PROCESS India1-2012
34PHARMA/BIOTECHOIL/GASWATER/WASTEWATERCHEMICALDESIGN
OPERATIONFOOD/BEVERAGESAFETYProcess and/or safety engineers and
managers need to clearly understand, plan and execute future
emergency relief system design work for plant projects, such as
Process Hazard Analyses (PHA), unit expansions, debottlenecking
studies etc. This article focuses on the usefulness of Design of
Emergency Relief Systems (DERS), Hazard and Operability (HAZOP) and
Safety Integrity Level (SIL) tools.ASHISH PARIKHThe author is the
Delivery Head at Shiva Engineering Services, Vadodara. Contact
Tel.: 912652321418.Chemical industry in general, deals with
varieties of flammables and toxic materials on day-to-day basis
wherein the risk of exposure of people to such chemicals is always
present. Handling of such chemicals from safety point of view is a
major chal-lenge for key decision makers. On one hand the industry
has pressure to deliver increased production and on the other hand
it needs to ensure the process safety. Any accidental event, which
arises out of failure of safety measures, causes loss of production
and affects plant personnels health. There are various ways to
mitigate such incidents, for example, properly designed pressure
relief systems can save operating equipment in the event of an
emergency, avoiding both capital spending to replace damaged
equipment and costly downtime.Classification of hazardous
chemicalsChemicals are broadly defined into three categories as per
Schedule I (Part I & Part II ) guidelines of Ministry of
Environment and Forests
(http://envfor.nic.in/legis/hsm/hsm2sch1.html):Part Ia) Toxic
chemicalsb) Flammable chemicalsc) Explosives Part IIThere are about
429 chemicals defined as hazardous and toxic chemicals in Part II
clas-sifications. Some of them that are widely used are acetone,
acrylonitrile, ammonia, ammonium nitrate, aniline, benzene, butane,
carbon monoxide, chlorine, liquefied petro-leum gas, nitrobenzene
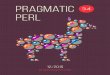
and sulphuric acid.Operational risk mitigation is possible through
right designDesigning the emergency relief systemThere are various
ways to mitigate risk in chemical plants where plant personnel
regularly need to handle flammable and toxic materials.Source:
depositphotos.com Sergey Solomakhin2357319PROCESS India1-2012
35Process hazard analysisThe key to implementation of effective
process safety and risk management systems lies in developing a
common framework, which includes all local regulatory require-ments
and all corporate standards.A proactive approach, coupled with
prop-erly planned and implemented process safety management system
can help minimise loss of life, environmental impact, equipment
damage, citations and litigation.Effective process safety and risk
manage-ment starts with understanding the hazards that are present
in the process. Process Haz-ard Analysis (PHA) should be conducted
throughout the life of a process from initial laboratory trials,
through operation, until the process is decommissioned.At different
stages of a process life cycle, different PHA techniques may need
to be used. Various current techniques used for conducting PHAs
are: Preliminary or Inherent Hazard Analysis, HAZOP studies,
Failure Modes and Effects Analysis and Emergency Relief System
(ERS) Design.ERS designEmergency Relief System (ERS) design is an
essential part of process safety management and keystone in
achieving process safety. Effective ERS design helps companies meet
risk-management goals, compliance require-ments and sound business
practices. DIERS (Design Institute for Emergency Relief Sys-tems)
Technology is an example of good engineering practice for process
safety man-agement of highly hazardous chemicals.There are several
software like Su-perChems, ioXpress, which are used for con-ducting
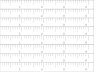
risk screening, documenting PHAs and Source: Shiva Engineering
ServicesTemperature ( oC )Time (min)Onset
ofRunawayInduction400300200100100 125 150 175 200 2250+ Academic
distance learning study program Pump Engineer+ Certified Energy
Consultant for Pumps and Pump Systems+ Open to all engineers and
professionals working with pumps+ Developed by professors from
leading European technical universities and internationally
renowned experts+ Practical on the spot training by highly
qualified pump specialists Englsh lnguage iacourse to star in tMach
2012rIn cooperation with institutes from:SAFETYPROCESS India1-2012
36Safety integrity levelWhile the Hazard and Operability (HAZOP)
study identifies and risk-ranks hazards, Safety Integrity Level
(SIL) determination focuses on the adequacy of safeguards to
mitigate haz-ards. The chemical industry relies on Basic Process
Control System (BPCS) and Safety Instrumented System (SIS). In a
process plant, the operator supervises the operation and takes
necessary action through BPCS. The BPCS is the lowest layer of
protection and is responsible for normal operation of the
plant.There are four different SIL levels: SIL 1 - Probability of
failure on demand between 10-1 and 10-2, SIL 2 - Probability of
failure on demand between 10-2 and 10-3, SIL 3 - Prob-ability of
failure on demand between 10-3 and 10-4, SIL 4 - Probability of
failure on demand between 10-4 and 10-5.Each level represents an
order of magni-tude of risk reduction. Higher SIL level indi-cates
higher is the safety level and lower probability that the system
will fail to per-form. The ideal time for SIL determination is
during the Front-End Engineering Design (FEED) and project
definition stages, and typically as a supplement to the HAZOP. But
SIL determination may also be used effec-tively during the plants
life to determine if improvements are needed, and to provide
guidance as to the form of the improvements.SIL level can be
identified based on the plant owner risk tolerance. Plant owner
should determine the acceptable level of risk based on corporate
strategy, legal require-ment, capital and other factors. Selection
of appropriate SIL level calls for a careful analy-sis. Costs
increase with higher SIL levels. It has been observed that
typically the chemi-cal industry has opted to go up to SIL level 2
based on the requirement.conducting hazard assessments. These tools
are essential for any plant manager with safety or risk management
responsibility. Legal compliance requires process expan-sions or
modifications of relief system design documentation up to date, and
non-conformi-ty of the same results in costly fines. Relief and
flare systems are affected by processing modification, expansion,
debottlenecking and other changes, and documentation must be
updated accordingly. Using software tools such asSuperChems, one
can perform sizing calculations, account for header and flare stack
hydraulics, and calculate the radiation effects due to
flaring.HAZOP studyA Hazard and Operability (HAZOP) study is a
structured and systematic examination of a planned or existing
process or operation, in order to identify and evaluate problems
that may represent risks to personnel or equipment. Hazard means
any operation that could possibly cause a catastrophic release of
toxic, flammable or explosive chemicals or any action that could
result in injury to personnel.Operability means any operation
inside the design envelope that would cause a shutdown that could
possibly lead to a viola-tion of environmental, health or safety
regu-lations or negatively impact profitability.The HAZOP process
is based on the prin-ciple a team-approach to hazard analysis
identifies more problems than done by an individual. The HAZOP team
consists of indi-viduals with varying backgrounds and skill. The
expertise is assembled during HAZOP sessions and through a
collective brainstorm- effort that stimulates creativity and new
ideas, a complete review of the process under consideration is
made.ERS case studyShiva Engineering Services (SES) recently
carried out ERS study for one of its polymer clients. As per the
present status, the AO-Butyl Stearate Tank is currently protected
by a rupture disk of 8, set at 4-7psig @ 50C.The purpose of this
Emergency Relief Sys-tem (ERS) design package was to examine the
adequacy of the existing installation with regards to overpressure
protection. Also it included, if found inadequate, SES would design
a relief system to protect the AO-Butyl Stearate Tank from
unallowable overpressure. Pressure rating of equipment: 70 psig
@122FTwo-phase Vessel Dynamics was carried out in order to
establish the relief rate. The relief rate was 159 lb/sec. Piping
was anal-ysed to find out maximum flow it could take. Then it was
found that the piping was able to take flow rate more than 159
lb/sec. Maximum flow possible through piping was 180.5 lb/sec.
Afterwards the complete study report was submitted to the client
regarding the existing relief device and adequacy of piping to
pre-vent the vessel from overpressure during external fire
case.Risk assessmentThis can be done both qualitatively and
quantitatively and at varying levels of detail. To carry out
qualitative risk assessments, ioMosaics ioFIRST software supports
risk screening activities, while risk survey approach guides more
detailed assessments.Fault-tree and event-tree analyses may be done
to determine the frequency of potential incidents and evaluate risk
for quantitative review. SuperChems hazard assessment modelling
software includes source term and vapour dispersion models. STEPS
INCLUDED IN THE HAZOP METHODOLOGY1. Collect data2. Understand the
subject3. Prepare nodes and activities4. Mark-up the drawings5.
Devise a list of appropriate keywords6. Prepare table headings and
an agenda7. Select the team8. Prepare a timetableDATA TO BE
COLLECTED BEFORE STARTING THE HAZOP STUDY IN GENERAL1. Process
description2. P&I diagram3. Process parameters4. Material
safety data sheet ofchemicals involved in the process5. Interlock
and logics6. Start up and shutdown procedure7. Emergency shutdown
procedure8. Prepare a timetableSIL STUDY REQUIRES VARIOUS DATATHESE
WILL BE INCLUDED,BUT WILL NOT BE LIMITED TO1. All relevant studies
(HAZOPs, QRAs, etc)2. P&IDs3. Cause and effect charts4. Current
maintenance andshutdown details5. Relevant operational
information