Embed Size (px)
Citation preview

Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
06/2003
36
2K water-borne PU for furniture coatings
Water-borne 2K polyurethane systems are a newtechnology which is already successfully used in manyapplications also for wood coatings and more specificallyfurniture finishes, without having to sacrifice quality. Someproperties like the ease of introduction by hand of thehardener and the determination of the pot-life through theviscosity increase can be optimised by choosing the rightsolvent to dilute the polyisocyanate.C. Varron, V. Granier, C. KweeThe application of a lacquer or paint is the ultimateprotection of wood. Sustrate preparation, like in any paintapplication, is essential to ensure good adhesion anddurability of the final coating.Polyurethane-based coatings have an established place inthe coating industry because of their very high level ofquality. Polyurethanes come from the reaction between ahydroxylated polymer and an aliphatic or aromaticisocyanates, the latter being used when yellowing due to UVexposure is not a drawback.
2K water-borne PUAs furniture coatings are applied indoors, the mainrequirements include low emission of solvents duringapplication and drying for health and safety reasons. Goodresistance to chemicals and durability are also important.In addition to these film performances, the user requires aneasy homogenisation of the hardener and binder (in case ofa two-component system), and a good balance betweenpot-life and drying time. In the case of light-coloured wood,low yellowing of the film is also required to preserve thenatural beauty of the substrate.Water-borne coatings offer new challenges to formulateproperly, as:- they are complex fluids, due to the fact that entities areoften dispersed into water in order to optimise waterdispersibility and water sensitivity, and not any longer simplesolutions- system compatibility is more difficult to optimise, whencompared to solvent-borne coatings- side reactions may occur, due to the fact that the solvent(water) may react with polyisocyanates- they raise new issues and require new working habits, likeevery technological change does.But as always, everything is just a matter of time andtraining and in recent years, the market share of waterbornesystems has grown very fast due to their favourableproperties such as mild odour, ease of application and fastdrying for example.
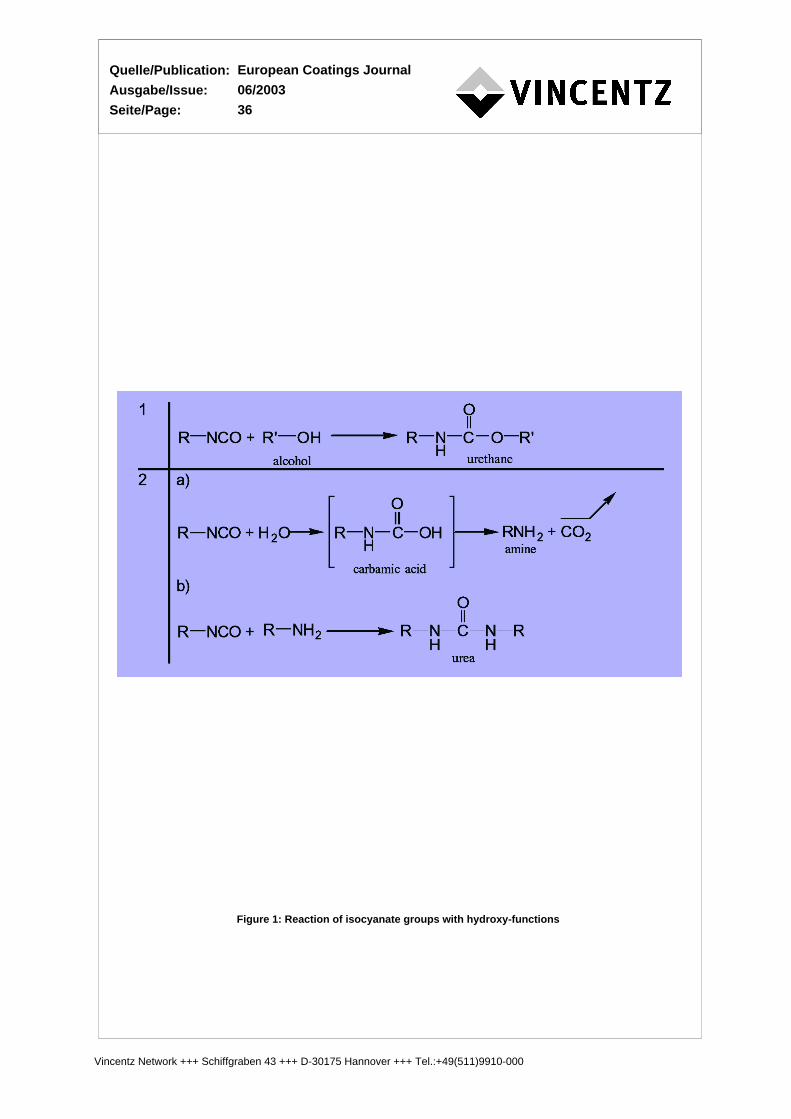
Chemical reactions of polyisocyanatesThe reaction between the hydroxyl groups of the polyol andthe isocyanate (reaction 1 in Figure 1) is predominant toform the polyurethane network. But secondary reactionsalso occur in the system, especially the reaction betweenisocyanate and water (reaction 2a in Figure 1). The reactionwith water plays an important role, as it affects filmproperties because of carbon dioxide release and urea bondformation (reaction 2b).
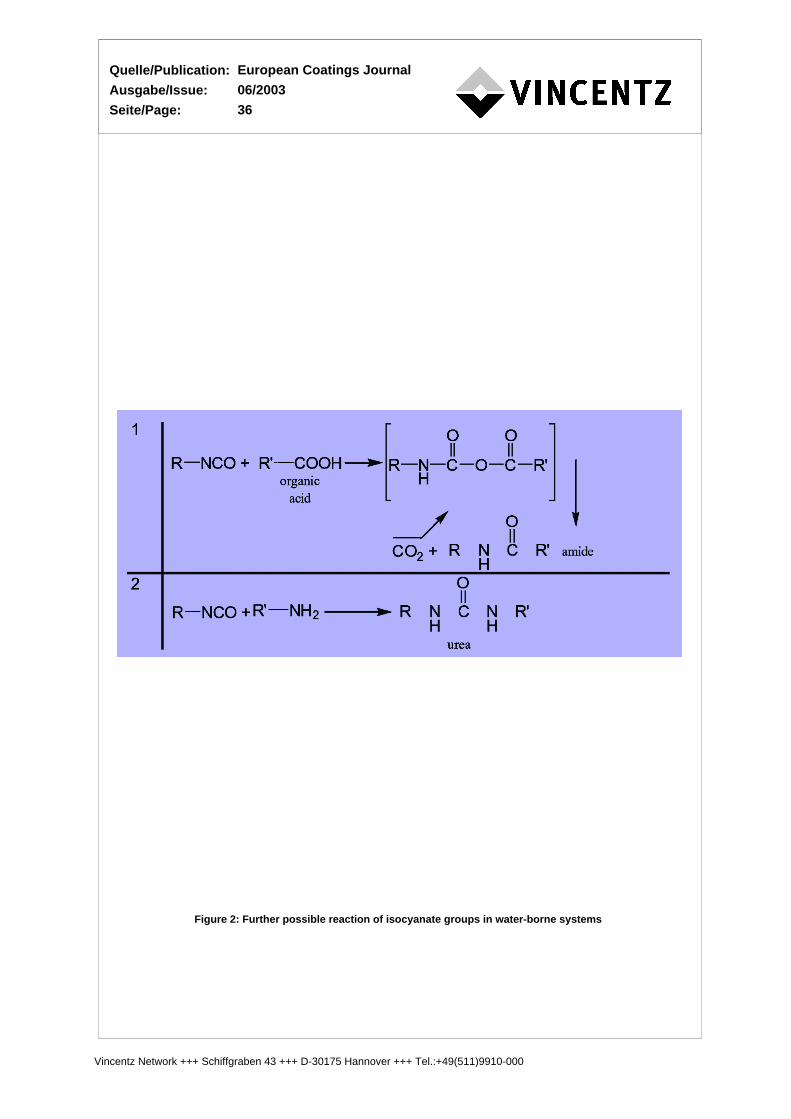
NCO/OH ratio between 1.2 and 1.8 gives goodpropertiesThe reaction of organic acid groups with isocyanates(reaction 1 in Figure 2) needs to be mentioned because it
destroys the hydrophilic nature of the polyol (if it containsacid stabilising groups) and contributes to carbon dioxideformation.Other side reactions (Figure 2) are less important as theyplay a far less significant role in the crosslinking andproperties of the coating.The relative reaction rates of functional groups with aliphaticisocyanates are: Amine(primary/secondary)>hydroxyl>water>urea>urethane>>carboxylic [1]This reactivity scale explains why it is possible to usealiphatic polyisocyanates to formulate water-borne coatingswith an acceptable pot-life.In order to compensate for these side reactions, the NCO toOH ratio of water-borne formulations has to be higher than1, as it is normally not the case for solvent-borne coatings. Ifthe NCO/OH ratio is too low, then the polyol may not be fullycrosslinked, thus resulting in poor properties.Overall ratio varies between 1.2 and 3, depending on thepolyol and polyisocyanate used. Normal ratios stay between1.2 and 1.8.
View of hydrophobic polyisocyanatesAromatic polyisocyanates must be avoided because of theirhigh reactivity with water, therefore it will be focus onaliphatic polyisocyanates, and more specifically HDI-trimerderivatives.There are two types of polyisocyanates which can be usedin water-borne formulations. The first approach is to useconventional poly- isocyanates which were developed forsolvent-borne systems, and so in theory are not suitable foruse in aqueous systems. These products are hydrophobic innature, but in some cases, depending on the polyol, goodperformances can be achieved. Isocyanurate trimers ofhexamethylene di-isocyanate such as "Tolonate HDT-LV" or"HDT-LV2" are normally used, due to their lower intrinsicviscosity compared to biurets.In such a case, water-soluble polyols and some dispersionsare hydrophilic enough to act as dispersing agent for thehydrophobic polyisocyanate. In order to achieve a goodintroduction of the polyisocyanate into such a system, a lowviscosity of the polyisocyanate is highly recommended.Water-compatible solvent can be used to reduce thepolyisocyanate viscosity [2]. It is also possible to use highshear equipment to introduce these hydrophobicpolyisocyanates into the aqueous phase.
View of hydrophilic polyisocyanatesThe second approach is to modify the polyisocyanate in away that it becomes hydrophilic and thus water-dispersibleunder low shear mixing conditions or self-emulsifying. Themost common way to increase the hydrophilicity of apolyisocyanate is to graft hydrophilic polyether groups [3, 4],and thus to lower the functionality of the polyisocyanate.Such hydrophilic groups can either be non-ionic or ionic ifterminated by a specific group which can be dissociatedabove a specific pH [5]. Another way to produce hydrophilicpolyisocyanates is to formulate them with NCO-non reactivecomponent able to render them water-dispersible."Rhodocoat WT2104" is a water-dispersible isocyanatebased on HDI-trimer with 19% NCO, at 100% solids.
Hardener easy to use
Vincentz Network +++ Schiffgraben 43 +++ D-30175 Hannover +++ Tel.:+49(511)9910-000
Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
06/2003
36
The hardener has to be easily dispersible in the binder. Thiscan be obtained by using self water-dispersiblepolyisocyanate crosslinkers. The major advantage of thesenew products is clearly their ease to use, as they will notrequest high shear mixing.Figure 3 illustrates the difference in dispersibility betweenhydrophobic and hydrophilic polyisocyanates. The left-handpicture shows a hydrophilic isocyanate which has beenincorporated into an aqueous medium containing apolyacrylic polyol.The dispersion of the polyisocyanate has been done bysimple shaking. The droplets have a diameter lower thanhalf a micron and the particle size is evenly distributed.The right hand side shows the distribution of droplets of alow viscosity hydrophobic polyisocyanate, mechanicallyintroduced into the same polyol. In this case the particlediameter is about 2-3 microns.
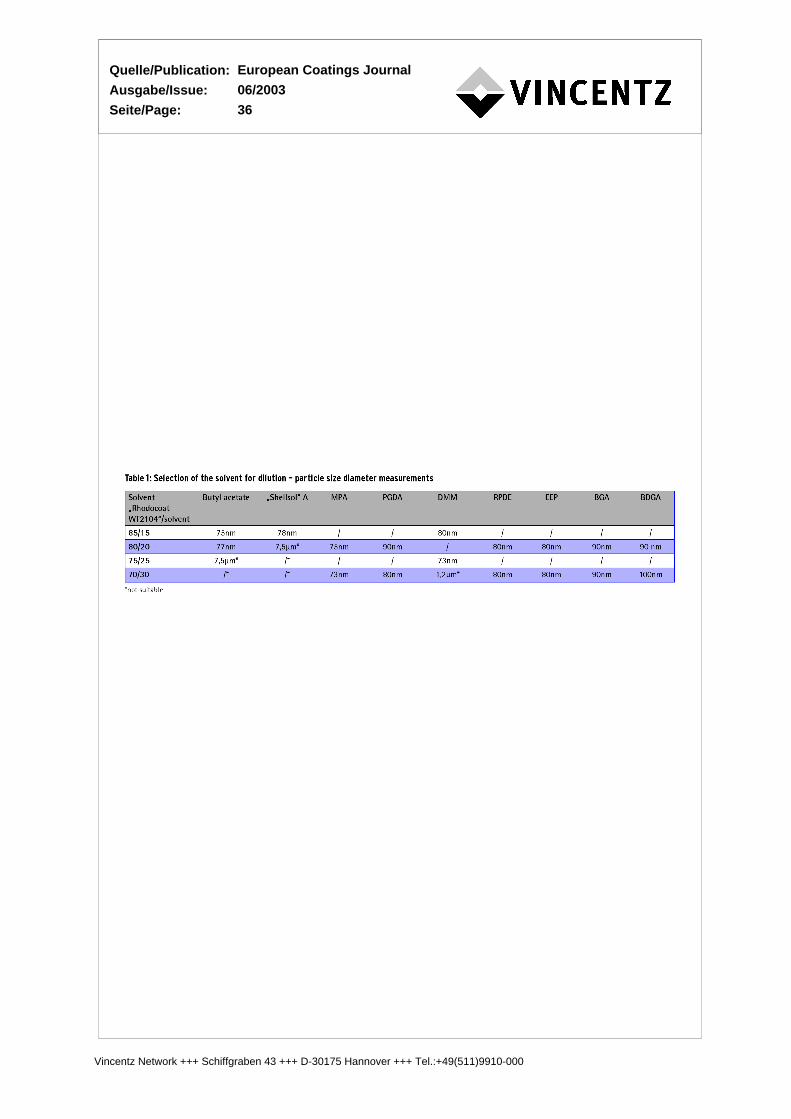
Solvents assit gloss, chemical resistance and hardnessIn order to satisfy wood coatings requirements, polyols canbe polyacrylic dispersions, emulsions,polyacrylate-graftedpolyurethane dispersions or polyurethane dispersions orcombinations of these. The choice of one polyol or of amixture of polyols is in fact imposed by the balance betweenthe level of performance of the film and the cost of theformulation.Why using a solvent in the water-borne formulation? Theuse of a solvent to pre-dilute a hydrophilic isocyanate is notnecessary, however is recommended to reduce thehardener's viscosity so that it is closer to the polyol's, and istherefore dispersed easily into the polyol. Other advantageshave been noticed, such as higher gloss, better chemicalresistance and hardness.The choice of dilution solvent is important as the solventmuch be free of hydroxylic or carboxylic groups, suceptibleof reacting with isocyanate, allowing good storage stability.The selection of the dilution solvent is made by measuringthe particle size of the pre-diluted isocyanate in water; oneparticle size is necessary and the smaller the particle, thebetter the dispersion in a water-borne formulation.Table 1 shows a large choice of solvents and that a widerange of dilution ratios can be used, provided the solventsare urethane grades. NMP is not suitable as it causesswelling of the particles in water. The dilution solvent canalso influence the coating's properties, as our experimentsshowed.
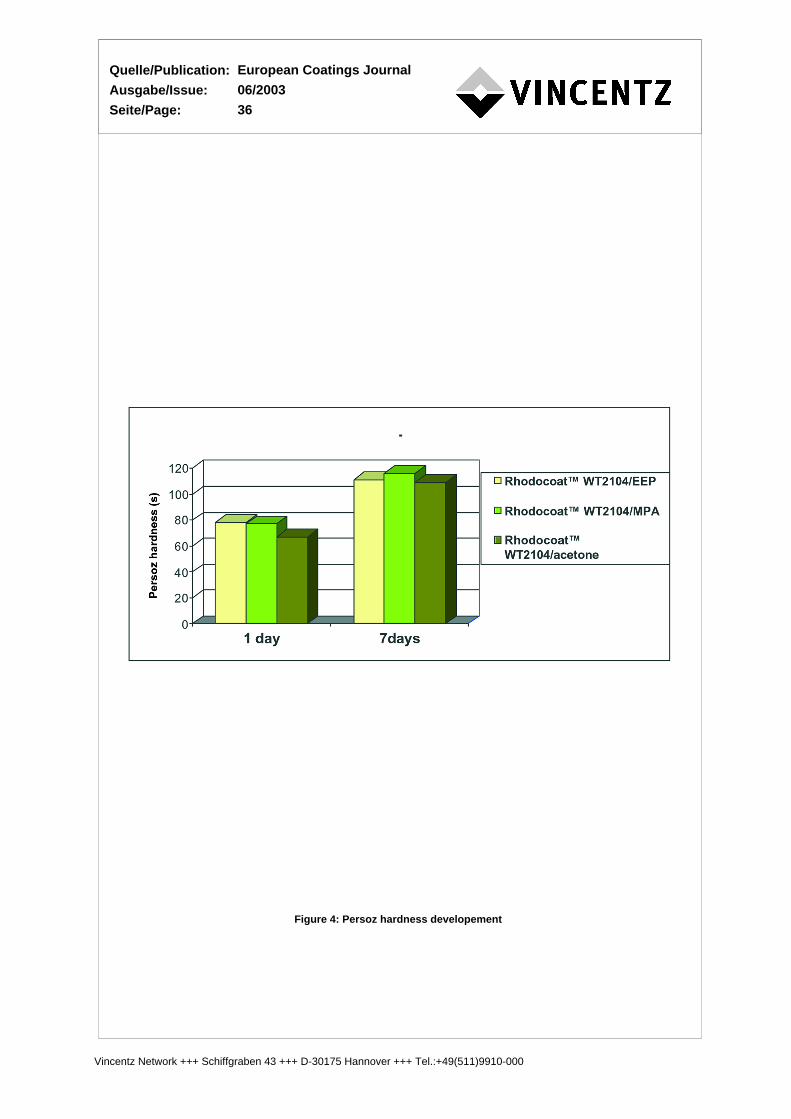
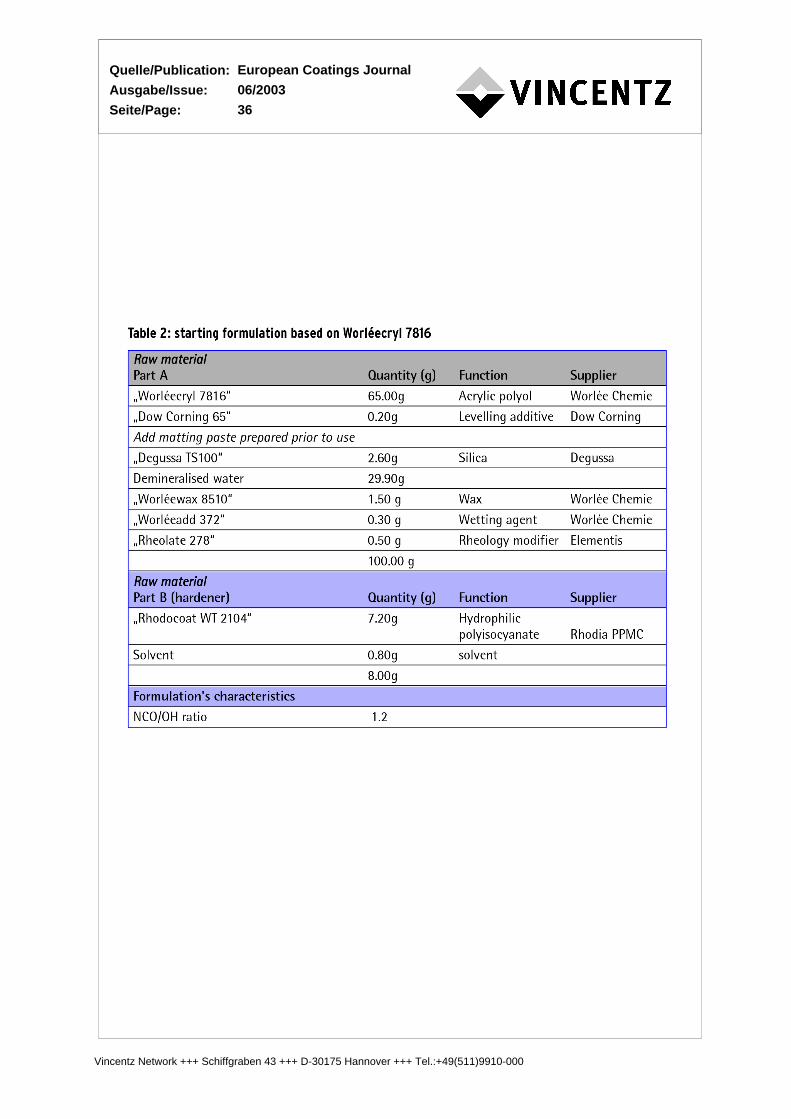
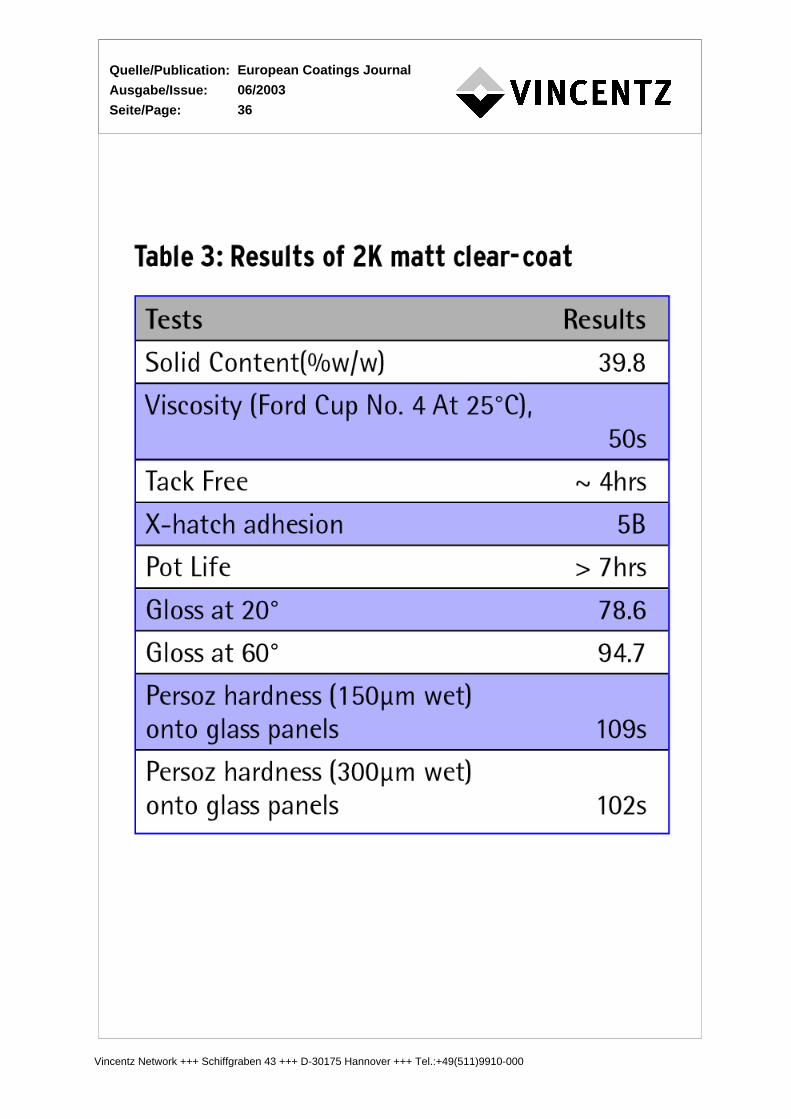
Choice of suitable solventTable 2 shows a typical matt furniture clear-coat formulationbased on "Worleecryl 7816" (from Worlée Chemie); thisresin is a hydroxylated acrylic dispersion, which wasobtained from a solvent-borne resin, dispersed into waterusing emulsifiers.In this case, several solvents are suitable to pre-dilute theisocyanate; the choice was made by stirring the predilutedisocyanate into the water-based clear-coat with a spatula(hand mixing).The clear-coat is then applied onto glass panels and gloss ismeasured once the coating is dry. Results are displayed inTable 3.In this clear-ocat formulation, Persoz hardness is influencedby the type of solvent used to dilute the hardener; here, EEPand MPA give suitable results for furniture coatingsrequirements. Figure 4 shows that once the clear-coat istouch dry (a few hours), it takes several days for thepolyurethane coating to be fully cured at room temperature(23°C, 55%RH).
Chemical resistance a key point of wood finishes
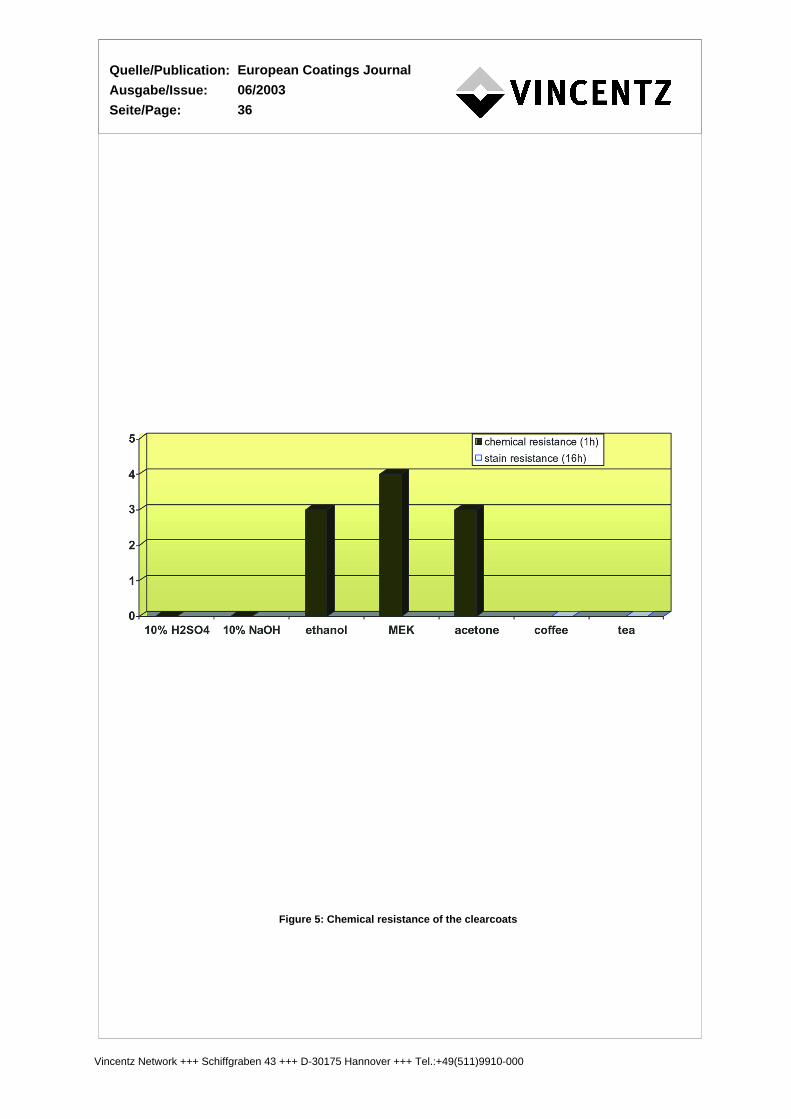
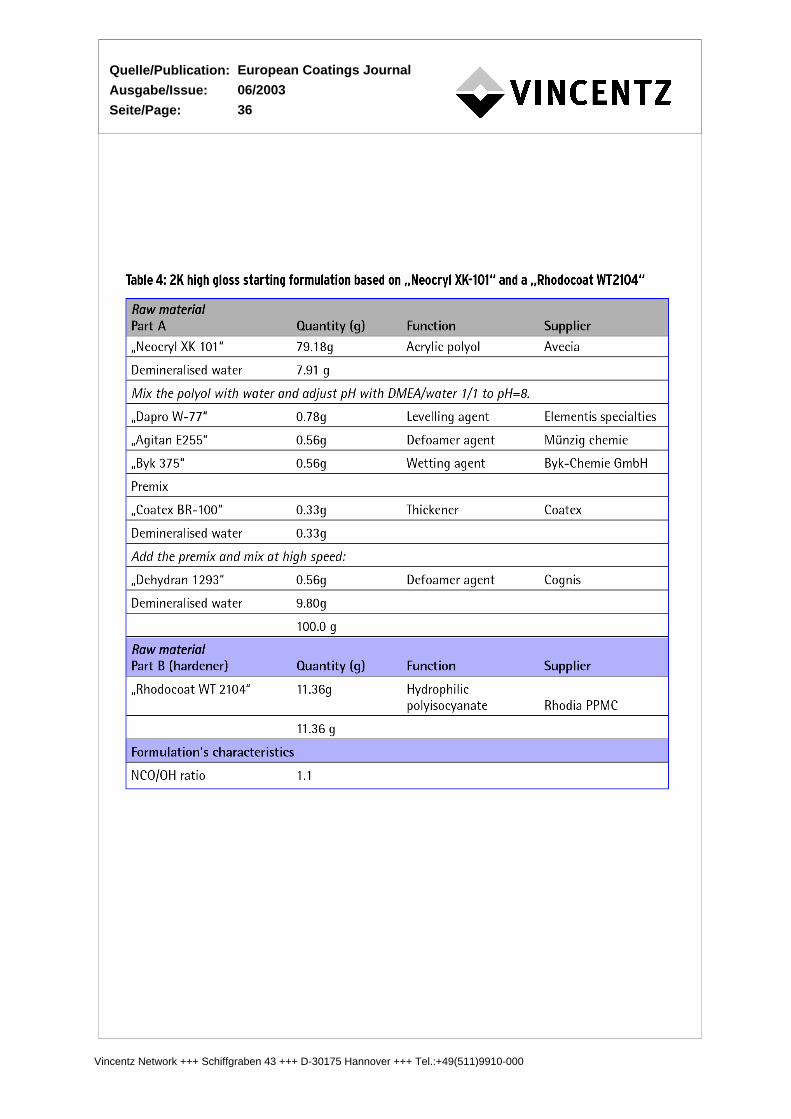
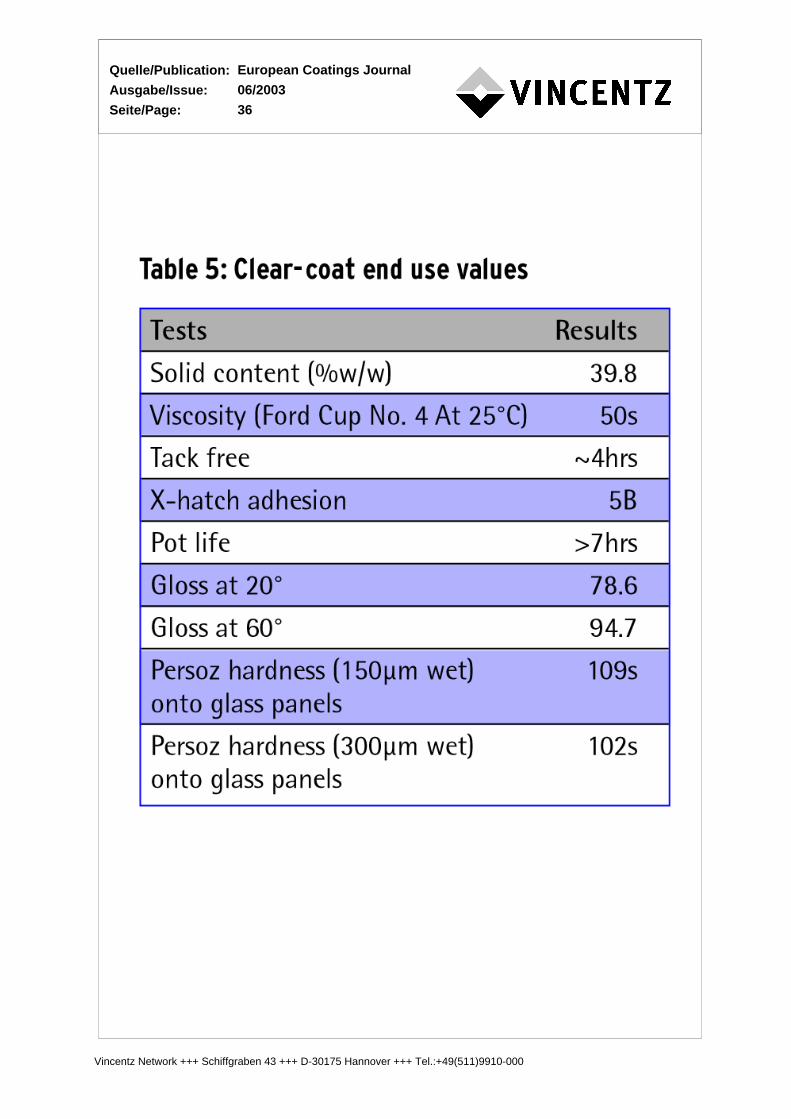
performanceThe nature of the solvent used to dilute the hydrophilicisocyanate has no effect on the level of chemical resistanceof the clearcoat, which gives more flexibility to adjust theformulation to some specific needs. Various chemicalswhich can be found for example in a kitchen, are left on theclear-coat following DIN 68 861. All the samples show aexcellent chemical resistance, except with coffee.More tests were conducted on a 2K water-bornepolyurethane based on "Neocryl XK101" (from AveciaNeoResins); this time, the polyol is a hydroxylated acrylicemulsion, which can be cross-linked with "RhodocoatWT2104" prediluted in MPA. Refer to Table 4 for startingformulation.The hardener is easily dispersed into the polyol phase,giving excellent levelling and high gloss. Then theformulation can be used for several hours and its viscositymay vary or not. In this case, the water-borne systembehaves like a solvent-borne one, as the pot-life can bemeasured as doubling of the initial viscosity. Table 5 showsthe various charateristics of the clear-coat applied on glass.The clear-coat was then applied onto maple wood panels.Two coats were applied and dried at room temperature,chemical resistance tests were perfomed as describedpreviously. Figure 5 shows the results of the chemicalresistance test performed according to the DIN 68 861standard. Rating is : 0 (excellent) to 5 (very poor). Theresistance to most chemicals is excellent, except for somesolvents.
References[1] C. R. Hegedus, D. C. Lawson and D. L. Lindenmuth,Two-component waterborne polyurethane coatings:chemistry and application, Proc. Of the InternationalWaterborne, High-Solids and Powder Coatings Symposium,New Orleans, Feb. 1998[2] E. Brinkman, M. Van Wingerde, Two-component PUpaints: a comparison between solvent and waterborne,Proc. 3rd Nürnberg Congress, 1995, Paper 37[3] L. Kahl, M. Bock, Waterborne two-component PU clearcoats for automotive coatings: development of raw materialsand mixing technology, Proc. 3rd Nürnberg Congress, 1995,Paper 7[4] US patent 5252696, Oct. 1993[5] US Patent 5583176, Dec. 1996
Result at a glanceTwo examples of formulations show that aqueous 2K PUcoatings can be used for wood coatings, without having tosacrifice quality. By choosing the right polyol, a requestedbalance between cost and performance can be reached.Some properties like the ease of introduction by hand of thehardener and the determination of the pot-life through theviscosity increase can be optimised by choosing the rightsolvent to dilute the polyisocyanate.
The authors:-> Corinne Varron, Rhodia, graduated from theE.N.S.S.S.P.I.C.A.M. in organic chemistry in 1994. In 1995she joined Rhodia in Manchester. She moved to Rhodia'sresearch center in Lyon/France dealing with application &development on aliphatic isocyanates, position she iscurrently occupying.-> Vincent Granier, Rhodia, graduated from the EcoleNormale Supérieure de St Cloud (France) in chemistry in1986. He passed his PhD at Bordeaux University inphysico-chemistry in 1989. He joined Rhodia inAubervilliers/France in1990. Since 2001 he is also WorldWide Technical Manager for aliphatic isocyanates.
Vincentz Network +++ Schiffgraben 43 +++ D-30175 Hannover +++ Tel.:+49(511)9910-000
Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
06/2003
36
Figure 1: Reaction of isocyanate groups with hydroxy-functions.
Vincentz Network +++ Schiffgraben 43 +++ D-30175 Hannover +++ Tel.:+49(511)9910-000
Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
06/2003
36
Figure 2: Further possible reaction of isocyanate groups in water-borne systems.
Vincentz Network +++ Schiffgraben 43 +++ D-30175 Hannover +++ Tel.:+49(511)9910-000

Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
06/2003
36
Figure 3: Comparison under an optical microscope (x 400).
Vincentz Network +++ Schiffgraben 43 +++ D-30175 Hannover +++ Tel.:+49(511)9910-000
Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
06/2003
36
Figure 4: Persoz hardness developement.
Vincentz Network +++ Schiffgraben 43 +++ D-30175 Hannover +++ Tel.:+49(511)9910-000
Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
06/2003
36
Figure 5: Chemical resistance of the clearcoats.
Vincentz Network +++ Schiffgraben 43 +++ D-30175 Hannover +++ Tel.:+49(511)9910-000
Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
06/2003
36
.
Vincentz Network +++ Schiffgraben 43 +++ D-30175 Hannover +++ Tel.:+49(511)9910-000
Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
06/2003
36
.
Vincentz Network +++ Schiffgraben 43 +++ D-30175 Hannover +++ Tel.:+49(511)9910-000
Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
06/2003
36
.
Vincentz Network +++ Schiffgraben 43 +++ D-30175 Hannover +++ Tel.:+49(511)9910-000
Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
06/2003
36
.
Vincentz Network +++ Schiffgraben 43 +++ D-30175 Hannover +++ Tel.:+49(511)9910-000
Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
06/2003
36
.
Vincentz Network +++ Schiffgraben 43 +++ D-30175 Hannover +++ Tel.:+49(511)9910-000