Embed Size (px)
Citation preview

High Performance Carbon Fibre Reinforced Epoxy Composites with
Controllable StiffnessHenry A Maples a,b, Steven Wakefield a, Paul Robinson c,*, Alexander Bismarck a,b,*
a Polymer and Composite Engineering (PaCE) Group, Department of Chemical Engineering, Imperial College London, South Kensington Campus, London SW7 2AZ, UK
b Polymer and Composite Engineering (PaCE) Group, Institute of Materials Chemistry and Research, Faculty of Chemistry, University of Vienna, Währinger Straße 42, A-1090 Vienna, Austria
c The Composites Centre, Department of Aeronautics, Imperial College London, South Kensington Campus, London SW7 2AZ, UK
*Corresponding Authors, +43(1)427771301, [email protected]; [email protected] (A. Bismarck), +44 (0)20 7594 5073, [email protected] (P. Robinson)Keywords: Carbon fibres (A); polymer-matrix composites (A); structural composites (A); interleaved composites; high-temperature properties (B).
Abstract
The mechanical properties of polystyrene-interleaved carbon fibre reinforced epoxy
composites, which exhibit controllable stiffness, have been investigated. DMTA and flexural
tests showed that the storage modulus and flexural stiffness of these composites could be
reduced by up to 98% when heated from 20°C to 120°C and the stiffness was fully
recoverable on cooling. The flexural stiffness of the interleaved composites at room and
elevated temperatures were predicted using simple beam theory and were found to be in good
agreement with the measured values. Compressive and tensile performances were
significantly reduced at 120°C due to the presence of the softened polystyrene interleaves.
Flexural strength tests at 20°C indicate that there is a need for improvement of the adhesion
between polystyrene and carbon fibre reinforced epoxy plies.
1. Introduction
Controllable stiffness materials possess the characteristic that the stiffness can be changed on
demand. Such materials have potential applications in deployable structures, e.g.
instrumentation booms on satellites [1, 2], and in shape adaptive structures such as morphing
wings [3-6]. In both cases the ability to reduce the stiffness prior to deployment, or prior to
the required shape change, can significantly reduce the requirements of the actuation system.
Various forms of controllable stiffness materials have been proposed such as a controllable
stiffness composite consisting of an elastomer matrix containing braided composite tubes
which could be pressurised to change the stiffness and shape of the composite [7-9]. However
this paper will focus on materials in which the stiffness can be varied by controlling the
1

resistance to shear displacement between constant stiffness elements. One such material,
proposed by McKnight and Henry [10], consists of a laminate formed by layers of
discontinuous steel plates (the constant stiffness material) separated by, and bonded to, layers
of a variable stiffness, polyurethane-based shape memory polymer (SMP). The gaps between
the steel plates in a layer of this composite were positioned to be ‘out of phase’ with those in
adjacent layers so that the membrane and flexural stiffnesses of the composite are a function
of the shear distortion of the SMP in the overlap regions between the steel plates in adjacent
plies. On heating to temperatures above the transformation temperature of the SMP, the shear
modulus of the SMP reduced significantly and so the stiffness of the composite was also
reduced. High losses (up to 99%) in storage modulus were measured.
McKnight and Barvosa-Carter subsequently patented concepts for variable stiffness
structures [11]. The patent includes various configurations using combinations of constant
and variable stiffness materials; among these is an interleaved laminate form consisting of
continuous constant stiffness layers separated by, and bonded to, variable stiffness interleaf
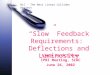
layers. Fig. 1 illustrates, for an interleaved laminate consisting of carbon fibre reinforced
polymer (CFRP) layers and thermoplastic interleaves, how the flexural stiffness of the
laminate depends on the shear stiffness of the interleaf material. The thermoplastic interleaf
material is chosen so that its glass transition temperature (Tg-t) is less than that of the fibre
reinforced composite plies (Tg-c). At temperatures less than Tg-t the laminate is in a high
flexural stiffness state but when the temperature is increased to above Tg-t (but less than Tg-c)
the loss of shear stiffness of the interleaf layers results in a reduced flexural stiffness [12].
Maples et al. [12, 13] have conducted preliminary experimental investigations of a
polystyrene (PS)-interleaved carbon fibre reinforced epoxy composite, which indicated that
large reductions of over 90% in flexural stiffness are possible. In addition to simply
controlling the flexural stiffness, Raither et al. [14] were able to demonstrate that the bend-
twist coupling could be reduced by a factor 10 in a CFRP multidirectional laminate
containing elastomer interleaf layers when heated above the Tg of the elastomer.
Controllable stiffness interleaved configurations have also been examined by Ghandi et al.
[15, 16] who investigated a laminated beam consisting of aluminium plates separated by
layers of cast acrylic or polyvinyl chloride (PVC). Ultra-thin electric heating blankets were
embedded into the polymer layers to heat them through Tg and the resulting flexural stiffness
were reported to reduce by a factor of between two and four in initial experiments, depending
on the geometry. Subsequent finite element modelling has shown that much greater
reductions (over 95%) can be achieved in other interleaved beam configurations [17].
2

The interleaved laminate strategy uses a variable stiffness interleaf layer to control the
relative shear displacement between adjacent constant stiffness layers. Bergamini et al. [18]
took an alternative approach to control the shear displacement by using electrostatic coupling.
A laminated beam consisting of CFRP and glass fibre reinforced polymer layers was
manufactured in which the layers were not bonded together but an electric field was applied
through the thickness to prevent or allow relative shear displacement between adjacent layers.
Experiments were performed to demonstrate that this approach could be used to adjust the
flexural stiffness of such a beam to suppress vibration due to resonance.
Another strategy to control the stiffness of a material by exploiting the temperature dependent
shear stiffness of a polymer layer has been investigated by us [19, 20]. A controllable
stiffness composite was manufactured, which consisted of polyacrylamide (PAAm) coated
carbon fibres in an epoxy matrix. A current was passed through the carbon fibres to heat the
PAAm interphase through its Tg and so permit relative shear displacement between fibres and
matrix. This resulted in an 88% reduction in flexural stiffness of the composite. The flexural
stiffness was fully recovered when the composite was cooled to room temperature.
This paper presents a detailed investigation of carbon fibre reinforced epoxy laminates
containing PS interleaves. Simple beam theory is used to predict the flexural behaviour of the
materials and this is compared to the performance observed in the tests.
2. Predictions of flexural stiffness and strength
Simple beam theory can be used to approximate the bending behaviour of the interleaved
composites [12, 18]. At temperatures T, where T < Tg-t, the elastic modulus of the
thermoplastic interleaf (PS in this case) will be very small when compared to the fibre
direction stiffness of the unidirectional (UD) CFRP plies but is assumed to be sufficiently
large to ensure that the composite plies act as an integral structural element and that sections
initially plane and normal to the axis of the beam remain so when the beam is flexed. At a
temperature T, where Tg-t < T < Tg-c, the stiffness of the PS is so low that the CFRP plies act
as independent structural elements able to effectively slide freely relative to each other so that
initially plane sections no longer remain plane.
2.1 Analysis of room temperature bending behaviour of interleaved composite containing 0°
plies
For a symmetric layup, the apparent flexural modulus, EfRT, of the beam material at room
temperature assuming the beam is homogenous, can be calculated using Eq. 1, where Ec is the
elastic modulus of the composite ply in the 0° direction. The definitions of the terms are
shown in Fig. 2. Note that a composite layer can consist of more than one composite ply.
3

E fRT=
12E c
h3 ∑i=1
N ( ti3
12+ ti zi
2) (1)
An expression for the apparent flexural strength, σ*, can also be derived where, again,
‘apparent’ indicates that this is the strength of the beam if it is treated as homogenous.
σ ¿=
12 σu ∑i=1
N ( ti3
12+ ti . Z i
2)Composite layers only
h3
(2)
Using σu as the longitudinal flexural strength measured in a pure CFRP specimen, Eq. 2 gives
the predicted apparent flexural strength, σ*, for an interleaved composite.
2.2 Analysis of high Temp. bending behaviour of interleaved composites containing 0° plies
Assuming the layers are free to slide, the apparent flexural modulus at a T above Tg of PS but
less than that of the epoxy of the interleaved composite is given by Eq. 3.
E fHT=
Ec∑i
N
t i3
Composite layers onlyh3
(3)
Failure will occur when the maximum stress in any of the CFRP layers exceeds the strength.
Since all layers can be assumed to have the same curvature about their own centroidal axis
(i.e. no extension or compression at the mid-plane of each CFRP layer) then the highest stress
occurs in the thickest CFRP layer of thickness ti|max. Eq. 4 can therefore be derived for the
apparent flexural strength, σ*, at high temperature.
σ ¿=
σ u∑i=1
N
t i3
Composite layers onlyh2 ti∨max
(4)
in which σu is again taken as the measured longitudinal flexural strength of the pure CFRP
specimen.
3. Experimental details
3.1 Materials
Carbon fibre-epoxy UD prepreg (HexPly, 914C-TS-5-34%) was supplied by Hexcel (UK).
PS pellets (ST316310) were purchased from Goodfellow (UK). Tg of the epoxy was 196°C
and that of the PS was much lower at around 100°C.
3.2 Fabrication of polystyrene films
Composite layers only
4

5 g of PS pellets were distributed evenly in a circular pattern (75 mm diameter) in the centre
of a layer of polyimide release film (250 mm × 250 mm × 0.025 mm, Upilex-25S, UBE,
Osaka, Japan). Two more release film layers of the same size but containing a central 190
mm diameter circular cut-out were aligned on top of the first film. Finally a complete layer of
release film was placed on top to enclose the PS pellets within the release film layers. The
release film assembly was then placed between two stainless steel plates (250 mm × 240 mm
× 3 mm) and put into a hot press (Model 4126 Manual, Hydraulic Press, Carver, Indiana,
USA) for 10 mins at 250 °C without pressure then at 3 ton for 40 minutes. The resulting PS
film was 126 ± 9 μm thick. A 240 ± 20 μm thick PS film was produced using the same
method described above except that a pressure of 2 ton was applied for 60 minutes. A 73 ± 10
μm thick PS film was manufactured by pressing 2 g PS pellets at 3 ton for 40 minutes. Lastly
a 113 ± 25 μm thick PS film was fabricated by pressing 10 g of PS pellets at 3 ton for 40
minutes, except that a 220 mm diameter circular cut-out had been removed from the centre of
the two inner release film layers.
3.3 Fabrication of composite laminates
A pure CFRP laminate and four interleaved composite laminates (A, A*, B and C) were
manufactured. Composite A consisted of 8 PS layers (126 ± 9 μm thick) and 9 UD carbon
fibre reinforced epoxy plies (nominal cured ply thickness = 126 μm) arranged in an
alternating sequence (Fig. 2). Composite A* was manufactured for tensile testing and had the
same alternating sequence as Composite A but with fewer layers. It consisted of 3 layers of
PS (113 ± 25 μm thick) and 4 UD carbon fibre reinforced epoxy plies ordered in an
alternating sequence. Composite B contained three layers of PS (240 ± 20 μm thick) and four
blocks of carbon fibre reinforced epoxy (each block consisting of 3 prepreg plies) arranged in
an alternating sequence as shown in Fig. 2. Composite C consisted of three layers of PS (73 ±
10 μm thick) and four blocks of carbon fibre reinforced epoxy (each block consisting of 4
prepreg plies) also arranged in an alternating sequence (Fig. 2). Two pure CFRP 0° control
laminates were manufactured. One consisted of 17 plies of CFRP and was used for
comparison with the mechanical property testing of laminates A, B and C, and also to
provide measurements of Young’s modulus and flexural strength needed for the beam theory
predictions. The other control laminate consisted of 8 CFRP 0° plies and was to be used for
comparison with the tensile tests performed on laminate A*. All the composite plates were
100 mm long in the 0° fibre direction and 150 mm wide, except the tensile test specimen
plates that were 210 mm long in the 0° fibre direction and 120 mm wide. The laminates were
cured in a hot press (G969, George E Moore & Sons, UK) at 175°C and 100 psi for 1 h. The
5

thickness of the thick and thin 0° control laminates were 2.14 ± 0.06 mm and 0.99 ± 0.02
mm, respectively. The cured thickness of composite panels A, A*, B and C were 2 ± 0.04
mm, 0.81 ± 0.02 mm, 2.12 ± 0.05 mm and 2.22 ± 0.07 mm, respectively. The thickness of the
CFRP plies within the interleaved laminates remained 126 μm, but the PS layer thickness had
decreased. Using the total laminate thickness and the CFRP ply thickness the average
thickness of the PS layers for laminates A, A*, B and C was 109 μm, 102 μm, 196 μm and 68
μm, respectively. The change in thickness of the PS layers during curing is due to flow of the
material at high temperature and pressure causing flushing from the laminate edges. To determine whether our interleaved composite concept can be integrated into a structural
solution interleaved composites with ‘constrained’ interleaf layers were manufactured. A
special interleaved laminate in which the interleaf layers were only present in the central 28
mm of the flexure specimen (Fig. 3) was prepared. This length was equal to the beam span in
order to maintain a span-to-thickness ratio of approximately 32:1. The interleaved zone of the
specimen consisted of 3 PS layers (126 ± 9 μm thick) and 4 CFRP plies arranged in an
alternating sequence (i.e. same as laminate A*). Beyond the interleaved zone the PS layers
were replaced with CFRP plies. The thickness of the PS layers in the cured laminate was 109
μm. This laminate was termed ‘constrained’ as the CFRP plies were restricted from relative
sliding at the ends of the flexure specimen. This laminate was developed as there may be
applications in which the interleaved composites need to be clamped at elevated temperature
(e.g. in a bolted joint) without the risk of compressing the PS layers or loading only the outer
CFRP plies.
3.4 Preparation of DMTA, flexural and short beam shear tests specimens
Interleaved composites A, B and C and the 17-ply 0° control laminate were cut into 40 mm ×
5 mm coupons for DMTA, 80 mm × 10 mm coupons for flexural testing and 20 mm × 10 mm
coupons for interlaminar shear testing using a diamond bladed cutter (Diadisc 4200,
Mutronic, Germany). The constrained laminate was cut into 40 mm × 10 mm coupons. In all
cases the 0° fibre direction was parallel to the longer specimen dimension.
3.5 Preparation of tensile test specimens
The composite A* laminate (3 layers of PS and 4 UD carbon fibre reinforced epoxy plies)
and the 0° control laminate were trimmed to 200 mm × 100 mm using a diamond blade cutter
with the longer direction parallel to the 0° direction. Four end tab plates (100 mm × 50 mm ×
1.6 mm) of glass fibre reinforced epoxy with 45° chamfers were bonded using epoxy
adhesive (2014-1 Araldite, Huntsman, UK) onto the end regions the composite surface,
6

which had been previously grit blasted. The epoxy was cured under vacuum for 24 h at room
temperature. The resulting gauge length was 100 mm. The end-tabbed plate was then cut into
200 mm × 12 mm specimens using a diamond blade cutter and strain gauges (QFLA-2-11,
Strain Gauges, Tokyo Sokki Kenkyujo Co., Japan) glued onto one side of the composite at
the centre of the gauge length using adhesive (NP-50, TML Strain Gauge Adhesive, Tokyo
Sokki Kenkyujo Co., Japan).
3.6 Preparation of compression test specimens
Composite A was cut to the required dimensions (140 mm × 91 mm) using a diamond blade
cutter. In this case the 0° direction is parallel to the shorter direction of the plate. Four glass
epoxy laminate end tab plates (140 mm × 40 mm x 1.6 mm) with inverse chamfers were
glued onto the grit blasted composite surface using epoxy glue. To ensure the gauge length
remained at approximately 10 mm during the epoxy curing, a silicone rubber shim was
placed along the length of the gauge area to control the shape of the adhesive fillet. After
curing under vacuum for 24 h at room temperature the shim was removed and the composite
ground to a width of 90 mm using a grinder. The composite plate was then cut into 90 mm ×
10 mm specimens using a diamond blade cutter and strain gauges (QFLA-2-11) glued to both
sides of the composite at the centre of the gauge length using adhesive.
3.7 Testing procedures for mechanical properties
3.7.1 Evaluation of viscoelastic properties of composites
The viscoelastic behaviour of the composites was investigated using DMTA on a Tritec 2000
(Triton Technology Ltd., UK). Three-point bending mode testing was performed at 1 Hz and
with a gauge length of 15 mm. For each laminate type, three specimens were tested. A
heating rate of 5°C/min from room temperature up to 230°C was used to measure the storage
modulus (E'), loss modulus (E'') and tan δ of the composite samples.
3.7.2 Flexural testing
The flexural properties of the composites at both ambient and elevated temperatures were
determined using three-point bending tests according to ASTM D7264-07. The tests were
carried out on an Instron 4505 (Bucks, UK) using a 1 kN load cell. A span-to-thickness ratio
of 32:1 was used. The specimen dimensions and test parameters for each of the mechanical
tests are summerised in Table 1. The diameter of the loading nose and supports was 6 mm
and a crosshead speed of 1 mm/min was used. Measurements were taken at room temperature
and then at 120 °C using an environmental chamber (SFL, Eurotherm, UK). In the first test of
a specimen at room temperature (RT1), the specimen was loaded to a maximum deflection of
1 mm and then unloaded. The test was then repeated at 120°C in the environmental chamber
7

and then again at room temperature (RT2). The flexural strength was determined at room and
elevated temperature by loading samples to failure that had not previously been tested. For
some specimens of Composite A and the pure CFRP control sample a direct current was
passed through the carbon fibres as an alternative method of heating. To achieve this, the
upper and lower surfaces at each end of the samples were abraded with sand paper to expose
the carbon fibres and were then painted with silver conductive paint (186-3600, RS
Components, UK). Copper tape was then wrapped around the silver paint and the loose tape
ends connected to a power supply (HY3003-3, Digimess, UK). To heat a specimen to 120°C
ca. 1.8A and 3V were needed for the interleaved composite and 1.3A and 4V for the pure
CFRP composite.
To obtain the average flexural modulus and flexural strength of the composites, five
specimens of each layup were tested for each of the test temperatures.
The apparent flexural modulus, E, of the specimens was calculated using Eq. 5.
E= L3 m4 bh3 (5)
where L is the support span, b the beam width, h the beam thickness and m the gradient of the
load - displacement curve. The apparent flexural strength was calculated using Eq. 6.
σ= 3 PL2bh2 (6)
where P is the load at failure. The maximum shear stress τmax in the flexural test specimens
was calculated using Eq. 7.
τ max=P
2 (bh ). 3
2 (7)
3.7.3 Short beam shear testing
The interlaminar shear strengths (ILSS) of the composites were determined using short beam
shear tests according to ASTM D2344-00 at both room temperature and 120°C. An
environmental chamber was used to heat the composite to 120°C. To determine the average
ILSS of the composites, 5 specimens of each sample were tested. The tests were carried out
on an Instron 4505 using a 10 kN load cell. A span-to-thickness ratio of 4:1 was used. The
diameters of the loading nose and supports were 6 mm and 3 mm, respectively. A crosshead
speed of 1 mm/ min was used. The short beam shear strength was calculated using Eq. 7.
3.7.4 Tensile testing
Tensile tests were performed at room temperature and at 120°C (using a Eurotherm chamber)
on an Instron 4505 with a 100 kN load cell. The tests were carried out in accordance with
8

ASTM D3039-07. The testing speed was 2 mm/min. The tensile strength and modulus were
determined by loading 5 specimens to failure.
3.7.5 Compression testing
Compression tests were performed at room temperature and at 120°C according to the
Imperial College Compression Test method [21]. The tests were performed on an Instron
4505 with a 100 kN load cell. The testing speed was 1 mm/min. To calculate the average
compressive strength and modulus 5 specimens were tested.
3.8 Preparation of microsection specimens
Microsection specimens were prepared in order to analyse the cross-sections of the
composites. Composite samples were embedded into an epoxy resin (Epoxicure, Buehler,
UK) and cured for 8 h at room temperature. The samples were polished using a grinder-
polisher (MetaServ/MetaPol, Buehler, UK). Four sand papers with varying grit sizes were
used initially (Si P120, P320, P800 and P2500) followed by 3 diamond based dispersions (6
μm, 3μm and 1μm). The samples were then examined using an optical microscope (BX51M/
DP70, Olympus, Japan).
4. Results and Discussion
4.1 Viscoelastic properties of interleaved composites
The storage modulus E′ of the pure 17-ply carbon fibre reinforced epoxy composite remained
at approx. 123 GPa when heated from 30°C to 130°C (Fig. 3). Above this temperature E′
decreased because of epoxy resin Tg at 196°C. Composite A was heated from 30°C to 120°C
(Fig. 3). E′ at 30°C was 58 GPa. Tg of the PS, determined from the peak in the loss modulus,
was 103°C. Above the Tg, at 120°C, E′ dropped by 98% to 1.2 GPa. The test was repeated
three times on the same sample, from room temperature to 120°C, to determine whether the
process was reversible. The same stiffness loss and E′ at room temperature was observed in
each case, showing that under these test conditions the process was completely reversible. At
room temperature the storage modulus of Composite B was 96 GPa. Compared to Composite
A this modulus is considerably higher and can be explained by the greater content of CFRP
plies within Composite B. At 120°C the E′ dropped by 90% to 10 GPa. Similarly, Composite
C underwent an 87% loss in storage modulus from 102 GPa at 30°C to 13 GPa at 120°C.
4.2 Flexural properties of interleaved composites
As stated earlier, the flexural modulus of each sample was determined using three-point
bending tests at room temperature (RT1), at 120°C (using an environmental chamber) and
again at room temperature (RT2). Selected samples of the control composite and Composite
9

A were heated to 120°C by applying a direct current to the carbon fibres. Representative
load-displacement curves for the 0° control sample are shown in Figs. 4a, b. The gradients of
the lines are approx. the same despite the changes in temperature and heating technique.
Load-displacement curves for Composite A tested in three-point bending can be seen in Figs.
4c,d. The gradient is significantly lower at 120°C than at room temperature and fully returns
to its original value when cooled to room temperature. Again, the method of heating had an
insignificant effect on the behaviour at high temperature. Although a displacement of only 1
mm is shown, a maximum deflection of 17.8 mm was applied to one specimen at 120°C
without initiation of failure. When this deformed sample was cooled to room temperature
while under load and then unloaded the specimen retained nearly all the applied deformation
(Fig. 5). The composite then returned to its original shape (<0.5 mm residual deflection)
when heated back up to 120°C without load. This shape recovery occurred as the internal
stresses in the deformed reinforced layers were released as a result of the PS softening.
Composites B and C were heated to 120°C using the environmental chamber and not through
an applied current. Both of these composites exhibited a similar change due to temperature to
that observed for Composite A.
The flexural Young’s moduli (apparent moduli for interleaved composites) of the composites
are summarised in Table 2. The values are in good agreement with storage modulus values
obtained from DMTA. The flexural modulus of the pure CFRP was approx. 116 GPa at both
room temperature and 120°C. The flexural modulus of Composite A at room temperature was
65 GPa. At 120°C, above the Tg of PS, the modulus fell by 98% to 1 GPa. When re-tested at
room temperature no loss in flexural modulus could be seen. The values of flexural modulus
obtained from the environmental chamber and resistance heating are very similar suggesting
that an applied current does not adversely affect the mechanical properties of the composite.
However, PS could be seen flowing out at the ends of Composite A where the electrical
contacts were connected, as the temperature was significantly higher at these positions. This
problem did not occur when using the environmental chamber.
The flexural Young’s modulus of Composite B at room temperature was 90 GPa. At 120°C
this fell by 96% to 4 GPa and when re-tested at room temperature returned to 90 GPa. The
flexural modulus of Composite C at room temperature was 107 GPa. When heated to 120°C
the modulus dropped by 93% to 7 GPa. The modulus returned to its original value prior to
heating once cooled to room temperature.
10

Micrographs are shown in Fig. 5 of Composite B before testing and after cooling in a
deflected state achieved in a flexural test at 120°C. The PS interleaf layers can clearly be seen
between the reinforced layers. The deflected and cooled specimen showed that the reinforced
epoxy plies had slid relative to each other as a result of PS softening.
Load-displacement curves of the control sample and interleaved composites, tested to failure,
can be seen in Fig. 6. For Composite B the kink in the load displacement curve at approx. 400
N was taken as the point of failure. At room temperature the flexural strength of the 0°
control sample was 1550 ± 11 MPa and failed in compression at the mid-span. The apparent
flexural strengths of composites A, B and C were 966 ± 18 MPa, 894 ± 12 MPa and 987 ± 20
MPa, respectively (Table 3) and all exhibited interlaminar shear failure. Table 3 includes the
maximum interlaminar shear stress τmax in each of the composites at failure. The consistently
low τmax in the interleaved specimens indicated that the PS/epoxy bond was poor.
At 120°C the flexural strength of the 0° control sample dropped by 59 % to 636 ± 25 MPa
and the failure mode was compressive (as at room temperature). The flexural strength of the
interleaved composites could not be measured at 120°C since at large deflections the sides of
the loading nose fixture came in contact with the composite before failure occurred.
4.3 Flexural properties of constrained interleaved composites
At room temperature the flexural modulus and strength of the constrained laminate was 69 ±
6 GPa and 942 ± 31 MPa, respectively (Table 2 and 3). The maximum shear stress in
constrained laminate (13 MPa) was also similar to that measured in the standard interleaved
laminates A, B and C, all of which also failed in shear at room temperature. When the
constrained laminate was heated to 120 °C, the stiffness of the composite was reduced by 90
% to 7 ± 0.4 GPa. The percentage loss in stiffness when heated to 120 °C was smaller than
observed in the standard interleaved laminates because relative sliding of the CFRP plies is
prevented at the ends of the interleaved zone. Upon cooling, the stiffness of the constrained
laminate returned to its original value prior to heating. However, the constrained composite
shows that free edges allowing for the sliding of the composite plies (Fig. 5 bottom) are not
required to achieve a significant loss in stiffness. This also indicates that our composite with
controllable stiffness could be integrated into structural components. Unlike the standard
interleaved specimens, it was possible to measure the apparent flexural strength of the
constrained specimens at elevated temperature and this was found to be 122 ± 23 MPa. The
failure mode was delamination growth (at a small applied displacement of approximately
3mm) into the solid CFRP zone from one end of a PS interleaf. This failure mode would need
careful consideration in a real application.
11

4.3 Predicted flexural stiffness and strength of standard and constrained interleaved
composite specimens
The predicted bending behaviour (Table 2 and 3) of the UD interleaved composites at room
temperature and 120°C was calculated using beam theory (Eq. 1, 2, 3 and 4). The predicted
% loss in apparent flexural Young’s modulus for each composite was very similar to the
measured values. However, the predicted values of flexural modulus at room temperature are
higher than the measured values from flexural tests. For example, the measured flexural
modulus of Composite A at room temperature was 65 ± 3 GPa but the predicted value is 71.3
GPa. A possible explanation for this difference is that the simple beam theory used for the
predictions does not include shear distortion of PS layers. There are also differences between
the actual and predicted stiffness values at high temperature. The predicted values are lower
than the measured values at 120°C. For example, for Composite A, the measured flexural
modulus at 120°C is 1 ± 0.2 GPa and the predicted value is 0.3 GPa. This is because the
theory disregards the residual shear stiffness of the softened PS layers.
The apparent flexural moduli of the constrained composites at room and elevated temperature
were also predicted (Table 2) using simple beam theory [12]. Again the beam theory
overpredicts the stiffness at room temperature, presumably because the theory does not
include shear distortion of the PS layers, and underpredicts the modulus at high temperature
values because theory completely disregards the residual shear stiffness of the softened
thermoplastic layers.
Table 3 shows there are significant differences between the measured and predicted apparent
flexural strength of the interleaved composite specimens A, B and C. (As measured earlier,
apparent flexural strength refers to the strength that is calculated from the failure load
assuming the beam is homogeneous.) The measured flexural strength of the 0° control sample
was used to predict the apparent flexural strength of the interleaved composites. However, as
noted earlier, in all three cases the specimen failure mode was not due to the compressive
flexural stresses (as observed in the control specimen) but was caused by interlaminar shear
stresses. τmax (Table 3) show that the interlaminar shear stress in each of the interleaved
specimens at failure was around 15 MPa and indicate that the PS/epoxy interface was weak.
To demonstrate that higher flexural stresses could be achieved in the interleaved composites
if the interlaminar shear stress was reduced, a modified flexural specimen was manufactured
from Composite C and tested in 4-pt bending. The composite was bonded to aluminium
plates at either end of the specimen to increase its length. The loading span was larger than
the composite length to eliminate shear force in the composite part of the extended beam
12

specimen. The apparent bending strength of this extended specimen calculated using the
measured failure load was 1107 MPa but the failure mode was still due to interlaminar shears
induced in the composite at the junction with aluminium plates. However this apparent
bending strength is closer to the predicted value of 1474 MPa confirming that shear failure
was responsible for the low apparent flexural strength values in the standard flexural
specimens.
The apparent flexural strength of the interleaved laminates is predicted to dramatically reduce
at 120°C. For example, the apparent flexural strength of Composite A is predicted to reduce
by 97.6% from 936.4 MPa at room temperature to 22.6 MPa at 120°C. However, to reach
these stresses would require very large deflections which, as noted earlier, were not possible
with the three-point loading fixture used in these tests.
4.4 Interlaminar shear properties of interleaved composites
The ILSS at room temperature of composites A, B and C were 71 ± 6 MPa, 79 ± 4 MPa and
52 ± 2 MPa, respectively (Table 3). The ILSS of the 0° control sample was 111 ± 2 MPa. The
lower ILSS of the interleaved composites is associated with poor PS/epoxy adhesion at the
interface, where delamination took place. From flexural tests τmax in the 0° control sample
was calculated as 24 ± 0.2 MPa using Eq. 7 and no shear failure was observed, as expected.
For composites A, B and C τmax at failure of the flexural specimens was 15 ± 0.3 MPa, 14 ±
0.2 MPa and 15 ± 0.3 MPa, respectively (Table 3). These values are much smaller than the
measured ILSS values but for these interleaved laminates the failure mode, as noted in the
previous section, in all cases was interlaminar shear. It is known that the short beam shear test
can give artificially high values of ILSS due to the compressive forces that exist in this test
[22, 23]. ILSS testing was also performed on the interleaved composites at 120°C. However,
the composites did not fail because, due to the large deflections, these specimens became
locally compressed between the loading nose fixture and the support pins rather than being
loaded in the desired 3-point bending mode.
4.5 Tensile properties of interleaved composites
Both the interleaved composite and 0° control sample failed within the gauge length at room
temperature and exhibited brooming as result of fibre fracture. At 120°C, only the outer
CFRP plies of the interleaved composite failed as they carried the majority of the load.
Failure of these plies occurred at the border between the end tab and the gauge length. The
outer plies then slid with the attached end tabs. The large clamping force of the grips caused
PS and CFRP layers to extrude from around the sides of the end tab in the interleaved
specimens. The control sample failed at 120°C the same as it had done at room temperature.
13

The tensile properties of the interleaved composite (Composite A*, consisting of 4 0° CFRP
plies and 3 PS interleaves) and the 4-ply control sample at room temperature and 120°C are
shown in Table 4. At room temperature the Young’s modulus of the interleaved composite is
61% of that of the control specimen which is very close to the theoretically expected value
based on the 62% volume fraction of CFRP plies in the interleaved composite. However the
average tensile strength of the interleaved composite, at 52% of the average strength of the
control sample, is lower than expected from simple theory. This may be due to variations in
the quality of the interleaved composite as indicated by the significantly higher scatter in the
strength data of this material. The tensile properties of the control composite remained
unchanged at elevated temperature as previously observed [24]. The strength of the
interleaved composite at 120°C dropped by 55% of the room temperature value and this is
because the inner CFRP plies were effectively disconnected when the PS layers had softened.
However, at 120°C there was only a 38% drop in Young’s modulus of the interleaved
composite compared to the room temperature case. As noted earlier, the modulus was
determined using data from a central strain gauge, and the fact that the stiffness drop is less
than 50% indicates that at this distance from the specimen grips some load had transferred
across the softened PS layers to the inner CFRP plies of the interleaved composite. This also
suggests that if longer flexural specimens were tested then the stiffness loss at elevated
temperature may be less than predicted by the simple beam theory used here.
4.6 Compression properties of interleaved composites
At room temperature the both the control sample and interleaved composite A failed
catastrophically in the gauge length. At 120°C the control specimens failed catastrophically
in the gauge length but the interleaved specimens did not show any material failure and
instead buckled at a very low load.
The measured compression properties of the control sample and the interleaved composite A
at room temperature and 120°C are given in Table 4. The compressive Young’s modulus and
strength at room temperature for the control sample were 127 ± 3 GPa and 1264 ± 132 MPa,
respectively and for the interleaved composite were 66 ± 1 GPa and 786 ± 64 MPa,
respectively. The interleaved values of modulus and strength are 52% and 62% of the control
sample values, which, in view of the variability of the data, are reasonably close to the
expected value of 57% i.e. the volume fraction of CFRP plies in the interleaved specimen.
At 120°C the modulus of the control sample changed very little but the strength decreased by
48% to 657 ± 60 MPa. This loss of strength is expected due to the temperature dependence of
the matrix shear properties [25]. This reduction in compressive strength at high temperature
14

was studied previously [24]. A similar, but larger, strength reduction was observed in the 120
°C flexural tests of the control specimens, which also exhibited a compressive failure mode.
As noted earlier the interleaved specimens did not exhibit any failure but instead buckled at a
low load. As consequence no values for Young’s modulus and strength were determined.
5. Conclusions
We investigated the mechanical properties of PS-interleaved carbon fibre reinforced epoxy
composites with controllable stiffness. Such composites have potential for use in applications
such as morphing wings, where a stiff material is required that can be deformed on demand
with acceptable actuation forces.
Up to 98% reduction in storage modulus and flexural Young’s modulus could be achieved
when the interleaved composites were heated from room temperature to 120°C. When the
temperature was maintained at 120°C without an applied load, the composites returned to
their original shape prior to bending. When re-tested at room temperature, no loss in flexural
stiffness was observed. The flexural stiffness of the interleaved composites at room and elevated
temperatures were predicted using simple beam theory and were found to be in good agreement
with the measured values from three-point bending tests.
The room temperature compressive and tensile properties were largely as expected from the
volume fraction of the carbon reinforced plies in the interleaved material. At 120°C there was
a significant drop, as expected, in mechanical performance in compression and tension due to
the presence of the softened PS interleaves. The room temperature interlaminar shear strength
of the interleaved composites was observed to be reasonably good but the maximum bending
stress that could be achieved in three-point flexural tests of the interleaved material at room
temperature was found to be limited by premature interlaminar failure. This is most likely
due to poor adhesion between PS and epoxy composite plies and could be remedied either by
suitable surface treatment of PS layers or by use of another interleaving material with better
adhesion to the epoxy composite.
Acknowledgements
This research was supported financially through a CASE award by MBDA and the UK
Engineering and Physical Science Research Council (EPSRC). We thank Stephen Smith
(Imperial College, 2012) for preparing and analysing the constrained interleaved laminates.
References
15

1. Thill C, Etches J, Bond I, Potter K, Weaver P. Morphing skins. The Aeronautics Journal.
2008;112:117-39.
2. Henry C, McKnight G. Deformable variable-stiffness cellular structures, Patent US 7678440
B1; 2010.
3. Kornbluh RD, Prahlad H, Pelrine R, Stanford S, Rosenthal MA, von Guggenberg PA. Rubber
to rigid, clamped to undamped: Toward composite materials with wide-range controllable
stiffness and damping. In: Smart structures and materials 2004: Industrial and commercial
applications of smart structures technologies, San Diego, USA; March 2004.
4. Sofla AYN, Meguid SA, Tan KT, Yeo WK. Shape morphing of aircraft wing: Status and
challenges. Materials and Design. 2010;31:1284-92.
5. James T, Menner A, Bismarck A, Iannucci L. Morphing skins: Development of new hybrid
materials. In: Fourth SEAS DTC technical conference, Edinburgh, UK; July 2009.
6. Kuder IK, Arrieta AF, Raither WE, Ermanni P. Variable stiffness materials and structural
concepts for morphing applications. Progress in Aerospace Sciences. 2013;63:33-55.
7. Chen Y, Yin W, Liu Y, Leng J. Structural design and analysis of morphing skin embedded
with pneumatic muscle fibers. Smart Materials and Structures. 2011;20:085033.
8. Hinshaw TL. Analysis and design of a morphing wing tip using multicellular flexible matrix
composite adaptive skins. Masters Thesis. Virginia Polytechnic Institute; 2009.
9. Shan Y, Philen M, Lotfi A, Li S, Bakis CE, Rahn CD, Wang KW. Variable stiffness
structures utilizing fluidic flexible matrix composites. Journal of Intelligent Material Systems
and Structures. 2009;20:443-56.
10. McKnight G, Henry C. Variable stiffness materials for reconfigurable surface applications.
In: Smart structures and materials 2005: Active materials: Behavior and mechanics, San
Diego, USA; March 2005.
11. McKnight H, Barvosa-Carter W. Variable stiffness structure, Patent US 7892630 B1; 2011.
12. Robinson P, Maples HA, Gaite O, Smith S, Bismarck A. Carbon fibre reinforced epoxy
composites with variable stiffness for use in morphing aerostructures. ICCM19, Montreal,
Canada; July 2013.
13. Maples HA, Robinson P, Bismarck A. High performance carbon fibre reinforced polymer
composites with controllable stiffness: Can it be done? ECCM15, Venice, Italy; June 2012.
14. Raither W, Bergamini A, Gandhi F, Ermanni, P. Adaptive bending-twist coupling in
laminated composite plates by controllable shear stress transfer. Composites Part A: Applied
Science and Manufacturing. 2012;43:1709-16.
16

15. Gandhi F, Kang SG. Beams with controllable flexural stiffness. Smart Materials and
Structures. 2007;16:1179-84.
16. Murray G, Gandhi F. Multi-layered controllable stiffness beams for morphing: energy,
actuation force, and material strain considerations. Smart Materials and Structures.
2010;19:045002.
17. Gandhi F, Murray G, Kang SG. Flexural stiffness control of multilayered beams. AIAA
Journal. 2009;47:757-66.
18. Bergamini A, Christen R, Motavalli M. Electrostatically tunable bending stiffness in a GFRP-
CFRP composite beam. Smart Materials and Structures. 2007;16:575-82.
19. Tridech C. Smart fibre coatings: stiffness control in composite structure. Ph.D. Thesis.
Imperial College London; 2011.
20. Tridech C, Maples HA, Robinson P, Bismarck A. High performance composites with active
stiffness control. ACS Applied Materials and Interfaces. 2013;5:9111-19.
21. Häberle JG, Godwin EW. The Imperial College method for testing composite materials in
compression, Imperial College London, London; 1999.
22. Turner S. General principles and perspectives. In: Mechanical testing of advanced fibre
composites; Hodgkinson JM., Ed. Cambridge: Woodhouse Publishing; 2000. p. 27.
23. Feraboli PJ, Kedward KT. In search of the true interlaminar shear strength. In: Nineteenth
technical conference of the joint American society for composites/American society for
testing and materials committee D30, Atlanta, USA; October 2004.
24. Ankara A, Weisgerber D, Vilsmeir J. Influence of moisture on the mechanical properties of
graphite epoxy system. In: International Conference on Advanced Composite Materials and
Structures, Taipei, Taiwan; May 1986.
25. Soutis C, Turkmen D. Moisture and temperature effects of the compressive failure of CFRP
unidirectional laminates. Journal of Composite Materials. 1997;31:832-49.
17

Figure 1: Flexural stiffness control in an interleaved composite laminate
0�
0�
0�
0�
0�
0�
0�0�
0�
0�
0�0�
0�
0�0�
0�
0�0�
0�0�0�
0�
0�0�
0�
0�
0�0�
0�
0�
0�0�
0�
0�
0�0�
0�
Mid-plane of laminate
h/2
h/2
123
N
iMid-plane of layer i
zi
Composite ply
Polystyrene ply
b
ti
0 �
0 �
0 �
0 �
0 �
0 �
0 �
0 �
0 �
0�
0�
Figure 2: Cross-section parameters of interleaved composite and layups
Figure 3: Geometry and layup of the constrained laminate specimen
Composite A Composite B Composite C
18

50 100 150 2000
20406080
100120140
E/ G
Pa
Temperature/ °C40 60 80 100 120
0
20
40
60
E/ G
Pa
Temperature/ °C
E' tan
E''0.00
0.02
0.04
0.06
tan
E' tan
E''0.0
0.2
0.4
0.6
0.8
1.0
tan
(a) (b)
Figure 3: DMTA curves showing the storage modulus (E′), loss modulus (E″) and tan δ as a
function of temperature for (a) 17-ply 0° control sample (b) Composite A
0.0 0.2 0.4 0.6 0.8 1.0
0
20
40
60
80
100
120
140
160
0.0 0.2 0.4 0.6 0.8 1.0
0
20
40
60
80
100
120
140
160
Load
/ N
Displacement/ mm
Room temperature 1 120 °C Room temperature 2
Displacement/ mm
Room temperature 1 120 °C Room temperature 2
(a) 0° control sample (environmental chamber) (b) 0° control sample (resistance heating)
0.0 0.2 0.4 0.6 0.8 1.0
0102030405060708090
0.0 0.2 0.4 0.6 0.8 1.0
0102030405060708090
Load
/ N
Displacement/ mm
Room temperature 1 120 °C Room temperature 2
Displacement/ mm
Room temperature 1 120 °C Room temperature 2
(c) Composite A (environmental chamber) (d) Composite A (resistance heating)
Figure 4: Typical load-displacement curves from flexure tests on 17-ply control sample and
Composite A
19

Figure 5: Flexure specimen of Composite A before testing and after cooling in deflected state
(top), cross section of Composite B before flexure testing (bottom left) and in its deformed
state after cooling under load (bottom right)
0 1 2 3 4 5 60
100
200
300
400
500
600
700
800
Load
/ N
Displacement/ mm
Control sample Composite A Composite B Composite C
Figure 6: Load-displacement curves from flexure tests to failure of 0° control sample and
interleaved specimens at room temperature
CFRP ply
Polystyrene ply
20

Table 1: Specimen dimensions and geometrical parameters for mechanical tests
Composite h / mm†Geometrical parameters for mechanical tests / mm
Flexural SBS† Tensile Compressionl† b†† L** l b L†† l b lo
† l b lo
17-ply 0° control 2.14 ± 0.06 8
0 10 68.5 20 10 8.6 - - - 90 10 10
A 2.00 ± 0.04 80 10 64 20 10 8 - - - 90 1
0 10
B 2.12 ± 0.05 80 10 67.8 20 10 8.5 - - - - - -
C 2.22 ± 0.07 80 10 71.0 20 10 8.9 - - - - - -
Constrained 0.83 ± 0.04 40 10 26.6 - - - - - - - - -
8-ply 0° control 0.99 ± 0.02 - - - - - - 200 12 100 - - -
A* 0.81 ± 0.02 - - - - - - 200 12 100 - - -† h: sample thickness, l: sample length, b: sample width, SBS: Short Beam Shear, lo: gauge length
†† L: support span length. In the table the value for L is an average value. Please note that the actual support span length was always adjusted with respect to the actual sample thickness.
Table 2: Flexural moduli of the pure and interleaved CFRP composites.
CompositeApparent Flexural Modulus/ GPaEnvironmental Chamber Applied CurrentRT 1 120 °C % loss RT 2 RT 1 120 °C % loss RT 2
17-ply 0° control Measured 118 ± 3 112 ± 2 5.1 116 ± 3 113 ± 11 110 ± 8 2.7 114 ± 7
A Measured 65 ± 371.3
1 ± 0.20.3
98.5 65 ± 4-
68 ± 3-
1 ± 0.2-
98.5 66 ± 3-Predicted 99.6 -
B Measured 90 ± 197.4
4 ± 12.6
95.6 90 ± 2-
--
--
- --Predicted 97.3 -
C Measured 107 ± 7112.2
7 ± 0.025.2
93.5 106 ± 3-
--
--
- --Predicted 95.4 -
Con-strained
Measured 69 ± 6 7 ± 0.4 89.9 65 ± 5 - - - -Predicted 87.5 6.2 92.9 - - - - -
† RT1 & 2: first and second room temperature tests
21

Table 3: Flexural and interlaminar shear strengths of pure and interleaved CFRP composites.
Composite
Flexural tests SBS testsApparent Flexural Strength/ MPa
τmax at Failure/ MPa
ILSS/ MPa
RT 120 °C % loss RT RT17-ply 0° control Measured 1550 ± 11 636 ± 25 59.0 24 ± 0.2 111 ± 2
A Measured 966 ± 18 936.4
-22.6
- 15 ± 0.3- 71 ± 6Predicted 97.6
B Measured 894 ± 12 1279.9
-81.0
- 14 ± 0.2- 79 ± 4Predicted 93.7
C Measured 987 ± 20 1474.3
-131.5
- 15 ± 0.3- 52 ± 2Predicted 91.1
Con-strained
Measured 942 ± 31 122 ± 23 87 13 ± 0.3 -Predicted - - - -† RT: Room temperature test, SBS: Short beam shear
Table 4: Tensile and compressive properties of the pure and interleaved CFRP composites.
CompositeTensile CompressiveModulus/ GPa Strength/ MPa Modulus/ GPa Strength/ MPaRT 120 °C RT 120 °C RT 120 °C RT 120 °C
8-ply 0° control 145 ± 6 146 ± 13 1682 ± 67 1629 ± 94 - - - -
A* 88 ± 12 55 ± 6 867 ± 114 395 ± 62 - - - -17-ply 0° control - - - - 127 ± 3 136 ± 5 1264 ± 132 657 ± 60
A - - - - 66 ± 1 - 786 ± 64 -†RT: Room temperature test
22