-
8/3/2019 3.0-Topic 3- Plant Layout
1/76
05/04/12 NY - KJP 585 2009 1
OperationsManagement
Topic 3 Plant LayoutTopic 3 Plant Layout
UiTM Shah AlamUiTM Shah AlamLecturer: Pn. Noriah YusoffLecturer:
Pn. Noriah Yusoff
T1-A16-6CT1-A16-6C
-
8/3/2019 3.0-Topic 3- Plant Layout
2/76
05/04/12 NY - KJP 585 2009 2
Outline
Global Company Profile:Global Company
Profile:McDonaldsMcDonalds
The Strategic Importance ofThe Strategic Importance ofLayout
DecisionsLayout Decisions
Types of LayoutTypes of Layout
Office LayoutOffice Layout
Retail LayoutRetail Layout
ServicescapesServicescapes
-
8/3/2019 3.0-Topic 3- Plant Layout
3/76
05/04/12 NY - KJP 585 2009 3
Outline Continued
Warehousing and Storage LayoutsWarehousing and Storage
Layouts
Cross-DockingCross-Docking
Random DockingRandom Docking
CustomizingCustomizing
Fixed-Position LayoutFixed-Position Layout
Process Oriented LayoutProcess Oriented LayoutComputer
SoftwareComputer Softwarefor Processfor Process
Oriented Layout.Oriented Layout.
-
8/3/2019 3.0-Topic 3- Plant Layout
4/76
05/04/12 NY - KJP 585 2009 4
Outline Continued
Work CellsWork CellsRequirements of Work CellsRequirements of
Work Cells
Staffing and Balancing Work CellsStaffing and Balancing Work
Cells
The Focused Work Center and theThe Focused Work Center and
theFocused FactorFocused Factor
Repetitive and Product-OrientedRepetitive and
Product-Oriented
LayoutLayoutAssembly-Line BalancingAssembly-Line Balancing
-
8/3/2019 3.0-Topic 3- Plant Layout
5/76
05/04/12 NY - KJP 585 2009 5
Learning Objectives
When you complete this chapter you
should be able to:
1.1. Discuss important issues in office layoutDiscuss important
issues in office layout2.2. Define the objectives of retail
layoutDefine the objectives of retail layout
3.3. Discuss modern warehouse managementDiscuss modern warehouse
management
and terms such as ASRS, cross-docking,and terms such as ASRS,
cross-docking,and random stockingand random stocking
4.4. Identify when fixed-position layouts areIdentify when
fixed-position layouts areappropriateappropriate
-
8/3/2019 3.0-Topic 3- Plant Layout
6/76
05/04/12 NY - KJP 585 2009 6
Learning Objectives
When you complete this chapter, you
should be able to:
5.5. Explain how to achieve a good process-Explain how to
achieve a good process-
oriented facility layoutoriented facility layout
6.6. Define work cell and the requirements ofDefine work cell
and the requirements ofa work cella work cell
7.7. Define product-oriented layoutDefine product-oriented
layout8.8. Explain how to balance production flowExplain how to
balance production flow
in a repetitive or product-oriented facilityin a repetitive or
product-oriented facility
-
8/3/2019 3.0-Topic 3- Plant Layout
7/76
05/04/12 NY - KJP 585 2009 7
Innovations at McDonalds
Indoor seating (1950s)Indoor seating (1950s)
Drive-through window (1970s)Drive-through window (1970s)
Adding breakfast to the menuAdding breakfast to the
menu(1980s)(1980s)
Adding play areas (late 1980s)Adding play areas (late 1980s)
Redesign of the kitchens (1990s)Redesign of the kitchens (1990s)
Self-service kiosk (2004)Self-service kiosk (2004)
Now three separate dining sectionsNow three separate dining
sections
-
8/3/2019 3.0-Topic 3- Plant Layout
8/76
05/04/12 NY - KJP 585 2009 8
Innovations at McDonalds
Indoor seating (1950s)Indoor seating (1950s)
Drive-through window (1970s)Drive-through window (1970s)
Adding breakfast to the menuAdding breakfast to the
menu(1980s)(1980s)
Adding play areas (late 1980s)Adding play areas (late 1980s)
Redesign of the kitchens (1990s)Redesign of the kitchens (1990s)
Self-service kiosk (2004)Self-service kiosk (2004)
Now three separate dining sectionsNow three separate dining
sections
Six out of theSix out of theseven areseven are
layoutlayoutdecisions!decisions!
-
8/3/2019 3.0-Topic 3- Plant Layout
9/76
05/04/12 NY - KJP 585 2009 9
McDonalds New Layout
Seventh major innovation Redesigning all 30,000 outlets
around
the world Three separate dining areas
Linger zone with comfortable chairs and Wi-Fi connections
Grab and go zone with tall counters
Flexible zone for kids and families Facility layout is a source
of competitive
advantage
-
8/3/2019 3.0-Topic 3- Plant Layout
10/76
05/04/12 NY - KJP 585 2009 10
Strategic Importance of
Layout Decisions
The objective of layout strategyThe objective of layout
strategyis to develop a cost-effectiveis to develop a
cost-effectivelayout that will meet a firmslayout that will meet a
firms
competitive needscompetitive needs
-
8/3/2019 3.0-Topic 3- Plant Layout
11/76
05/04/12 NY - KJP 585 2009 11
Layout Design Considerations
Higher utilization of space, equipment,Higher utilization of
space, equipment,and peopleand people
Improved flow of information, materials,Improved flow of
information, materials,or peopleor people
Improved employee morale and saferImproved employee morale and
safer
working conditionsworking conditions Improved customer/client
interactionImproved customer/client interaction
FlexibilityFlexibility
-
8/3/2019 3.0-Topic 3- Plant Layout
12/76
05/04/12 NY - KJP 585 2009 12
Types of Layout
1.1. Office layoutOffice layout
2.2. Retail layoutRetail layout
3.3. Warehouse layoutWarehouse layout
4.4. Fixed-position layoutFixed-position layout
5.5. Process-oriented layoutProcess-oriented layout6.6.
Work-cell layoutWork-cell layout
7.7. Product-oriented layoutProduct-oriented layout
-
8/3/2019 3.0-Topic 3- Plant Layout
13/76
05/04/12 NY - KJP 585 2009 13
Types of Layout
1.1. Office layoutOffice layout: Positions workers,: Positions
workers,their equipment, and spaces/officestheir equipment, and
spaces/officesto provide for movement ofto provide for movement
of
informationinformation
2.2. Retail layoutRetail layout: Allocates shelf space:
Allocates shelf spaceand responds to customer behaviorand responds
to customer behavior
3.3. Warehouse layoutWarehouse layout: Addresses trade-:
Addresses trade-offs between space and materialoffs between space
and materialhandlinghandling
-
8/3/2019 3.0-Topic 3- Plant Layout
14/76
05/04/12 NY - KJP 585 2009 14
Types of Layout
4.4. Fixed-position layoutFixed-position layout: Addresses:
Addressesthe layout requirements of large,the layout requirements
of large,bulky projects such as ships andbulky projects such as
ships andbuildingsbuildings
5.5. Process-oriented layoutProcess-oriented layout: Deals with:
Deals withlow-volume, high-variety productionlow-volume,
high-variety production
(also called job shop or intermittent(also called job shop or
intermittentproduction)production)
-
8/3/2019 3.0-Topic 3- Plant Layout
15/76
05/04/12 NY - KJP 585 2009 15
Types of Layout
6.6. Work cell layoutWork cell layout: Arranges:
Arrangesmachinery and equipment to focusmachinery and equipment to
focuson production of a single product oron production of a single
product orgroup of related productsgroup of related products
7.7. Product-oriented layoutProduct-oriented layout: Seeks the:
Seeks thebest personnel and machinebest personnel and machine
utilizations in repetitive orutilizations in repetitive
orcontinuous productioncontinuous production
-
8/3/2019 3.0-Topic 3- Plant Layout
16/76
05/04/12 NY - KJP 585 2009 16
Good Layouts Consider
1.1. Material handling equipmentMaterial handling equipment
2.2. Capacity and space requirementsCapacity and space
requirements
3.3. Environment and aestheticsEnvironment and aesthetics
4.4. Flows of informationFlows of information
5.5. Cost of moving between variousCost of moving between
various
work areaswork areas
-
8/3/2019 3.0-Topic 3- Plant Layout
17/76
05/04/12 NY - KJP 585 2009 17
Layout Strategies
Table 9.1Table 9.1
Office Retail Warehouse (storage)
Examples
Allstate Insurance
Microsoft Corp.
KrogersSupermarket
Walgreens
Bloomingdales
Federal-Mogulswarehouse
The Gapsdistribution center
Problems/Issues
Locate workersrequiring frequentcontact close to oneanother
Expose customer tohigh-margin items
Balance low-coststorage with low-costmaterial handling
-
8/3/2019 3.0-Topic 3- Plant Layout
18/76
05/04/12 NY - KJP 585 2009 18
Layout Strategies
Table 9.1Table 9.1
Project(fixed position)
Job Shop(process oriented)
Examples
Ingall Ship Building
Corp.
Trump Plaza
Pittsburgh Airport
Arnold Palmer Hospital
Hard Rock Caf
Olive Garden
Problems/Issues
Move material to the limitedstorage areas around the site
Manage varied material flowfor each product
-
8/3/2019 3.0-Topic 3- Plant Layout
19/76
05/04/12 NY - KJP 585 2009 19
Layout Strategies
Table 9.1Table 9.1
Work Cells(product families)
Repetitive/ Continuous (productoriented)
Examples
Hallmark Cards
Wheeled Coach
Standard Aero
Sonys TV assembly
line
Toyota Scion
Problems/Issues
Identify a product family, buildteams, cross train
teammembers
Equalize the task time at eachworkstation
-
8/3/2019 3.0-Topic 3- Plant Layout
20/76
05/04/12 NY - KJP 585 2009 20
Office Layout
Grouping of workers, their equipment,Grouping of workers, their
equipment,and spaces to provide comfort,and spaces to provide
comfort,safety, and movement of informationsafety, and movement of
information
Movement ofMovement ofinformation is maininformation is
maindistinctiondistinction
Typically in state ofTypically in state offlux due to
frequentflux due to frequenttechnologicaltechnological
changeschanges
-
8/3/2019 3.0-Topic 3- Plant Layout
21/76
05/04/12 NY - KJP 585 2009 21
Relationship Chart
Figure 9.1Figure 9.1
-
8/3/2019 3.0-Topic 3- Plant Layout
22/76
05/04/12 NY - KJP 585 2009 22
Supermarket Retail Layout
Objective is to maximizeObjective is to maximizeprofitability
per square foot ofprofitability per square foot of
floor spacefloor space Sales and profitability varySales and
profitability vary
directly with customer exposuredirectly with customer
exposure
-
8/3/2019 3.0-Topic 3- Plant Layout
23/76
05/04/12 NY - KJP 585 2009 23
Five Helpful Ideas forSupermarket Layout
1.1. Locate high-draw items around the periphery ofLocate
high-draw items around the periphery ofthe storethe store
2.2. Use prominent locations for high-impulse andUse prominent
locations for high-impulse and
high-margin itemshigh-margin items
3.3. Distribute power items to both sides of an aisleDistribute
power items to both sides of an aisleand disperse them to increase
viewing of otherand disperse them to increase viewing of
otheritemsitems
4.4. Use end-aisle locationsUse end-aisle locations
5.5. Convey mission of store through carefulConvey mission of
store through carefulpositioning of lead-off departmentpositioning
of lead-off department
-
8/3/2019 3.0-Topic 3- Plant Layout
24/76
05/04/12 NY - KJP 585 2009 24
Store Layout
Figure 9.2Figure 9.2
-
8/3/2019 3.0-Topic 3- Plant Layout
25/76
05/04/12 NY - KJP 585 2009 25
Retail Slotting
Manufacturers pay fees to retailersManufacturers pay fees to
retailersto get the retailers to display (slot)to get the retailers
to display (slot)their producttheir product
Contributing factorsContributing factors Limited shelf
spaceLimited shelf space
An increasing number of newAn increasing number of new
productsproductsBetter information about salesBetter information
about sales
through POS data collectionthrough POS data collection
Closer control of inventoryCloser control of inventory
-
8/3/2019 3.0-Topic 3- Plant Layout
26/76
05/04/12 NY - KJP 585 2009 26
Retail Store Shelf Space
PlanogramComputerized tool
for shelf-space
managementGenerated from
stores scanner
data on sales
Often supplied bymanufacturer
5 facings5 facingsS
ha
mp
oo
Sh
am
p
oo
Sh
am
p
oo
Sh
am
p
oo
Sh
am
p
oo
Co
nditio
ne
r
Co
nditio
ne
r
Sh
am
poo
Sh
am
poo
Sh
am
poo
Sh
am
poo
Co
nd
i
tioner
2 ft.2 ft.
-
8/3/2019 3.0-Topic 3- Plant Layout
27/76
05/04/12 NY - KJP 585 2009 27
Servicescapes
Ambient conditions - backgroundAmbient conditions -
backgroundcharacteristics such as lighting, sound,characteristics
such as lighting, sound,smell, and temperaturesmell, and
temperature
Spatial layout and functionality - whichSpatial layout and
functionality - whichinvolve customerinvolve customercirculation
path planning,circulation path planning,aisle characteristics,
andaisle characteristics, and
product groupingproduct grouping Signs, symbols, andSigns,
symbols, and
artifacts - characteristicsartifacts - characteristicsof
building design thatof building design that
carry social significancecarry social significance
-
8/3/2019 3.0-Topic 3- Plant Layout
28/76
05/04/12 NY - KJP 585 2009 28
Warehousing and Storage
Layouts Objective is to optimize trade-offsObjective is to
optimize trade-offs
between handling costs and costsbetween handling costs and
costsassociated with warehouse spaceassociated with warehouse
space
Maximize the total cube of theMaximize the total cube of
thewarehouse utilize its full volumewarehouse utilize its full
volume
while maintaining low materialwhile maintaining low
materialhandling costshandling costs
-
8/3/2019 3.0-Topic 3- Plant Layout
29/76
05/04/12 NY - KJP 585 2009 29
Warehousing and Storage
Layouts
All costs associated with the transactionAll costs associated
with the transaction
Incoming transportIncoming transport
StorageStorage
Finding and moving materialFinding and moving material
Outgoing transportOutgoing transport
Equipment, people, material, supervision,Equipment, people,
material, supervision,insurance, depreciationinsurance,
depreciation
Minimize damage and spoilageMinimize damage and spoilage
Material Handling CostsMaterial Handling Costs
-
8/3/2019 3.0-Topic 3- Plant Layout
30/76
05/04/12 NY - KJP 585 2009 30
Warehousing and Storage
Layouts Warehouse density tends to varyWarehouse density tends
to vary
inversely with the number of differentinversely with the number
of different
items storeditems stored Automated Storage andAutomated Storage
and
Retrieval Systems (ASRSs)Retrieval Systems (ASRSs)can
significantly improvecan significantly improve
warehouse productivity bywarehouse productivity byan estimated
500%an estimated 500%
Dock location is a keyDock location is a keydesign elementdesign
element
-
8/3/2019 3.0-Topic 3- Plant Layout
31/76
05/04/12 NY - KJP 585 2009 31
Cross-Docking
Materials are moved directly fromMaterials are moved directly
fromreceiving to shipping and are notreceiving to shipping and are
not
placed in storageplaced in storagein the warehousein the
warehouse
Requires tightRequires tightscheduling andscheduling andaccurate
shipments,accurate shipments,
bar code or RFIDbar code or RFIDidentification used
foridentification used foradvanced shipmentadvanced
shipmentnotification as materialsnotification as materials
are unloadedare unloaded
-
8/3/2019 3.0-Topic 3- Plant Layout
32/76
05/04/12 NY - KJP 585 2009 32
Random Stocking
Typically requires automatic identificationTypically requires
automatic identificationsystems (AISs) and effective
informationsystems (AISs) and effective
informationsystemssystems
Random assignment of stocking locationsRandom assignment of
stocking locations
allows more efficient use of spaceallows more efficient use of
space
Key tasksKey tasks
1.1. Maintain list of open locationsMaintain list of open
locations
2.2. Maintain accurate recordsMaintain accurate records
3.3. Sequence items to minimize travel, pick timeSequence items
to minimize travel, pick time
4.4. Combine picking ordersCombine picking orders
5.5. Assign classes of items to particular areasAssign classes
of items to particular areas
-
8/3/2019 3.0-Topic 3- Plant Layout
33/76
05/04/12 NY - KJP 585 2009 33
Customizing
Value-added activities performed atValue-added activities
performed atthe warehousethe warehouse
Enable low cost and rapid responseEnable low cost and rapid
responsestrategiesstrategies
Assembly of componentsAssembly of components
Loading softwareLoading software
RepairsRepairs
Customized labeling and packagingCustomized labeling and
packaging
-
8/3/2019 3.0-Topic 3- Plant Layout
34/76
05/04/12 NY - KJP 585 2009 34Shipping and receiving docks
Office
Customiz
ation
Conveyor
Storage racks
Staging
Warehouse Layout
Traditional LayoutTraditional Layout
-
8/3/2019 3.0-Topic 3- Plant Layout
35/76
05/04/12 NY - KJP 585 2009 35
Warehouse Layout
Cross-Docking LayoutCross-Docking Layout
Shipping and receiving docks
Office
Shipping and receiving docks
-
8/3/2019 3.0-Topic 3- Plant Layout
36/76
05/04/12 NY - KJP 585 2009 36
Fixed-Position Layout
Product remains in one placeProduct remains in one place
Workers and equipment come to siteWorkers and equipment come to
site
Complicating factorsComplicating factorsLimited space at
siteLimited space at site
Different materialsDifferent materials
required at differentrequired at differentstages of the
projectstages of the project
Volume of materialsVolume of materialsneeded is dynamicneeded is
dynamic
-
8/3/2019 3.0-Topic 3- Plant Layout
37/76
05/04/12 NY - KJP 585 2009 37
Alternative Strategy
As much of the project as possibleAs much of the project as
possibleis completed off-site in a product-is completed off-site in
a product-oriented facilityoriented facility
This canThis cansignificantlysignificantlyimprove
efficiencyimprove efficiency
but is onlybut is onlypossible whenpossible whenmultiple
similarmultiple similar
units need to be createdunits need to be created
-
8/3/2019 3.0-Topic 3- Plant Layout
38/76
05/04/12 NY - KJP 585 2009 38
Process-Oriented Layout
Like machines and equipment areLike machines and equipment
aregrouped togethergrouped together
Flexible and capable of handling aFlexible and capable of
handling awide variety of products orwide variety of products
orservicesservices
Scheduling can be difficult andScheduling can be difficult
andsetup, material handling, andsetup, material handling, andlabor
costs can be highlabor costs can be high
-
8/3/2019 3.0-Topic 3- Plant Layout
39/76
05/04/12 NY - KJP 585 2009 39
Surgery
Radiology
ERtriageroom
ER Beds Pharmacy
Emergency room admissions
Billing/exit
Laboratories
Process-Oriented Layout
Patient A - broken leg
Patient B - erratic heartpacemaker
Figure 9.3Figure 9.3
-
8/3/2019 3.0-Topic 3- Plant Layout
40/76
05/04/12 NY - KJP 585 2009 40
Layout at Arnold Palmer Hospital
Central breakCentral breakand medicaland medical
supply roomssupply rooms
Local linenLocal linensupplysupply
LocalLocalnursing podnursing pod
Pie-shapedPie-shapedroomsrooms
Central nursesCentral nursesstationstation
-
8/3/2019 3.0-Topic 3- Plant Layout
41/76
05/04/12 NY - KJP 585 2009 41
Process-Oriented Layout
Arrange work centers so as toArrange work centers so as
tominimize the costs of materialminimize the costs of material
handlinghandling Basic cost elements areBasic cost elements
are
Number of loads (or people) movingNumber of loads (or people)
moving
between centersbetween centersDistance loads (or people)
moveDistance loads (or people) move
between centersbetween centers
-
8/3/2019 3.0-Topic 3- Plant Layout
42/76
05/04/12 NY - KJP 585 2009 42
Process-Oriented Layout
Minimize cost =Minimize cost = XXijij CCijijnn
ii= 1= 1
nn
jj= 1= 1
wherewhere nn == total number of worktotal number of workcenters
or departmentscenters or departments
i, ji, j == individualindividual
departmentsdepartments
XXijij == number of loadsnumber of loads
moved from department i tomoved from department i todepartment
jdepartment j
CCijij
== cost to move a loadcost to move a load
between department i andbetween department i and
-
8/3/2019 3.0-Topic 3- Plant Layout
43/76
05/04/12 NY - KJP 585 2009 43
Process Layout Example
1.1. Construct a from-to matrixConstruct a from-to matrix
2.2. Determine the space requirementsDetermine the space
requirements
3.3. Develop an initial schematic diagramDevelop an initial
schematic diagram4.4. Determine the cost of this layoutDetermine
the cost of this layout
5.5. Try to improve the layoutTry to improve the layout
6.6. Prepare a detailed planPrepare a detailed plan
Arrange six departments in a factory toArrange six departments
in a factory tominimize the material handling costs.minimize the
material handling costs.Each department is 20 x 20 feet and theEach
department is 20 x 20 feet and the
building is 60 feet long and 40 feet wide.building is 60 feet
long and 40 feet wide.
-
8/3/2019 3.0-Topic 3- Plant Layout
44/76
05/04/12 NY - KJP 585 2009 44
DepartmentDepartment AssemblyAssembly PaintingPainting
MachineMachine ReceivingReceiving ShippingShipping
TestingTesting(1)(1) (2)(2) Shop (3)Shop (3) (4)(4) (5)(5)
(6)(6)
Assembly (1)Assembly (1)
Painting (2)Painting (2)
Machine Shop (3)Machine Shop (3)
Receiving (4)Receiving (4)
Shipping (5)Shipping (5)
Testing (6)Testing (6)
Number of loads per weekNumber of loads per week
50 100 0 0 20
30 50 10 0
20 0 100
50 0
0
Process Layout Example
Figure 9.4Figure 9.4
-
8/3/2019 3.0-Topic 3- Plant Layout
45/76
05/04/12 NY - KJP 585 2009 45
Area 1Area 1 Area 2Area 2 Area 3Area 3
Area 4Area 4 Area 5Area 5 Area 6Area 6
6060
4040
Process Layout Example
Receiving Shipping Testing
Department Department Department (4) (5) (6)
Figure 9.5Figure 9.5
Assembly Painting Machine ShopDepartment Department
Department
(1) (2) (3)
-
8/3/2019 3.0-Topic 3- Plant Layout
46/76
05/04/12 NY - KJP 585 2009 46
100100
5050
2020
5050
5050
2020
1010
100100
3030
Process Layout Example
Interdepartmental Flow GraphInterdepartmental Flow Graph
1 2 3
4 5 6
Figure 9.6Figure 9.6
-
8/3/2019 3.0-Topic 3- Plant Layout
47/76
05/04/12 NY - KJP 585 2009 47
Process Layout Example
CostCost == $50$50 ++ $200$200 ++ $40$40(1 and 2)(1 and 2) (1
and 3)(1 and 3) (1 and 6)(1 and 6)
++ $30$30 ++ $50$50 ++ $10$10(2 and 3)(2 and 3) (2 and 4)(2 and
4) (2 and 5)(2 and 5)
++ $40$40 ++ $100$100 ++ $50$50(3 and 4)(3 and 4) (3 and 6)(3
and 6) (4 and 5)(4 and 5)
= $570= $570
Cost =Cost = XXijij CCijijnn
ii= 1= 1
nn
jj= 1= 1
-
8/3/2019 3.0-Topic 3- Plant Layout
48/76
05/04/12 NY - KJP 585 2009 48
Process Layout Example
3030
5050
1010
5050
505020205050 100100
100100
Revised Interdepartmental Flow GraphRevised Interdepartmental
Flow Graph
2 1 3
4 5 6
Figure 9.7Figure 9.7
-
8/3/2019 3.0-Topic 3- Plant Layout
49/76
05/04/12 NY - KJP 585 2009 49
Process Layout Example
CostCost == $50$50 ++ $100$100 ++ $20$20(1 and 2)(1 and 2) (1
and 3)(1 and 3) (1 and 6)(1 and 6)
++ $60$60 ++ $50$50 ++ $10$10(2 and 3)(2 and 3) (2 and 4)(2 and
4) (2 and 5)(2 and 5)
++ $40$40 ++ $100$100 ++ $50$50(3 and 4)(3 and 4) (3 and 6)(3
and 6) (4 and 5)(4 and 5)
= $480= $480
Cost =Cost = XXijij CCijijnn
ii= 1= 1
nn
jj= 1= 1
-
8/3/2019 3.0-Topic 3- Plant Layout
50/76
05/04/12 NY - KJP 585 2009 50
Area 1Area 1 Area 2Area 2 Area 3Area 3
Area 4Area 4 Area 5Area 5 Area 6Area 6
6060
4040
Process Layout Example
Receiving Shipping Testing
Department Department Department (4) (5) (6)
Figure 9.8Figure 9.8
Painting Assembly Machine ShopDepartment Department
Department
(2) (1) (3)
-
8/3/2019 3.0-Topic 3- Plant Layout
51/76
05/04/12 NY - KJP 585 2009 51
Computer Software
Graphical approach only works forGraphical approach only works
forsmall problemssmall problems
Computer programs are available toComputer programs are
available tosolve bigger problemssolve bigger problems
CRAFTCRAFT
ALDEPALDEP
CORELAPCORELAP
Factory FlowFactory Flow
-
8/3/2019 3.0-Topic 3- Plant Layout
52/76
05/04/12 NY - KJP 585 2009 52
CRAFT Example
11 22 33 44 55 66
11 A A A A B B
22 A A A A B B
33 D D D D D D
44 C C D D D D
55 F F F F F D
66 E E E E E D
PATTERNPATTERN
TOTAL COST 20,100TOTAL COST 20,100EST. COST REDUCTION .00EST.
COST REDUCTION .00ITERATION 0ITERATION 0
(a)(a)
11 22 33 44 55 66
11 D D D D B B
22 D D D D B B
33 D D D E E E
44 C C D E E F
55 A A A A A F
66 A A A F F F
PATTERNPATTERN
TOTAL COST 14,390TOTAL COST 14,390EST. COST REDUCTION 70.EST.
COST REDUCTION 70.ITERATION 3ITERATION 3
(b)(b)Figure 9.9Figure 9.9
-
8/3/2019 3.0-Topic 3- Plant Layout
53/76
05/04/12 NY - KJP 585 2009 53
Computer Software
Three dimensional visualization software
allows managers to view possible
layouts and assess process, material
handling,
efficiency,
and safety
issues
-
8/3/2019 3.0-Topic 3- Plant Layout
54/76
05/04/12 NY - KJP 585 2009 54
Work Cells
Reorganizes people and machinesReorganizes people and
machinesinto groups to focus on singleinto groups to focus on
single
products or product groupsproducts or product groups
Group technology identifiesGroup technology identifiesproducts
that have similarproducts that have similarcharacteristics for
particular cellscharacteristics for particular cells
Volume must justify cellsVolume must justify cells
Cells can be reconfigured asCells can be reconfigured asdesigns
or volume changesdesigns or volume changes
-
8/3/2019 3.0-Topic 3- Plant Layout
55/76
05/04/12 NY - KJP 585 2009 55
Advantages of Work Cells
1. Reduced work-in-process inventory2. Less floor space
required
3. Reduced raw material and finishedgoods inventory
4. Reduced direct labor
5. Heightened sense of employeeparticipation
6. Increased use of equipment andmachinery
7. Reduced investment in machinery andequipment
-
8/3/2019 3.0-Topic 3- Plant Layout
56/76
05/04/12 NY - KJP 585 2009 56
Improving Layouts Using
Work Cells
Current layout - workers inCurrent layout - workers insmall
closed areas.small closed areas.Cannot increase outputCannot
increase output
without a third worker andwithout a third worker andthird set of
equipment.third set of equipment. Improved layout -
cross-trainedImproved layout - cross-trainedworkers can assist each
other.workers can assist each other.May be able to add a third
workerMay be able to add a third workeras additional output is
needed.as additional output is needed.
Figure 9.10 (a)Figure 9.10 (a)
-
8/3/2019 3.0-Topic 3- Plant Layout
57/76
05/04/12 NY - KJP 585 2009 57
Improving Layouts Using
Work Cells
Current layout - straightCurrent layout - straightlines make it
hard to balancelines make it hard to balancetasks because work may
nottasks because work may notbe divided evenlybe divided evenly
Improved layout - in UImproved layout - in Ushape, workers have
bettershape, workers have betteraccess. Four cross-trainedaccess.
Four cross-trained
workers were reduced.workers were reduced.
Figure 9.10 (b)Figure 9.10 (b)
U-shaped line may reduce employee movementand space requirements
while enhancingcommunication, reducing the number ofworkers, and
facilitating inspection
-
8/3/2019 3.0-Topic 3- Plant Layout
58/76
05/04/12 NY - KJP 585 2009 58
Requirements of Work Cells
1.1. Identification of families ofIdentification of families
ofproductsproducts
2.2.A high level of training, flexibilityA high level of
training, flexibilityand empowerment of employeesand empowerment of
employees
3.3. Being self-contained, with its ownBeing self-contained,
with its own
equipment and resourcesequipment and resources4.4. Test
(poka-yoke) at each station inTest (poka-yoke) at each station
in
the cellthe cell
-
8/3/2019 3.0-Topic 3- Plant Layout
59/76
05/04/12 NY - KJP 585 2009 59
Staffing and Balancing Work
CellsDetermine the takt timeDetermine the takt time
Takt time =Takt time =
Total work time availableTotal work time available
Units requiredUnits required
Determine the numberDetermine the numberof operators requiredof
operators required
Workers required =Workers required =Total operation time
requiredTotal operation time required
Takt timeTakt time
-
8/3/2019 3.0-Topic 3- Plant Layout
60/76
05/04/12 NY - KJP 585 2009 60
Staffing Work Cells Example
600600 Mirrors per day requiredMirrors per day required
Mirror production scheduled forMirror production scheduled for88
hours per dayhours per day
From a work balance chartFrom a work balance chart
total operation timetotal operation time
= 140= 140 secondsseconds
Stand
ardtimerequired
Stand
ardtimerequired
OperationsOperations
AssembleAssemble PaintPaint TestTest LabelLabel Pack forPack
forshipmentshipment
6060
5050
4040
3030
2020
1010
00
-
8/3/2019 3.0-Topic 3- Plant Layout
61/76
05/04/12 NY - KJP 585 2009 61
Staffing Work Cells Example
600600 Mirrors per day requiredMirrors per day required
Mirror production scheduled forMirror production scheduled for88
hours per dayhours per day
From a work balance chartFrom a work balance chart
total operation timetotal operation time
= 140= 140 secondsseconds
Takt timeTakt time == (8(8 hrshrs x 60x 60 minsmins) / 600) /
600 unitsunits
= .8= .8 minsmins = 48= 48 secondsseconds
Workers requiredWorkers required ==Total operation time
requiredTotal operation time required
Takt timeTakt time
= 140 / 48 = 2.91= 140 / 48 = 2.91
W k B l Ch t
-
8/3/2019 3.0-Topic 3- Plant Layout
62/76
05/04/12 NY - KJP 585 2009 62
Work Balance Charts
Used for evaluating operation times inwork cells
Can help identify bottleneck
operations Flexible, cross-trained employees can
help address labor bottlenecks
Machine bottlenecks may requireother approaches
F d W k C t d
-
8/3/2019 3.0-Topic 3- Plant Layout
63/76
05/04/12 NY - KJP 585 2009 63
Focused Work Center andFocused Factory
Focused Work CenterFocused Work Center
Identify a large family of similar products thatIdentify a large
family of similar products thathave a large and stable demandhave a
large and stable demand
Moves production from a general-purpose,Moves production from a
general-purpose,process-oriented facility to a large work
cellprocess-oriented facility to a large work cell
Focused FactoryFocused Factory
A focused work cell in a separate facilityA focused work cell in
a separate facility May be focused by product line, layout,May be
focused by product line, layout,
quality, new product introduction, flexibility,quality, new
product introduction, flexibility,or other requirementsor other
requirements
F d W k C t d
-
8/3/2019 3.0-Topic 3- Plant Layout
64/76
05/04/12 NY - KJP 585 2009 64
Focused Work Center andFocused Factory
Table 9.2Table 9.2
Work Cell Focused Work Center Focused Factory
A work cell is a temporaryproduct-orientedarrangement of
machinesand personnel in what is
ordinarily a process-oriented facility
A focused work center is apermanent product-oriented arrangement
ofmachines and personnel
in what is ordinarily aprocess-oriented facility.
A focused factory is apermanent facility toproduce a product
orcomponent in a product-
oriented facility. Manyfocused factories currentlybeing built
were originallypart of a process-orientedfacility.
Example: A job shop withmachinery and personnelrearranged to
produce300 unique controlpanels.
Example: Pipe bracketmanufacturing at ashipyard.
Example: A plant to producewindow mechanism forautomobiles.
-
8/3/2019 3.0-Topic 3- Plant Layout
65/76
05/04/12 NY - KJP 585 2009 65
Repetitive and Product-Oriented Layout
1.1. Volume is adequate for high equipmentVolume is adequate for
high equipmentutilizationutilization
2.2. Product demand is stable enough to justify highProduct
demand is stable enough to justify highinvestment in specialized
equipmentinvestment in specialized equipment
3.3. Product is standardized or approaching a phaseProduct is
standardized or approaching a phaseof life cycle that justifies
investmentof life cycle that justifies investment
4.4. Supplies of raw materials and components areSupplies of raw
materials and components areadequate and of uniform qualityadequate
and of uniform quality
Organized around products or families ofOrganized around
products or families ofsimilar high-volume, low-variety
productssimilar high-volume, low-variety products
-
8/3/2019 3.0-Topic 3- Plant Layout
66/76
05/04/12 NY - KJP 585 2009 66
Product-Oriented Layouts
Fabrication lineFabrication line Builds components on a series
of machinesBuilds components on a series of machines
Machine-pacedMachine-paced
Require mechanical or engineering changes toRequire mechanical
or engineering changes to
balancebalance Assembly lineAssembly line
Puts fabricated parts together at a series ofPuts fabricated
parts together at a series ofworkstationsworkstations
Paced by work tasksPaced by work tasks
Balanced by moving tasksBalanced by moving tasks
Both types of lines must be balanced so that the timeBoth types
of lines must be balanced so that the timeto perform the work at
each station is the sameto perform the work at each station is the
same
-
8/3/2019 3.0-Topic 3- Plant Layout
67/76
05/04/12 NY - KJP 585 2009 67
Product-Oriented Layouts
1.1. Low variable cost per unitLow variable cost per unit
2.2. Low material handling costsLow material handling costs
3.3. Reduced work-in-process inventoriesReduced work-in-process
inventories
4.4. Easier training and supervisionEasier training and
supervision
5.5. Rapid throughputRapid throughput
AdvantagesAdvantages
1.1. High volume is requiredHigh volume is required2.2. Work
stoppage at any point ties up the wholeWork stoppage at any point
ties up the whole
operationoperation
3.3. Lack of flexibility in product or productionLack of
flexibility in product or productionratesrates
DisadvantagesDisadvantages
-
8/3/2019 3.0-Topic 3- Plant Layout
68/76
05/04/12 NY - KJP 585 2009 68
McDonalds Assembly Line
Figure 9.12Figure 9.12
-
8/3/2019 3.0-Topic 3- Plant Layout
69/76
05/04/12 NY - KJP 585 2009 69
Disassembly Lines
Disassembly is being considered in new
product designs
Green issues and recycling standards are
important consideration
Automotive
disassembly is
the 16th largestindustry in
the US
-
8/3/2019 3.0-Topic 3- Plant Layout
70/76
05/04/12 NY - KJP 585 2009 70
Assembly-Line Balancing
Objective is to minimize the imbalanceObjective is to minimize
the imbalancebetween machines or personnel while meetingbetween
machines or personnel while meetingrequired outputrequired
output
Starts with the precedence relationshipsStarts with the
precedence relationships
1.1. Determine cycle timeDetermine cycle time
2.2. Calculate theoreticalCalculate theoreticalminimum number
ofminimum number ofworkstationsworkstations
3.3. Balance the line byBalance the line byassigning
specificassigning specifictasks to workstationstasks to
workstations
-
8/3/2019 3.0-Topic 3- Plant Layout
71/76
05/04/12 NY - KJP 585 2009 71
Wing Component Example
This means thatThis means thattasks B and Etasks B and Ecannot
be donecannot be doneuntil task A hasuntil task A hasbeen
completedbeen completed
PerformancePerformance Task Must FollowTask Must FollowTimeTime
Task ListedTask Listed
TaskTask (minutes)(minutes) BelowBelow
AA 1010
BB 1111 AA
CC 55 BBDD 44 BB
EE 1212 AA
FF 33 C, DC, D
GG 77 FF
HH
1111
EE
II 33 G, HG, H
Total timeTotal time 6666
-
8/3/2019 3.0-Topic 3- Plant Layout
72/76
05/04/12 NY - KJP 585 2009 72
Wing Component Example
PerformancePerformance Task Must FollowTask Must FollowTimeTime
Task ListedTask Listed
TaskTask (minutes)(minutes) BelowBelow
AA 1010
BB 1111 AA
CC 55 BBDD 44 BB
EE 1212 AA
FF 33 C, DC, D
GG 77 FF
HH
1111
EE
II 33 G, HG, H
Total timeTotal time 6666 I
GF
C
D
H
B
E
A
10
1112
5
43
711 3
Figure 9.13
-
8/3/2019 3.0-Topic 3- Plant Layout
73/76
05/04/12 NY - KJP 585 2009 73
I
GF
C
D
H
B
E
A
10
1112
5
43
711 3
Figure 9.13
PerformancePerformance Task Must FollowTask Must FollowTimeTime
Task ListedTask Listed
TaskTask (minutes)(minutes) BelowBelow
AA 1010
BB 1111 AA
CC 55 BBDD 44 BB
EE 1212 AA
FF 33 C, DC, D
GG 77 FF
HH
1111
EE
II 33 G, HG, H
Total timeTotal time 6666
Wing Component Example
480 availablemins per day
40 units required
Cycle time =
Production time
available per dayUnits required per day
= 480 / 40= 12 minutes per unit
Minimumnumber of
workstations=
Time for task i
Cycle time
n
i= 1
= 66 / 12= 5.5 or6 stations
-
8/3/2019 3.0-Topic 3- Plant Layout
74/76
05/04/12 NY - KJP 585 2009 74
Wing Component Example
I
GF
C
D
H
B
E
A
10
1112
5
43
711 3
Figure 9.13
PerformancePerformance Task Must FollowTask Must FollowTimeTime
Task ListedTask Listed
TaskTask (minutes)(minutes) BelowBelow
AA 1010
BB 1111 AA
CC 55 BBDD 44 BB
EE 1212 AA
FF 33 C, DC, D
GG 77 FF
HH1111 EE
II 33 G, HG, H
Total timeTotal time 6666
480 availablemins per day
40 units required
Cycle time = 12 mins
Minimum
workstations= 5.5 or6
Line-Balancing Heuristics
1. Longest task time Choose the available task with
the longest task time
2. Most following tasks Choose the available task withthe
largest number of followingtasks
3. Ranked positional weightChoose the available task forwhich
the sum of following tasktimes is the longest
4. Shortest task time Choose the available task withthe shortest
task time
5. Least number offollowing tasks
Choose the available task withthe least number of
followingtasks
Table 9.4
-
8/3/2019 3.0-Topic 3- Plant Layout
75/76
05/04/12 NY - KJP 585 2009 75
480 availablemins per day
40 units required
Cycle time = 12 mins
Minimum
workstations= 5.5 or6
PerformancePerformance Task Must FollowTask Must FollowTimeTime
Task ListedTask Listed
TaskTask (minutes)(minutes) BelowBelow
AA 1010
BB 1111 AA
CC 55 BBDD 44 BB
EE 1212 AA
FF 33 C, DC, D
GG 77 FF
HH 1111 EE
II 33 G, HG, H
Total timeTotal time 6666
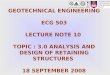
Wing Component Example
I
GF
H
C
D
B
E
A
10 11
12
5
4
3 7
11
3
Station1
Station
2
Station4
Station5
Station 3
Station 6
Figure 9.14
-
8/3/2019 3.0-Topic 3- Plant Layout
76/76
PerformancePerformance Task Must FollowTask Must FollowTimeTime
Task ListedTask Listed
TaskTask (minutes)(minutes) BelowBelow
AA 1010
BB 1111 AA
CC 55 BBDD 44 BB
EE 1212 AA
FF 33 C, DC, D
GG 77 FF
HH 1111 EE
II 33 G, HG, H
Total timeTotal time 6666
Wing Component Example
480 availablemins per day
40 units required
Cycle time = 12 mins
Minimum
workstations= 5.5 or6
Efficiency = Task times
(Actual number of workstations) x (Largest cycle time)
= 66 minutes/ (6 stations) x (12 minutes)
= 91.7%