Embed Size (px)
Citation preview
2G Ethanol Technology –
Sustainable Options
Dr S. K. PURI
Chief General Manager, IOC, R&D Centre ,Faridabad
2nd EU-India Conference on Advanced Bio-fuels , Delhi
12-13th March 2019
Why 2G Ethanol Technology in India ?
• National Policy on Bio-fuels 2018 Targets – 20% Ethanol in Gasoline by 2030
– 10 MMT bio-ethanol required by 2030
• Indian Scenario
– 100 % 1G ethanol production : 3 billion lt in 2017-18
– 50-60% available for automotive grade
– Only 5-6% ethanol in gasoline on pan India basis at 1G peak
production
– Huge gap between supply & demand
–
2G Ethanol essentially required in India to achieve policy targets
• Ethanol from agriculture residue integrated with local production can address these issues!!!

Biomass Availability in India
Non-food & Non-fodder/ Surplus Lignocellulosic Biomass:
- Cotton Stalk
- Wheat Straw
- Rice Straw
- Sugar Cane
- Seven others !!
Annual availability ~683 MMT Annual surplus availability > 178.8 MMT Biomass biofuel potential ~ 50 Billion Lt/y Typically, lignocellulosic materials consist:
40 -60 % Cellulose 20 – 40 % Hemicelluloses 10 – 30 % Lignin
Source : TIFAC report 2018
Crop residues
Production Million tons
2018
Crop Production Surplus Cotton stalk 66.58 29.74
Rice straw 225.49 43.86
Wheat straw 145.49 25.1
Maize Stalk 27.9 6.05
Soybeans 27.8 9.95
castor 4.6 3.2
Sugarcane 119.17 41.56
Ground nut straw 12.9 3.9
Gram 26.51 8.72
Tur 9.17 1.76
Mustard/Rapeseed 17.1 5.2
Total 682.18 178.74

• Work started working in 2012 • 0.25 ton/day Pilot plant
established in 2013 • Process development completed • Enzyme recipe developed
indigenously • Imported Yeast • BDEP prepared for 10TPD Demo
Plant • 10 TPD Demo Plant planned at
Panipat with onsite enzyme production also
2G Ethanol Technology IOC,R&D Centre
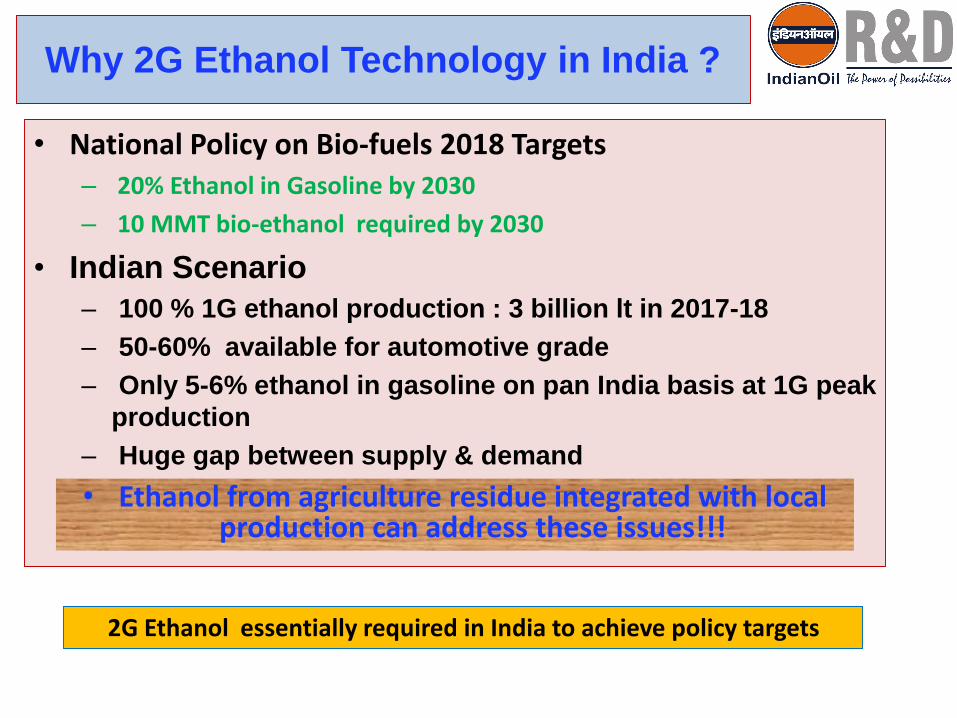
Routes to 1G & 2G Ethanol
Indian scene US scene Future scene
1G ethanol route 2G ethanol route
1G ethanol 1G ethanol 2G ethanol
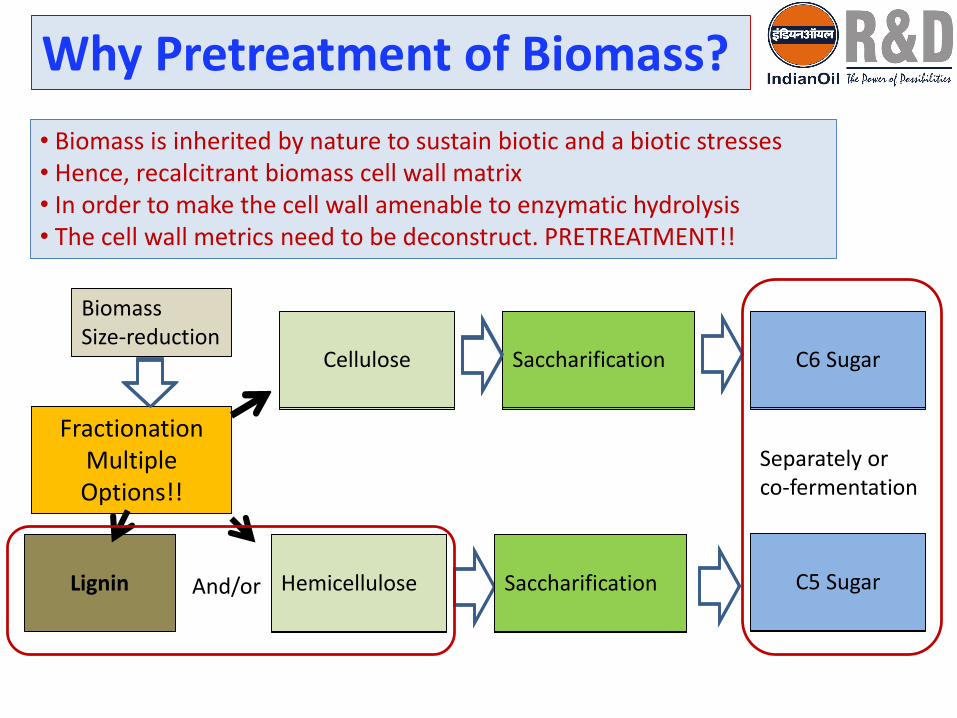
Why Pretreatment of Biomass?
• Biomass is inherited by nature to sustain biotic and a biotic stresses • Hence, recalcitrant biomass cell wall matrix • In order to make the cell wall amenable to enzymatic hydrolysis • The cell wall metrics need to be deconstruct. PRETREATMENT!!
Saccharification
C6 Sugar
ALCOHOL
Cellulose
Hemicellulose
Saccharification
C5 Sugar
Fractionation Multiple Options!!
Saccharification
C6 Sugar
Biomass Size-reduction
ALCOHOL
Lignin
Cellulose
Hemicellulose
Saccharification
C5 Sugar
And/or
Separately or co-fermentation
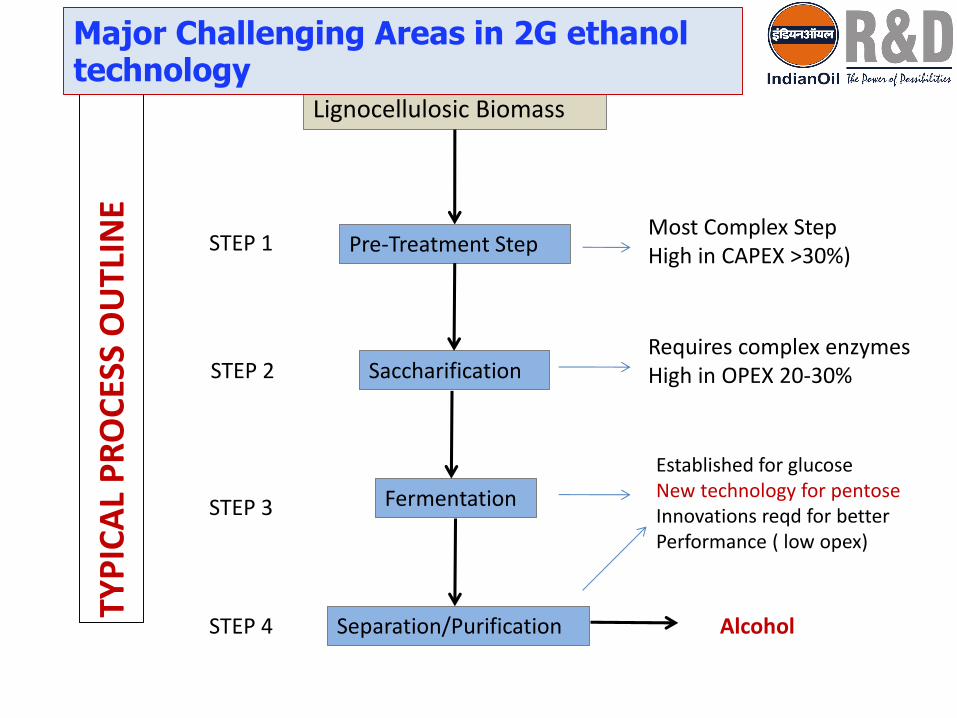
Lignocellulosic Biomass
Pre-Treatment Step
Saccharification
Fermentation
Separation/Purification Alcohol
STEP 1
STEP 2
STEP 3
STEP 4
Most Complex Step High in CAPEX >30%)
Requires complex enzymes High in OPEX 20-30%
Established for glucose New technology for pentose Innovations reqd for better Performance ( low opex)
TYP
ICA
L P
RO
CES
S O
UTL
INE
Major Challenging Areas in 2G ethanol technology

Lignin is removed along with hemicellulose
But requirement of alkali is very high and separation of hemicellulose is required
Hydrolyse hemicellulose, solid + liquid fractions
But Inhibitors are formed and loss of sugars
No or very low chemicals, most common form at commercial scale
But enzyme requirement is customized
Alkali PT
Dilute acid
Steam Explosion
Organosolv Organic solvent is recycled But require longer time & high reaction severity Solvent recovery issues
Pretreatment option: merits and demerits
IOC worked with dilute acid and steam explosion pre-treatment technologies

Dilute acid Pre-Treatment
Saccharification
Fermentation
Dehydration
BIOMASS
Size-reduction
ALCOHOL
Cell Mass + Lignin
- No separation of biomass components - High solid loading (>20% w/w) - Low acid concentration - Indigenous onsite enzyme and SSCF
SSCF Process optimized for Rice Straw, Wheat straw, Bagasse, corn stover etc
IOCL 2G TECHNOLOGY
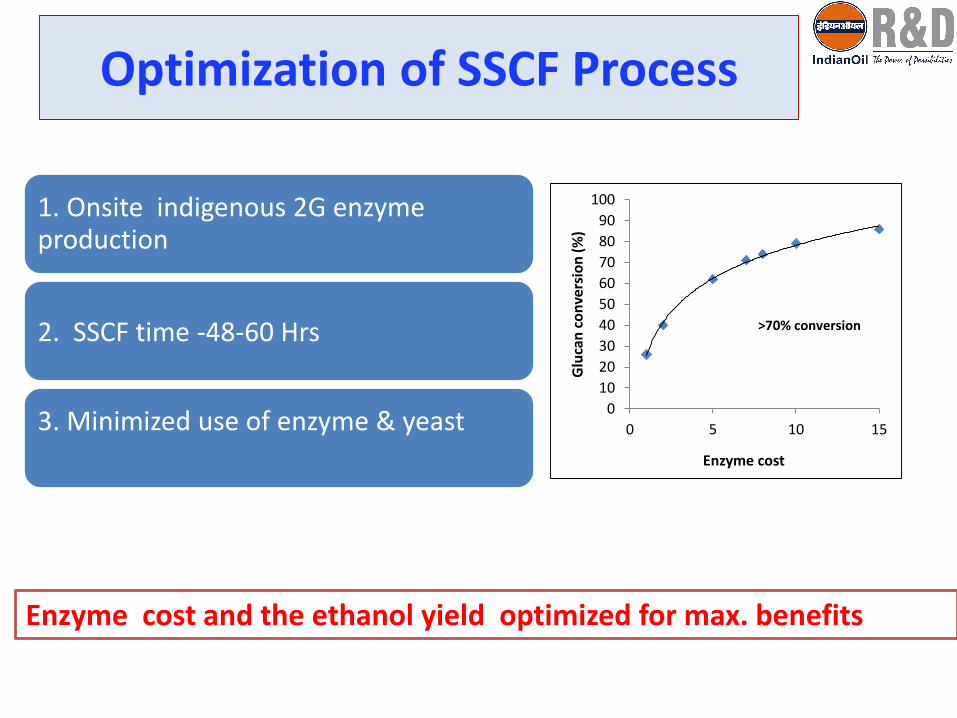
Optimization of SSCF Process
1. Onsite indigenous 2G enzyme production
2. SSCF time -48-60 Hrs
3. Minimized use of enzyme & yeast
Enzyme cost and the ethanol yield optimized for max. benefits
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15
Glu
can
co
nve
rsio
n (
%)
Enzyme cost
>70% conversion

Cellulose Hydrolysis: Multiple enzymes at work!!
3 Major enzyme requires in optimum ratio for hydrolysis
Fermentation Yeast
1. Saccharomyces cerevisiae don’t ferment C5
2. C6 fermenting yeast is not enough
3. Co-fermentation is essential for economics
4. No one in India have co-fermenting yeast
Difficult to achieve the same titer as in 1G ethanol
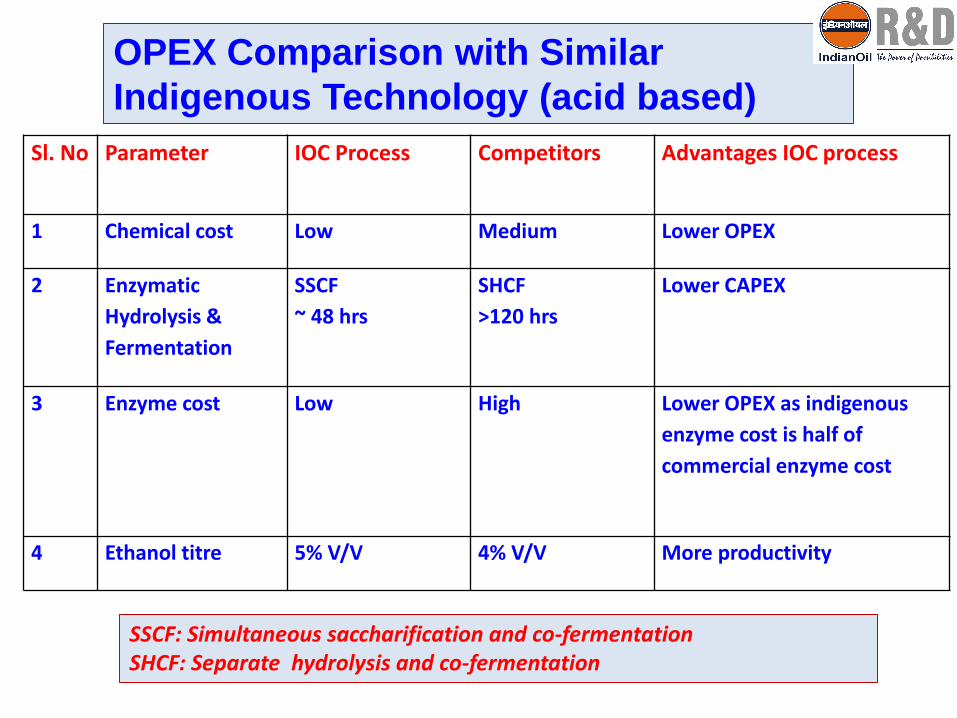
Sl. No Parameter IOC Process Competitors Advantages IOC process
1 Chemical cost Low Medium Lower OPEX
2 Enzymatic
Hydrolysis &
Fermentation
SSCF
~ 48 hrs
SHCF
>120 hrs
Lower CAPEX
3 Enzyme cost Low High Lower OPEX as indigenous
enzyme cost is half of
commercial enzyme cost
4 Ethanol titre 5% V/V 4% V/V More productivity
SSCF: Simultaneous saccharification and co-fermentation SHCF: Separate hydrolysis and co-fermentation
OPEX Comparison with Similar
Indigenous Technology (acid based)
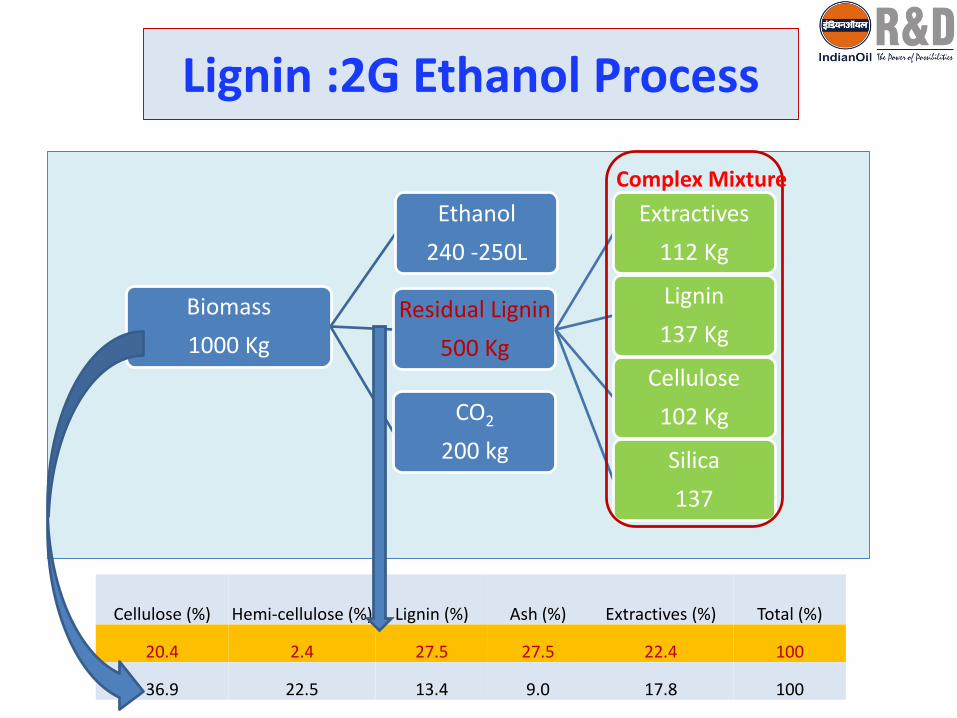
Lignin :2G Ethanol Process
Biomass
1000 Kg
Ethanol
240 -250L
CO2
200 kg
Residual Lignin
500 Kg
Extractives
112 Kg
Lignin
137 Kg
Cellulose
102 Kg
Silica
137
Complex Mixture
Cellulose (%) Hemi-cellulose (%) Lignin (%) Ash (%) Extractives (%) Total (%)
20.4 2.4 27.5 27.5 22.4 100
36.9 22.5 13.4 9.0 17.8 100
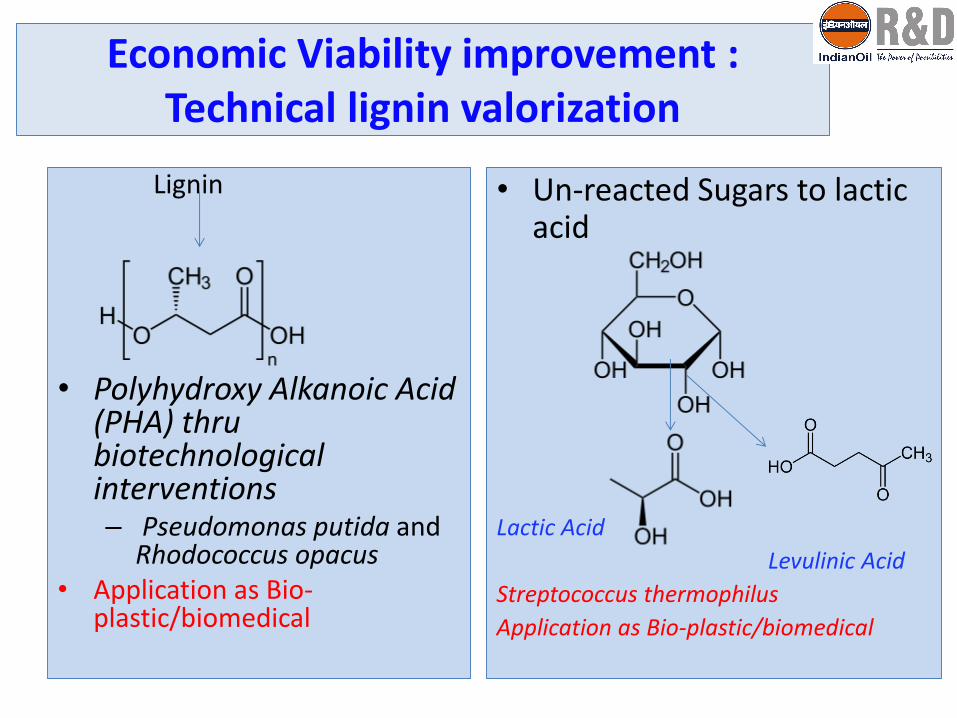
Economic Viability improvement : Technical lignin valorization
Lignin
• Polyhydroxy Alkanoic Acid (PHA) thru biotechnological interventions – Pseudomonas putida and
Rhodococcus opacus • Application as Bio-
plastic/biomedical
• Un-reacted Sugars to lactic acid
Lactic Acid Levulinic Acid Streptococcus thermophilus Application as Bio-plastic/biomedical
• Un-reacted Sugars to lactic acid
Lactic Acid Levulinic Acid Streptococcus thermophilus Application as Bio-plastic/biomedical
• Un-reacted Sugars to lactic acid
Lactic Acid
Levulinic Acid
Streptococcus thermophilus
Application as Bio-plastic/biomedical

Lignin to Vanillin
Upon oxidative de-polymerization converts into corresponding aldehyde
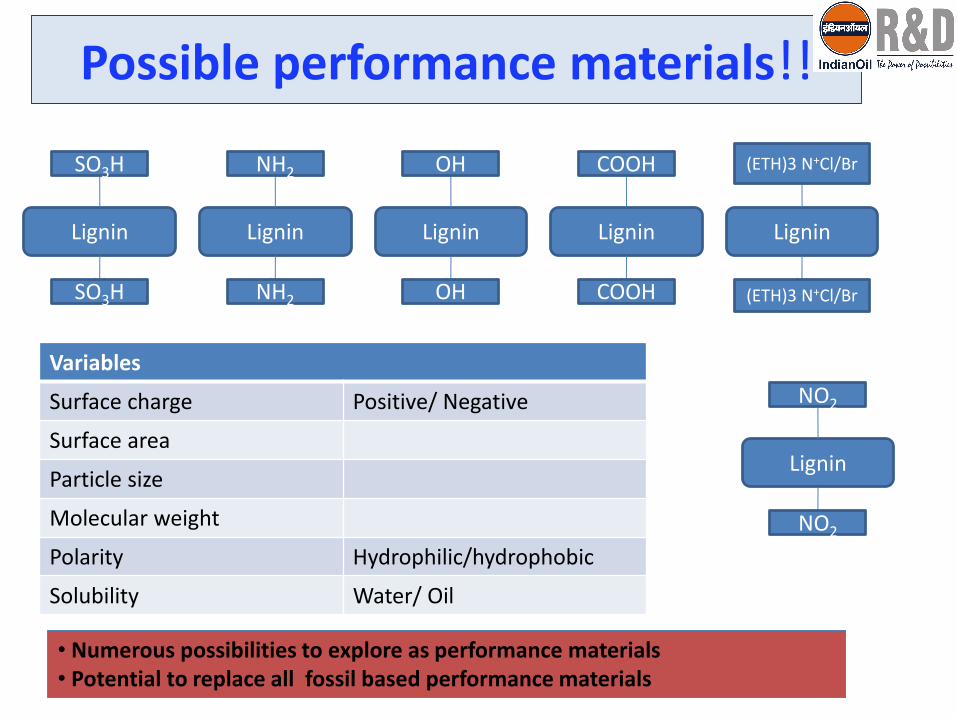
Possible performance materials!!
Lignin
SO3H
SO3H
Lignin
NH2
NH2
Lignin
OH
OH
Lignin
COOH
COOH
Lignin
(ETH)3 N+Cl/Br
(ETH)3 N+Cl/Br
Variables
Surface charge Positive/ Negative
Surface area
Particle size
Molecular weight
Polarity Hydrophilic/hydrophobic
Solubility Water/ Oil
• Numerous possibilities to explore as performance materials • Potential to replace all fossil based performance materials
Lignin
NO2
NO2

Summary
• IOCL has developed 2G ethanol technology integrated with indigenous enzyme production
• Demonstration of the technology planned in 10 TPD plant
• Indigenous cost effective enzyme developed and performance established
• Lignin valorization is necessary for better economics
• High 2G ethanol cost is an issue and need to be addressed
Thanks