Embed Size (px)
Citation preview
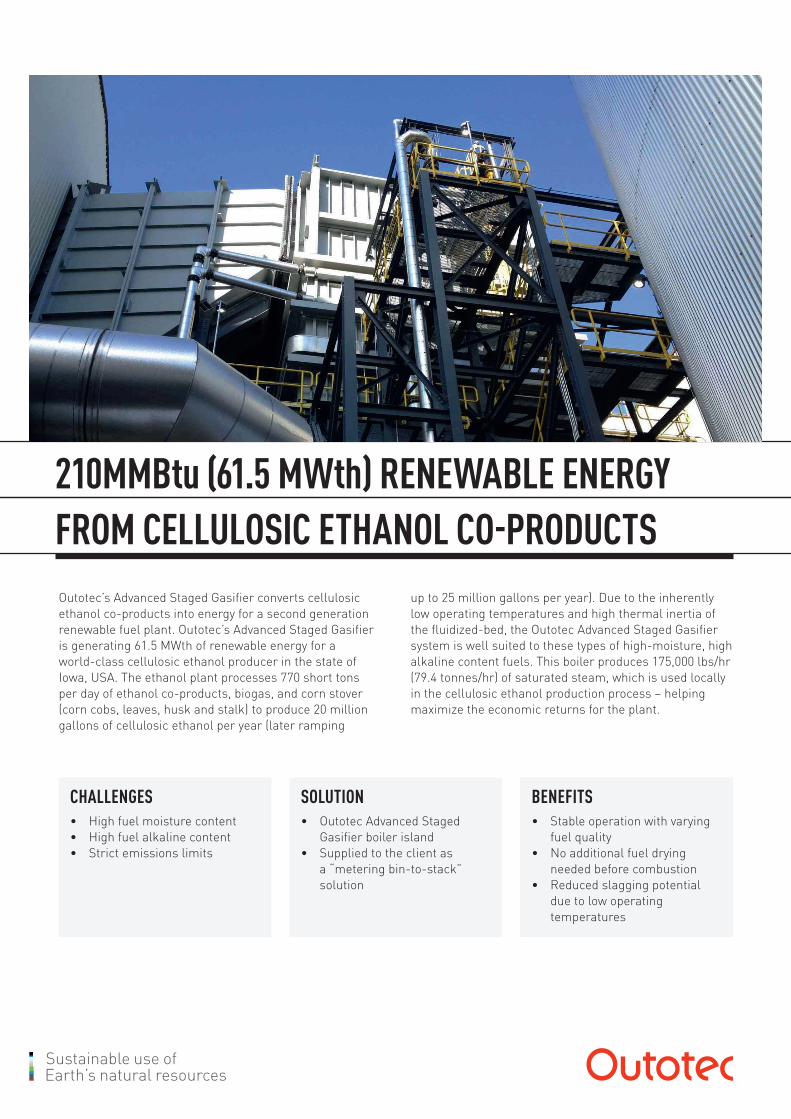
210MMBtu (61.5 MWth) RENEWABLE ENERGYFROM CELLULOSIC ETHANOL CO-PRODUCTSOutotec’s Advanced Staged Gasifier converts cellulosic ethanol co-products into energy for a second generation renewable fuel plant. Outotec’s Advanced Staged Gasifier is generating 61.5 MWth of renewable energy for a world-class cellulosic ethanol producer in the state of Iowa, USA. The ethanol plant processes 770 short tons per day of ethanol co-products, biogas, and corn stover (corn cobs, leaves, husk and stalk) to produce 20 million gallons of cellulosic ethanol per year (later ramping
CHALLENGES• High fuel moisture content• High fuel alkaline content• Strict emissions limits
SOLUTION• Outotec Advanced Staged
Gasifier boiler island• Supplied to the client as
a “metering bin-to-stack” solution
BENEFITS• Stable operation with varying
fuel quality• No additional fuel drying
needed before combustion• Reduced slagging potential
due to low operating temperatures
up to 25 million gallons per year). Due to the inherently low operating temperatures and high thermal inertia of the fluidized-bed, the Outotec Advanced Staged Gasifier system is well suited to these types of high-moisture, high alkaline content fuels. This boiler produces 175,000 lbs/hr (79.4 tonnes/hr) of saturated steam, which is used locally in the cellulosic ethanol production process – helping maximize the economic returns for the plant.
Outotec® is a registered trademark. Copyright © 2018 Outotec Oyj. All rights reserved.
Outotec provides leading technologies and services for the sustainable use of Earth’s natural resources. As the global leader in minerals and metals processing technology, we have developed many breakthrough technologies over the decades for our customers in metals and mining industry. We also provide innovative solutions for industrial water treatment, the utilization of alternative energy sources and the chemical industry. Outotec shares are listed on NASDAQ Helsinki. www.outotec.com
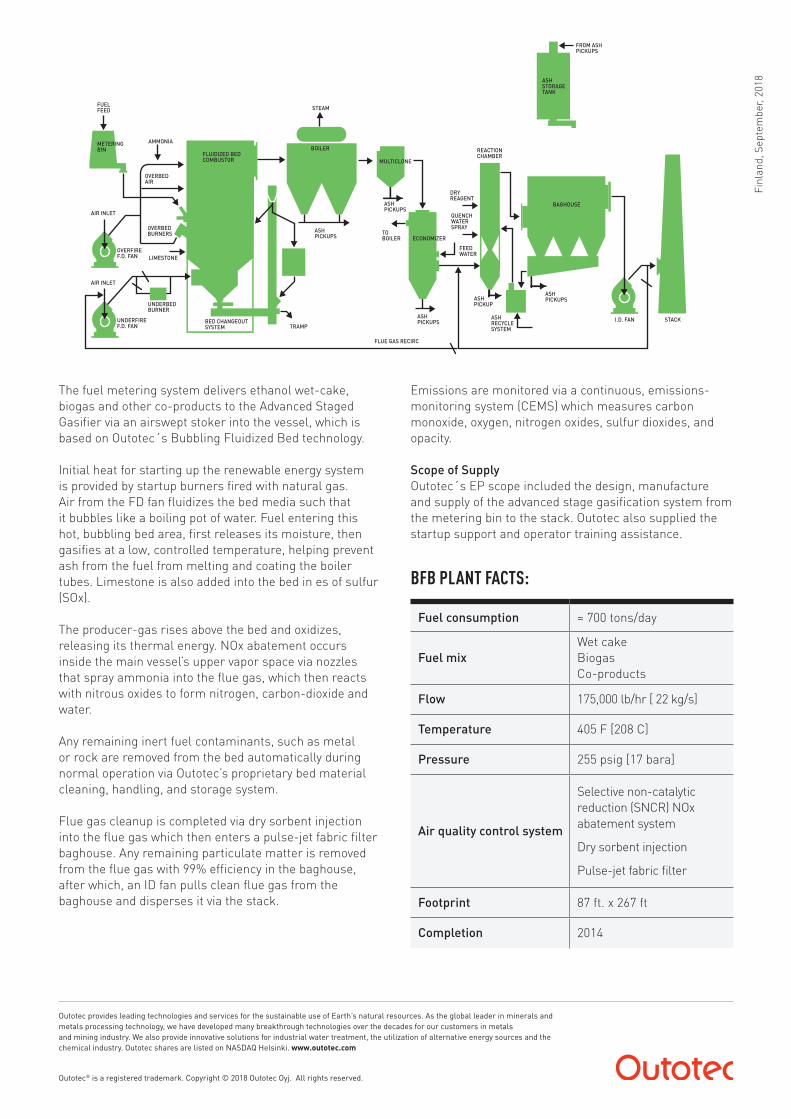
The fuel metering system delivers ethanol wet-cake, biogas and other co-products to the Advanced Staged Gasifier via an airswept stoker into the vessel, which is based on Outotec´s Bubbling Fluidized Bed technology.
Initial heat for starting up the renewable energy system is provided by startup burners fired with natural gas. Air from the FD fan fluidizes the bed media such that it bubbles like a boiling pot of water. Fuel entering this hot, bubbling bed area, first releases its moisture, then gasifies at a low, controlled temperature, helping prevent ash from the fuel from melting and coating the boiler tubes. Limestone is also added into the bed in es of sulfur (SOx).
The producer-gas rises above the bed and oxidizes, releasing its thermal energy. NOx abatement occurs inside the main vessel’s upper vapor space via nozzles that spray ammonia into the flue gas, which then reacts with nitrous oxides to form nitrogen, carbon-dioxide and water.
Any remaining inert fuel contaminants, such as metal or rock are removed from the bed automatically during normal operation via Outotec’s proprietary bed material cleaning, handling, and storage system.
Flue gas cleanup is completed via dry sorbent injection into the flue gas which then enters a pulse-jet fabric filter baghouse. Any remaining particulate matter is removed from the flue gas with 99% efficiency in the baghouse, after which, an ID fan pulls clean flue gas from the baghouse and disperses it via the stack.
Emissions are monitored via a continuous, emissions-monitoring system (CEMS) which measures carbon monoxide, oxygen, nitrogen oxides, sulfur dioxides, and opacity.
Scope of SupplyOutotec´s EP scope included the design, manufacture and supply of the advanced stage gasification system from the metering bin to the stack. Outotec also supplied the startup support and operator training assistance.
BFB PLANT FACTS:
Fuel consumption ≈ 700 tons/day
Fuel mixWet cake Biogas Co-products
Flow 175,000 lb/hr [ 22 kg/s]
Temperature 405 F [208 C]
Pressure 255 psig [17 bara]
Air quality control system
Selective non-catalytic reduction (SNCR) NOx abatement system
Dry sorbent injection
Pulse-jet fabric filter
Footprint 87 ft. x 267 ft
Completion 2014
ASH PICKUPS
ASH PICKUPS
TOBOILER
FEEDWATER
ASH PICKUPSASH
PICKUP
ASH PICKUPS
FLUE GAS RECIRC
I.D. FAN
UNDERBEDBURNER
UNDERFIREF.D. FAN
OVERFIREF.D. FAN
ASHRECYCLESYSTEM
STACK
STEAM
BOILER
BAGHOUSE
FROM ASH PICKUPS
ASHSTORAGETANK
MULTICLONE
REACTIONCHAMBER
DRYREAGENT
QUENCHWATERSPRAY
ECONOMIZER
FUELFEED
METERING BIN
FLUIDIZED BED COMBUSTOR
AMMONIA
OVERBEDBURNERS
LIMESTONE
AIR INLET
AIR INLET
OVERBEDAIR
BED CHANGEOUT SYSTEM TRAMP
Finl
and,
Sep
tem
ber,
2018