Embed Size (px)
Citation preview

265
Strategy, structure and performance in product development: Observations from the auto industry *
Michael A. Cusumano and Kentaro Nobeoka
MIT Sloan School of Management, Cambridge, MA 02139, USA
Final version received May 1991
This article examines recent empirical research conducted
or published on product development in the automobile in- dustry with the objective of identifying what we have learned,
and what we have yet to learn, about the effective manage-
ment of this activity. The basic framework used to compare the studies examines variables related to product strategy,
project structure or organizaton, and project as well as prod-
uct performance. The evidence to date indicates that Japanese
automobile producers have demonstrated the highest levels of
productivity in development as well as of overall sales growth,
and have used particular structures and processes to achieve
this. The evidence does not clearly indicate what the precise relationships are between development productivity and qual-
ity or economic returns. We conclude that many other specific issues remain to be studied, and that, overall, researchers
need to generate more precise conceptual models as well as
empirical research that more tightly connect a company’s
competitive positioning and product strategy with its develop-
ment-organization structure, management, and support tech-
nology, and then these variables with better performance
measures.
1. Introduction
As U.S. and European automobile producers found their levels of growth and profitability de- clining during the 1980s while Japanese firms
* This research has been and continues to be supported by
funds provided through the MIT Leaders for Manufactur-
ing Program; the MIT Center for Technology, Policy, and Industrial Development, through the Sloan Foundation and
the International Motor Vehicle Program; and the MIT Sloan School of Management Doctoral Program. Three
anonymous referees have also provided valuable sugges- tions for revision.
Research Policy 21 (1992) 265-293
North-Holland
continued to expand or at least maintain produc- tion levels, numerous researchers launched stud- ies that probed the management systems of these companies as well as compared their perfor- mance in manufacturing. Several studies found remarkably high levels of productivity and quality from a handful of producers, primarily in Japan, which passed the U.S. in automobile production in 1980, and by the end of the decade boasted five of the top dozen auto manufacturers in the world (table 1) as well as the top five auto makers with the highest growth rates among producers of one million or more vehicles between 1970 and the end of the 1980s (table 2). Apart from general studies of company practices and government policies, strategic and organizational explanations of elements behind the performance of Japanese firms in the automobile industry focused on the integration of workers and suppliers, as well as the development and systematic application of innovative managerial and quality-control tech- niques for manufacturing [3,16,17,28,35,38,43,57].
Table 1
Major automobile-producing country totals, 1960-1989 (Unit: l,OOO,OOO vehicles (cars and trucks))
1960 1970 1980 1989
Japan 0.5 5.3 11 .o 13.0
U.S. 7.9 8.3 8.0 11.1
W. Germany 2.1 3.8 3.9 4.9
France 1.4 2.8 3.4 3.9
Italy 0.6 1.9 1.6 2.2
U.K. 1.8 2.1 1.3 1.6
World 16.3 29.6 38.4 49.5
Source: refs. [21] and [26].
004%7333/92/$05.00 0 1992 - Elsevier Science Publishers B.V. All rights reserved

26h M.A. Cusunmno and K. Noheoka / Strategy, slructure and prrformarzce
Table 2 Major firms’ automobile production world totals, 1970 and
1989 (Unit: l,OOO,OOO vehicles (cars and trucks))
Honda
Mazda
Toyota
Mitsubishi
Nissan
PSA (Peugeot) Volkswagen
Fiat
General Motors
Ford
Renault
Chrysler
1970 1989
0.4 1.9
0.4 1.5 1.6 4.4
0.5 1.2
1.4 3.0
1.1 2.2 1.6 2.9 1.5 2.4 5.3 7.9
4.9 6.4
1.9 2.0 2.5 2.4
Increase (%)
475
375
275
240 214
200
181
160 149
131
105
-4
Source: refs. [21], [26], and company reports.
To understand the performance of Japanese and other producers more completely, however, at least two other areas of inquiry remain. The first stems from the realization that excellence in manufacturing is useful only if firms are able to deliver products that customers want to buy. The growth record, therefore, indicates that Japanese automobile producers have not only become highly efficient in manufacturing; they have also consistently designed a growing number of attrac- tive products. A second point is that, since high productivity and quality appear to be as charac- teristic of Japanese efforts in product develop- ment as they are of Japanese efforts in manufac- turing, this consistency in performance may be the result of underlying commonalities in how Japanese firms manage people as well as technol- ogy, whether it be for research, product develop- ment or manufacturing. In other words, many of the same managerial, organizational and techno- logical skills that apply in manufacturing may also be useful or have direct engineering counterparts for at least the kinds of product development that Japanese firms commonly engage in.
It is thus essential for researchers, as well as managers or policy makers concerned with global competition in automobiles and other industries, to understand better two areas of inquiry that go beyond what we have already learned about man- ufacturing in the automobile industry: First, what differences exist among Japanese, U.S. and Euro-
pean firms in managing product development, and second, what do these differences suggest about factors that make product-development or- ganizations successful? This article attempts to answer these questions by discussing observations from research conducted during the latter 1980s primarily at Harvard University and the Mas- sachusetts Institute of Technology. The number of these studies is still neither as large nor as systematic as research in manufacturing, although enough work has been done to prompt a critique and synthesis that should help set an agenda for further work.
The following section begins by discussing gen- eral frameworks for viewing product develop- ment, and then explains the organizing scheme used for this article, which views product devel- opment as ideally composed of three elements: a product strategy that determines task require- ments in individual projects; project structure and processes (the organization and management sys- tems); and product as well as project perfor- mance. The third section reviews specific results from studies conducted or published during 19851991, focusing on the relationships of prod- uct strategy to performance and then structure and process to performance. The fourth critiques these studies in order to outline specific issues that require further inquiry. The concluding sec- tion reviews what we have learned about product development from the automobile industry and then summarizes the challenges for additional research at the empirical and theoretical levels.
2. Research on product development
Management literature from various perspec- tives contains empirical and theoretical discus- sions of how firms develop new products. The researchers range from management and organi- zational specialists to economists and historians concerned with innovation in R&D laboratories as well as with how individual scientists and engi- neers, in addition to entire organizations, process information or solve problems related to design, engineering and manufacturing. Although differ- ences in emphases exist, especially with regard to how researchers believe firms should generate new product ideas or manage this process, over- all, there is a surprisingly wide area of agreement.

M.A. Cusumano and K. Noheoka / Strategy, structure and performance 267
2.1. Examples from the literature
While some new products result from techno- logical inventions that may have not taken con- sumer concerns into account, organizational re- searchers, beginning with Marquis [40], have tended to view product development (as opposed to basic scientific research) as problem solving that needs to understand user (market) needs and then match these needs with the capabilities of particular technologies, rather than letting tech- nology overly influence the development process. A large group of researchers following Marquis, such as Galbreath [27], Allen [4], Tushman [61], Freeman [26] and others, adopted both organiza- tional and economics perspectives in their view of R&D work, in particular the exercise of match- ing user needs with technology, as a form of information creation and processing. Authors with a marketing orientation, such as Urban and Hauser [64] or Pessemier [48], have focused more
on how firms probe consumer needs in an itera- tive development process or, as in the work of von Hippel [67], even let innovative users lead them toward new commercial products. Some researchers, such as a team of Japanese from Hitotsubashi University [30], have stressed the value of cultivating group dynamics in the cre- ative process, while others, ranging from Perrow [471 to Abernathy and Utterback [ll to Tushman and Nadler [63], have focused on how the task requirements of specific projects differ widely because of how new or innovative they are, and how development organizations need to differ accordingly.
Despite these and other variations in emphasis that tend to reflect the perspectives of individual researchers, the literature on product develop- ment generally describes a process that is itera- tive in the early stages, as firms test ideas with consumers before committing to product details that need also to fit with the firm’s competitive
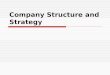
Product Strategy (Task Requirements)
Product Concept
* Market Segment (Price&Size)
- Technology Level
- Rf wlh Other Models
Project Strategy
- Complexity
- scope - Ccfnmon Parts Ratio - Carried-over Parts Ratio - Design Reuse - External Supplier Ratio
Performance
Inputs I - Productivity
Fig. 1. A strategy, structure and performance framework
I (Engineering Hours) - Lead Time (Months)
Structure & Process
Internal Organization
- Functional vs. Project Structure
- Overlapping of Stages
- Coordination of Functions
- Coordination of Projects
- Design Manufacturability
External Resources
- Coordination with Suppliers
- Coordination with Other External Organizations
1.1.. ) Moderator

268 M.A. Cusumano and K. Nobeoka / Strategy, structure and performance
positioning, and then sequential or directed in the latter stages, as firms try to move quickly from concepts to detailed designs to prototypes and then to actual products, with preparations as well for manufacturing, marketing, and distribu- tion. There is fairly wide agreement in the publi- cations cited above and in other studies that effective product development, with the possible exception of radically new innovations, requires .this kind of a directed process, in addition to product characteristics that are different from competitor offerings so that customers perceive high value. It is also not a controversial point that development organizations need to differ not only with respect to task requirements associated with particular projects. Coordination requirements also vary with different kinds of projects, while successful projects must coordinate across func- tions and phases as well as among internal and
external participants, such as outside suppliers [8,15,54,59,74].
2.2. Strategy, structure and performance
Figure 1 outlines the framework used in this article to compare major product-development studies based on the automobile industry. This is intended as a vehicle for analyzing and interpret- ing a set of literature, rather than presenting a detailed conceptualization of the development process. As a result, this framework incorporates three sets of general variables that can be used to link individual projects and their task require- ments to overall product-development strategies and organizations at the company level:
(1) (2) (3)
product strategy; organizational structure and processes; performance (inputs and outputs for individ-
Table 3 Major recent st,udies of automobile product development
Studies Major variables Sub-variables Level of analysis
Imai et al. (1985) Structure/Process Overlapping
Coordination
Project
Clark et al. (1987)
Fujimoto (1989)
Product Strategy Price
Size
Complexity
Scope
Project, Region
Clark (1989)
Structure/Process
Performance
Overlapping
Coordination
Supplier role
Clark & Fujimoto
(1989. 1991)
Productivity
Lead time
Sheriff (1988) Product Strategy
Design quality
Complexity
Scope
Firm, Region
Fujimoto & Sheriff
(1989)
Performance No. of products
Expansion rate
Replacement rate
Average product age Market share growth
Sakakibara & Aoshima
(1989)
Product Strategy Fit with other models Project, Firm
Krafcik (1990) Performance Manufacturability Firm
Cusumano & Takeishi
(1990)
Structure/Process Supplier role
Supplier timing Coordination
Component
Performance Target price

M.A. Cusutnano and K. Nobeoka / Strategy. structure and performunce 269
ual and multiple projects, as well as accounting measures such as market share or growth, or returns to R&D investments).
There are both pluses and minuses to this framework. A particular benefit is that it does not focus solely on individual products and projects, unlike most of the literature on product develop- ment. Rather, it provides a way to look at perfor- mance over multiple products that form a corpo- rate-level portfolio or hierarchy of products. We offer the argument in this article that, however important individual projects or products are to company performance, what is most essential for long-term success in firms that make more than one product is how they manage a series of projects over time, including potentially “radical” innovations, new products and modified itera- tions of existing products. Because firms have to manage different types of technical complexity in multiple projects done sequentially as well as simultaneously, how well they leverage available engineering resources throughout the firm and its suppliers or partners will affect the total number of new products they can develop in a certain period as well as the quality or “fit” of the new products relative to product portfolios and com- petitive strategies.
Another characteristic of this framework is its generality as well as sense of direction. On the one hand, fig. 1 does not try to describe how firms generate or should generate ideas for new products, which is a subject of debate, as seen in some of the literature described earlier. Rather, the scheme is meant to be broad enough to compare studies that employ different strategic, organizational, and performance variables, as summarized in table 3 (these variables will be discussed later). On the other hand, the frame- work is consistent with a long stream of literature that suggests, based on empirical and historical research, how successful firms and projects tend to operate. Key representatives of this literature in the areas of strategy and organizational struc- ture and processes are Chandler [9], Woodward [72], Perrow {47], Child [lo] and Miles and Snow [411. More specific treatments of research and product development in a similar vein include Rosenbloom [531, Tushman and Nadler 1361, Cooper [15], Brown and Karagozoglu [8] and Zirger and Maidique [74].
These and other studies have provided a foun- dation for making several assumptions that un- derlie the framework posed in fig. 1. The first is that product development, ideally, should be a strategic process. ’ This means that successful firms are expected, more often than not, to set objectives for specific products which determine task requirements for individual projects, and then allocate sufficient resources to create orga- nizations and processes suitable to carry out these objectives. A second assumption is that perfor- mance should correlate with how well the pro- cesses and organizations in place match with task requirements for specific projects. Third, it is implicit in the framework that, at least indirectly, structures and processes in place are likely to affect the strategies firms adopt, as well as how well they implement particular strategies. A fourth assumption, already anticipated in the dis- cussion above, is that what constitutes an appro- priate organizational structure or process or an appropriate performance is contingent upon the specific strategy and tasks at hand.
Perhaps the major concern with this frame- work is the validity of these ideas, especially the notion that new products should flow out of a specific strategy, implementation effort, and a matched organizational structure, as opposed to a less orderly process. But to determine when and whether a particular model holds is precisely the objective of proposing a framework that is not completely neutral. Indeed, the strategy, struc- ture, and performance conceptualization, how- ever stylized, makes it possible to examine empir- ically if firms that usually perform well in product development have a consistent match between their strategies and their products and project organizations.
A more serious concern is that strategic, orga- nizational, and performance variables are compli- cated to specify, measure and interpret. It is difficult to limit the number of internai and exter- nal factors that affect the process of conceiving, designing, engineering, and then mass-producing a new product; customer responses to products may be equally or more complex in nature. Causal relationships among even a selected number of variables may also be unclear because of interde-
’ See [291 for a definition of a strategic process.

pendent effects. Management researchers have been concerned with these and other issues for years, and a vast literature exists on guidelines for modelling and managing research and engineer- ing activities. Yet much less has been written in the way of theoretical and empirical research that attempts to link key variables used to measure strategy, structure, and performance in product de~~elopment. ’ This article contributes to the literature by examining how researchers have de- fined their variables, collected and analyzed data, and then generated conclusions, with the objec- tive of identifying meaningful observations re- garding the effective management of product de- velopment as well as topics for further study.
2.3. The meaning of key rjariables
With regard to product strategy, an important aspect discussed in much of the research is the product concept, which may include the pricing segment (luxury versus economy) or size of a model, as well as the degree of new or sophisti- cated technology incorporated into different com- ponents, For example, a product aimed at a high-priced segment of the market, with demand- ing performance objectives, should increase task requirements and thus the demands on the engi- neering resources available to the firm. One di- mension of the product concept at the level of a firm’s product line is the fit with other models, which defines how differentiated or integrated a product is within the context of a whole product line.
Another major dimension pertaining to task requirements is the individual project strategy, which includes project (or task) complexity and project scope. Project complexity has been de- fined as the number and type of components designed anew in a single project. This is deter- mined in an automobile by the number of body types, engines, features or options. Project scope, on the other hand, generally refers to the per- centage of unique components a manufacturer designs from scratch in-house for a given model, as opposed to reusing components from other models or the immediate predecessor of a new
’ A bibliography useful for review-ing existing studies is [2].
Other recent review articles, books and anthologies, from a variety of perspectives, include [5,31,32,34,52,62,64 and 651.
model. The use of external resources has also been considered a dimension of project scope in the sense that using outside firms may reduce the task requirements the internal organization has to manage. Thus high project complexity and scope require more design tasks for a firm, and should have a negative impact on productivity, although other effects may also influence perfor- mance. In some instances, utiiizing existing com- ponents may constrain designers, or involve vari- ous transactions within a firm or with suppliers that end up requiring more time than building parts from scratch.
With regard to structure and process, variables include the internal organization and manage- ment of product development, as well as the utilization of external resources. In examining the internal organization, researchers have looked at whether a firm manages through functional struc- tures (such as separate departments for engines or body designs), or through integrated projects; whether the project reflects a formal organization or an informal task force; how many functions or activities, as well as personnel, a project involves; and how much authority or control project man- agers have. Other dimensions that primarily mea- sure process variables include the degree of over- lap in the development stages, coordination among functions or phases, and coordination among and within projects, such as through infor- mation processing of some sort.
As for external engineering resources, re- searchers have examined the roles of suppliers as well as the coordination structure and process between the internal organization and external organizations. For example, a manufacturer may develop all the specifications for a component and simply subcontract its production, it may define only functional specificatjons and fet sup- pliers do the detailed design, or it may incorpo- rate parts proprietary to the suppliers into its products. These differences should also call for different coordination structures and processes.
With regard to perfor~~izce, researchers have considered at least three types of variables. One has been input measures. In manufacturing anal- yses, researchers have compared labor hours or person-years per vehicle, unit costs per vehicle, value-added per worker, or total factor productiv- ity (labor and capital). In product development, researchers have focused on how many engineer-

M.A. Cusumuno und K. Nobeoka / Strategy, structure and performance 271
ing hours and, correspondingly, how long a “lead time” a firm requires to introduce a new product from concept generation to pilot production. These measures of time are far from trivial: each day of delay for an average automobile has been estimated to cost a firm about $1 million in lost profits, thus amounting to hundreds of millions of dollars in potential additional profits for compa- nies that are merely four or five months faster to market than competitors with comparable prod- ucts [ 11, p. 12601.
Second, researchers have considered specific output measures. Design quality or total quality includes everything about a product that is visible or perceivable to the customer, such as technical performance, styling or the match of the product with the target customers’ tastes, rather than quality in the sense of manufacturing confor- mance to specifications. Design manufacturability refers to the efficiency of the design from the viewpoint of the production organization, such as how easy it is to assemble. The total number of new or replacement products a company com- pletes within a certain period of time, modified by other variables such as project complexity and scope, defines the total performance of the firm in the form of added or modified products, rather than focusing on the outputs or inputs of an individual project.
Third, some researchers have viewed the mar- ket performance of models individually and com- panies overall as critical indicators of product-de- velopment effectiveness, based on the assumption that a major objective of any development effort is to produce products that sell. A common mea- sure that is relatively easy to calculate is market or production share and growth in share. Other measures might be sales generated or the finan- cial return per investments in R&D, which would capture the premium a firm can charge for higher quality or other forms of differentiation. Inde- pendent researchers have had problems collect- ing these types of data from companies because of the proprietary value of this information. Prof- itability is also difficult to measure accurately across firms with potentially different accounting practices, particularly as many costs directly and indirectly affect product development, such as spending in basic research or at the suppliers.
As a final point, it seems that researchers relying on one or more of these performance
variables have generally believed that inputs and outputs - primarily engineering hours, lead times, the number of new products and design or total quality - affect market performance. Since no one element seems to capture efficiency or effec- tiveness in product development completely, however, at least some studies have resorted to multiple measures in order to increase the relia- bility of their comparisons.
3. Mrijor findings
The following review illustrates how re- searchers have arrived at specific findings based on empirical analyses of variables introduced in the previous section. The discussion here focuses on two sets of concerns that underlie this re- search: the measurement and relationship of product strategy to performance, and structure and process to performance.
3.1. Product strategy to performance
Clark and Fujimoto, with the assistance of Chew, in individual and joint publications be- tween 1987 and 1991 [11,12,13,14,24,251, mea- sured performance using data from a total of 29 projects in 22 manufacturers from the U.S., Japan and Europe. ’ Due to confidentiality agreements, they did not associate data with individual firms, but instead presented regional or group averages. Introducing a product-strategy taxonomy, among the 22 organizations studied, they identified four manufacturers in Europe as high-end specialists and the others as volume producers. A volume producer they defined as a firm that develops less expensive models than high-end specialists and differentiates its products from competitors by adopting a unifying concept for a family of prod- ucts that can accommodate changes in customers’ lifestyles and tastes. In terms of basic perfor- mance, volume producers also try to follow and match the standards set by high-end competitors. On the other hand, high-end specialists differen- tiate their products by performance in well-
3 For convenience, in this article, these studies will be re-
ferred to as the work by Clark and Fujimoto, although
Chew was a contributor to the key initial paper [12].

272 M.A. CZtsumano and K Noheoka / Strategy, structure and performance
Table 4
Clark and Fujimoto data summary
Variables Strateyic-
regional
groups
Japanese
volume
producer
U.S. volume
producer
European
volume
producer
European high-end
specialist
Overall
Performance
Number of organi~ati(lns 8 5 5 4 22
Number of projects 12 6 7 4 29
Year of introduction 1981-1985 1984-1987 1980-1987 19X2-1986 1980-1987
Engineering hours av. 1.2 3.5 3.4 3.4 2.5 (millions) min. 0.4 1.0 2.4 0.7 0.4
max. 2.0 7.0 4.5 6.5 7.0 L‘ead time av. 42.6 61.9 57.6 71.5 54.2
(months) min. 35.0 so.2 46.0 57.0 35.0 max. 51.0 77.0 70.0 97.0 97.0
Total product quality av. 58 41 41 x4 55 (TPQ) Index min. 23 14 30 70 14
max. 100 75 55 100 100
Project complexity Retail price
(1987 $U.S.) 9,238 13,193 12.713 31,981 14,032 Vehicle size (no. of projects)
Micromini 3 0 0 0 3 Subcompact 4 0 3 0 7
Compact 4 I 3 1 9
Mid-large 1 5 1 3 10
Number of body types 2.3 1.7 2.7 1.3 2.1
Geographical market (no. of projects)
Domestic only 3 3 0 0 6
Minor exporter 1 2 2 0 5
Major exporter 8 1 5 4 18
Pr+xt scope off-thy-shelf parts 18% 38% 31% 30% 27%
Supplier involvement ($6 of parts cost)
Supplier proprietary (SP) 8% 3% 10% 3% 7%
Black box (BBl 62%~ 16% 38% 41% 44%
Detail-controlled (DC) 30% 81% 52% 57% 49%
Supplier engineering ratio 52YL:. 14% 367c 3170 37%
Project scope index 57% 66% 62% 63% 61%
Source: ref. 1141, p. 73 (similar versions of this table appear in refs. Ill], 1121 and f2411. Notes Definitions of the variables are as follows: Year of introduction: calendar year when the first version of the model was
introduced to the market. Engineering hours: hours spent directly on the project (excluding process engineering). Lead time:
time elapsed between start of project (concept study) and start of sales. TPQ: constructed from various quality and
market-share data. Retail price: average suggested retail price of major versions of each model in 1987 $ U.S. Vehicle size: authors’ subjective classification based on industry practices. Number of body types: number of significantly different bodies
in terms of number of doors, side silhouette, etc. Geographical market: “domestic only” means the model was sold only in
the domestic market; *‘minor exporter” means that it was exported but not to any of the major markets (the U.S., Europe and Japan); “major exporter” means that it was exported to at least one of the major marktzts. Off-the-shelf parts: fraction
of parts common to other or previous models (measured by fraction of parts drawings). Supplier proprietary parts: parts developed entirely by parts suppliers. Black box parts: parts whose basic engineering is done by car makers and whose detail
engineering is done by parts suppliers. Detail-controlled parts: parts developed entirely by car producers. Supplier engineering ratio: estimated fraction of total parts engineering hours accounted for by parts suppliers; based on interviews,
it was estimated that 100% of work in supplier proprietary parts. 70% of work in black box parts. and 0% of work in det~i~l-contr(~lled parts was done by suppliers. Project scope index: estimated fraction of total project workload accounted for
by new parts in-house.

M.A. Cusumano and K. Noheoka / Strategy, structure and performance 273
established functional criteria, which at least Fu- jimoto [24] argued are relatively stable over time.
Using numbers from their most recent publica- tion, Clark and Fujimoto reported that Japanese manufacturers in general displayed higher devel- opment productivity in terms of engineering hours and lead time. Average engineering hours of Japanese, U.S. and European volume producers, and European high-end specialists ranged from 1.2 to 3.4 million hours per new model, while the average lead times ranged from 42.6 to 71.5 months (table 4). In order to make the productiv- ity data comparable among the projects studied, Clark and Fujimoto adjusted for the possible influence of development tasks on productivity using such dimensions as size of the vehicle, price, new parts ratio, the number of body types for a given model developed in a particular pro- ject, and supplier contributions. The results showed significant correlations between all of these task dimensions and engineering hours, in- dicating that, for example, larger or higher-priced (luxury) models required more engineering hours to develop. Lead time also had a significant cor- relation with these variables, although the posi- tive correlation between lead time and the num- ber of body types was very small, suggesting that projects developed additional body types in paral- lel with the main body type and with little extra time required overall. Even after being adjusted by these task dimensions, however, there re- mained significant differences favoring the Japanese manufacturers: average adjusted engi- neering hours of the Japanese, U.S. and Euro- pean volume producers, and European high-end specialists were 1.7, 3.2, 3.0 and 3.0 million hours per new model, while the average lead times in calendar months were 45, 60, 57 and 63, respec- tively 114, pp. 75 and SO).
A special strength of the research was the attempt to measure the engineering resources of suppliers as another dimension affecting task re- quirements in individual projects, and the use of information on supplier participation to adjust the nominal productivity numbers. These data show that, in design, Japanese firms were more dependent on suppliers than the U.S. or Euro- pean manufacturers (a finding that parallels re- search indicating that the Japanese have made greater use of suppliers in manufacturing as well _ see [16,17]). In particular, Japanese firms relied
on suppliers to perform detailed engineering for components whose functional specifications they developed in-house. Overall, as Clark and Fuji- moto calculated, the suppliers’ share of costs in engineering parts were 52%, 14%, 36% and 31% in the projects of the Japanese, U.S. and Euro- pean volume-producers, and European special- ists, respectively (see table 4). These differences had positive correlations with unadjusted produc- tivity in terms of engineering hours and lead time. In other words, greater use of suppliers reduced project scope (defined as the percentage of unique parts developed in house by the manufacturer) and, accordingly, the number of in-house engi- neering hours as well as the amount of time projects required.
Clark [ll] elaborated on data from the original 1987 paper in a 1989 article, focusing on the result which showed that Japanese projects used more unique parts than U.S. or European firms, which theoretically may increase design quality but also adds time and costs in development, unless fitting old parts into new designs creates additional coordination that increases engineer- ing time. Japanese projects had more unique parts and higher engineering productivity, as seen in table 4, because they made such extensive use of suppliers (whose engineers also seemed to be more efficient than engineers at the assemblers) that the total amount of new design (project scope) they had to do in house was about 9% less than in U.S. projects, and 5% less than in Euro- pean projects. Overall, greater supplier involve- ment appeared to account for about one-third of the Japanese advantage in engineering hours and four to five months of their advantage in lead time.
The conclusions of Clark and Fujimoto [14,24] with regard to quality were not so clearly associ- ated with regional differences. They measured quality using several variables that included a technical defect rate (manufacturing confor- mance quality), repurchase intentions of cus- tomers, and a subjective evaluation by automobile magazine and journal experts. While quality at- tributes are difficult to determine accurately and consistently, multiple measures increased the reli- ability of their conclusions. In addition, they sup- plemented their indicators with data on changes in market share. Based on these various mea- sures, collapsed into a “total product quality”

274 M.A. Cusumano and K. Noheoka / Strategy, structure and performance
index, projects from two Japanese and two Euro- pean manufacturers had higher design quality than other manufacturers. The products of these four producers also showed the highest growth rates in market share, suggesting that higher quality as defined in this study positively affected market performance.
Fujimoto [24] had initially explored the rela- tionship between productivity and design quality by introducing the product-strategy variable as a moderator. Of the four manufacturers that had the highest design quality, two were Japanese volume producers and two were European high- end specialists. The subsequent analysis indicated that the two volume manufacturers with the high- est design quality also had the highest productiv- ity, while the two high-end specialists with the highest design quality had the lowest productivity. His interpretation of these data make sense: in order to achieve high design quality, volume pro- ducers have to respond quickly to the perfor- mance standards competitors set as well as to changes in customer tastes. In addition, because price is one of the most important factors on which volume producers compete, they probably try to minimize engineering hours, which are closely associated with development costs. In con- trast, high-end specialists achieve their competi- tive advantages through functional performance of their products, and maintaining this appears to be their first priority, hence more engineering hours and longer lead times probably result in superior products functionally, and thus positively contribute to higher market performance.
In their 1991 book, however, Clark and Fuji- moto [14] ranked all the companies in their sam- ple by these multiple quality and market-share measures, and found few significant patterns. The Europeans tended to rank high in total quality (design) and the Japanese ranked high in confor- mance quality (absence of defects), but only some Japanese producers ranked high in total quality and development productivity (engineering hours) or lead time (calendar months to introduction), even though Japanese firms on average were su- perior in development productivity. This led to the conclusion that the ability to combine quality and productivity in development depended more on company rather than regional characteristics.
Perhaps most significantly, an important find- ing highlighted in the 1991 book (though first
explored in 1251) was that, for both high-end specialists and volume producers, a high score on the total quality index was far more significant in predicting which firms gained market share dur- ing the 1980s. Among the volume producers, there was no difference in the average engineering hours or lead time required for new product development between firms that gained and those that lost market share, at least for their sample. These data suggest that companies need to worry less about manpower and “time-to-market” than quality, in volume as well as in high-end market segments, even though the two Japanese firms that grew the fastest among the volume produc- ers were also among the leaders in development speed, development efficiency, and total quality.
Though far less systematic than the Clark and Fujimoto work, Sheriff [56, also summarized in 711 provided the most comprehensive coverage of development productivity. Using publicly avail- able data and surveys sent to individual firms, he measured performance by focusing on the num- ber of totally new or modified products a manu- facturer introduced into the market, with addi- tional data measuring task requirements of indi- vidual projects. 4 Replacements or additions de- termine the life cycle of existing car lines as well as the number of new lines a manufacturer offers. The number of model lines a company offered also correlated closely with its total sales volume. The specific assumption of this study, although not tested with performance data such as market shares, was that shorter product life cycles for replacing existing models and adding new models provide an advantage in that faster firms can more quickly and broadly expand their product lines as well as introduce new technology or bet- ter meet customer demands as these change over time.
For all major automobile manufacturers in the U.S., Japan and Europe, Sheriff proceeded to calculate the replacement rate for existing mod-
q Sheriff’s study began as a joint project with Nobeoka [46] in
1987 for the Japanese Technology Management course taught in the MIT Sloan School of Management by
Cusumano. Both Sheriff [Sh] and Nobeoka [45] continued their work as masters’ theses under Cusumano’s supervi-
sion, supported by the MIT International Motor Vehicle Program and with the key results later published in a report on the MIT study written by the directors of the project.
Womack et al. [71].

M.A. Cusumano and K. Nobeoku / Strategy, structure and performance 27s
Table 5
Sheriff data summary
Japanese U.S. European Specialty
7 6 No. of Firms No. of new products,
1981P1988
New products/
firm
Replacement
rate CC%,)
Expansion
rate (%)
No. of models as
of 1987-88
Average model
age (years) No. of models/firm
as of 1987-1988
9 3
94 31
10 10
135 60
60 55
73 36
2.1 4.6
8 12
30 13
4 2
70 38
23 30
47 24
4.6
7
5.7
4
Source: derived from ref. [56].
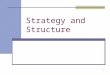
els, the expansion rate of new models, and the average product age. ’ According to this analysis, between September 1981 and May 1988, nine Japanese manufacturers introduced 94 new prod- ucts and recorded a replacement rate of 135% and an expansion rate of 60%. For three U.S. manufacturers, these numbers were 31, 60% and 55%, and for seven European manufacturers (ex- cluding specialty producers), 30, 70% and - 23%. As a result, the total number of models and the average product ages for the Japanese manufac- turers were 73 products and 2.1 years, compared to 36 products and 4.6 years for the U.S. produc- ers, and 47 products and 4.6 years for the Euro- peans. Six specialty producers (BMW, Jaguar, Mercedes, Porsche, Saab and Volvo) had 24 products with an average age of 5.7 years (table
5).
’ Sheriff defined a model as a car with a completely unique outside sheet metal (skin) or with substantially modified sheet metal as well as a modified track or wheelbase.
Therefore, he did not consider essentially similar models
that had different nameplates (such as similar Buick and
Oldsmobile, or Ford and Lincoln models) as different prod-
ucts. To calculate the replacement rate, he took the total
number of new models a company introduced in this period, subtracted the number of new models that were new prod-
uct lines rather than replacements for existing models, and then divided by the number of models the firm had in the
base year, 1981. To calculate the expansion rate, he divided the number of totally new models introduced to expand the product line by the number of models the firm had in the
base year.
E 75
i 3 50
e a 25
, I -25 0 25 50 75
Expansion Rate (%)
Fig. 2. Replacement and expansion rates (source: ref. [%I, p.
115)
These data suggest several observations. First, U.S. firms had the most product offerings as of 1987-1988, although they were more than twice as old as the Japanese offerings. Second, because Japanese firms replaced their models more fre- quently, their products, on average, were newer. Third, dividing total new products during 1981- 1988 and the number of models offered as of 1987-1988 by the number of companies indicates that the Japanese and U.S. industries were roughly as productive in new development (10 products per firm), but U.S. firms kept more older products, which gave them more company offerings. In contrast, the European and specialty producers lagged, especially in new products. Fourth, since Japan had the largest number of companies and they were as productive as any in the world in producing new products (totally new and replacement versions of existing lines), the Japanese automobile industry as a whole offered a huge and growing number of products, a fact that helped the Japanese producers, taken to- gether, gain in global market share (see table 1).
Among individual firms, Honda (including the Acura division) had the most outstanding perfor- mance, with a replacement rate of about 275% and an expansion rate of approximately 125%. No other company came close on both dimen- sions; Honda also was the most rapidly growing firm between 1970 and 1989 among auto makers with more than l,OOO,OOO units of production in the late 1980s (see table 2). Toyota, Suzuki, Mazda, Nissan and Daihatsu followed as the next best-performing group, roughly in that order, with

Project Complexity vs. Number of Projects
(Regional) 100
90
80
70
60
50
40
30
20
10 I I .
SpeCMly 0 I
0 5 10 15 20 25 30
Average ProJecI Complexity
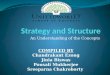
3. Project cornplait), and numhcr of projects (source: ref. _.
replacement rates of around 150% and expansion rates between 25% and 70%. A specialty pro- ducer, Porsche, was the worst performer by these two measures. with no replacements or additions during the period studied (fig. 2).
Sheriff also provided evidence that these dif- ferences in performance were probably not pri- marily determined by variations in task require- ments of individual projects. He concluded this after analyzing the average task requirements us- ing a company-wide measure of project scope (the number of projects a single company under- took in the period of time analyzed) as well as project complexity. Project complexity was calcu- lated through an index that assigned weights to changes made in major exterior, interior and plat-
form components, with adjustments upward for each additional body style or wheelbase. ’
According to these measures. the European projects had the highest average complexity, fol- lowed by the Japanese and specialty producers, and then the U.S. producers. However, the differ- ences among the projects from these firms ap- pcarcd very small compared to the number of projects, where the Japanese firms had a distinct advantage. Even grouping the European volume producers with the specialty producers, the Japanese completed twice as many projects dur-
Thi\ index wa\ alw Jointly developed by Sheriff and
Nobcok;i. bawd on intrwiews with product-de~elopmsnt
enginerrs and their experience as engineers with Chrysler
and Mwda. respectively (we [56. p, I IX; 46. pp. l-1-15: 45.
p. 5 I]).
Tahlc 0
Ranking of project complexity by company and complexity
index
Moat complex Determination of complexity index
I. Oprl L<itwior c./w7,qo 2. Ford of Europe 5 Trim
IO Front and rear IO”
20 Fenders
30 Partial “Greenhouse”
50 Full “Greenhouse”
70 Total restyle
3. Saab 4. BMW
5. Renault
6. Suharu
7. Volk\~agrn
8. Mazda
9. Mitsubl\hi
IO. Fiat
I I. Toyota
I?. Jaguar
13. PSA
I-1. Ford (U.S.)
15. Honda
Ih. Daihatsu
17. Isuzu IX. Volvo
IO. Nissan
20. Mercedes
2 I. Porsche
72. Rove1
23. GM
21. (‘hrysler
Least complex
20 Seats and door panel5
20 Instrument panel
50 Total restyle
flrltfornl dmjies IO Slight revision
30 New, uhcelbasr
30 New wspcnsion
30 New track
I()(1 New platform
Sum the weights of the appropriate
changes. Multiply the result hy the
number of body stylr and wheclbasr
multipliers.
Source: rrf. [%I], pp. IIf& I I);
ing the same time period, of roughly comparable complexity in terms of the amount of changes introduced into their models. Compared to the U.S. producers, the Japanese managed three times as many projects and these were, on avcr- age, of higher complexity (fig. 3). Among individ- ual firms, Opel and Ford of Europe stood out as having the most complex projects; Chrysler and General Motors had the least complex (table 6).
Fujimoto and Sheriff compared their data and explored interrelationships in a joint 1989 paper [2S]. This study indicated that, at the manufac- turer level, development productivity in terms of adjusted lead times and engineering hours had a positive correlation with the number of new prod- ucts, expansion and replacement rates. They also tested the relationship between these dimensions

and market performance measured by growth in market share. Variables such as the number of new products, the expansion rate, and the re- placement rate, all had positive correlations with market growth, as Sheriff theorized in his 1988 thesis. But, as reported in the 1991 Clark and Fujimoto book, Fujimoto and Sheriff found no significant relationship between engineering hours and market growth, which supported the hypoth- esis that engineering hours influence develop- ment costs (and, by implication, how much com- panies spend on product development in total) but not the market performance of individual models.
Table 7 Design for Assemhly (DFA) rankings
Another study of product strategies and con- cepts at the manufacturer’s level, though concep- tual and case-oriented rather than statistical, was done by two Japanese researchers, Sakakibara and Aoshima [55]. Similar to Fujimoto [24], they assumed that the “wholeness” of a firm’s product lines as determined by strategic consistency leads to better market performance. ’ Their study then categorized product strategies into one of two types: A, a “continuous spectrum”; and B, a “discrete mosaic.” Strategy A views the whole market as a set of stratified, continuous segments, whereas strategy B views the market as a set of unrelated, discrete and multiple segments.
Company Average Range of DFA score rank rankings
I, Toyota 2.2 I- 3 IOO.0
2. Honda 3.9 I- 8 XY.7
3. Mazda 4.X 3- 6 x4.4
4. Fiat 5.3 2-11 80.6
5. Nissan 5.4 4- 7 x0.4
6. Ford 5.6 2- x 79.2
7. Volkswagen 6.4 3- Y 74.3
8. Mitsubishi 6.6 2-10 73.6
9. Suzuki X.7 S-II 60.2
10. GM 10.2 7-13 51.4
11. Ifyundai 11.3 Y-13 44.6
12. Renault 12.7 IO-IS 35.9
13. Chrysler 13.5 Y-17 31.1
14. BMW 13.9 L-17 2X.X
IS. Volvo 13.9 IO-17 2X.6 16. PSA 14.0 II-16 28.0 17. Daimler-Benz 16.6 14-1x 16.6 IX. SAAB 16.4 13-1X 13.7
19. Jaguar 18.6 17-I’) 0.0
Source: refs. [3h], p. 5: [71], p. 97.
It follows that new-product development un- der strategy A targets existing customers of the company’s products and attempts to provide them either with replacement models or models that will entice them to move up from a lower-priced to a higher-priced product. In order to implement this approach successfully, new development needs to consider how any one model fits into the whole set of product lines the firm offers in terms of product concept and price positioning, so that individual models have characteristics in common with other cars from the same manufacturer and fit neatly into a hierarchy of product lines. On the other hand, development under strategy B is not constrained by the need for a new product to fit into a hierarchy with other models. Rather, it focuses on producing models that are uniquely
differentiated from other models, either from the same manufacturer or competitors, so that the new model can attract customers from any seg- ment of the market. Sakakibara and Aoshima argued further that, in either strategy, the level of consistency or wholeness of the entire set of product lines determine market performance. They then illustrated this hypothesis by analyzing Toyota as a successful example of strategy A, Honda as a successful example of strategy B. and Nissan as an unsuccessful example due to an inconsistent strategy (at least in the decade or so up to 198X).
Nobeoka examined similar issues in a 1988 thesis [45] that focused on a comparison of Honda and Mazda. The success of a few “hit” Honda models rather than an extensive line of cars led to extraordinarily rapid growth, although Honda did not develop models in isolation. All its cars shared similar design concepts (in particular, the wide and low body styling) and many components, which reduced the level of complexity (and prob- ably engineering costs) throughout its projects. In contrast, individual Mazda projects ranked con- siderably higher in average complexity, a drag on overall engineering productivity. As a result, Mazda trailed Honda in model expansion and replacement (see also figs. 2 and 3). Not surpris-
Actually, this notion in the auto industry dates back to Alfred P. Sloan’s strategy for General Motors during the
1920s and afterwards of having multiple product divisions with different nameplates and pricing levels to attract and hold customers (see [95X]).
277

ingly, Nobeoka also found that Honda performed much better than Mazda in sales growth and profitability.
As another dimension of product-development performance that may be determined by product strategy as well as by coordination among func- tions or with external resources, Krafcik [36, also reported in 711 examined design for manufactura- bility (DFA) as a separate variable. He did not measure coordination variables or mechanisms, nor did he directly analyze the manufacturability of vehicles, but instead asked 19 automobile com- panies to rank competitors’ products in terms of ease of assembly. Of eight companies that pro- vided usabie responses, four were European, two were Japanese and the remaining two were American. Krafcik then compiled a ranking list. Toyota and Honda clearly stood out as leaders on this variable, at least as recognized by respon- dents, and were folIowed by Mazda, Fiat, Nissan, Ford, Volkswagen and Mitsubishi. The worst companies in design manufacturability as ranked by competitors were Jaguar, SAAB, and Daimler-Benz (table 7).
Using the DFA index and a weighted average age of designs built in a plant (the age adjustment relies on the assumption that companies have built newer products with more attention to man- ufacturability issues), Krafcik also used regression analysis to determine that a IO-point improve- ment on the design index correlated significantly (at the 1% confidence levei) with an increase in assembly-plant productivity of about 1.6 hours per car. This was a substantial percentage for the most efficient automobile producers, the Japanese, which averaged about 17 hours per vehicle in final assembly (based on a sample of eight firms), compared to 21 hours for five Japanese plants in North America, 25 hours for 14 U.S. plants in North America, and about 36 hours for 22 plants in Europe.
3.2. Structure and process to performance
A first observation researchers have made with regard to structure and process is how much weight a company places on organizing product development by functions as opposed to projects that cut across functional departments in a matrix organization. Clark and Fujimoto [12,14,241 mea- sured this variable by evaluating the authority
and responsibility of the product manager. First, they defined an organization with no product manager as a functional organization. Their study then categorized other organizations into four groups, according to the level of authority and responsibility of the product manager, from “heavyweight” to “lightweight” product manager.
According to these definitions, the heavy- weight product manager has extensive authority and formal responsibility for both concept cre- ation and engineering, including product and pro- cess engineering. Concept creation covers the as- pects of product development where project members collect information from customers or on the market and then attempt to match or anticipate market needs. The lightweight product manager has authority and responsibility limited to engineering functions and does not have any say over concept creation and other marketing aspects of product deveIopment.
The results from this study of 22 organizations indicated that Japanese manufacturers, in gen- eral, have “heavier” heavyweight product man- agers than their U.S. or European counterparts. As indicated earlier, the Japanese projects also exhibited the highest productivity in product de- velopment measured by engineering hours and lead time. Furthermore, there seemed to be a correlation between organization types and de- sign quality. The two highest design quality pro- ducers were Japanese volume producers; they also had the two heaviest heavyweight product managers among the 18 volume producers. On the other hand, among high-end specialists, one of two European manufacturers that produced the highest quality scores had a lightweight prod- uct manager, while the other had a functional structure, suggesting that lightweight managers or functional organizations may also be useful in producing quality designs, at least for specialist producers. ’ In terms of the correlation between organization types and product-development pro- ductivity, the study indicated that organizations with fewer engineering hours and shorter lead times tended toward the heavy-weight side of the
’ This observation corresponds neatly with discussions of
organizations that emphasize the usefulness of a functional
structure for cultivating specialized skills. For a summary of literature on organizational theory and urbanization design,
see ref. [29].

organizational spectrum, while those with more engineering hours and longer lead times tended to be organized by function.
Another indicator of coordination in project organization that researchers have discussed is the degree of overlapping in development stages from concept generation to pilot production, as well as the quality and intensity of communica- tion exchanges among the various stages. Clark and Fujimoto [12,14,24] again led the way in studying this systematically. They found that Japanese projects, in addition to their superior performance characteristics in general, had higher overlapping ratios. For example, Japanese pro- jects on average started advanced engineering (development of major functional parts, such as an engine or transmission) within one month of starting the concept-generation phase and four months before product planning (translation of the product concept into specifications for prod- uct engineering that cover elements such as styling, layout, major component choices and cost targets). The Japanese projects also required con- siderably shorter periods for most development phases, thus accounting for a shorter average lead time from concept to market and higher engineering productivity overall compared to the U.S. and European averages (fig. 4 and table 8).
Months before start of Soles
cept
-r
erotion
In addition, Clark and Fujimoto found that the Japanese projects had more informal and inten-
sive “information processing” among various stages that seemed to make this higher degree of overlapping possible and useful. They measured this by the release of design specifications to body engineering, intra-R& D communications, and communications between R&D and production groups, and concluded that the combination of overlapping and good communications was neces- sary for high development productivity and di- rectly contributed to Japan’s shorter lead times and fewer engineering hours. U.S. projects, in contrast, had a medium level of overlapping, a Iow intensity in communications, and low produc- tivity, while the Europeans had the least overlap- ping, relatively intensive communications, but still low productivity compared to the Japanese.
There were at least two other analyses of over- lapping or communications exchanges. Nobeoka and Sheriff [46,56], who compared the product- development organizations and schedules at Mazda and Chrysler, produced results nearly identical to those of Clark and Fujimoto, though with a much smaller sample and less formal data collection. They found that Chrysler had a stan- dard development schedule requiring 65 months from start to finish and 212.5 engineering months
Fig. 4. Development lead time: Europe ( n 1, Japan (ixI ) and the U.S. (0) (source: ref. 1131, p. 50)

Table 8
Phase comparison in product development (Units: months before start of sales)
Europe U.S. Japan
Begin 63 62 43
End 50 41 34 CONCEPT GENERATION Length 13 21 0
Begin 58 57 38 End 41 39 29 PRODUCT PLANNING Length 17 1x 9
Begin 55 56 42 End 41 30 27 ADVANCED ENGINEERING
Length 14 26 15
Begin 42 40 30 End 19 12 6 PRODUCT ENGINEERING
Length 23 28 24
Begin 37 31 2x End 10 6 6 PROCESS ENGINEERING
Length 27 25 22
Begin IO 9 7
End 3 3 3 PILOT RUN
Length 7 6 4
Total
Length 101 I 124 x3
Note: Japanese averages are different from non-Japanese averages at the 5% level of significance. The differ-
ences between U.S. and European averages are not
significant.
Source: derived from refs. [13], p. SO: [14], p. 78.
total, compared to 48 months lead time and I82 engineering months total at Mazda. These sched- ules also seemed to parallel closely the course of actual projects. The longer time at Chrysler came mainly from a lengthy schedule for styling-con- cept development (24 months for Chrysler com- pared to 9 at Mazda) and an average of three months more in each of 10 overlapping phases. Mazda, apparently reflecting different priorities, spent more time on styling detail development and process engineering than Chrysler.
Three other Japanese researchers, Imai, Non- aka and Takeuchi [30], analyzed the relationship between organization and development perfor- mance by studying a new product-development project at Honda for a small car that became extremely popular in Japan, the City. They also compared this with four other apparently success- ful Japanese product-development efforts in other industries. They did not study any of these pro- jects statistically, but claimed to find significant overlapping as well as loose control from top
management and informal activities among the various functions, coupled with simple and chal- lenging goals set by management. These ap- proaches appeared to encourage coordination among the different functions or phases in prod- uct development as well as a high level of creativ- ity and motivation among the project members. As a result, project teams seemed highly flexible and able to learn quickly as well as respond to market needs and technical challenges while de- veloping creative. popular products.
It would seem to be no accident that the same group of automobile producers - primarily the two leading Japanese firms - head the rankings in manufacturing and design productivity, total quality (among the volume producers) and design for assembly. While the implication of the surveys and case studies is that this is due to overlapping in development stages, multi-functional teams, and effective mechanisms for coordination and communication within these phases and func- tions, there remains a shortage of studies that probe in detail as well as conceptualize how the same types of skills and organizations that result in excellent manufacturing performance might also support product development.
The earlier Clark and Fujimoto, as well as Fujimoto and Sheriff, papers briefly discussed issues such as fast lead times in prototype and die manufacturing, as well as advanced the notion that capabilities which lead to effective manufac- turing, including short throughput times, low in- process inventories, continuous improvement sys- tems, broad task assignments and frequent com- munications throughout the manufacturing pro- cess, may have an impact on or at least parallels in product-development operations. In their fullest treatment of how manufacturing skills and organizational processes might support product development, Clark and Fujimoto [14] argued that the ability to make, as quickly as possible, proto- types, dies for body panels, and pre-commercial vehicles during pilot run, led to advantages in overall lead time for introducing new products and in the quality of the final product through the early detection and fixing of defects. They also concluded that some firms seemed to orga- nize product development as a “production pro- cess,” and that the speedy management of critical activities in development by Japanese firms closely resembled the “just-in-time” regime these same

M.A. Cusunmno and K. Nobeoku / Smteg)., structure md performmc’e ‘XI
Japanese firms pioneered for manufacturing. As evidence, they noted that their sample of Japanese manufacturers produced prototypes in merely six months and body-panel dies in 14 months, about half the time U.S. and European producers re- quired. The Japanese also moved much more quickly through pilot runs, problem solving dur- ing this period, and ramp-up to full-scale produc-
tion. Equally important to rapid development of
multiple products and control over development costs, schedules and quality is coordination with suppliers. With the exception of the research led by Clark and Fujimoto, however, studies of sup- pliers have concentrated on general relationships or manufacturing issues such as inventory man- agement. For example, Cusumano [16] described how Japanese auto producers developed exten- sive networks of subsidiaries and other suppliers, and then subcontracted huge amounts of manu- facturing work as well as cooperated in technol- ogy acquisition and components development, al- though his quantitative measurements were lim- ited to manufacturing costs and to the Nissan and Toyota groups. Other researchers have discussed differences in manufacturing-supplier relation- ships that appear to support better development performance in a variety of dimensions, such as fewer suppliers per component, longer-term rela- tionships and contracts, and greater involvement in product development [7,37,441. The Japanese firms most emphasized these practices, although the studies comparing U.S. and Japanese suppli- ers tended not to subject data to statistical analy- sis.
A 1990 survey by Cusumano and Takeishi [201 attempted to address some of these issues by sampling how 10 Japanese, Japanese-transplant and U.S. auto makers managed product develop- ment and the procurement of four components (shock absorbers, gauge assemblies, front-seat as- semblies, and instrument panels) for models in- troduced primarily during 1987- 1988. This study also did not focus on product development, al- though the data confirmed that design or engi- neering capability was one of the most important criteria manufacturers in both Japan and the U.S. used to select suppliers, and that the Japanese (as found in the Clark and Fujimoto research) tended to let suppliers do much of the detailed design for new components. Cusumano and Takeishi
also found that the Japanese tended to send formal inquiries and select suppliers later than their U.S. counterparts or their transplanted fac- tories in the U.S., apparently reflecting long-term informal relationships and little de facto switch- ing of suppliers for particular components. A correlation analysis suggested that the Japanese practice of later supplier inquiries and selection probably helped suppliers and manufacturers set realistic target prices for components in the de- velopment stage and then meet these targets or come in under them once production began, by providing them with a better sense closer to the production date of changes in materials costs. In contrast, U.S. firms and the Japanese transplants in the U.S. consistently went over their target prices. In addition, these “target-price ratios” correlated significantly with manufacturers’ per- ceptions of cost-reduction capabilities and quality at their suppliers.
4. Research critique
Although Clark and Fujimoto have provided a study that, in terms of its depth and breadth, as well as empirical rigor and conceptual richness, is truly outstanding, no one examination of a phe- nomenon as complex as product development within the context of a highly competitive global industry is likely to be complete. Researchers tend to focus on particular objectives or use methods that complement but limit their in- quiries. Each study encounters additional con- straints imposed by time and access to informa- tion. The pioneering studies reviewed above, ac- cordingly, all have objectives and limitations that provide opportunities for additional research. The critique in this section again follows the authors, concentrating on how they have related product strategy as well as project structure and process to performance, variously defined.
4.1. Product strategy to performunce
A first general comment refers to the analysis of task requirements in the Clark and Fujimoto as well as the Sheriff and Nobeoka studies. These offer insightful, but still somewhat imprecise, measurements of overall productivity in product development. Clark and Fujimoto, for example,

did not adequately treat the level of difficulty potentially associated with new components, measuring task requirements by the price of new models as well as product size, the number of body types, and the percentage of the number of parts or of their costs developed in-house. In theory, firms should be able to incorporate all their costs into prices. In practice, different firms have different skill and cost levels, while competi- tive pressures force companies to charge prices that the market will bear. Moreover, the number or cost of new parts, without independent esti- mates of difficulties in design, may not ade- quately represent complexity in task require- ments, especially if costs are heavily influenced by the price of materials.
The analysis of task requirements in the work of Sheriff and Nobeoka attempts to be more precise than Clark and Fujimoto by including project complexity as a separate variable and measuring this by an analysis of different compo- nents. Yet Sheriff and Nobeoka do not ade- quately explain how they arrived at the weights used for different types of changes or compo- ncnts made in product development, conse- quently this complexity measure appears rather subjective. In addition, Sheriff and Nobeoka, as well as Clark and Fujimoto, excluded engines and other advanced-engineering components devel- oped in separate projects from their analyses, even though these place major demands on a firm’s engineering resources and thus overall de- velopment productivity, require different kinds of product-development structures and processes, and play a critical role in determining the success or failure of a new product. But while these studies do not really offer a complete picture of product development, there is enough data to suggest that the number of projects undertaken in a given period may be more important to a firm’s overall performance than the complexity of individual projects. As Sheriff and Nobeoka [45,46,X] found, for example, Honda presented the appearance of extraordinarily high productiv- ity in the sense of replacing and expanding its product lines (see fig. 2). It also grew fastest among major auto producers (see table 2). Yet Honda achieved these gains with relatively simple projects, ranking approximately 15th out of 24 producers (see table 6).
A second general comment refers to the sam-
ples of the various studies and the levels of analy- sis. Clark and Fujimoto examined mainly one project for each company, selected by companies. Although they made valiant adjustments to arrive at a set of standard operations across each pro- ject, companies may not have selected represen- tative projects (there is no way to tell). In addi- tion, product development might vary consider- ably in concepts and task characteristics or com- plexity even within a single manufacturer’s prod- uct lines. In particular, because they used most of the measurements for total or design quality at the firm level, which includes customers’ repur- chase intentions, technical defect rates, and ex- pert evaluations, the inconsistency in the units raises questions regarding the reliability of the statistical analyses. Consequently, a sample of one project per company does not say much about which company is consistently superior in product development and why, even though Clark and Fujimoto had a large enough sample to general- ize about projects in Japan, the U.S. and Europe. In contrast, a major strength of Sheriff’s research is that it covers all passenger-car projects within a company and allows for generalizations about firms both regionally and individually. Yet Sheriff lacks the details or statistical analysis found in Clark and Fujimoto, such as of engineering hours for each phase of development or the role of suppliers, among other information.
Sakakibara and Aoshima add some perspective to how firms formulate product strategy and per- form at the manufacturer’s level. But they focus their discussion on three cases and offer no for- mal categorizations of strategy, structure or per- formance. Nor do they have a large enough sam- ple to argue whether these patterns fit more manufacturers, in Japan or elsewhere. Compa- nies might also disagree with their informal inter- pretations of product strategies. ‘) Hence, an ideal study might combine the breadth of Sheriff and the conceptual perspective of Sakakibara and
‘) Honda management. for example. may indeed have intro- duced models in the Acura division to attract previous
FIonda buyers moving up to higher-priced models as well as to attract new buyers. The question remains, however, to
what extent Honda has consistently tried to develop individ- ual “hit” products as opposed to developing a hierarchy or family of models intended to share concepts and attract new
buyers as they move upscale in income.

M.A. Cusumuno und K. Nobeoka / .Walegy. structure and performance 283
Aoshima with the detail and precision of Clark and Fujimoto.
With regard to how design strategies affect manufacturing, the one existing treatment that presented data for analysis, by Krafcik, surveyed the opinions of producers regarding competitors’ products on this dimension or looked at year of introduction, rather than measuring design for manufacturability directly. Nor did this study ex- plore what factors promote design for manufac- turability or measure coordination among func- tions or with outside firms. In addition, the sam- ple of usable responses (eight) was small, re- sponses may have been subjective rather than based on objective criteria comparable across the different firms surveyed (there is no way to tell from the limited explanation in the paper), and the survey focus, like Krafcik’s productivity re- search, centred on assembly operations rather than components manufacturing as well as assem- bly.
More objective measures of design manufac- turability might include the total number of com- ponents in comparable products; the number of production or assembly steps; the number and type of fasteners; the number of unique parts and options or model variations; the number of spe- cialized jigs and tools used in particular opera- tions; and assembly time for particular compo- nents and complete models [69,33]. “’ It would also be useful for manufacturers to understand the impact of design for manufacturing on engi- neering productivity and lead times as well as on product performance in the marketplace where, for example, more easily manufacturable designs might cost less over the life cycle of a product (even if they cost more in development), and be more reliable if they reduce parts numbers and potential manufacturing errors.
Finally, there is the issue of economic returns to investments in product development apart from market share, which Clark and Fujimoto exam- ined [14,241. Nobeoka makes some attempt to compare product-development performance and project complexity with changes in sales and prof- its, but uses financial data at the company level (rather than, for example, estimating revenues or
“’ We also thank John Krafcik for his specific suggestions on this admittedly complicated issue.
profits generated by particular models or model families over their life cycles). He also limited his analysis to Honda and Mazda.
4.2. Structure and process to performance
In this category there are several promising areas for further study. First is a need to evaluate more precisely the usage or usefulness of external engineering resources, and to analyze the struc- ture and process of inter-organizational coordina- tion; for product development, these include non-consolidated subsidiaries, unaffiliated suppli- ers, outside engineering firms, and joint ventures or strategic alliances with other car manufactur- ers. Although some studies exist on differences in supplier relationships by regions, no study con- centrates on the supplier coordination process in product development, and there are even fewer studies on other forms of inter-organizational co- ordination. Joint ventures, in particular, seem to have become an increasingly popular option for designing new cars, as seen in recent linkages of General Motors with Toyota, Isuzu and Suzuki; Chrysler with Mitsubishi and Renault; Ford with Mazda and Nissan; and many other examples [45,70,71].
Thus, relying on manufacturing as an analogy, researchers need to pay more attention to adjust- ing for differences in vertical integration for de- velopment, despite the difficulty of doing this. Sheriff ignored this issue completely, which means he either overestimated or underestimated the capabilities of individual firms. Clark and Fuji- moto did adjust for internal versus external re- sources and, as noted earlier, they found signifi- cant differences among regional samples, with the Japanese making considerably greater use of suppliers. Yet again, the primary focus of their research was on the internal operations of new projects and regional averages; they paid less attention to external engineering issues and in- cluded several questionable assumptions in their work.
For example, Clark and Fujimoto divided com- ponents that suppliers participated in designing into two categories: supplier proprietary parts and black box parts. In the case of proprietary parts, suppliers did all the design work them- selves. In the case of black box parts, suppliers received some of the specifications from manu-

facturers and then completed the details of the designs themselves. To simplify the analysis, they assumed that all suppliers worldwide shared 30% of the design work for black box parts. But it is difficult to believe there were no differences among the Japanese, U.S. and European manu- facturers and suppliers, especially since other portions of their data showed clear regional dif- ferences, and other studies of manufacturing and engineering performance demonstrated strong re- gional as well as firm-level differences. Nor did Clark and Fujimoto examine the role of indepen- dent engineering firms, which may play an impor- tant part in product development, especially in U.S. manufacturers.
A second area that needs further exploration is internal project management. The Clark and Fujimoto reports indicated that, for volume pro- ducers, coordination by product managers in con- cept creation as well as in product and process engineering appears to affect performance in product development. They did not, however, ex- plore the mechanisms through which product managers contributed to higher design quality or higher development productivity in specific pro- jects through different techniques for design-task partitioning and sequencing, which some re- searchers believe are critical to efficient and in- novative product development [22,68]. Therefore, their study leaves open alternative hypotheses for the same results, because organizations with strong coordination by heavyweight product man- agers tended to be Japanese, and better perfor- mance in product development may thus come from other factors peculiar to Japanese firms or engineers. Imai et al. [30] offered generalizations about effective product-development organiza- tions that focused on Japanese advantages, and explored several Japanese cases in considerable detail, although the small size of their sample, the absence of systematic measures of different vari- ables and the lack of comparative cases from non-Japanese organizations make it impossible to generalize confidently about the validity of their observations.
A third critica issue, that of multiple project coordination, is also not explored in any depth by any of the researchers, most of which have stud- ied only a sample of one project per manufac- turer. Clark and Fujimoto as well as Sheriff and Nobeoka measured the commonality of compo-
nents from other projects through their examina- tion of project scope and complexity, but did not look at how firms share parts, modifiable designs and other forms of knowledge important for product development. Sakakibara and Aoshima [55] examined product families from a marketing perspective, but without probing the development process.
A fourth area is how manufacturing skills might support product development as well as how firms might effectively (rather than ineffectively) treat product development like a production process, aided by tools and concepts analogous to those in factory settings. As noted earlier, Clark and Fuji- moto’s 1991 [14] book provides the most lengthy discussion of this, focusing on information ex- changes and the rapid building of prototypes, dies and pilot models, as well as quality problem solv- ing during ramp up. Yet because product devel- opment is such a complex and critical process, with many different activities, options and deci- sions both within the firm and within suppliers, as well as across multiple projects, this promising area of inquiry needs to be taken further, into how firms not only manage and structure multi- ple projects but also plan and support multiple product-development efforts. Along with this analysis, researchers need to examine the various tradeoffs that may be involved with different de- velopment strategies for different market seg- ments.
For example, design or components reuse, computer-aided design and engineering (CAD/CAE) tools, and employment of less- skilled people to do some of the more routine engineering tasks, are three approaches in prod- uct development that paralle1 parts interchange- ability, automation or mechanization, and divi- sions of labor along with task simplification in manufacturing. On the one hand, these should save on development costs, such as by reducing the need for highly-paid engineers to build com- ponents or prototypes from scratch or by hand, or facilitating the sharing of good designs or parts in more than one product. On the other hand, peo- ple ill-equipped to solve complex problems, or the forced reuse of existing components or com- puter-generated designs that do not fit well within a given product concept, may end up requiring more engineering hours as well as result in low- quality designs or products from one company

Table 9
M.A. Cusumano und K. Nobeoka / Strategy, structure und performance 2X5
Spectrum of product-development strategies
Craft-oriented job-shops
Strategy: Customize products and process for individual customers Attain high premiums for this service
Implementation: Emphasis on process flexibility for custom requirements Unlimited range of products and customer needs Little opportunity for process/quality analysis and control
Project-based process R&D, if any Dependence on highly skilled workers
Minimal reliance on process standardization
Little opportunity for systematic reuse
Computer-aided tools individual- or project-oriented Emphasis on customized products and customer service
Tradeoff:
Assessment:
Customer requirement, product & process flexibility and invention. if necessary, over process efficiency
Little strategic management or integration beyond projects
Few economies of scale or scope
Not suited for large-scale, complex projects
Factory development
Strategy:
Implementation.
Tradeoff:
Assessment:
Efficient production of different products: high price-performance;
Effective management of large, complex projects
Management commitment/investment in process improvement
Broad but more limited product-process-market focus Extensive process/quality analysis and control
Tailored and centralized process R&D
Standardization & leveraging of worker skills Dynamic standardization
Systematic reuse of product components Extensive use of computer-aided tools
Incremental product improvement
Effort required to balance process/organizational efficiency with process flexibility & individual creativity
High level of strategic integration & management Offers systematic economies of scope
Well-suited for large-scale, complex projects where organizational and managerial skill are important
Product- or application-oriented projects
Strategy: Design of a best-seller product: mass production and sale of low-priced commodity products
Implementation: Emphasis on product appeal (to produce a best-seller) Focus on particular applications for broad market
Process efficiency less important than design appeal
Process R&D to suit particular products
Emphasis on high-skilled designers Little emphasis on process standards
Reuse less important than best-seller designs
Tools useful if they do not constrain designers
Innovation more important than incremental improvement
Tradeoffc Product innovation or differentiation over process efficiency in design
Assessment: Little strategic management or integration beyond projects High potential economies of scale from sales of standard products Not suited for large-scale, complex projects
Source: ref. [17], p. 30.

that are not sufficiently differentiated to sell cf- fectively. (General Motors may be an illustration of this latter problem, when it apparently suf- fered from too many standardized components during the late 1970s and l%Os, resulting in too many “look-alike” cars from its different divi- sions, built with identical platforms and many identical components.)
Still, the precise impact of tools, reuse and engineering-management practices on productiv- ity and quality is not clear in studies to date. In particular, the Japanese tended to have more unique components in their vehicles and higher productivity, although in-house project scope was low and there was no indication whether suppli- crs were reusing designs or partial designs with- out calling them “off-the-shelf” components. Japanese auto makers also varied widely in their total quality scores. With regard to tools or labor practices, none of the research cited studied or even hypothesized about their affects on project or product performance, despite limited evidence that Toyota and probably other Japanese auto makers have extremely effective computer-aided engineering tools and other management prac- tices [60].
An example from another industry illustrates the significance of these issues more clearly. C‘usumano and Kemerer [I?)], in a survey of 40 software systems built in the U.S. and Japan, found a positive association between code reuse and productivity, as well as between greater uti- lization of testing tools (computer programs that aid in testing other software) and quality (defects in delivered programs). The Japanese also ap- peared to spend less time on routine tasks such as coding and more on design, while leveraging individual engineers across multiple projects. In more detailed case studies of “software factories” at Hitachi and other Japanese firms that were attempting to make software dcvelopmcnt into more of a production-like process, Cusumano [ 181 further explored the benefits to productivity and quality from computer-aided tools that supported common activities, reuse that was “systematic” (planned) rather than “accidental” (ad hoc), and the mixture of skilled and less-skilled people in different development phases.
At the same time. however, rather than being an effective strategy and process option for all kinds of development in software, this study sug-
Tahle IO
Retail sales return on average adjusted engineering hours
Japanese U.S. European
Average adjusted
engineering hours
(million) 1.7 3.2 3.0 Average model price
W.S.) 9.23X 13.193 12,713 Average life-cycle
pl-oduction volume
(I000 units) 500 I .x00 I ,YOO Total retail value
($U.S. billion) 4.6 23.7 24.2 Total retail value,’
million engineering
hours ($U.S. billion) 2.7 7.5 X.1 Ratio (Japan = I .O) I .o 2.7 3.0
Source: calculated from data in refs. [Id]. pp. 73-7.5; 1711. p.
124
gested that a process oriented toward these “fac- tory-like” elements worked well with particular market segments and competitive strategies; in software, for Japanese producers that did not try to compete with “leading-edge” products but rather attempted to sell partially customized ver- sions of products based on common designs, or products that followed the lead of U.S. standards, with more tailored features than fully standard- ized products and lower prices than fully cus- tomized products. or higher levels of “price- per- formance” and reliability. For other market seg- ments, Cusumano argued that firms need either to focus on meeting a specific customer’s needs, as in fully customized products often associated with “craft” or “job-shop” production; or on meeting common requirements for the average customer, as in fully standardized products built in application-oriented projects that try to make the equivalent of a best-seller book. In these two types of development for opposite ends of the software market, less structure appeared more suitable than factory approaches, although large- scale projects in both the high and low ends seemed likely to encounter difficulties managing multiple development efforts that required build- ing systematically on previous work or organiza- tional skills that exceeded the capabilities of small groups (table 9).
Reuse, automation and divisions of labor with simplified tasks, as well as other “factory” no- tions, are merely illustrations of the broader need,

M.A. Cusumuno and K. Nohroka / Sirutem, structure nnd pwformunce 2X7
for automobiles as well as software and other products, for empirical studies as well as concep- tual frameworks that link when and where partic- ular product and process strategies, as well as organizational and technological approaches, can be effective across multiple generations of prod- ucts. This is an important area of inquiry because, as Clark and Fujimoto demonstrated in their failure to find a correlation between development efficiency and market-share growth (as opposed to between total quality and market growth), the evidence contains a mixed economic message: the Japanese strategy of producing a large number of new or replacement models in short periods of time is clearly aimed at growth and rapid intro- ductions of new technology, apparently at the expense of development costs or sales for individ- ual models.
For example, while profits per model are diffi- cult to measure as well as confidential, there is enough information in the studies cited to esti- mate how much in sales a company generates from its engineering efforts. As summarized in table 10, Japanese firms developed new cars with only about 55% of the engineering hours re- quired by U.S. and European volume producers (approximately 1.7 million compared to 3.2 and 3.0 million), with an average retail price for the Japanese cars that was 30% less ($9,238 com- pared to about $13,000). The average sales of the Japanese cars over their life cycles (because the Japanese replaced cars more frequently) was ap- proximately half that of U.S. or European volume producers (about 500,000 units compared to 1.8 or 1.9 million). Therefore, per million engineer- ing hours, the U.S. and European volume pro- ducers produced about three times as much as the Japanese average in retail value ($7.4 and $8.1 billion compared to $2.7 billion). In addition, the savings in engineering hours, while not trivial (about $40 million per project, assuming the aver- age engineer earned $50,000 per year or $25 per hour), especially considering that companies de- veloped multiple projects, was small relative to the total sales of the average car model.
Yet these numbers only tell part of the story. Companies have to match or lead competitors; if the leading firms have pushed product competi- tion toward rapid replacement, expansion and upgrading of quality and technology, other com- panies have to follow or find other ways of com-
peting. The much higher sales return for engi- neering effort at the U.S. and European firms may not be positive; they may indicate outdated practices that created declines in market share and growth - holding onto old models and intro- ducing new technology or better quality too slowly.
5. Conclusions
Compared to manufacturing, product develop- ment presents unique difficulties for researchers (and managers) who wish to measure variables relating to strategy, structure, and performance. Many of the activities required to make new products involve considerable conceptualization, experimentation, problem-solving, communica- tion and coordination among diverse activities and organizations, rather than simply assembling components or doing other relatively routine tasks. Some development projects are clearly more routine or capable of structuring than oth- ers, although predicting market responses to new products and linking consumer reactions to the development process presents another host of challenges. The research cited in this article - the contributions by Clark and Fujimoto (with Chew) in particular - has helped clarify and quantify many of the critical inputs, processes and outputs for effective product development. But important questions remain, at both the empirical and thco- retical levels.
5. I. The empirical lel,el
The empirical observations that seem most useful in understanding how organizations effec- tively manage product development come from comparisons of firms and projects, because re- search at these levels make it possible to explore multiple as well as individual project manage- ment, in addition to product performance. The most valuable data, from Clark and Fujimoto, are summarized mainly at the regional level, and this limits our ability to analyze it. Nonetheless, since the Japanese performed especially well, a review of how they appeared to manage and perform relative to competitors in the U.S. and Europe provides a focal point for understanding the sources of efficient and effective product devel- opment in general.

Product strategy: Japanese auto makers had moderately complex projects, trailing the Euro- pean volume producers by a small margin on Sheriff’s scale but exceeding U.S. projects. This level of complexity probably aided the Japanese policy of expanding product lines and replacing products more often than competitors [56,70] (see figs. 2 and 3, and tables 5 and 6). On the Clark and Fujimoto scale, the Japanese developed the most unique parts, i.e. they used the fewest off- the-shelf components. On the other hand, be- cause suppliers did so much design, the actual level of complexity Clark and Fujimoto found in the Japanese projects in terms of new designs done by the manufacturers themselves was also less than in the European or even in the U.S. projects [11,12,14,241 (see table 4).
Structure and process: except for the case study by Imai et al. [30], only Clark and Fujimoto told us much about the internal workings of projects. Based on their analyses, the Japanese had more heavyweight managers, phase overlapping, and internal communications, compared to U.S. firms and the Europeans. As in manufacturing, Japanese firms made much greater use of exter- nal suppliers, reducing the design work done by the manufacturers themselves. This was effective because Japanese suppliers also appeared to be tightly integrated with the manufacturer’s devel- opment organizations, and even more efficient than the manufacturers in parts development [11,12,14,24].
Performance: Japanese auto makers had a sig- nificant lead over U.S. and European competitors in key measures of product-development produc- tivity, such as engineering hours and lead time [I 1,12,14,24] (see table 4), as well as the number of models replaced and added 156,711 (see table 5). This seemed to be because projects that made extensive use of suppliers in the development process (even with high percentages of unique parts) utilized heavyweight project managers in a matrix structure, and contained overlapping of phases as well as good communjcatjon mecha- nisms, were most effective in reducing total engi- neering hours and lead times as well as improving design quality [14,24]. Japanese auto makers, in general, also seemed to have more easily manu- facturable products, and this appeared to boost manufacturing productivjty [2X36,711 (see table
7).
At the company level, findings were less clear. Several studies indicated that Honda, followed by Toyota, were the most outstanding performers in product development by various dimensions, such as the number and scope of projects, expansion and replace rates, design for manufacturability and management processes [30,36.55,56]. Honda also developed a reputation during the 1980s for technologjcaIly differentiated products and good service 14.51. Not surprisingly, these two firms led the extraordinary growth of the Japanese auto producers since 1970 (see tables 1 and 2). Similar to studies showing the same firms as leaders in both manufacturing productivity and quality [35,36,71], the two leading volume manufacturers (both Japanese) combined high design quality with high development productivity. At the same time, there was considerable variation among the Japanese producers in quality and growth levels, despite high average figures for development pro- ductivity [14,24].
Accordingly, the fact that Japanese auto mak- ers were many in number as well as highly active and efficient in product development accounts for much of Japan’s high and rising global share of automobile production [56,731 (see table 5). Except for the two most successful Japanese pro- ducers, total quality of products rather than speed or efficiency in development for a sample of projects appeared more important in determining which companies increased their market shares during the 1980s [14]. This is despite the fact that high productivity in product development, mea- sured by the number of new or replaced prod- ucts, correlated positively with market perfor- mance at the company level [25,56,711.
Along with empirical and descriptive evidence, researchers have offered a variety of thoughtful explanations for their results. Companies that are faster in product development as well as more prolific, without necessarily making more com- plex products, may have better chances of attract- ing and keeping customers, and thus growing in market share. Fast and effective product develop- ment requires many different functions, phases, suppliers and individual people; matrix struc- tures, strong project managers, overlapping of phases and good communication appear essential to achieve the proper balance of specialized skills and coordination and even compensate for extra effort required to develop unique components. In

M.A. Cusumano and K. Noheoku / Strategy. structure and performance 289
addition, high productivity in manufacturing and product development both require the effective management of technology and people; therefore, it is not surprising that excellent firms excel at both.
While there is much that we now know, there are several areas where researchers still need more precise and comprehensive measures, fol- lowed by more detailed studies:
(1) Strategic requirements and structural mea- sures at the manufacturer’s level that can be linked to the individual project, to multiple projects, and to product performance in the marketplace, in order to capture more com- pletely the efficiency as well as effectiveness of an entire organization in product develop- ment.
(2) Strategic requirements at the project level that can be linked to product quality as per- ceived by customers.
(3) Task requirements’ at the project level, such as technical complexity, that cover all critical components of a new product as well as how task requirements affect project outcomes in terms of speed or quality of development.
(4) Use of outside engineering resources and their impact on performance, since they can be quite extensive and varied, ranging from affil- iated suppliers to strategic partnerships with
unrelated firms and outside contractors. (5) Internal project management, especially the
role of product managers in influencing not only schedules or budgets but elements tradi- tionally seen as more difficult to analyze, such as total quality.
(6) The organizational requirements of better de- sign for manufacturability, as well as the im- pact of this and product complexity in general on development costs, maintenance and ser- vice costs and product performance, as well as quality perceptions in the marketplace.
(7) How and when firms might turn at least some kinds of product development into a produc- tion-like process, including the relationship of manufacturing skills to development skills; and the impact of specific support technolo- gies, such as computer-aided design and engi- neering (CAD/CAE), or engineering con- cepts, such as reuse not only of components
but of designs, on development efficiency and product performance.
(8) The relative strategic and economic impor- tance of different dimensions in product-de- velopment competition and management, such as engineering hours or lead time, or different kinds of quality (conformance to specifications versus perceived design or total quality), when viewed in terms of their rela- tionship to development costs, sales and even profits.
5.2. The theoretical lel*el
Despite the economic questions one might raise, a seemingly straightforward theoretical ar- gument seems to have motivated most of the studies of product development discussed in this article. It is perhaps best expressed in the works from MIT [45,56,71], but it is found as well in the earlier studies of Clark and Fujimoto [11,12,13,24]. The implicit assumption is that suc- cessful firms must be fast as well as good in product development. Shorter product life cycles and high development productivity provide an advantage in allowing firms to leverage financial and human resources to replace and add models more quickly, giving them a wider market cover- age and a potentially larger market share. Speed also appears to help firms bring new technology more frequently into products as well as adjust to market changes more rapidly than slower com- petitors.
Not all the researchers cited above have adopted these views. Imai et al. [30] see creativity through group dynamics nurtured by loose forms of organization with large amounts of overlapping in functions as the keys to success, although they assume this kind of strategy and organization will enhance both the speed and quality of develop- ment, at least for individual projects. Sakakibara and Aoshima [55] emphasize consistency among families of models and the “wholeness” of prod- uct strategy as a determinant of long-term growth, as opposed to focusing on the development of individual products.
The theoretical conclusion that emerges from the exercise of writing this article is very much in accord with the final observations of Clark and Fujimoto as well as of Cusumano in software: that firms need to go beyond simplistic views,

200
such that speed or efficiency or sheer innovation alone guarantee success in product development in terms of market responses or financial returns, and that one must examine a more complex set of variables to understand specifically how perfor- mance relates to competitive dynamics in differ- ent market segments and thus to product strategy as well as to organizational or process options for product development. For example, the general strategy literature has discussed how firms have various ways to compete, ranging from low-cost positioning, numerous types of product differenti- ation, market-niche focus, or some combination [29,49,50]. Firms operating on a global scale also need to incorporate concerns for different geo- graphic markets into their planning and organiza- tions [.51,73].
FLEXIH1.I
HARDWA
I-ACTOK‘I
Medium
Vilrirty
,.ouer
Vd”lllLZ
Mcdtum
Sklll
,RE
i I FLEXIBLE
SOFTWARE
FACTORY
Mrdlum
VUlCty
Lowrr
Vd”l7lC
Medium
Sk,ll
OHJECI’IVES
Cr,nt~nuou\ improvement
tfficvzncy and Flexibility
Once management determines how to com- pete in a given market, however - a determina- tion likely to be influenced by the history of the firm and the organizational structure in place [6]
Fig. 5. Production-management objectives (source: ref. [18]. p.
441)
- the research examined here supports notions such as that product strategy will shape the task requirements of individual projects as well as series of projects; that firms have choices regard- ing appropriate project structures as well as man- agement processes needed to meet task require- ments, within and across individual projects; and that task requirements, as well as organizational structure, technology and management imple- mentation, should affect project and product per- formance. One might even argue that, without such linkages, there can be no strategic manage- ment of product development or of firms in gen-
eral. For example, even though competition has
brought more advanced technology even into low-priced products, volume producers may have a greater relative need for productille (rather than innouatirw) product-development organiza- tions. At least, this is true if they compete primar- ily on the basis of market coverage with different model lines, in contrast to specialist producers competing more on product differentiation through technology and service at the upper end of the market. Accordingly, there appear to be better and worse ways of managing projects, with heavyweight product managers, matrix structures, computer-aided tools, overlapping phases and communication mechanisms apparently useful for quickly bringing together the range of skills and
coordination needed to design multiple products for low-cost mass production. A more function- ally-oriented organization appears to be slower but better for designing products for high-perfor- mance competition [14]. It also appears that firms can focus either on developing models that relate to each other as in a continuous spectrum or on producing individual “hit” products [55], as in a “craft” or project-oriented mode of organization. The spectrum strategy has the advantage of pro- viding a mechanism for enticing buyers to move up to higher-priced, complementary models. The latter has the advantage of allowing product de- velopers more freedom to be creative or innova- tive. Yet each approach seems to require a very different type of product-development organiza- tion as well as very different degrees of coordina- tion among projects.
At the same time, the proliferation of models and model families, rapid replacement rates, and the cost of new development, all suggest that only the most effective and efficient producers - per- haps only three or four Japanese volume produc- ers that truly turn product development into a production process without trading off too much on design quality or the “price-performance” of their products- can succeed in the long-term with a strategy of frequent model changes in low-priced model segments. Firms that find their develop- ment costs rising beyond manageable levels, but who wish to continue in the race to introduce
JOB SHOP/
CRAFT
lnflnite
Variety
Batches
of One
Hqhest
Sklll

M.A. Cusumano and K. Nobeoka / Strategy, structure and performance 291
new models and replace old ones quickly, might seek mergers or alliances with other producers, as many companies have done in recent years. Other alternatives include moving to higher-priced seg- ments (as several Japanese and Korean firms have already done) and longer model runs (which they do not appear to have done).
To improve development efficiency further, specific options include better reuse of compo- nents or designs, more design automation, better leveraging of the most skilled people, more use of outside contractors, and many other measures. These kinds of practices may have already pushed product development at some Japanese auto makers toward a factory-like process, in contrast to loosely organized modes of development. This movement may also confuse some observers who have understood Japanese innovations in manu- facturing as moving away from the kind of highly structured or rigid practices for managing people and production operations that made Ford’s Model T factory both remarkably efficient and embarassingly incapable of evolution or adap- tation to changes in the marketplace [71].
In reality, however, in automobile engineering departments as well as in software factories, one might also conclude that the leading Japanese firms have merely sought to achieve a superior balance of efficiency and flexibility in their most critical operations (fig. 5). For manufacturing im- provement, they innovated beyond mass-produc- tion tools and techniques that locked in produc- tivity and quality at unacceptably low levels, in addition to being too rigid for the smaller Japanese market, which required more product variety at much lower volumes of production [16]. For engineering improvement, in software and automobiles, and no doubt in other industries as well, they appear to have moved beyond job-shop or craft practices that proved too unstructured for management strategies that required more rapid and frequent product development, as well as better leveraging of scarce financial and hu- man resources [ES].
Theoretically, as discussed in another long stream of literature, no one strategy or organiza- tion is inherently better for product development, manufacturing, or any other activity. What mat- ters most, ultimately, are management implemen- tation as well as the inseparable issue of appro- priateness of the “fit” between a firm’s strategic
objectives and its organization [see refs. 6, 9, 29, 42, 63, 661. It would be unusual, for example, if a firm that wants a balance of technical excellence in its products with manufacturability achieves this without a very stable product design and manufacturing process or some sort of matrix organization that combines people with expertise in both design and mass production. Yet it is also true that many variables, both internal and exter- nal to the firm, and only some of which manage- ment can influence, affect the performance of personnel in individual projects as well as the response of customers to particular products in the marketplace.
Automobiles contain thousands of components and require hundreds of suppliers as well as several years to design and prepare for mass production. They present much time and many opportunities for error as well as for consumer tastes to change and competitors to act. There remains, consequently, a need for more empirical research as well as conceptual models that tightly connect a company’s competitive positioning and product strategy with its organizational structure, management and technology, and then these vari- ables with performance - for the individual pro- ject, families of related products and the com- pany. The future challenges facing researchers of product development are thus at least as difficult as the challenges facing managers, although, as the studies reviewed in this article have illus- trated, there is much that we have learned.
References
[l] W.J. Abernathy and J. Utterback, Patterns of Industrial
Innovation, in: M.L. Tushman and W.L. Moore teds.),
Readings in the Management of Innolsation (Cambridge,
MA, Ballinger, 1988) pp. 25-36. [2] P.S. Adler, Technology Strategy: A Guide to the Litera-
tures, in: R.S. Rosenbloom fed.), Research on Technologi- cal Innoi,ation, Management, and Policy (Greenwich,
Conn., JAI Press, Vol. 4, 1989) pp. 25-151.
[3] A. Aizcorbe, C. Winston and A. Friedlaender, Cost Com-
petitiveness of the U.S. Automobile Industry, in: C. Win-
ston (ed.), Blind Intersection: Policy and the Automotice Industry (Washington, DC, Brookings Institution, 1977).
[4] T.J. Allen, Managing the Flow of Technology (Cambridge, MA, MIT Press, 1977).
[5] D.G. Ancona and D.F. Caldwell, Management Issues Facing New-Product Teams in High-Technology Compa-
nies, Advances in Industrial and Labor Relations 4 (1987) 199-221.

292 MA. Cusumano and K. Nobeoka / Strategy, structure and performance
[h] K.R. Andrews. The Concept of Corporate Strafe&q (Homewood, IL, Richard D. Irwin, 1980).
171 B. Asanuma, Manufacturer--Supplier Relationships in
Japan and the Concept of Relation Specific Skill, Jo~lr~laf of Japanese and ~nternatio~lal Economics 3 (March 198X)
l-30.
[8] W.B. Brown and N. Karagozoglu, A Systems Model of
Technological Innovation, IEEL Transactions on Engi- neering Management 36 (1) (February 1989) 1 l-16.
[Y] A.D. Chandler. Jr., Stmregv and Structure: Chapters in the History of the ltldl~.~trial ~nter~~rise (Cambridge, MA, MIT Press, 19621.
[lOI J. Child, Organization Structure. Environment. and Per-
formance: The Role of Strategic Choice, Sociology (January 1972) 1-22.
[I I] K.B. Clark. Project Scope and Pro.ject Performance: The
Effect of Parts Strategy and Supplier Involvement on
Product Development, Management Science 35 110) (1989) 1247- 1263.
ment: The Case of the Global Automobile Industry, Un-
published Doctoral Thesis (Boston, MA. Harvard Gradu- ate School of Business Administration. 1989).
[2S] T. Fujimoto and A.M. Sheriff, Co~~~~ste~t Patterns in Automotit ae Product Strategy, Product Deeelopment, and Manufacturing Performance Road Map for the 19905 (Cambridge, MA, MIT International Motor Vehicle Pro- gram, International Policy Forum. 1989).
[2h] C. Freeman, The Economics of Industrial Innot~ation (Cambridge. MA, MIT Press, 1982).
1271 J.R. Galbreath, ~~~j~~~~~ Compfrx ~rga~zi~a?io~~~~ (Read-
ing. MA, Addison-Wesley, 1973).
[28] J.E. Harbour, Comparison and Analysis of Automotiiv Manufacturing ProductirYty in the Japanese and North American Automobile Industry for the Munufacture of Subcompact and Compuct Curs, (Berkeley, MI, unpub-
lished technical report, Harbour and Associates, Inc..
1981).
[12] K.B. Clark, W.B. Chew and T. Fujimoto, Product Devel- opment in the World Auto Industry: Strategy, Organiza-
tion and Performance, Brookings Papers on Economic Activity 3 (1987) 729-771.
[29] A.C. Hax and N.S. Majluf, Strategir Manage~zent~ An integratit’e Perspectit,e (Englewood Cliffs, NJ. Prentice
Hall, 1984).
[13] K.B. Clark and T. Fujimoto, Reducing the Time to
Market: The Case of the World Auto Industry, De@r
Manugement Journal 1 (1) (1989) 49-57. [14] K.B. Clark,,and T. Fujimoto, Product Dec~elopment Perfor-
mance: Strategy, Organization, and Management in the World Auto Industry (Boston, MA, Harvard Business School Press, 1991 I.
[30] K. Imai, I. Nonaka and H. Takeuchi, Managing the New Product Development Process: How Japanese Compa-
nies Learn and Unlearn, in: K.B. Clark et al. feds.). The Uneasy Alliance (Boston, MA. Harvard Business School
Press, 1985) pp. 330-381.
[15] R.G. Cooper, Defining the New Product Strategy. IEEE Transactiurl.~ on Engineering I~uFlagerne~t 34 (3) (August
1987) 184-193.
[lb] M.A. Cusumano. The Japanese Automobile industry: Technology and Management at Nissan and Toyota (Cam-
bridge, MA, Council on East Asian Studies/Harvard
University Press, 1985).
[31] R. Katz (ed.), Manuging Professionals in fnnoratit,e Orga- nizations (Cambridge, MA, Ballinger, 1988).
[32] R. Katz and T.J. Allen, Organizational Issues in the Introduction of New Technologies, in: P.R. Kleindorfer
(ed.), The Management of Productivity and Technology in ,~afzuffz~turin‘~ (New York, Plenum, 1985).
1331 J. Klatten, Case Studies from the iJ.S. Auto Market: T&e Impact of Product Policy on Manufacturabihty (Cam-
bridge, MA, Unpublished Master’s thesis, MIT Sloan
School of Management, lY91).
[17) M.A. Cusumano, Manufacturing Innovation: Lessons
from the Japanese Auto Industry, Sluatz ~u~u~erne~f
Ret,ie~ 30 (1) (Fall 1988) 29-39. [ 181 M.A. Cusumano, Japarr ‘s Software Factories: A Challenge
to U.S. Management (New York, Oxford University Press,
1991).
(34) P.D. Klimstra and J. Potts, What We’ve Learned Manag-
ing R&D Projects, Research -Technology Management 3 1 (1 f ilY88) 23-38.
[19] M.A. Cusumano and CF. Kemerer, A Quantitative
Analysis of U.S. and Japanese Practice and Performance
in Software Development, Management Science 36 (11)
(November 1990) 1384-1406.
[ZO] M.A. Cusumano and A. Takeishi, Supplier Relations and
Management: A Survey of Japanese, Japanese-Trans-
plant, and U.S. Auto Plants Strategic Management Jour- nal 12 (November-December 1991).
[Zl] Crain Automotive Group, Inc.. Automotire News 1990 Market Data Book (Detroit, Ml, Crain Automotive
Group, 1991).
[35] J.F. Krafcik, Triumph of the Lean Production System. Sloan Management Rersiew 30 (1) (1988) 41-52.
[36] J.F. Krafcik. The Effect of Design Manufacturability on Productirit)? and Quality: An Update of the IMVP Assem- bly Plant Study, (Cambridge, MA, MIT International
Motor Vehicle Program, 1990).
[37] R. Lamming, The lnter~~at~ona~ Automotire Components Industry: The Ne.xt ‘Best Practice, fin Suppliers, (Cam-
bridge, MA, International Motor Vehicle Program, Pol-
icy Forum Paper, May 1989).
122) S.D. Eppinger et al., Organizing the Tasks in Complex Design Projects, (Cambridge. MA, MIT. Sloan School of Management, Working paper #3083-89/MS October
1989).
[38] M.B. Lieberman, L.J. Lau and M.D. Williams. Firm-Level
Productivity and Management Influence: A Comparison of U.S. and Japanese Automobile Producers, Manage- ment Science 36 110) (October 199Ol 1193-1215.
1391 J.P. Ma~Duffie and J.F. Krafcik, Flexible Production Sys- tems and Manufacturing Performance: Tire Role of Human Resources and Technology, (Cambridge. MA. MIT Inter- national Motor Vehicle Program). Unpublished Working
paper, 1989).
[23] D. Ford, Develop Your Technology Strategy, Long Range [40] D.G. Marquis, The Anatomy of Successful Innovations,
Planning 21 (5) (1988) 85-95. ~~rz~~~-ation (November 1969).
1241 T. Fujimoto, Orga~izatiorz for Effecticr Product Derelop-

M.A. Cusumano and K. Nobeoka / Strategy, structure and performance 293
[41] R.E. Miles and CC. Snow, Organizational Strategy,
Structure, and Process (New York, McGraw-Hill, 1978).
[42] Motor Vehicle Manufacturers Association of the U.S., World Motor Vehicle Data (Detroit, MI, Annual).
[43] National Academy of Engineering, The Competitive Sta-
tus of the U.S. Auto Industry (Washington, DC, National
Academy Press, 1982).
[44] T. Nishiguchi, Strategic Dualism: An A1ternatir.e in Indus-
trial Society, Unpublished PhD Thesis (Oxford, Oxford University, 1989).
[45] K. Nobeoka, Strategy of Japanese Automobile Manufac-
turers: A Comparison Between Honda Motor Co., Ltd. and
Mazda Motor Corporation, Unpublished Master’s Thesis
(Cambridge, MA, MIT Sloan School of Management. 1988).
[46] K. Nobeoka and A.M. Sheriff, A Comparison of Product
Detlelopment Performance at Chrysler and Mazda. Unpub- lished term paper for Japanese Technology Management,
Subject 15.940 (Cambridge, MA, MIT Sloan School of Management, December 1987).
[47] C. Perrow, A Framework for the Comparative Analysis of Organizations, American Sociological Review (April 1967) 194-208.
[48] E.A. Pessemier, Product Management: Strategy and Orga-
nization (New York, Wiley, 1982).
[49] M.A. Porter, Competitne Strategy (New York, Free Press, 1980).
[SO] M.A. Porter, C0mpetitit.e Adtjantage (New York, Free Press, 1985).
[5l] M.A. Porter (ed.), Competition in Global Industries (Bos-
ton, Harvard Business School Press, 1986).
[52] E.B. Roberts, What We’ve Learned Managing Invention
and Innovation, Research-Technology Management 31 (1) (1988) I l-29.
[53] R.S. Rosenbloom, Technological Innovation in Firms and
Industries: An Assessment of the State of the Art, in: P.
Kelly and M. Kranzberg (eds.), Technological Innocation
(San Francisco, San Francisco Press, 1978) pp. 215-230.
(541 R. Rothwell et al., SAPPHO Undated: Project SAPPHO
Phase II, Research Policy 3 (3) (1974) 258-291.
[55] K. Sakakibara and Y. Aoshima, Seihin senryaku no zen-
taisei [Company growth and the ‘wholeness’ of product
strategy], in: I. Hiroyuki et al. feds.). Kyoso to kakushin:
jidosha sangyo no kigyo seicho [Competition and innova-
tion: company growth in the auto industry] (Tokyo, Toyo Keizai, 1988) pp. 107-143.
[56] A.M. Sheriff, Product Development in the Automobile
Industry: Corporate Strategies and Project Performance,
Unpublished Master’s Thesis (Cambridge, MA, MIT Sloan School of Management, 1988).
[57] H. Shimada and J.P. MacDuffie, Industrial Relations and
‘Humunware’: An Analysis of Japanese Inr~estment in the
U.S., Working paper (Cambridge, MA, MIT Sloan School of Management and International Motor Vehicle Pro-
gram, 1986). [58] A.P. Sloan, Jr., My Years with General Motors (New
York, Doubleday/Anchor, 1963). [59] W.E. Souder and A.K. Chakrabarti, The R&
D/Marketing Interface: Results from an Empirical Study
of Innovation Projects, IEEE Transactions on Engineering
Management 25 (November 1979) 88-93.
[60] A. Takahashi and I. Okamoto, Computer Aided Engineer-
ing in Body Stamping, Unpublished and undated
manuscript (Toyoda City. Japan, Toyota Motor Corpora- tion).
[6l] M.L. Tushman, Managing Communication Networks in
R&D Laboratories, Sloan Management Ret,iew (Winter
1979) 37-49.
[62] M.L. Tushman and W.L. Moore (eds.), Readings in the
Management of Innotation (Cambridge. MA, Ballinger. 1988).
[63] M.L. Tushman and D. Nadler, Organizing for Innova-
tion, California Management Retiew 2X (3) (Spring 1986) 74-92.
[64] G.L. Urban and J.R. Hauser, Design and Marketing of
New Products (Englewood Cliffs, NJ, Prentice Hall, 1980).
[65] A.H. Van de Ven, Central Problems in the Management
of Innovation, Management Science 32 (5) (1986) 590-607.
[66] N.Venkatraman, The Concept of Fit in Strategy Re-
search: Toward Verbal and Statistical Correspondence,
Academy of Management ReL,iew 14 (3) (1989) 423-444.
[67] E. von Hippel, The Sources of Innot,ation (New York, Oxford University Press, 1987).
[68] E. von Hippel, Task Partitioning: An Innovation Process
Variable, Research Policy 19 (1990) 407-418.
[69] D.E. Whitney, Manufacturing by Design, Harr,ard Busi-
ness Ret,iew (July-August 1988) 83-91. [70] J.P. Womack, Multinational Joint Ventures in Motor
Vehicles, in: D.C. Mowery fed.), International Collubora-
rice Ventures in U.S. Manufacturing (Cambridge, MA,
Ballinger, 1988).
[7l] J.P. Womack, D.T. Jones and D. Roos, The Machine that
Changed the World (New York, Rawson/MacMillan, 1990).
[72] J. Woodward, Industrial Organization: Theory and Prac-
tice (Oxford, Oxford University Press, 1965). [73] G.S. Yip, Global Strategy.. .In a World of Nations?
Sloan Management Review 31 (1) (1989) 29-42.
[74] B.J. Zirger and M.A. Maidique, A Model of New Prod-
uct Development: An Empirical Test, Management Sci- ence 36 (7) (July 1990) X67-883.