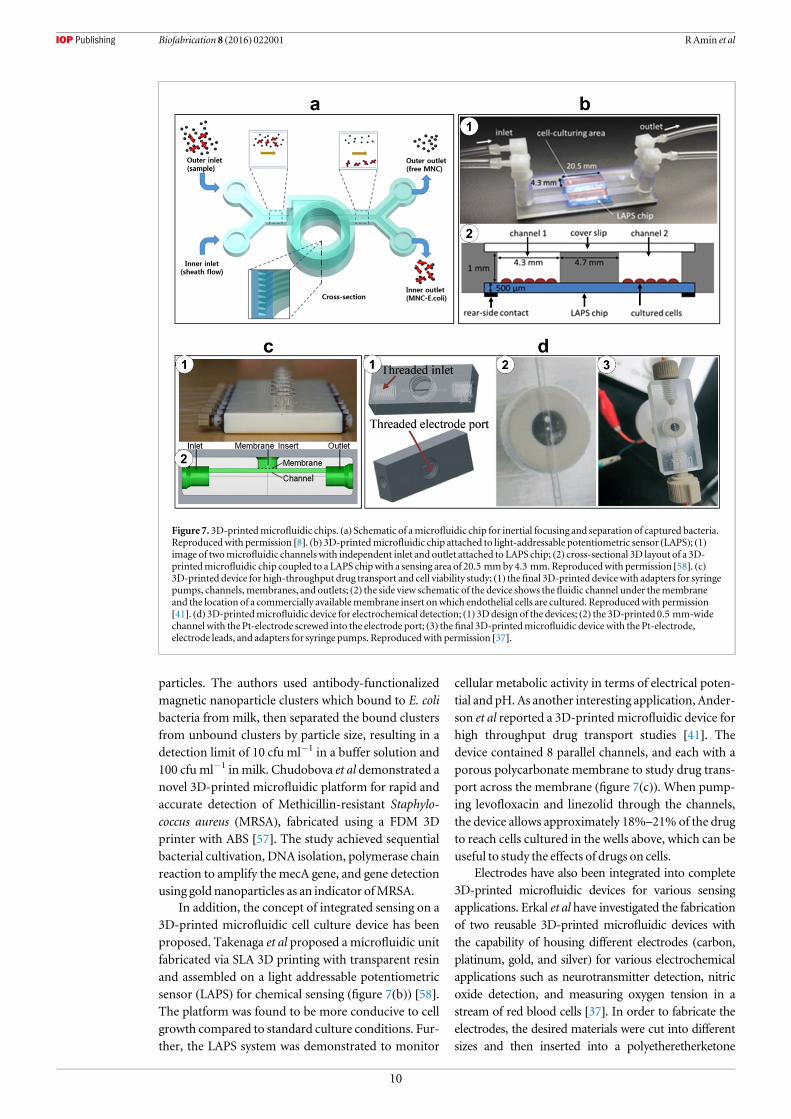
particles. The authors used antibody-functionalizedmagnetic nanoparticle clusters which bound to E. colibacteria from milk, then separated the bound clustersfrom unbound clusters by particle size, resulting in adetection limit of 10 cfu ml−1 in a buffer solution and100 cfu ml−1 in milk. Chudobova et al demonstrated anovel 3D-printed microfluidic platform for rapid andaccurate detection of Methicillin-resistant Staphylo-coccus aureus (MRSA), fabricated using a FDM 3Dprinter with ABS [57]. The study achieved sequentialbacterial cultivation, DNA isolation, polymerase chainreaction to amplify the mecA gene, and gene detectionusing gold nanoparticles as an indicator ofMRSA.
In addition, the concept of integrated sensing on a3D-printed microfluidic cell culture device has beenproposed. Takenaga et al proposed a microfluidic unitfabricated via SLA 3D printing with transparent resinand assembled on a light addressable potentiometricsensor (LAPS) for chemical sensing (figure 7(b)) [58].The platform was found to be more conducive to cellgrowth compared to standard culture conditions. Fur-ther, the LAPS system was demonstrated to monitor
cellular metabolic activity in terms of electrical poten-tial and pH. As another interesting application, Ander-son et al reported a 3D-printed microfluidic device forhigh throughput drug transport studies [41]. Thedevice contained 8 parallel channels, and each with aporous polycarbonate membrane to study drug trans-port across the membrane (figure 7(c)). When pump-ing levofloxacin and linezolid through the channels,the device allows approximately 18%–21% of the drugto reach cells cultured in the wells above, which can beuseful to study the effects of drugs on cells.
Electrodes have also been integrated into complete3D-printed microfluidic devices for various sensingapplications. Erkal et al have investigated the fabricationof two reusable 3D-printed microfluidic devices withthe capability of housing different electrodes (carbon,platinum, gold, and silver) for various electrochemicalapplications such as neurotransmitter detection, nitricoxide detection, and measuring oxygen tension in astream of red blood cells [37]. In order to fabricate theelectrodes, the desired materials were cut into differentsizes and then inserted into a polyetheretherketone
Figure 7. 3D-printedmicrofluidic chips. (a) Schematic of amicrofluidic chip for inertial focusing and separation of captured bacteria.Reproducedwith permission [8]. (b) 3D-printedmicrofluidic chip attached to light-addressable potentiometric sensor (LAPS); (1)image of twomicrofluidic channels with independent inlet and outlet attached to LAPS chip; (2) cross-sectional 3D layout of a 3D-printedmicrofluidic chip coupled to a LAPS chipwith a sensing area of 20.5 mmby 4.3 mm.Reproducedwith permission [58]. (c)3D-printed device for high-throughput drug transport and cell viability study; (1) thefinal 3D-printed device with adapters for syringepumps, channels, membranes, and outlets; (2) the side view schematic of the device shows thefluidic channel under themembraneand the location of a commercially availablemembrane insert onwhich endothelial cells are cultured. Reproducedwith permission[41]. (d) 3D-printedmicrofluidic device for electrochemical detection; (1) 3Ddesign of the devices; (2) the 3D-printed 0.5 mm-widechannel with the Pt-electrode screwed into the electrode port; (3) the final 3D-printedmicrofluidic device with the Pt-electrode,electrode leads, and adapters for syringe pumps. Reproducedwith permission [37].
10
Biofabrication 8 (2016) 022001 RAmin et al

fitting nut. The first printed device was a microfluidicplatform with 500μm× 500 μm straight channels andthreaded printed ports for inserting the nut and electro-des which were used for nitric oxide (with 1 μM limit ofdetection) anddopamine detection (with a 500 nM limitof detection) (figure 7(d)). The second printed devicewas a platformwith 7mmby 3mmby 0.5 mmchannelscontaining Nafion-coated Ag/AgCl electrodes and twotrans-well membranes used for measuring the oxygentension and ATP, respectively, in red blood cell streams.In another study, Vlachova et al formed a 3D-printedmicrofluidic chip for electrochemical detection ofhydrolysed micro RNA using FDM 3D printing withABS material [59]. The device had two chambers, onefor the hydrolysis of nucleic acids and another for theelectrochemical detection of nucleobases using replace-able glassy carbon electrodes.
4.Materials for 3D-printedmicrofluidics
It is essential to understand the 3D printing materialproperties due to their impacts on the fabricationprocess, post processing, and applications of 3D-printedmicrofluidics. Material considerations are alsoimportant mainly because of the ever-growing trendof 3D printing technologies and availability of newmaterials which are yet to be standardized. Given thefact that we have not reached to this standardizationyet, material properties of current raw materialsavailable for numerous 3D printers are discussed herefor better application of these technologies tomicrofluidics.
Biocompatibility, transparency, printability, viscos-ity, and elasticmodulus, are of themost pertinent of theseproperties which allow researchers to select the mostappropriate materials for their device function. Elasticmodulus is the mechanical relationship between stressand strain, which is of extreme importance in designingpieces such as channels and valves whichmust withstandhigh fluid pressure. Although microfluidics deals withsuch small quantities of fluid, the pressure generatedfrom pumping through these devices can be enough tocause an elastic deformation in the channel or valve thatis integral in regulating themicrofluidicprocess [60].
In microfluidic applications, transparency of mate-rials is also a useful property to consider. In micro-fluidics, visual observations are necessary to ensure thereagents are interacting properly and flowing appro-priately. In addition, in biological applications ofmicrofluidics, cells may be imaged using either trans-mitted light or epifluorescence. PDMS is commonlyused for fabricating microfluidic devices due to itsexcellent transparency. Although PDMS is widelyknown for its excellent optical transparency [61], many3D-printable resins have been shown to exhibit com-parable transparency (tables 1 and 2). However, itshould be noted that due to the light-polymerizationmethod involved in SLA 3Dprinting, particularly in the
case of transparent resins, there can be an issue withunintentionally curing layers above the layer beingprinted. UV blockers are often added to the resins toprevent this issue, but these blockers can cause a highlevel of light reflection, limiting the ability to imagefluorescentmolecules in lowwavelengths.
In general, SLA resins are designed to polymerizeunder a specific wavelength (often in the UV range),making cross-compatibility between resins and 3Dprinters limited.Moreover, resin viscosity is an impor-tant parameter in choosing an appropriate method forremoval of uncured resin from 3D-printed channels.The printing resolution also depends on materials.Due to differences in material properties, a singledevice may have slightly different dimensions whenprinted on different types of 3D printers [37]. On theother hand, in the case of FDMmaterials, it is impor-tant to consider the bonding strength between the lay-ers. FDM printers also require solid support materials,some of which can be difficult to remove post-print-ing, limiting theminimumchannel size.
Microfluidic applications often involve biomaterialsor chemical reagents. Chemical composition of the resinis critical tomake the 3D-printed devices a viable option[2, 13, 43]. Devices should be made of resins which willnot react with or absorb protein and nucleic acidreagents to be useful in biomedical applications. Simi-larly, resins should be biocompatible, as living cells maycome into contact or be cultured in close proximitywiththe resin [13]. The biocompatibility and transparency ofboth SLA and multi-jet resins have been shown to besufficient for biological experiments [18].
In light of highly favorable properties of existingresins as well as active innovation in this area, use of3D printing materials to create microfluidic deviceshas gained popularity. The properties of several 3D-printable commercial and custom-made materials arelisted in tables 1 and 2, respectively. With varyingproperties from material to material, a researchershould consider each of these properties when choos-ing amaterial for a particular application.
5.Discussion
3D printing has gained significant popularity for amyriad of applications in several fields. One suchapplication with recent success as well as futurepromise is microfluidics. Using 3D printing offers akey benefit that the entire device can be fabricated inone step compared to UV lithography and softlithography of PDMS molds which require a bondingstep to fabricate the device [54]. 3D printing ofmicrofluidic devices for use in various researchdomains has several advantages over the existingmicrofabrication tools including accessibility, lowcost, efficiency, versatility, and rapid prototyping.Several challenges remain, including choice of materi-als and limitations on the smallest channel dimensions
11
Biofabrication 8 (2016) 022001 RAmin et al

Table 1. 3D-printable commercialmaterials.
Company (Printer) Material Elasticmodulus (GPa) Tensile strength (MPa) Transparency
N/A PDMS (Sylgard 184) [61, 66] 0.001 32–0.002 97 3.51–7.65 Standard for comparisonMakerBot Polylactic acid 3.368 [67] 56.6 [67] Available
Acrylonitrile butadiene styrene (ABS) 1.807 [67] 28.5 [67] UnavailableFormlabs Polymethylmethacrylate 2.7 [68] 61.5 [68] AvailableAsiga (Pico Plus) PlasCLEARpolypropylene/acrylnitril-butadien-styrol [58] — 52.6 [69] Available [69]Stratasys (Objet Connex 350) Objet VeroWhite Plus 2–3 50–65 Opaque,
Isobornyl acrylate (15%–30%) [70] [70] However, the objet series offers a transparentmaterial.Acrylicmonomer (15%–30%)Urethane acrylate (15%–50%)Epoxy acrylate (5–10; 10%–15%)Acrylicmonomer (5–10; 10%–15%)Acrylic oligomer (5–10; 10%–15%), and photoinitiator (0.1–1; 1%–2%) [41]
3DSystems (ProjetHD3500) VisiJetM3 acrylonitrile butadiene styrene [47] 0.866–2.168 [71] 20.5–49 [71] AvailableSomos WaterShedXC (Proprietary) [53] 2.77 50.4 Available [72]MiiCraft Modified acrylate 5%–30% — — Available
Modified acrylate oligomer 5%–30%Acrylatemomoner 20%–60%Epoxymonomer 5%–30%Photoinitiator& additives 2%–10% [73]
12
Biofabrication
8(2016)022001
RAminetal

which may be fabricated. Nonetheless, 3D printingshows promise to add broad and novel applicability toseveral research domains in the coming years.
Here, we present a wide range of technologies avail-able for 3D printing and highlight those which havebeen applied to microfluidics thus far. While there areadvantages and drawbacks to each of these methods,theremay be value in applying 3Dprinting technologieswhich have not yet been used for microfluidic fabrica-tion. High resolution and precision has been achievedin microfluidic devices with photopolymer jetting 3Dprinters. However, other techniques such as binder jet-ting and laser sintering offer the advantage of notrequiring fixed support structures, which can be diffi-cult to remove following the photopolymer jetting pro-cess. Further, taking advantage of amodular fabricationand assembly approach, different components may beprintedwith different printers andmaterials. For exam-ple, flexible parts may be printed with one type of 3Dprinter and more precise parts may be printed withanother, followed by assemblyof themodules.
Integration of functional components directly intothe printed devices is a capability unique to 3D print-ing fabrication. However, while many reported 3D-printed devices consist of passive components whichenable control over fluid flow through the device, onlya few active microfluidic components have beenreported in the literature. Active components canenable additional control and complex capabilities tomicrofluidic devices, further expanding the sophisti-cation of 3D-printed lab-on-a-chip devices. This gaprepresents a promising direction for future advance-ment of 3D-printed devices and implementation ofmore complex and useful processes [2].
Although 3D printing technology offers greatadvantages to thefield ofmicrofluidics, it is important tonote a variety of factors and limitations such as resinmaterial and printing resolution when considering theshift from traditional fabrication techniques to 3Dprinting. The variety of printable materials with appro-priatemechanical, electrical, chemical and optical prop-erties remains limited to those commercially available.In some cases, there is a lack of suitablematerial for part-icular applications [61]. For example, some of the avail-able colorless resins’ transmittance are not sufficient forhigh resolution on-chip optical imaging [2]. Further,their biocompatibility [63] and gas permeability are
hindering factors for long-term on-chip cell culture[11]. Moreover, use of non-proprietary resins in mostcommercial printers requires optimization and exper-tise. However, with the increasing popularity of 3Dprinting, the outlook for this challenge is promising. In2015, Autodesk released the formulation for their pre-viously proprietary Standard Clear Prototyping resinunder a creative commons license, challenging custo-mers to ‘understand how it works, make changes, makeit better, and share those changes’ [64]. Open sourceinitiatives such as this one tend to spur innovation in thefield, as suggested by table 2, opening the door for rapidadvancements in the availability of 3D-printablemateri-als in the coming years.
Choice of the appropriate commercial 3D printerfor fabricatingmicrofluidic devices depends on severalconsiderations: resolution, processing time, and print-ing dimensions. High resolution printers are able tofabricate channels with smaller sizes, superior surfacefinishes and high precision. However, printers withhigh resolution tend to fabricate devices with smallerlayer heights, and therefore have lower throughput.Yet, even with the ability to print features as small astens of microns, the printer resolution is not the onlyeffective factor in achieving micron-scale channeldimensions: channel dimensions can also be limitedby the printing mechanism [2, 11, 65]. FDM printersgenerally rely on support materials during printingwhich must be removed from the channel followingthe printing process, limiting the size of channelswhich may be cleaned. SLA printers use liquid resinwhich can be more easily removed using a solvent.However, the use of light to cure each layer combinedwith the use of transparent materials introduces theissue of ‘overcuring’, in which the light applied forphotopolymerization of one layermay unintentionallyspill over to the opposite layer. This effect can cureresin within a channel and again limit the channel size.As printing resolution and cost are positively corre-lated, the price of the printer andmaterials, and there-fore the cost incurred to fabricatemicrofluidic devices,must be balancedwith the desired resolution [2, 13].
Considering the significant progress in thefield thusfar as well as the current limitations, the process ofincorporating 3Dprintingwithinmicrofluidics is still inits infancy. However, several studies have shown pro-mising applications of 3D printing to microfluidic
Table 2. 3Dprintable custom-developedmaterials.
Transparency Mechanical Properties Other Properties Reference
Not transparent, orange color Not elastic, rigidwithstrong bondingstrength
Can be usedwith nucleic acids and stablewhen in contact with chemical reaction
[13]
Colorless, 60% transmittance, transparent Non-flexible Biocompatible and hydrophobic; can beused formixing and electrophoresis
[2]
Transparent after sanding and channel treat-ment, PDMSor polystyrene coating improvedtransparency
Non-flexible Biocompatible, non-toxic, and safe for cellcultures; can be used for electrolysis
[43]
13
Biofabrication 8 (2016) 022001 RAmin et al
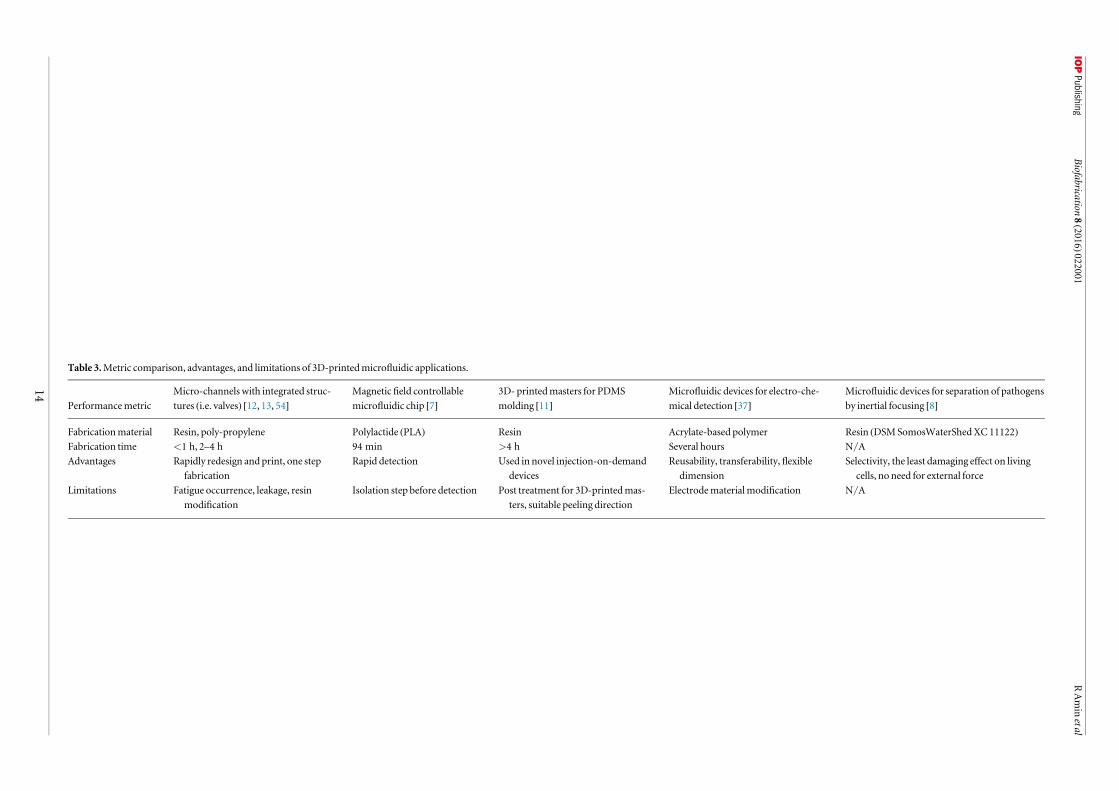
Table 3.Metric comparison, advantages, and limitations of 3D-printedmicrofluidic applications.
PerformancemetricMicro-channels with integrated struc-tures (i.e. valves) [12, 13, 54]
Magneticfield controllablemicrofluidic chip [7]
3D- printedmasters for PDMSmolding [11]
Microfluidic devices for electro-che-mical detection [37]
Microfluidic devices for separation of pathogensby inertial focusing [8]
Fabricationmaterial Resin, poly-propylene Polylactide (PLA) Resin Acrylate-based polymer Resin (DSMSomosWaterShedXC 11122)Fabrication time <1 h, 2–4 h 94 min >4 h Several hours N/AAdvantages Rapidly redesign and print, one step
fabricationRapid detection Used in novel injection-on-demand
devicesReusability, transferability, flexible
dimensionSelectivity, the least damaging effect on living
cells, no need for external forceLimitations Fatigue occurrence, leakage, resin
modificationIsolation step before detection Post treatment for 3D-printedmas-
ters, suitable peeling directionElectrodematerialmodification N/A
14
Biofabrication
8(2016)022001
RAminetal
platforms (table 3). Results of these studies confirm that3D printing procedures for creating microfluidic devi-ces are relatively fast and simplify the labor required forphoto and soft lithography-based techniques into aone-step fabrication process. Further, 3D printingmakes the fabrication of devices with highly complex3D features more feasible and efficient. Developing 3Dprinting technologies and increasing the versatility ofmaterials has the potential to significantly affect the waymicrofluidic lab-on-a-chip devices are fabricated.Application of rapidly improving 3D printing technol-ogy has already made microfluidics more accessible tobasic scientists and engineers alike. Future improve-ments to 3D printing technology and materials formicrofluidics is likely to spur further advancements inseveralfields of research.
Acknowledgments
ST acknowledges the American Heart AssociationScientist Development Grant (15SDG25080056), theUniversity of Connecticut Research Excellence Pro-gram award and the University of Connecticut 2015Provost’s Teaching Innovation Mini Grant award forfinancial support of this research. The authorsacknowledge Keeyan Ghoreshi for his research toprepare table 2. The authors also acknowledge ChuHsiang Yu’s artful contributions forfigure 1.
References
[1] Gross BC et al 2014 Evaluation of 3Dprinting and its potentialimpact on biotechnology and the chemical sciencesAnal.Chem. 86 3240–53
[2] ShallanA I et al 2014Cost-effective three-dimensional printingof visibly transparentmicrochips withinminutesAnal. Chem.86 3124–30
[3] Knowlton S,Onal S, YuCH, Zhao J J andTasoglu S 2015Bioprinting for cancer researchTrends Biotechnol. 33 504–13
[4] Knowlton SM, Sencan I, Aytar Y, Khoory J, HeeneyMM,Ghiran IC andTasoglu S 2015 Sickle cell detection using asmartphone Sci. Rep. 5 15022
[5] Knowlton S, YuCH, JainN,Ghiran IC andTasoglu S 2015Smart-phone basedmagnetic levitation formeasuringdensities PLoSONE 10 e0134400
[6] Yenilmez B, Knowlton S, YuCH,HeeneyMandTasoglu S2016 Label-Free Sickle Cell DiseaseDiagnosis using a Low-Cost,Handheld PlatformAdv.Mat. Tech. in press(doi:10.1002/admt.201600100)
[7] Krejcova L et al 2014 3Dprinted chip for electrochemicaldetection of influenza virus labeledwithCdS quantumdotsBiosens. Bioelectron. 54 421–7
[8] LeeW et al 2015 3D-printedmicrofluidic device for thedetection of pathogenic bacteria using size-based separationin helical channel with trapezoid cross-section Sci. Rep.5 7717
[9] Knowlton SM, SadasivamMandTasoglu S 2015Microfluidicsfor sperm research Trends Biotechnol. 33 221–9
[10] Tasoglu S et al 2015Advances in nanotechnology andmicrofluidics for human papillomavirus diagnosticsProc.IEEE 103 161–78
[11] ChanHN et al 2015Direct, one-stepmolding of 3D-printedstructures for convenient fabrication of truly 3DPDMSmicrofluidic chipsMicrofluidics Nanofluidics 19 9–18
[12] Kitson P J et al 2012Configurable 3D-Printedmillifluidic andmicrofluidic ‘lab on a chip’ reactionware devices LabChip 123267–71
[13] Rogers C I et al 2015 3Dprintedmicrofluidic devices withintegrated valvesBiomicrofluidics 9 016501
[14] LeeMP et al 2015Development of a 3Dprinter using scanningprojection stereolithography Sci. Rep. 5 9875
[15] Temiz Y et al 2015 Lab-on-a-chip devices: How to close andplug the lab?Microelectron. Eng. 132 156–75
[16] AuAK et al 2016 3D‐printedmicrofluidicsAngew. Chem., Int.Ed. Engl. 55 2–22
[17] O’Neill P et al 2014Advances in three-dimensional rapidprototyping ofmicrofluidic devices for biological applicationsBiomicrofluidics 8 052112
[18] Zhu F et al 2015 Biological implications of lab-on-a-chipdevices fabricated usingmulti-jetmodelling andstereolithography processes in SPIEMicrotechnologiesInternational Society forOptics and Photonics
[19] Yazdi AA et al 2016 3Dprinting: an emerging tool for novelmicrofluidics and lab-on-a-chip applicationsMicrofluidicsNanofluidics 20 1–18
[20] HoCMB et al 2015 3Dprintedmicrofluidics for biologicalapplications LabChip 15 3627–37
[21] WaldbaurA et al 2011 Let there be chip—towards rapidprototyping ofmicrofluidic devices: one-stepmanufacturingprocesses Anal.Methods 3 2681–716
[22] Hull CW1986Apparatus for production of three-dimensionalobjects by stereolithographyGoogle Patents,USPatentNo.4,575,330
[23] Melchels F P, Feijen J andGrijpmaDW2010A review onstereolithography and its applications in biomedicalengineeringBiomaterials 31 6121–30
[24] Grogan S P et al 2013Digitalmicromirror device projectionprinting system formeniscus tissue engineeringActaBiomaterialia 9 7218–26
[25] BertschA andRenaud P 2011MicrostereolithographyStereolithography (Berlin: Springer) pp 81–112
[26] HuangY-M, Jeng J-Y and JiangC-P 2003 Increased accuracyby using dynamicfinite elementmethod in the constrain-surface stereolithography system J.Mater. Process. Technol. 140191–6
[27] BertschA et al 2001 Staticmicromixers based on large-scaleindustrialmixer geometry LabChip 1 56–60
[28] LimTW et al 2011Three-dimensionally crossingmanifoldmicro-mixer for fastmixing in a short channel length LabChip11 100–3
[29] NielsonR, Kaehr B and Shear J B 2009Microreplication anddesign of biological architectures using dynamic‐maskmultiphoton lithography Small 5 120–5
[30] CrumpS S 1992Apparatus andmethod for creating three-dimensional objectsGoogle Patents,USPatentNo. 5,121,329
[31] PhamDandGault R 1998A comparison of rapid prototypingtechnologies Int. J.Mach. Tools.Manuf. 38 1257–87
[32] SoodAK,Ohdar R andMahapatra S 2009 Improvingdimensional accuracy of fused depositionmodelling processedpart using grey TaguchimethodMater. Des. 30 4243–52
[33] SymesMD et al 2012 Integrated 3D-printed reactionware forchemical synthesis and analysisNat. Chem. 4 349–54
[34] GelberMKandBhargava R 2015Monolithicmultilayermicrofluidics via sacrificialmolding of 3D-printed isomalt LabChip 15 1736–41
[35] Calvert P 2001 Inkjet printing formaterials and devicesChem.Mater. 13 3299–305
[36] GothaitHApparatus andmethod for three-dimensionalmodel printing 2001Google Patents
[37] Erkal J L et al 2014 3Dprintedmicrofluidic devices withintegrated versatile and reusable electrodes LabChip 142023–32
[38] Begolo S et al 2014The pumping lid: investigatingmulti-material 3D printing for equipment-free, programmablegeneration of positive andnegative pressures formicrofluidicapplications LabChip 14 4616–28
15
Biofabrication 8 (2016) 022001 RAmin et al
[39] Causier A et al 2015 3D-printed systemoptimizing dissolutionof hyperpolarized gaseous species formicro-sizedNMR LabChip 15 2049–54
[40] Bonyár A et al 2010 3DRapid Prototyping Technology (RPT)as a powerful tool inmicrofluidic development Procedia Eng. 5291–4
[41] AndersonKB et al 2013A 3Dprinted fluidic device thatenables integrated featuresAnal. Chem. 85 5622–6
[42] CominaG, Suska A and Filippini D 2013 PDMS lab-on-a-chipfabrication using 3Dprinted templates LabChip 14 424–30
[43] Gross BC et al 2015 Polymer coatings in 3Dprinted fluidicdevice channels for improved cellular adherence prior toelectrical lysisAnal. Chem. 87 6335–41
[44] CominaG, Suska A and Filippini D 2014 Low cost lab-on-a-chip prototypingwith a consumer grade 3Dprinter LabChip14 2978–82
[45] KameiK I et al 2015 3Dprinting of soft lithographymold forrapid production of polydimethylsiloxane-basedmicrofluidicdevices for cell stimulationwith concentration gradientsBiomed.Microdevices 17 1–8
[46] Donvito L et al 2015 Experimental validation of a simple, low-cost, T-junction droplet generator fabricated through 3Dprinting J.Micromech.Microeng. 25 035013
[47] MartinoC, Berger S andWoottonRC2014A 3D-printedmicrocapillary assembly for facile double emulsion generationLabChip 14 4178–82
[48] ChenQL, Liu Z and ShumHC2014Three-dimensionalprinting-based electro-millifluidic devices for fabricatingmulti-compartment particlesBiomicrofluidics 8 064112
[49] SymesMD et al 2012 Integrated 3D-printed reactionware forchemical synthesis and analysisNat. Chem. 4 349–54
[50] Kitson P J et al 2014 3Dprinted high‐throughputhydrothermal reactionware for discovery, optimization, andscale‐upAngew. Chem., Int. Ed. Engl. 53 12723–8
[51] SuCK,Hsia SC and SunYC2014Three-dimensional printedsample load/inject valves enabling onlinemonitoring ofextracellular calcium and zinc ions in living rat brainsAnal.Chim. Acta 838 58–63
[52] CominaG, Suska A and Filippini D 2015 3Dprinted unibodylab-on-a-chip: features survey and check-valves integrationMicromachines 6 437–51
[53] AuAK et al 2015 3D-printedmicrofluidic automation LabChip 15 1934–41
[54] PaydarO et al 2014Characterization of 3D-printedmicrofluidic chip interconnects with integratedO-ringsSensors ActuatorsA 205 199–203
[55] LeeKG et al 2014 3Dprintedmodules for integratedmicrofluidic devicesRSCAdv. 4 32876–80
[56] SoeAK, FieldingMandNahavandi S 2013 Lab-on-a-chipturns soft: Computer-aided, software-enabledmicrofluidicsdesign 2013 IEEE/ACMInt. Conf. on Advances in SocialNetworks Analysis andMining (ASONAM) IEEE
[57] ChudobovaD et al 2015 3D‐printed chip for detection ofmethicillin‐resistant Staphylococcus aureus labeledwith goldnanoparticles Electrophoresis 36 457–66
[58] Takenaga S et al 2015 Fabrication of biocompatible lab‐on‐chip devices for biomedical applications bymeans of a 3D‐printing processPhys. Status Solidi a 212 1347–52
[59] Vlachova J et al 2015A 3Dmicrofluidic chip forelectrochemical detection of hydrolysed nucleic bases by amodified glassy carbon electrode Sensors 15 2438–52
[60] StoneHA, StroockADandAjdari A 2004 Engineering flows insmall devices:microfluidics toward a lab-on-a-chipAnnu. Rev.FluidMech. 36 381–411
[61] MataA, FleischmanA J andRoy S 2005Characterization ofpolydimethylsiloxane (PDMS) properties for biomedicalmicro/nanosystemsBiomed.Microdevices 7 281–93
[62] Capel A J et al 2013Design and additivemanufacture forflowchemistry LabChip 13 4583–90
[63] Zhu F et al 2013Additivemanufacturing of lab-on-a-chipdevices: promises and challenges in SPIEMicro+NanoMaterials, Devices, andApplications International Society forOptics and Photonics
[64] WilhelmE 2015 Autodesk standard clear resin is now opensource, in Ember Blog. Autodesk, Inc
[65] Tseng P et al 2014Research highlights: printing the future ofmicrofabrication LabChip 14 1491–5
[66] Johnston I et al 2014Mechanical characterization of bulkSylgard 184 formicrofluidics andmicroengineeringJ.Micromech.Microeng. 24 035017
[67] Tymrak B, KreigerM and Pearce J 2014Mechanical propertiesof components fabricatedwith open-source 3Dprinters underrealistic environmental conditionsMater. Des. 58 242–6
[68] Formlabs 2014Clear Photopolymer Resin for Form1+:MATERIALPROPERTIES (http://formlabs.com/media/upload/Clear-DataSheet.pdf)
[69] Asiga 2015PlasCLEARTechnical Datasheet (http://asiga.com/media/main/files/PlasCLEAR_us_en.pdf)
[70] Stratasys 2015TransparentMaterial for Clear PlasticsSimulation|Stratasys (www.stratasys.com/materials/polyjet/transparent)
[71] 3DSYSTEMS2015ProJet 3500SD&HDProfessional 3DPrinters(https://3dsystems.com/sites/www.3dsystems.com/files/projet_3500_plastic_0115_usen_web.pdf)
[72] Somos 2015 Somos®WaterShedXC 11122: The difference isclear (http://dsm.com/products/somos/en_US/offerings/offerings-somos-water-shed.html)
[73] Miicraft 2012Material SafetyData Sheet (http://miicraft.com/web/assets/2012/07/MiiCraft_Blue-Resin_MSDS1.pdf)
[74] MenkovVYangzhouMuseum-woodblock for printing 2008,Wikimedia Commons, licensed underCCBY-SA 3.0US
[75] Diamond Sutra (photo: public domain) by InternationalDunhuang Project (https://upload.wikimedia.org/wikipedia/commons/0/07/Diamond_sutra.jpg)
[76] Uploadmo 2009Koreanmoveable typesetWikimediaCommons, licensed under CCBY-SA 3.0
[77] WilliamsGHGutenberg Press. 2004,Wikimedia Commons,public domain
[78] 73, C., Lithography stone andmirror image print of amap ofMunich. 2006,Wikimedia Commons, licensed underCCBY-SA 3.0
[79] BuboB Erste Druckpresse 2008,Wikimedia Commons,licensed underCCBY-SA 3.0
[80] Meggs PB and Purvis AW2011Meggs’History of GraphicDesign (NewYork:Wiley)
[81] History of the Processes ofManufacture 1864 John Bradburn[82] 3D Systems, 30 YEARSOF INNOVATION 2015 (Available
from: http://3dsystems.com/30-years-innovation)[83] Tools CMakerbot Industries - Replicator 2 - 3D-printer 09 2012,
Flicker, licensed underCCBY 2.0[84] Overview over 3D printing technologies. 2016 (https://
additively.com/en/learn-about/3d-printing-technologies)
16
Biofabrication 8 (2016) 022001 RAmin et al





























