Embed Size (px)
Citation preview
Technical Papers29th Annual Meeting
International Institute of Ammonia Refrigeration
March 18–21, 2007
2007 Ammonia Refrigeration Conference & Trade ShowNashville Renaissance Hotel/Nashville Convention Center
Nashville, Tennessee

ACKNOWLEDGEMENT
The success of the 29th Annual Meeting of the International Institute of Ammonia
Refrigeration is due to the quality of the technical papers in this volume and the labor of its
authors. IIAR expresses its deep appreciation to the authors, reviewers, and editors for their
contributions to the ammonia refrigeration industry.
Board of Directors, International Institute of Ammonia Refrigeration
ABOUT THIS VOLUME
IIAR Technical Papers are subjected to rigorous technical peer review.
The views expressed in the papers in this volume are those of the authors, not the
International Institute of Ammonia Refrigeration. They are not official positions of the
Institute and are not officially endorsed.
EDITORS M. Kent Anderson, President
Chris Combs, Project Coordinator
Gene Troy, P.E., Technical Director
Kirsten McNeil, Staff Engineer
International Institute of Ammonia Refrigeration
1110 North Glebe Road
Suite 250
Arlington, VA 22201
+ 1-703-312-4200 (voice)
+ 1-703-312-0065 (fax)
www.iiar.org
2007 Ammonia Refrigeration Conference & Trade Show
Nashville Renaissance Hotel/Nashville Convention Center
Nashville, Tennessee
©IIAR2007 271
Trabajotécnico#1
El Placer de Sistemas de Evacuación de Amoníaco
Peter Jordan MBD Risk Management Services
Langhorne, Pennsylvania
Kris Hinds Nestlé Prepared Food Company
Springville, Utah
Abstracto
La instalación del Nestlé Prepared Foods Division en la ciudad de Springville, Utah tiene más de 225,000 libras de amoníaco anhidro en su sistema de refrigeración. A traves de los años, esta planta ha pasado por modificaciones extensivas. Bajo condiciones normales, la transferencia y evacuación del amoníaco antes de estas modificaciones ocasionan paros de producción largos resultando en perdidas de producción y costos significantes. Sin embargo, esta planta tiene un sistema de evacuación a lo largo de la instalación que permite evacuaciones rápidas antes de modificaciones del sistema.
Este trabajo examina el uso del sistema de evacuación de amoníaco desde la perspectiva de un usuario final. Repasa la historia del sistema de evacuación incluyendo la lógica usada para justificar la instalación del sistema y los costos relacionados con el sistema. El personal de la planta también describe los usos variados del sistema de evacuación subrayando la flexibilidad que provee.
2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee


Trabajotécnico#1 ©IIAR2007 273
El Placer de Sistemas de Evacuación de Amoníaco
Introducción
Sistemas de evacuación eran componentes relativamente comunes en muchas
sistemas de refrigeración con amoníaco, especialmente en las industrias de carne
y cerveza. Los sistemas de evacuación permitían el traslado rápido y seguro del
amoníaco antes de cualquier trabajo de mantenimiento y/o modificaciones del
sistema. Sin embargo en los últimos años los sistemas dedicados de evacuación han
pasado de moda principalmente debido a su costo, muchas veces se tornan victimas
de ingeniería de valorización.
La introducción de la norma Process Safety Management de OSHA (Agencia de
seguridad y salud laboral de los Estados Unidos) y el Risk Management Program del
EPA (Agencia de protección ambiental de los EE.UU.) han causado un aumento de
escrutinio sobre la industria de refrigeración con amoníaco. (OSHA, 1992; EPA, 1996)
Los reguladores del gobierno están llevando a cabo revisiones de instalaciones de
refrigeración con amoníaco y están investigando descargas de amoníaco.
Notablemente, un número significante de estas descargas de amoníaco ocurren
durante enlaces dentro de la planta asociados con trabajo de mantenimiento y/o
modificaciones del sistema cuando no se siguen los procedimientos de abertura
de línea adecuados. Por esto, las condiciones pueden estar buenas para que las
empresas consideren de nuevo una tecnología relativamente vieja: sistemas de
evacuación. Un sistema de evacuación diseñado y operado correctamente puede
eliminar muchas de las descargas que pueden ocurrir durante enlaces dentro de
la planta.
Procedimientos para enlaces dentro de la planta
Todo el equipo debe ser reparado o modificado de vez en cuando. El Boletín 107
del IIAR describe los procedimientos adecuados que deberian seguirse cuando
274 ©IIAR2007 Trabajotécnico#1
2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee
se hacen enlaces en plantas de refrigeración con amoníaco antes de servicio y/o
modificaciones del equipo. (IIAR, 1997) Los procedimientos sugeridos incluyen las
etapas siguientes:
1. Reducir la presión interna del sistema y del equipo a 0 psig (libras por pulgada
cuadrada manométrica) antes de que se comience el proceso de enlace.
2. Preparar el equipo requerido para el procedimiento de evacuación. Por ejemplo,
verifique que todo el equipo de protección personal funcione.
3. Revise los procedimientos de evacuación y enlace con el personal.
4. Identifique las válvulas, tuberías, y equipo conectado que van a ser parados.
No deje de usar los procedimientos apropiados de cierre eléctrico etiquetado y
no aislé cualquier porción del sistema de tuberías o equipo que pueda entrampar
amoníaco líquido.
5. Observe las temperaturas y presiones durante el proceso de evacuación.
6. Cierre la alimentación de líquido a la porción del sistema donde se realizará el
enlace.
7. Continúe operando cualquier evaporador que facilite la evaporación de refrigerante.
8. Evacue hasta que la presión quede bajo 0 psig, y (si apropiado), hasta 15–20"
HgVac. Deje los compresores de evacuación continuando bombeando hasta que
paren por baja presión varias veces. Un aumento de presión puede indicar una
evacuación incompleta.
9. Deje el sistema parado por varias horas o toda la noche si es posible, permitiendo
la evaporación de cualquier líquido refrigerante restante.
10. Cualquier señal de escarcha en válvulas o tuberías no aisladas puede indicar
la presencia de amoníaco líquido. Si esta condición continúa después de varias
tentativas de evacuación, compruebe si hay válvulas de cierre con fugas.
11. Después del proceso de evacuación, hay que ajustar la presión del sistema a
alrededor de 0 psig antes de hacer cualquier conexión. No es aconsejable tener
un vacío profundo cuando se hace el corte en el sistema porque aire mezclado
con cualquier aceite y amoníaco restante puede formar una mezcla explosiva. Se
recomienda que se use nitrógeno seco para aumentar la presión un poco encima
de 0 psig.
Trabajotécnico#1 ©IIAR2007 275
El Placer de Sistemas de Evacuación de Amoníaco
Ventajas del sistema de evacuación
Un sistema dedicado de evacuación ofrece las ventajas siguientes cuando se ejecuta
los procedimientos de enlace para la planta descritos en la sección anterior:
• Permite una operación más segura del sistema de refrigeración con amoníaco
• Elimina emisiones durante enlaces en la planta
• Disminuye los costos y el tiempo de paro de producción
• Mejora los procedimientos de colección de aceite
• Permite el manejo de líquido
• Mejora los procedimientos de respuesta a emergencias
• Mejora la satisfacción del operador
Se describe estas ventajas abajo:
Permite una operación más segura del sistema de refrigeración con amoníaco
Un sistema dedicado de evacuación disminuye el uso de mangueras temporarias,
conexiones temporarias y recipientes temporarios. No hay mangueras para arrastrar
ni encajes para encontrar.
Evacuando un sistema a una presión muy baja disminuye significantemente la
cantidad de residual en el equipo, de este modo reduciendo la cantidad que podría
escapar durante los procedimientos de enlace de la planta. Un sistema dedicado de
evacuación permite que las presiones se bajen hasta abajo de la presión de succión
de operación del sistema normal.
Finalmente, las instalaciones pueden desarrollar procedimientos de operación más
simples con sistemas dedicados de evacuación; esto reduce la posibilidad de que un
operador del sistema haga un error y descargue amoníaco.

276 ©IIAR2007 Trabajotécnico#1
2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee
Elimina emisiones durante enlaces de la planta
Sistemas de evacuación deben eliminar la necesidad de descargar amoníaco residual
en un balde de agua y/o a la atmósfera. El amoníaco removido de una sección antes
de un enlace estaría contenido en otra parte del sistema de refrigeración cuando se
usa el sistema de evacuación debidamente.
Sin un sistema dedicado de evacuación, modificaciones extensivas del sistema de
refrigeración pueden requerir los servicios de un suplidor externo para almacenar y/o
deshacerse de grandes cantidades de amoníaco removido del sistema. Un sistema de
evacuación puede transferir sencillamente amoníaco líquido de un recipiente a otro,
eliminando la necesidad de remover amoníaco del sistema con bomba y después
deshacerse del mismo.
Disminuye los costos y el tiempo de paro de producción
Los procedimientos de enlace de la planta pueden ser mucho más rápidos y simples
usando un sistema de evacuación. Estudio del caso al final de este trabajo da algunos
ejemplos de la cantidad de tiempo que puede ser ahorrado durante procedimientos
comunes de enlace. El tiempo ahorrado puede reducir los costos de mano de obra
y el tiempo de paro de producción. Este beneficio seria especialmente útil para una
instalación que no pueda fijar tiempos de paro de producción fácilmente y que debe
llevar a cabo cualquier servicio o modificación del sistema durante las noches o
fines de semana. Alternativamente, el tiempo ahorrado permite que el personal de
la instalación haga otros trabajos importantes pero de menor urgencia.
Un sistema de evacuación facilita que un operador del sistema vacíe seguramente
la mayoría del equipo operando pocas válvulas. Solamente se necesitaría otra
persona cuando se abre el sistema al ambiente, al contrario de cuando se hace un
procedimiento entero de enlace de la planta.

Trabajotécnico#1 ©IIAR2007 277
El Placer de Sistemas de Evacuación de Amoníaco
Mejora los procedimientos de colección de aceite
Un sistema de evacuación puede ser establecida para que el aceite se acumule en un
recipiente central, eliminando la necesidad de tener varios tanques de aceite situados
por todo el sistema. Eliminando tanques de aceite también elimina la mano de obra
necesaria para drenarlos, así como el riesgo de escapes de amoníaco relacionado con
esta labor.
El drenaje de tanques de aceite en áreas de producción plantea el riesgo de exponer
los empleados a descargas de amoníaco. Por lo tanto, típicamente se drena estos
tanques fuera de los horarios de producción, como durante las noches o los fines de
semana.
Permite el manejo de líquido
Los sistemas de evacuación permiten que los operadores del sistema giren unas pocas
válvulas para transferir cantidades relativamente grandes de líquido de un recipiente
a otro sin mangueras. Estas transferencias facilitan que las instalaciones manejen
seguramente el líquido en recipientes del sistema, por ejemplo después de trastornos
del sistema que causan niveles altos en uno o más de los recipientes.
Mejora los procedimientos de respuesta a emergencias
Mitigando un escape de amoníaco es crítico para cualquier procedimiento de
respuesta a emergencia. (Smith, 2005) Un sistema de evacuación puede ser
extremadamente útil en estas situaciones, removiendo el amoníaco rápidamente
y seguramente del equipo. Por este motivo, los procedimientos de respuesta a
emergencias de la instalación de Nestlé en Springville, Utah, dan énfasis al uso
del sistema de evacuación en una emergencia porque permita que remuevan
rápidamente cantidades relativamente grandes de amoníaco de las áreas afectadas.
278 ©IIAR2007 Trabajotécnico#1
2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee
Mejora la satisfacción del operador
Un aspecto intangible pero importante del sistema de evacuación es su efecto en
la satisfacción del operador del sistema con su trabajo. Numerosos operadores de
sistema que trabajan en instalaciones con sistemas de evacuación han indicado
al autor que no querían trasladarse a una instalación que no tenga un sistema
de evacuación. De este modo, un sistema de evacuación puede tener beneficios
escondidos en su manera de atraer y retener operadores de sistema.
Rasgos típicos de un sistema de evacuación
Esta sección describe algunos rasgos típicos de un sistema de evacuación.
Compresor de evacuación
El componente más importante de cualquier sistema de evacuación es el compresor
de evacuación. Las siguientes opciones pueden ser usadas para la función de
evacuación:
• Usar los compresores de baja presión existentes y enlazar con los cabezales de
succión de baja presión existentes con las líneas de evacuación
• Dedicar un compresor ya existente como el compresor de evacuación
• Instalar un compresor nuevo como el compresor de evacuación
Las líneas de succión al compresor de evacuación deben ser dirigidas desde un
recipiente de evacuación (succión). La línea de descarga desde el compresor debe ser
dirigida hacia la parte apropiada del sistema.
El sistema de evacuación puede ser instalado para que, después de las operaciones
de mantenimiento, el compresor puede ser usado para evacuar aire para prevenir
que se acumule en el sistema de refrigeración. En este caso, aire seria descargado
Trabajotécnico#1 ©IIAR2007 279
El Placer de Sistemas de Evacuación de Amoníaco
a la atmósfera. Si se usa este tipo de sistema, se deberia usar un proceso de
evacuación distinto y se deberia implementar rigorosos controles administrativos,
entrenamiento y procedimientos escritos para que la válvula atmosférica no pueda
ser abierta distraídamente, causando que el amoníaco escape a la atmósfera durante
las operaciones de evacuación. Favor de notar que hay riesgos inherentes asociados
con esta operación y no debe ser intentado por personal de mantenimiento menos
experimentados.
Recipiente de evacuación
Un recipiente de evacuación (succión) debe ser situado aguas arriba del compresor
de evacuación. Este recipiente debe tener los rasgos siguientes:
• El recipiente debe ser suficientemente grande para cualquier amoníaco líquido y
aceite de lubricación que pueda colectar durante las operaciones de evacuación.
• El recipiente debe ser equipado con alarma de nivel alto y/o alarma de paro del
compresor por nivel alto para proteger el compresor de evacuación del líquido
sobrante.
• Las instalaciones pueden equipar el recipiente de evacuación con un sistema
de calentamiento para vaporizar el amoníaco líquido que puede acumular en
el recipiente. Un sistema de calentamiento puede ser necesario si el recipiente
de evacuación se usará para remover aceite del sistema. Las opciones de
calentamiento incluyen roscas de gas caliente interno, una cubierta de vapor,
o cinta de calentamiento eléctrica.
• Las instalaciones deberían considerar la instalación de una válvula de resorte
en la línea de drenaje de aceite del recipiente como una medida de seguridad
adicional.
• El recipiente de evacuación, por definición, es sometido a ciclos repetidos de
calentamiento y enfriamiento. Por lo tanto, hay un riesgo particularmente alto del
fracaso del recipiente de evacuación debido a la corrosión. (Cole y Nambudiripad,
2004) Este recipiente debe ser observado cuidadosamente para pruebas de
corrosión como parte del programa de integridad mecánica de la instalación.
280 ©IIAR2007 Trabajotécnico#1
2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee
Sistema de cabezal de cañería
El sistema de cabezal de cañería puede ser permanente (con tuberías fijas) o
temporáneo (mangueras):
• Líneas de evacuación de tubería fija: una ventaja de conectar cada pieza de
equipo en el sistema con líneas de evacuación de tubería fija es que elimina la
necesidad de mangueras y puntos de enlace temporáneos, así eliminando puntos
potenciales de escape y la necesidad de mantener un suministro de mangueras
clasificadas para servicio de amoníaco. Además, usando líneas de tubería fija
aumenta la rapidez en que el amoníaco puede ser removido del sistema porque
los operadores de la instalación no tienen que ubicar y conectar mangueras. Esta
es una consideración importante si el sistema de evacuación se usará en una
emergencia para remover amoníaco líquido del equipo.
• Mangueras: Se puede usar mangueras para conectar equipo con los cabezales de
evacuación según la necesidad. Las ventajas de las mangueras temporáneas son
costo reducido y complejidad disminuida. Debido al número limitado de líneas
y válvulas de evacuación instaladas, la cantidad de entrenamiento y el trabajo
de poner rótulos que se necesita par operar el sistema de evacuación también se
reducen.
Las siguientes consideraciones de diseño deben ser consideradas sea lo que sea la
opción escogida para el colector de evacuación:
• Rotule completamente las líneas y válvulas de evacuación y enseñe los operadores
sobre el uso del sistema evacuación.
• Planifique cuidadosamente el diseño y la operación del sistema de evacuación
para eliminar la posibilidad de atrapar amoníaco líquido entre dos válvulas
cerradas en el colector de evacuación. Podría necesitar manómetros, líneas de
venteo, y/o válvulas de alivio termal para detectar y/o prevenir escapes de
amoníaco debido a eventos de sobre presión hidrostática.
• Diseñe el sistema de evacuación para disminuir el potencial de entrampar líquido
en puntos bajos del colector de evacuación. Podría necesitar trampas líquidas
Trabajotécnico#1 ©IIAR2007 281
El Placer de Sistemas de Evacuación de Amoníaco
y/o sistemas de calentamiento para prevenir la acumulación de líquido en estos
puntos bajos.
• Asegure que las mangueras usadas para conexiones temporarias de evacuación
sean clasificadas y marcadas para servicio de amoníaco y mantenidas según las
recomendaciones de los fabricantes.
Costo de un sistema típico de evacuación
No es posible estimar el costo exacto de un sistema típico de evacuación debido a
la unicidad asociada con cada sistema de refrigeración con amoníaco. Sin embargo,
como preparación para este trabajo, el autor habló con representantes de varias
empresas que han instalado sistemas de evacuación. Las siguientes estimaciones,
mientras que de ningún modo proveen una respuesta definitiva, proveen una pauta
de los costos asociados con sistemas de evacuación:
• Un sistema de evacuación instalada en un sistema de refrigeración con
amoníaco relativamente pequeño (carga de amoníaco de ~15,000 libras)
costo ~US$75,000.
• Un sistema de refrigeración con amoníaco un poco más grande (carga de
amoníaco de ~125,000 libras) gastó aproximadamente US$80,000 a $90,000
para un sistema de evacuación.
• Otro sistema de refrigeración con amoníaco un poco más grande (carga de
amoníaco de ~125,000 libras) ha hecho un presupuesto de $100,000 para un
sistema completo de evacuación.
• Instalaciones que tengan sistemas de evacuación existentes estiman que sus
costos de proyecto se aumentan por entre 5 y 10% cuando proveen para aumentar
el colector de evacuación cuando añaden equipo nuevo al sistema de refrigeración
con amoníaco.
Estos costos pueden ser parcialmente compensados por los ahorros logrados por
la reducción del tiempo de paro de producción debido al uso de un sistema de
evacuación.
282 ©IIAR2007 Trabajotécnico#1
2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee
Caso de estudio: Sistema de evacuación, Nestlé, Springville
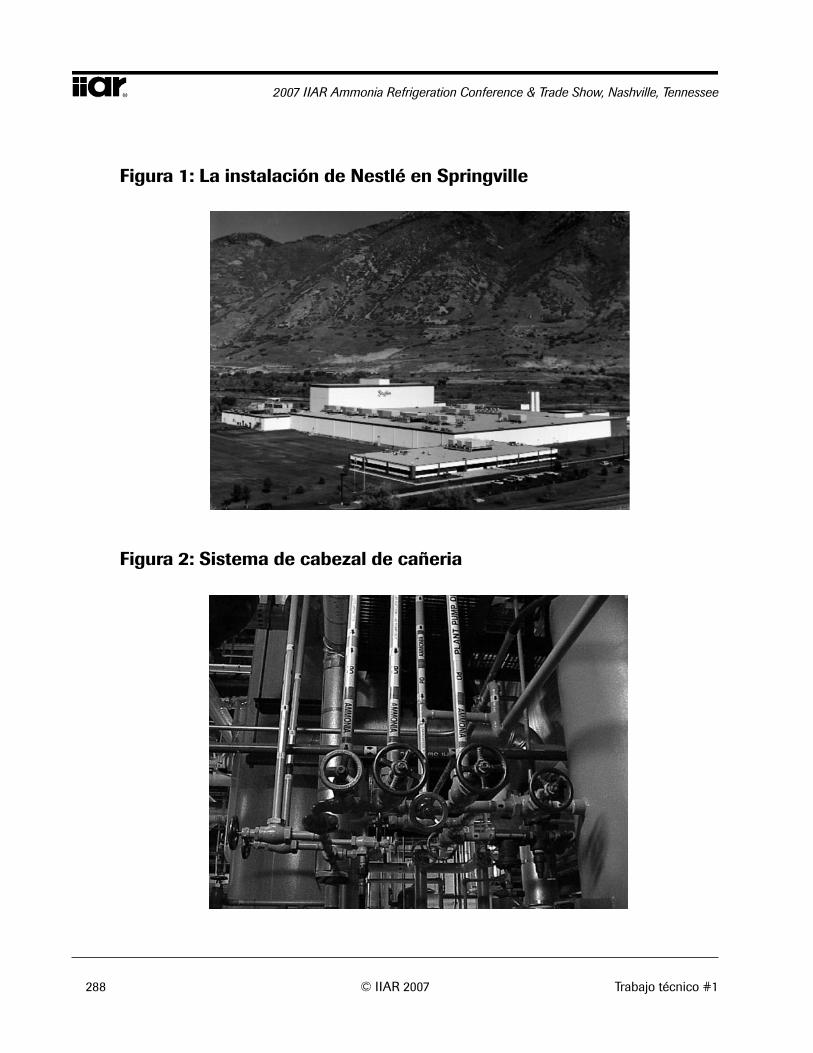
Nestlé Prepared Foods Company (“Nestlé”) opera una planta de alimentos
congelados en Springville, Utah. Esta planta fue construida en 1985 y tiene
aproximadamente 1,600 empleados. La planta consta de un sistema grande de
refrigeración con amoníaco (~225,000 libras de amoníaco), mostrada en la figura 1,
para enfriar y congelar productos alimenticios en la instalación.
Un sistema completo de evacuación fue instalada como parte de la instalación inicial
del sistema de refrigeración con amoníaco. El sistema de evacuación consiste de un
colector de válvulas de evacuación (el sistema de colector de evacuación mostrado
en figura 2), un regenerador de aceite (mostrado en figura 3), y un compresor de
evacuación de 50 HP (figura 4).
El sistema de colector de evacuación puede ser establecida para evacuar aceite y
amoníaco de partes diferentes del sistema de refrigeración como se describe abajo.
Observe que típicamente solamente una parte del sistema es evacuada a la vez.
• La línea de evacuación principal de la planta pasa por todas partes del área de la
instalación y del área de entresuelo y se usa para evacuación de enfriadores de
espacio, congeladores y equipo de proceso dentro del área de producción
• La línea de evacuación DC va a los enfriadores de espacio y congeladores del
centro de distribución.
• La línea de evacuación recipiente / líquido va a la parte inferior de todos los
recipientes de amoníaco y los enfriadores en la sala del compresor.
• La línea de evacuación intermedio / etapa baja va a todos los separadores de
compresor intermedios y de baja etapa.
• La línea de evacuación alta etapa va a todos los separadores de compresor de
alta etapa.
La figura 5 muestra el colector de evacuación, que consiste enteramente de tuberías
de 1". Los puntos de enlace situados en cada ubicación de evacuación son tuberías
Trabajotécnico#1 ©IIAR2007 283
El Placer de Sistemas de Evacuación de Amoníaco
de 1⁄2", como se muestra en figura 6. Todas las líneas de evacuación son indicadas
con la palabra Evacuación con una flecha para mostrar la dirección de flujo.
El aceite y amoníaco del colector de evacuación se acumula en un regenerador de
aceite. Gas caliente fluyendo por el serpentín dentro del regenerador de aceite se
usa para evaporar amoníaco del aceite en el regenerador. Una vez que el amoníaco
haya sido removido, se saca de una válvula de drenaje de aceite ubicada abajo del
regenerador por una válvula de resorte.
Los vapores del regenerador de aceite pueden ser dirigidos al compresor de
evacuación o a un acumulador de succión de baja presión. Aproximadamente 95%
del tiempo, los vapores son dirigidos al acumulador de succión de baja presión. La
instalación prefiere usar el sistema de baja presión porque es más fácil manejar el
amoníaco líquido en el sistema si el líquido es evacuado al acumulador de succión
de baja presión. Típicamente, se usa el compresor de evacuación solamente cuando
se remueve aire del sistema después de operaciones de mantenimiento o cuando
la instalación está evacuando de dos sistemas simultáneamente y de este modo el
sistema de presión-baja ya está en uso.
Bajo operaciones normales el colector de evacuación es típicamente desahogado al
sistema del acumulador de succión de presión baja aun cuando el colector no está en
uso: (1) para prevenir atrapar líquido en el colector de evacuación, y (2) para que el
amoníaco líquido pueda ser removido rápidamente de una pieza de equipo en una
emergencia por medio de abrir una o dos válvulas. La instalación ha instalado un
regulador de presión en el colector de evacuación que va a desahogar automáticamente
al cabezal de evacuación al sistema de presión intermedia si la presión acumula en el
colector de evacuación.
El compresor de evacuación puede ser instalada para descargar o al cabezal de
descarga de presión alta o a la atmósfera. Típicamente, la línea de descarga se dirige
al cabezal de descarga de presión alta. Solamente se abre la válvula de descarga a la
284 ©IIAR2007 Trabajotécnico#1
2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee
atmósfera si se removerá aire de una pieza de equipo cuando se pone en servicio por
la primera vez o después de operaciones de mantenimiento.
La instalación mantiene un suministro pequeño de mangueras clasificadas para
amoníaco que se usan para partes del sistema donde no hay conexiones de
evacuación de tuberías duras. Típicamente, estas mangueras son de 100 pies de
largo y contienen válvulas en cada extremo de la manguera.
Caso de estudio: Usos típicos del sistema de evacuación de Springville
El sistema de evacuación de Springville se opera diariamente para una variedad de
empleos. Por ejemplo:
1. El sistema de evacuación ha sido empleado para remover el amoníaco líquido
de los enfriadores intermedios (cuatro o cinco veces), de los acumuladores de
succión de baja presión (dos veces), y de los recipientes de alta presión (una vez)
para instalar líneas o bombas nuevas o para remover recipientes del servicio. El
sistema de evacuación se usa al principio para transferir líquido desde el fondo
del recipiente hasta un acumulador de succión de presión baja. Después de
remover el líquido, se tira del recipiente para hacer un vacío para remover los
vapores de amoníaco. De hecho, las operaciones de evacuación para un recipiente
grande típicamente tardan entre 8 y 9 horas, aunque frecuentemente la instalación
permite que el sistema quede bajo vacío por la noche ya que es conveniente hacer
enlaces con el sistema durante el turno de día. Sin el sistema de evacuación, el
personal de la instalación piensa que las operaciones de evacuación envolviendo
estos recipientes tardarían varios días.
2. El sistema de evacuación fue usado para remover líquido del recibidor piloto
tres veces. Nota: este trabajo probablemente no hubiera sido emprendido sin el
sistema de evacuación porque el recibidor piloto en la instalación de Springville
recibe todo el amoníaco líquido de los condensadores evaporativos. Tarda
Trabajotécnico#1 ©IIAR2007 285
El Placer de Sistemas de Evacuación de Amoníaco
aproximadamente dos o tres horas para remover el líquido del recibidor piloto
usando el sistema de evacuación. Dentro de diez horas desde el comienzo de las
operaciones de evacuación, la instalación pudo empezar seguramente los enlaces
con el sistema. Si se llevara a cabo estas obras sin un sistema de evacuación, el
personal de la instalación estima que tardaría dos días para terminar.
3. Se necesita aproximadamente entre diez y treinta minutos para evacuar un
compresor de amoníaco para ejercer servicio de reparación. El tiempo preciso
que necesita depende del tamaño del compresor. Sin el sistema de evacuación,
el personal de la instalación cree que tardaría entre dos y tres horas para
remover amoníaco del compresor. Para evitar la posibilidad de remover aceite del
compresor, operadores de la instalación proceden muy lentamente durante las
operaciones de evacuación y usan una línea de evacuación conectada a la parte
superior del separador de aceite del compresor.
4. Todos los coladores en la instalación de Springville tienen conexiones de
evacuación. Para limpiar una coladera, operadores cierran dos válvulas para aislar
el colador y abren la válvula al colector de evacuación. Después de diez a quince
minutos, el colador puede ser removido y limpiado.
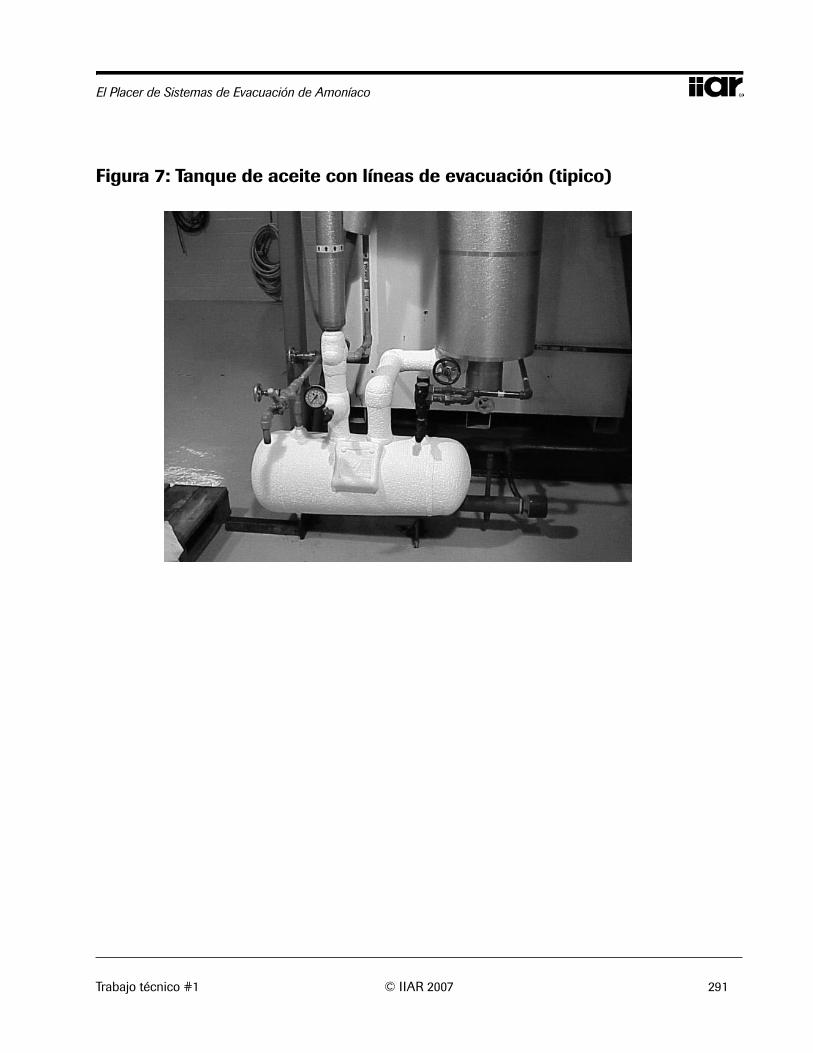
5. Durante todos los turnos de trabajo, se drena aceite regularmente de los
congeladores de placa y congeladores espirales situados en el área de producción
a través del uso del sistema de evacuación, mostrado en la Figura 7. El drenaje de
aceite probablemente tendría que ser realizado durante periodos sin producción si
tanques de aceite normales fueran usados para drenar aceite de este equipo.
6. Se usa el compresor de evacuación para remover aire residual aire del sistema
antes de que el equipo sea puesta en línea después de las operaciones de
mantenimiento. Para la mayoría de trabajos mayores, tarda aproximadamente dos
horas para remover completamente el aire del equipo.
7. El sistema de evacuación ha sido usado para transferir líquido de un recipiente
a otro, sin usar mangueras temporarias, cuando ha tenido trastornos en la
instalación.
8. El sistema de evacuación ha sido usado para aislar y en seguida remover
rápidamente líquido de un congelador donde hubo un escape de amoníaco en

286 ©IIAR2007 Trabajotécnico#1
2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee
un serpentín de un congelador. La emergencia hubiera sido peor si el sistema no
tuviera el sistema de evacuación instalado.
Conclusión
Quizás el mayor argumento para instalar un sistema de evacuación puede ser
resumido con las siguientes citas de los operadores de sistema de la instalación de
Nestlé en Springville:
“El sistema de evacuación economiza mucho tiempo y muchos dolores de
cabeza.”
“No quisiera trabajar sin este sistema. Sirve muchos propósitos diariamente.”
“¡Es divino! – Nunca quisiera operar otro sistema de refrigeración con
amoníaco sin un sistema de evacuación.”
Un sistema de evacuación puede economizar tiempo, ahorrar dinero, y disminuir
el potencial de escapes de amoníaco. No obstante, como todas las piezas de equipo
de refrigeración con amoníaco, debe ser diseñado y operado adecuadamente.
Debe haber entrenamiento y controles administrativos adecuados, y un sistema de
evacuación no es necesariamente propicio para cualquier sistema de refrigeración.
Si su instalación tiene los medios para soportar la interrupción de trabajo por los
periodos largos necesarios para trabajo de mantenimiento y modificaciones del
sistema, puede que no haya economías de tiempo (y por lo tanto ahorros de costos)
asociados con el sistema de evacuación.
Si su sistema de refrigeración no tiene actualmente un sistema de evacuación,
es aconsejable pensar pequeño. Añada puntos de enlace a cabezales de succión
existentes y amplíe el sistema lentamente según permita tiempo y dinero. Un sistema
completo de evacuación puede tardar años para instalar, pero el esfuerzo requerido
proveerá varias oportunidades para reembolsar costos iniciales.
Trabajotécnico#1 ©IIAR2007 287
El Placer de Sistemas de Evacuación de Amoníaco
Referencias
Cole, R.A. and G. Nambudiripad. “Mechanical Integrity for Ammonia Refrigeration
System Piping and Pressure Vessels.” Proceedings of the 2004 IIAR Ammonia
Refrigeration Conference & Exhibition. 2004.
EPA. 40 CFR Part 68, Accidental Release Prevention Requirements: Risk Management
Programs Under Clean Air Act Section 112(r)(7). Environmental Protection Agency
(EPA). 1996.
IIAR. Bulletin #107, Guidelines for: Suggested Safety and Operating Procedures When
Making Ammonia Refrigeration Plant Tie-ins. International Institute of Ammonia
Refrigeration (IIAR). 1997.
OSHA. 29 CFR 1910.119, Process Safety Management of Highly Hazardous Chemicals,
Explosives, and Blasting Agents. Occupational Safety & Health Administration
(OSHA). 1992.
Smith, G.W. “Actions Required During Ammonia Release Incidents: What Do
Different Levels Require.” Proceedings of the 2005 IIAR Ammonia Refrigeration
Conference & Exhibition. 2005.
288 ©IIAR2007 Trabajotécnico#1
2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee
Figura 1: La instalación de Nestlé en Springville
Figura 2: Sistema de cabezal de cañeria

Trabajotécnico#1 ©IIAR2007 289
El Placer de Sistemas de Evacuación de Amoníaco
Figura 3: Regenerador de aceite
Figura 4: Compresor de evacuación

290 ©IIAR2007 Trabajotécnico#1
2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee
Figura 5: Cabezal de evacuación
Figura 6: Puntos de enlace en cada ubicación de evacuación
Trabajotécnico#1 ©IIAR2007 291
El Placer de Sistemas de Evacuación de Amoníaco
Figura 7: Tanque de aceite con líneas de evacuación (tipico)

Notas:
292 ©IIAR2007 Trabajotécnico#1
2007 IIAR Ammonia Refrigeration Conference & Trade Show, Nashville, Tennessee





























