Embed Size (px)
Citation preview

EXPERIMENTAL AND MATHEMATICAL INVESTIGATION INTO ASPECTS OF
SPATIAL INVOLUTE GEARING
Thesis submitted in fulfilment of the requirements for the degree of
MASTER OF ENGINEERING (HONOURS)
By
Michael Killeen BE (Mech)
School of Engineering and Industrial Design
University of Western Sydney
18 April, 2005

ii
STATEMENT OF ORGINALITY
Unless otherwise noted by way of references the material presented in this thesis in the areas
of inspection of gears and development of mathematical models is the work of the author. The
mathematics used to develop the gear bodies to be inspected and mathematical models within
this thesis, however, were based on the theory and explanatory geometry of Phillips gleaned
through many discussions and readings of his publications.

iii
ACKNOWLEDGEMENTS
Many people contributed to this work. Without these people’s contribution, I would not have
been able to pull it all together. My academic supervisors, Dr John Gal and Dr Jack Phillips,
played an important role in guiding me through this and assisting me in developing my
understanding of both this material and the fundamental kinematic theories that tie this
material together. I also thank John for his faith in my ability to keep myself motivated and be
self-directing. Although Jack and I worked on the same problems, it was often in a different
‘language’. He was, however, able to ask probing questions that often, if not solving the
problem, at least gave me an insight into a new approach. Had it not been for the many hours
of discussion with Jack, I would undoubtedly still be wandering up some blind alley.
I would also like to thank Dr Fred Sticher. Fred speaks my language and provided a lot of
guidance for me in the early stages of my work in this area. Fred has an uncanny knack of
reducing two or three pages of my laborious derivations into half a page. This usually
involves, what in hind-sight is, a blindingly obvious observation at about line two.
I also have many people to thank for their efforts in assisting me with the practical aspects of
this work. Mr Paul Toner & Mr Andrzej Hudyma of UWS assisted in the construction of the
equipment used in functional inspection of the gear bodies. Paul also did much of the
machining of the equipment required for this functional inspection. Mr Richard Turnell and
Mr Chris Chapman of UTS provided guidance on determining the suitability of data
acquisition and virtual instrumentation for functional inspection whilst Mr Ian Gibson of UTS
provided his time and guidance in setting up the analytical inspection of the gear body.

iv
This is now also the second time my family have had to endure me whilst I devote all of my
spare time to a thesis. Although they did not contribute directly to the development of the
thesis, it was their support that made this possible.

v
ABSTRACT
This thesis is a small part of a much larger work, the aim of which is to continue the transition
from gear theory to gear practice. The thesis deals with some aspects of the testing and
theoretical development of equiangular and plain polyangular gears respectively. Initial
prototypes of the equiangular spatial involute gearing, a small subset of a general spatial
involute gear set, developed in previous works are to be tested for both function and form.
The tests, based on the principles of the single flank gear tester, investigate constancy of
transmission ratio and use both electronic and mechanical means. The former of these
highlights the shortcomings of some aspects of the experimental set up. Algebraic expressions
are also developed for plain polyangular gearing, a more general form of spatial involute
gearing. These equations demonstrate the links to the underlying kinematic principles and are,
consequently, more robust. This is verified by their application to both the equiangular and
plain polyangular cases. The expressions were checked by comparing their results to
graphical and numerical models developed concurrently with the algebraic expressions. Initial
investigations are also undertaken into turning the mathematical theory into gear machining
theory.

vi
TABLE OF CONTENTS
CHAPTER 1 INTRODUCTION ....................................................................................................................... 1
1.1 THESIS OUTLINE AND STRUCTURE......................................................................................................... 2
1.2 NOTES ON NOMENCLATURE .................................................................................................................. 5
CHAPTER 2 A SURVEY OF THE LITERATURE........................................................................................ 9
2.1 A REVIEW OF THE LITERATURE ON GEAR THEORY, DESIGN AND MANUFACTURE................................... 9
CHAPTER 3 THE MATHEMATICS OF EQUIANGULAR AND PLAIN POLYANGULAR
INVOLUTE GEARING............................................................................................................ 13
3.1 THE KINEMATIC FOUNDATIONS........................................................................................................... 17
3.2 THE ARCHITECTURE OF PLAIN POLYANGULAR GEARS ......................................................................... 24
3.3 THE RELATIONSHIP BETWEEN THE LINES OF ACTION AND THE GEAR AXES ....................................... 30
3.4 A SPECIAL CASE OF THE PLAIN POLYANGULAR – EQUIANGULAR GEARING.......................................... 33
3.5 THE RESULTING ENTITIES GENERATED FROM THE PLAIN POLYANGULAR ARCHITECTURE ................... 37
3.6 ALGEBRAIC PROOF OF THE RELATIONSHIPS BETWEEN THE SLIP TRACK AND THE BASE HELIX............. 41
3.7 THE MATHEMATICS OF SOME FUNDAMENTAL PLANES ........................................................................ 43
3.8 DISCUSSION ........................................................................................................................................ 51
CHAPTER 4 GEAR INSPECTION................................................................................................................ 53
4.1 FUNCTIONAL INSPECTION ................................................................................................................... 53
4.2 ANALYTICAL INSPECTION ................................................................................................................... 55
CHAPTER 5 FUNCTIONAL INSPECTION OF EQUIANGULAR SPATIAL INVOLUTE GEARS
USING ENCODERS ................................................................................................................. 59
5.1 BACKGROUND .................................................................................................................................... 59
5.2 AIM..................................................................................................................................................... 60
5.3 METHOD ............................................................................................................................................. 60
5.4 RESULTS ............................................................................................................................................. 65
5.5 DISCUSSION ........................................................................................................................................ 69

vii
CHAPTER 6 FUNCTIONAL INSPECTION OF EQUIANGULAR SPATIAL INVOLUTE GEARS
USING DIAL INDICATORS ................................................................................................... 77
6.1 AIM..................................................................................................................................................... 77
6.2 METHOD ............................................................................................................................................. 77
6.3 RESULTS ............................................................................................................................................. 80
6.4 DISCUSSION ........................................................................................................................................ 86
6.5 CONCLUSION ...................................................................................................................................... 95
CHAPTER 7 PROFILE MEASUREMENT OF EQUIANGULAR SPATIAL INVOLUTE GEARS...... 97
7.1 A REVIEW OF THE THEORETICAL TOOTH PROFILE................................................................................ 97
7.2 AIM................................................................................................................................................... 100
7.3 METHOD ........................................................................................................................................... 100
7.4 RESULTS ........................................................................................................................................... 103
7.5 DISCUSSION ...................................................................................................................................... 104
CHAPTER 8 CONCLUSION ........................................................................................................................ 123
8.1 A UNIVERSAL THEORY OF GEARING .................................................................................................. 123
8.2 A BRIDGE BETWEEN THE KINEMATIC THEORY AND GEAR MACHINING THEORY................................. 124
8.3 FUNCTIONAL TESTING....................................................................................................................... 125
8.4 ANALYTICAL INSPECTION ................................................................................................................. 126
REFERENCES 128
BIBLIOGRAPHY ............................................................................................................................................. 132
APPENDIX A GLOSSARY OF TERMS AND NOTATIONS ..................................................................... 136
KINEMATIC DEFINITIONS: TERMS RELATING TO THE RELATIVE POSITION OF AXES .......................................... 137
KINEMATIC DEFINITIONS: TERMS RELATING TO MATING GEARS...................................................................... 137
KINEMATIC DEFINITIONS: TERMS RELATING TO RELATIVE SPEEDS .................................................................. 137
KINEMATIC DEFINITIONS: TERMS RELATING TO PITCH AND REFERENCE SURFACES ......................................... 137
TOOTH CHARACTERISTICS: TERMS RELATING FLANKS AND PROFILES ............................................................. 138
TOOTH CHARACTERISTICS: TERMS RELATING TO PARTS OF THE FLANK........................................................... 138
GEOMETRICAL AND KINEMATICAL NOTIONS USED IN GEARS: TERMS RELATING TO GEOMETRICAL LINES ....... 139

viii
GEOMETRICAL AND KINEMATICAL NOTIONS USED IN GEARS: TERMS RELATING TO GEOMETRICAL SURFACES 140
GEOMETRICAL AND KINEMATICAL NOTIONS USED IN GEARS: OTHER TERMS................................................... 141
CYLINDRICAL GEARS AND GEAR PAIRS: TERMS RELATING TO CYLINDERS AND CIRCLES ................................. 142
CYLINDRICAL GEARS AND GEAR PAIRS: TERMS RELATING TO HELICES OF HELICAL GEARS ............................. 142
CYLINDRICAL GEARS AND GEAR PAIRS: TERMS RELATING TO TRANSVERSE DIMENSIONS................................ 143
CYLINDRICAL GEARS AND GEAR PAIRS: TERMS RELATING TO GENERATING TOOLS AND ASSOCIATED FEATURES
143
APPENDIX B A PROCESS MAP FOR THE DEVELOPMENT OF PLAIN POLYANGULAR
ARCHITECTURE AND SURFACE ENTITIES.................................................................. 144
APPENDIX C A NUMERICAL EXAMPLE ................................................................................................. 146
APPENDIX D DETAILED MATHEMATICAL DEVELOPMENTS......................................................... 148
DETAILED WORKINGS THAT PRODUCED V12 AND THE BDL............................................................................... 148
THE DETAILS OF THE CREATION OF THE LOA FROM THE BDL ........................................................................... 149
DETERMINING THE BASE RADIUS (RB) AND THE ANGLE THE LINES OF ACTION SUBTEND TO THE GEAR AXES ... 152
APPENDIX E SURFACE MEASUREMENT................................................................................................ 155
APPENDIX F THE DESIGN PROCESS AND TEST RIG FUNCTIONAL SPECIFICATION.............. 157
THE DESIGN PROCESS ...................................................................................................................................... 157
THE FUNCTIONAL SPECIFICATION FOR THE TEST RIG ....................................................................................... 160
THE DESIGN OF THE GEAR BODY TEST RIG ....................................................................................................... 161
APPENDIX G DRAWINGS OF THE GEAR BODY TEST RIG ................................................................ 163
APPENDIX H LABVIEW PANEL AND VIRTUAL INSTRUMENT FOR DATA COLLECTION
DURING FUNCTIONAL TESTING..................................................................................... 166
APPENDIX I USEFUL STATISTICAL ANALYSIS................................................................................... 169
SIMPLE LINEAR REGRESSION AND CORRELATION ............................................................................................ 169
HYPOTHESIS TESTING...................................................................................................................................... 171
APPENDIX J THE MATHEMATICS OF OBJECT TRANSFORMATION............................................ 174

ix
APPENDIX K A COMPARISON OF THE CYCLOIDAL AND INVOLUTE PROFILES...................... 178
THE CYCLOIDAL PROFILE ................................................................................................................................ 180
THE RADIUS OF THE GENERATING CIRCLE........................................................................................................ 181
THE INVOLUTE PROFILE .................................................................................................................................. 182
APPENDIX L PRINCIPLES FOR AND EXAMPLES OF THE CALCULATION OF AXIAL
DISTANCES ............................................................................................................................ 185

x
LIST OF FIGURES
Figure 1: A comparison of Phillips’ and Killeen’s architecture............................................... 16
Figure 2: The equivalent RSSR mechanism to a pair of spatial involute gears; the RSSR ..... 18
Figure 3: An illustration of the first law of gearing ................................................................ 21
Figure 4: The parabolic hyperboloid defined by GA1 & GA2 and the Transversal viewed
along GA2 .............................................................................................................. 23
Figure 5: The architecture of spatial involute gearing showing the Lines of Action............... 30
Figure 6: The cosine of cosγb ................................................................................................... 32
Figure 7: The right triangle of cosγb......................................................................................... 35
Figure 8: An illustration of the slip track for the case where rb = 51.58 and γb = 1.909 rad.... 39
Figure 9 : Graph of the coordinates of the slip track................................................................ 39
Figure 10: The angle between the slip track and the base helix for the general plain
polyangular case ..................................................................................................... 42
Figure 11: Two points on a general involute helicoid viewed along the axis of the base
helix ........................................................................................................................ 43
Figure 12: The triad of planes defined by the involute helicoid .............................................. 44
Figure 13: The tangent plane of r at (u0, v0) represented by its normal, n. .............................. 45
Figure 14: Graph of the unit tangent vector components......................................................... 48
Figure 15: Graph of the unit normal vector of slip track 11 .................................................... 49
Figure 16: A graph of the binormal vector for slip track 11 ................................................... 50
Figure 17: A spatial involute gear body................................................................................... 56
Figure 18: The real tooth profile and the graph of the profile.................................................. 57
Figure 19: A schematic of a single flank gear tester ................................................................ 60
Figure 20: A picture of the electrical functional testing arrangement...................................... 61
Figure 21: The ideal response of the output signals of the encoders ....................................... 69
Figure 22: A graph of a sample of the response of Lines 0 and 1 from test 1 ......................... 70
Figure 23: A graph of the transmission ratio for test 1 ............................................................ 72
Figure 24: An illustration of the sampling rate as determined by the operating system.......... 74
Figure 25: Graph of transmission ratio for test 1 ..................................................................... 90
Figure 26: Graph of transmission ratio for test 2 ..................................................................... 90
Figure 27: Graph of transmission ratio for test 3 ..................................................................... 91
Figure 28: A general involute helicoid..................................................................................... 98
Figure 29: A graphical solution to the relationship between µ and t7 .................................... 100

xi
Figure 30: The arrangement of the gear body on the CMM .................................................. 101
Figure 31: A plan view of the gear body (looking down on the tooth surface) ..................... 102
Figure 32: A view of Gear Body 2 defined by Gear Axis 2 and the Centre Distance Line ... 108
Figure 33: A graph of the profile for selected values of z for Gear Body 1 .......................... 109
Figure 34: A graph of the profile for selected values of z for Gear Body 2 .......................... 110
Figure 35: Ball radius compensation – the planar case .......................................................... 114
Figure 36: Ball radius compensation - the spatial (3-D) case ................................................ 116
Figure 37: All solutions to the common normal to the sphere and involute helicoid given
by the x component .............................................................................................. 119
Figure 38: All solutions to the common normal to the sphere and involute helicoid given
by the y component .............................................................................................. 120
Figure 39: Graph of OPx, OPy, OPz and theta versus t7.......................................................... 121
Figure 40: A diagram of the helix angle (a) and lead angle (b) ............................................. 142
Figure 41: The components of v12 shown with v12 at the origin ............................................ 150
Figure 42: A schematic of laser-based surface roughness measurement ............................... 156
Figure 43: The six phases of design ....................................................................................... 157
Figure 44: A pair of gear bodies for the set u=0.6, Σ=50° and a=80mm. .............................. 162
Figure 45: The labview front panel used for functional inspection data collection............... 167
Figure 46: The Labview VI used to collect the data for the functional inspection ................ 168
Figure 47: The principle of conjugate action ......................................................................... 179
Figure 48: The involute created by a line rolling on a circle ................................................. 182

xii
LIST OF TABLES
Table 1: A list of the commonly used symbols .......................................................................... 6
Table 2: A comparison of Phillips' and Killeen's symbolism .................................................... 8
Table 3: Cross reference between type of gear set and location of Qx..................................... 24
Table 4: Comparison of the results of the complex and simple expressions for γb21 ............... 36
Table 5: Settings for the Labview PC+ DAC........................................................................... 62
Table 6: Connections between encoders and Labview PC+ card ............................................ 63
Table 7: Results of electronic functional inspection for ‘as designed’ configuration.............. 66
Table 8: Results of electronic functional inspection for modified geometry (a reduced by
1.5mm) ................................................................................................................... 67
Table 9: Results of electronic functional inspection for modified geometry (Σ reduced) ....... 68
Table 10: A selection of the results of test 1 represented as change of state data.................... 71
Table 11: A count of the rising and falling edges and the resulting transmission ratio for
the selected data range of test 1.............................................................................. 71
Table 12: Effective outside pulley diameters ........................................................................... 80
Table 13: Results for macro mechanical testing of transmission ratio. ................................... 80
Table 14: Results for detailed mechanical testing of transmission ratio.................................. 83
Table 15: Comparison of internal consistency of the macro mechanical inspection via
error analysis .......................................................................................................... 88
Table 16: Analysis of internal consistency of the macro mechanical inspection..................... 88
Table 17: Summary of macro mechanical inspection results................................................... 89
Table 18: Summary of the detailed mechanical inspection results .......................................... 91
Table 19: A comparison of the observed and critical f-statistic............................................... 94
Table 20: Data points created by the CMM measurements of Gear Body 1 ......................... 103
Table 21: Data points created by the CMM measurements of Gear Body 2 ......................... 104
Table 22: Raw data from the CMM for Gear body 1............................................................. 105
Table 23: Transformed data for Gear body 1......................................................................... 109
Table 24: Sample data points from Gear body 2 for analysis of data consistency ................ 112
Table 25: Model 1 solving the involute function for Point 1 ................................................. 112
Table 26: Model 2 solving the involute function for Point 2 ................................................. 112
Table 27: Model 3 solving the involute functions by forcing rb to be equal.......................... 113
Table 28: A numerical solution for the set of equations defining the common tangent plane
to the sphere and involute helicoid....................................................................... 120

xiii
Table 29: The impact of ball radius on the accuracy of CMM values .................................. 122
Table 30: Values for the numerical example ......................................................................... 146
Table 31: Contents and drawing cross-reference for the test rig design ................................ 163

1
CHAPTER 1 INTRODUCTION
If many of the gear publications are any indication, much of the focus of current commercial
work on gears is on analysing existing problems out of gears. Considerable advances have
been made in methods of gear manufacturing, gear inspection, gear vibration analysis, and
computerised gear design. There have also been significant developments in gear materials,
gear noise analysis, evaluation and gear lubrication methods. Commercial gear publications
and standards, for example, discuss means of modifying the profiles of gears to address
problems with over-constraint. These problems, however, are caused by a lack of attention to
the fundamental underlying theory itself and ‘solutions’ such as crowning and end-relief treat
the symptoms rather than the cause.
What is not explored in gear publications is a solution that addresses the root cause of the
problems with commercial gears; there is relatively little work done on synthesising a
completely new and exact fundamental underlying theory. The work that has been done,
rather than resulting in a grand unifying theory of gears, approaches the issue from a number
of different perspectives and it has been rare for the approaches to converge. Where the
approaches do converge, it appears to be by accident rather than intent. As a result, a grand
unifying theory of gears, a theory that takes the basic functions of a gear pair and, through the
application of kinematic fundamentals comes up with a gear wheel, is, as yet, undeveloped
although Phillips (2003, pp349-406) has formulated the basis for producing such a gear
wheel.
Developing a grand unifying theory is, however, in itself, the first step in its eventual use and
application. The theory needs to be applied to a test case, the outcomes of the test case need to

2
be compared to the outcomes the theory predicted and any causes of errors identified and
integrated into the theory. Mechanisms then need to be developed for implementing the
theory in a commercial environment. Although one approach to the final step is, as Gleason
did, to develop a machine for executing the theory, it is preferable, especially in an
environment of fiscal restraint, to utilise existing equipment and processes.
This thesis builds on earlier work by Phillips (1984, 1995 & 2003) and Killeen (1996) aimed
at achieving the ultimate goal of gear design, a complete unified theory of gearing that ties all
aspects of gear design together and yet satisfies all of the existing partial theories; a theory
that has clearly demonstrable foundations in three-body kinematics and screw theory; a theory
that provides a solid foundation on which to base gear design rather than the ‘modern
tendencies in the theory of gearing…directed at the skilful use of computers and display of
the results by computer graphics, to improve gear design and manufacture’ Litvin (1992,
p1.1); a theory that can be applied in practice using current gear manufacturing techniques.
1.1 Thesis outline and structure
Previous work by Killeen (1996) focussed on theoretical aspects of gear design and to a
limited extent gear body construction. These were largely synthesis activities based on
Phillips’ (2003, pp159-233) theories for equiangular involute gearing. No checking of the
claims of Phillips (2003, pp159-233) with regard to surfaces thus generated and constancy of
transmission ratio was undertaken in the previous work by the author. From the perspective of
Demming’s Plan-Do-Check-Act (PDCA) cycle (Samson 1995), work thus far has been on the
Plan-Do phases.
The objectives of this thesis are to close that loop i.e. to:
• continue the development of a ‘universal theory of gearing’

3
• start to bridge the gap between the theory and the practice of gear manufacture.
• compare the theoretical transmission ratio to the actual transmission ratio for a gear
body pair designed using example 1 in Phillips’ (2002, p200) theory and process
The thesis is in two parts. The first part is a synthesis of new mathematical and theoretical
material for the next stage in the development of a general involute theory. The second
involves the inspection of various aspects of the existing gear pair built by the author during
his undergraduate work (Killeen 1996). Although the gear bodies were constructed prior to
the development of the work performed in synthesising the mathematical and theoretical
material in the first part of this thesis, the first part provides the reader with an understanding
on how the gear bodies tested were developed.
Chapter 2 comprises a survey of the current literature in the two areas, gear inspection and
testing and gear theory and mathematics. A range of works are discussed from more
theoretical ones to very practical ones. The chapter focuses attempts to identify the
applicability of the text to the theory of gear design.
Chapter 3 introduces the topic of spatial involute gearing through mathematical synthesis of
expressions describing the surface entities that will ultimately define the gears. After closing
some of the outstanding issues from previously published work in the mathematics of
equiangular spatial involute gearing, it looks at some major simplifications to the previously
intractable equations describing the equiangular equivalent to the Revolute Spherical
Spherical Revolute (RSSR) mechanism, a mechanism instantaneously equivalent to the
spatial involute gear.

4
Chapter 3 then goes on to develop a mathematical model for generating and expressing
mathematically the architecture and surface geometry of the plain polyangular gear. Previous
work in Killeen (1996) focussed on a very specific subset of Phillips theory, the equiangular
gear. Continuing the move toward a ‘grand unifying theory’, Chapter 3 details both the
process used to develop, and, a more general set of equations applicable to both plain
polyangular and equiangular spatial involute gears. To demonstrate this principle and check
how robust the new equations are, the chapter also demonstrates the applicability of the more
general plain polyangular equations to the specific equiangular geometry.
With a mathematical foundation in place, Chapter 3 begins the transition from mathematical
theory to gear machining. In line with the attempt to bridge the gap between the theory and
the practical aspects of gear machining, the chapter transitions the mathematical analysis into
an investigation of the key planes and their characteristics. Specifically, mathematical
expressions for the surfaces are used to determine behaviour of the normal, osculating and
rectifying planes of the involute helicoid. Understanding the behaviour of these planes will be
central to developing practical machining techniques.
Chapter 4 is background on what is to follow. It provides an overview of the two different
types and general principles of gear body inspection. The chapter also explains factors that
influence the results of the various inspections.
Chapters 5 and 6 detail the aims, method, results and an analysis of the results of a functional
inspection of the equiangular involute gear bodies constructed in Killeen (1996), a gear set
equivalent to example 1 in Phillips (2003, p200). Chapter 5 provides details of an approach
utilising optical encoders providing inputs to a Data Acquisition Card (DAC) and Labview

5
Virtual Instrument (VI). It then goes on to investigate why the results varied from the
theoretical results. Chapter 6 details a simpler and more robust approach to the same problem,
an approach using pulleys and dial indicators. The experimental results are then analysed
using statistics and an estimate is made of the probability of experimental outcomes matching
theoretical predictions.
Building on the explanation contained in Chapter 4, Chapter 7 investigates the principles of
profile measurement as applied to equiangular involute gearing. Following a definition of the
theoretical surfaces, the chapter then explains the equipment and processes used to check
whether the actual/as-machined tooth profile matched the theoretical profile of the
aforementioned gear bodies. There is then a detailed discussion of the results, including
analysis of the causes of experimental error. A number of tools are used to perform the
analysis including detailed algebraic analysis of the surface and numerical solvers.
Chapter 9 summarises the initial objectives of this thesis and ties these objectives to specific
outcomes achieved in the preceding chapters. It also details the significant findings of the
thesis in the process of developing a grand unifying theory of gears. Suggestions for further
work in the field are also made.
1.2 Notes on nomenclature
The mathematical nature of the work contained in this thesis necessitates the early definition
of what will turn out to be the more commonly used symbols. These symbols, summarised in
Table 1, are based on AS2075 – 1991 where possible. The Australian Standard, however, was
written using the current paradigm on gear design and in some instances AS definitions are
regarded by the author as inadequate. In cases where the Phillips’ symbolism was not given

6
another meaning in AS2075-1991, the Phillips’ symbolism was adopted as the ‘standard’ in
this thesis.
Table 1: A list of the commonly used symbols
Symbol Term Definition
a Centre distance The distance between the axes of a gear pair is measured
along a line perpendicular to the [both] axes.
Σ Shaft angle The smallest angle through which one of the axes must be
rotated to bring the axes into coincidence (gear pair with
intersecting axes), or must be swivelled to bring the axes
parallel (gear pair with non-parallel non-intersecting axes),
so as to cause their directions of rotation to be opposite.
Suffix 1 Pinion That gear of the pair which has the smaller number of teeth
Suffix 2 Wheel That gear of the pair which has the larger number of teeth
z Nbr teeth The number of teeth on a gear
u Gear ratio The ratio of the number of teeth of the wheel to that of the
pinion
i Transmission
ratio
The ratio of the angular speed of the first driving gear of a
gear train to that of the last driven gear
β Helix angle The acute angle between the tangent to a helix and the
straight generator of the cylinder on which the helix lies.
γ Lead angle The acute angle between the tangent to a helix and a plane
perpendicular to the axis of the cylinder on which the helix
lies.
’
(apostrophe)
Working A qualification applicable to every term defined from the
pitch surface of a gear in a gear pair.
d Diameter A generic symbol representing any diameter
r Radius A generic symbol representing any radius
Subscript b Base Relating to the base circle
t Parametric
coordinate
In defining various lines using parametric equations it was
necessary to select a parameter. The parameter chosen was
‘t’ and each t, t1 to tn is a parameter specific to the line being
defined. This is not an Australian Standard definition.
Note: Appendix A contains a comprehensive list of nomenclature and definitions

7
System for abbreviations: Rather than carrying around large complicated expressions for
either points or vectors, it has been necessary in this thesis to reduce these expressions to
symbols. The following system is used to achieve this:
• Points are simplified by taking the symbol for the point, usually an upper case letter,
and making its component a subscript. For example, the point F is represented by its
three coordinate components, Fx, Fy, and Fz.
• Vectors are:
o Represented in bolded all lower case or with a ‘hat’. For example, the vector
of the transversal would be represented as transversal whilst the vector ω
would be represented as ω .
o Simplified by making the direction a subscript of the symbol for the vector.
Consider for example, the vector 12v where the x component would be
represented by v12x.
• Lines are represented in bold with the first letter capitalised. For example, the line
formed by placing the transversal at a given point, say J, is the Transversal.
• Entities are usually represented in lower case non-bolded text. The base helix and slip
track are examples.
A comparison of relevant symbolism ‘standards’: There are some significant differences
between this work and that of Phillips’ despite the fact the work here is based on Phillips’
theories. Not the least significant of these differences is symbolism. Table 2 provides an
overview of these differences. Phillips uses symbolism that he developed over a series of
publications such as Phillips (1984, 1990) Freedom in machinery Volumes 1 & 2 respectively.
This symbolism was developed to explain and convey the theory.

8
Table 2: A comparison of Phillips' and Killeen's symbolism
Killeen’s
symbol
Description Phillips’
symbol
a Centre distance: The distance between the axes of a gear pair
as measured along a line perpendicular to the [both] axes.
C
Σ Shaft angle: The smallest angle through which one of the
axes must be rotated to bring the axes into coincidence (gear
pair with intersecting axes), or must be swivelled to bring
the axes parallel (gear pair with non-parallel non-intersecting
axes), so as to cause their directions of rotation to be
opposite.
Σ
u Gear ratio: The ratio of the number of teeth of the wheel to
that of the pinion
k
d’ Pitch diameter: The diameter of the pitch circle 2ε
γb Base lead angle: The lead angle of the base helix of an
involute gear α
rb Base circle radius: For an involute cylindrical gear, the
radius of the circle from which the tooth flank involute is
derived
a

9
CHAPTER 2 A SURVEY OF THE LITERATURE
The following chapter details work of previous authors in the fields of gear theory, design and
manufacture. There is also a section on literature in the field of thinking and problem solving.
2.1 A review of the literature on gear theory, design and manufacture
Probably the most significant single work on conventional gear theory is Townsend et al
(1992). This work, an amalgamation of the works of 26 gear specialists, covers a variety of
topics, some of which will be investigated in the following sections along with details of other
resources in the area of gear theory.
There is a range of literature on planar involute theory with works by Litvin, Shigley (1986)
and Mabie and Reinholtz (1987) to name a few. Mabie and Reinholtz (1987) provides an
excellent introduction to planar involute theory. There is also a range of internet resources
including a page explaining how to create the mathematical expressions for rack movements
for a helical gear written in Maple V.
The Australian Standard 2075 – 1991 describes specific aspects of a number of key types of
gearing including cylindrical, bevel and hypoid as well as providing the reader with some
basic kinematic and geometric definitions pertaining to these types of gearing. These
definitions provide a starting point for the development of a universally applicable set of
definitions and nomenclature. As previously mentioned, however, the standard falls short of
providing definitions applicable to general spatial involute gearing.
The work of Beam (1954) in explaining beveloid gearing attempts to tie all existing gear
theory together. It discusses how beveloid gearing can mesh with a range of other types of

10
gears and is insensitive to errors in manufacture. He also provides an excellent graphic
detailing the angles in beveloid gearing. The article, however approaches beveloid gearing
more from a gear theory and manufacturing perspective than a kinematic perspective. There is
no indication of the kinematic fundamentals upon which the gears are based.
Although there is a variety of gear literature on general gear topics and conventional gearing,
there is less on the mathematics of general spatial involute gearing. The vast majority of work
in this area has been undertaken by Phillips. His initial works ‘Freedom in machinery 1’
(1984) and ‘Freedom in machinery 2’ (1990) provide a comprehensive explanation of many
of the fundamental geometrical and kinematic theories that underpin the concepts presented in
this thesis. There is also a range of excellent graphics supporting the explanations.
The majority of the work Phillips completed in this field is contained in Phillips (2003).
Phillips has also published a number of papers. These include Phillips (1995), Phillips
(1999a) and Phillips (1999b). Phillips (1995) and (1999a) are an excellent introduction to the
links between three-body kinematic theory and gear design in the spatial arena. Phillips
(1999b) details the more practical aspects of gear design and development in an investigation
of the truncation of some theoretical gear tooth profiles developed using the theories detailed
in the previous two papers.
Other authors in the field investigate specific aspects of general spatial involute gearing
theory. Litvin in Townsend et al (1992) cites a number of his own publications. (They
constitute 14 of the 24 references he cited!). The theory presented, however, fails to draw the
whole discussion together. The discussion on pages 1.38-1.39, for example, highlights some
of the work occurring in the area of contact between surfaces and replicates the work of

11
Timoshenko and Goodier (1970), but fails to demonstrate how this would be applied to
gearing from a theoretical perspective.
There is a variety of literature available on topics such as analytical and functional gear
inspection. Townsend et al (1992) presents an overview of the whole topic of gear inspection
and focuses on specific types of gear inspection, providing schematics of inspection
arrangements. Bonfiglioli (1995) looks at some of the limitations of analytical inspection and
investigates advanced profile measurement techniques involving tracing the path of an
involute to a circle along the flank of a tooth. He then investigates ways to compare the as
measured profile to the theoretical profile.
Doebelin (1990) and Floyd (1992) provide an insight into electrical measurement systems
used for functional inspection and how these devices work. The discussion of instrumentation
theory and practice is comprehensive. Wells (1995) provides and overview of computer based
instrumentation and guidance on writing programmes for Labview-based ‘instruments’. This
book is written for the novice data acquisition and Labview user and, although it does not
replace actually doing it, Wells provides a good basic understanding of the principles of
virtual instrumentation. There are also a number of useful examples.
In the area of numerical analysis and statistics, Gerald and Wheatley (1989) cover a range of
topics and numerical analysis tools such as numerical differentiation whilst Walpole and
Myers (1993) provide an excellent understanding of the statistical theory required to analyse
and interpret analytical inspection data. There is also a plethora of material investigating
statistical tools on the internet. The Institute of Phonetic Sciences (IFA) (1999), for example,
provides a high level investigation of the suitability of particular tests to certain types of data.

12
Given the general mathematical nature of the work on developing a plain polyangular theory,
it is worth surveying the mathematical literature. Anton (1995) provides an explanation on a
range of topics in the areas of calculus, analytic geometry and vector-valued functions.
Importantly, he also provides insight into the application of the theory in the computer-
assisted environment. Edwards and Penney (1990) also provide coverage of a good range of
topics in pure mathematics suitable for application to gear theory.
In the area of gear manufacture, Townsend et al (1992) again provides a good overview of
gear manufacturing techniques. Woodbury (1976) contains an interesting investigation into
the history of gear manufacturing and the development of new techniques. It looks at some of
the thinking that preceded modern gear manufacturing and, in doing so, covers some basic
gear manufacturing theory.

13
CHAPTER 3 THE MATHEMATICS OF EQUIANGULAR AND PLAIN
POLYANGULAR INVOLUTE GEARING
Although there are dozens of types of gears and methods of manufacture, screw theory
provides the basis for their operation. Unfortunately, however, links to these fundamentals
are either invisible or have been foregone for ease of manufacture. The result is that there is
no link between the fundamental requirements of the gear set and the resulting gear
architecture and tooth form and modifications to tooth forms are required to address the
symptoms created by this lack of kinematic purity.
Phillips (2003) proposes a new approach to designing gears, an approach that has its basis in
screw theory and carries this theory into the design of the tooth form. This approach will
ultimately tie kinematicians, gear theoreticians and gear manufacturers together. The ‘string’
to achieve this is a comprehensive mathematical statement that ultimately takes, as its inputs,
the customer’s requirements and uses kinematics and gear theory to produce gear
architectures and surface geometries that manufacturers can turn into useable gears.
The objective of this work is to develop a mathematical expression that replicates the
geometry of Phillips (2003) for two special cases of the general spatial involute gear theory,
the equiangular and general plain polyangular case. This expression is to take as its inputs,
four fundamental values:
• the shaft angle (Σ),
• the transmission ratio (u),
• the centre distance (a) and
• the distance from the Centre Distance Line (CDL) to where meshing is to occur (rf).

14
It is to provide as its outputs key components of the architecture and surface geometry of the
equiangular and plain polyangular gear pair.
In keeping with the approach of previous work undertaken in this area, no complicated
mathematical theories, such as Plückers coordinates, are utilised to achieve these objectives.
Rather the level of mathematics used to develop the models is commonly seen in second and
third year engineering courses. The intention is to demonstrate that:
• despite the far reaching implications of Phillips’ theory and geometry and apparent
complexity of many ‘non-universal’ theories, it has solid foundations and
• these are easily developed from a mathematical perspective where the mathematics
required to achieve the outcomes shown below is within the grasp of gear
manufacturers.
A word of caution: The temptation for the reader is to compare the numerical results of the
various references of Phillips with the results in the following section. As many of the
examples to be used below are based on those of Phillips, one would expect the numbers to be
the same. It will become evident, however, that this is not the case due to the frame of
reference on which the works are based. In Phillips (2003) a geometrical frame of reference
was used where, after starting off with a specific set of axes to determine the answers to
fundamental kinematic questions, a different set of axes was adopted to develop the
architecture and surfaces of the gear bodies. The work below, being mathematically based,
was not afforded that liberty as it was necessary to keep the same axes throughput the
development for reasons of transparency. The set of axes used to develop answers to the
kinematic question were stuck to religiously for the development of the gear architecture and
surface geometry.

15
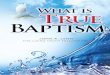
Figure 1 provides an overview of the architecture and shows the difference between the two
axis systems. The respective pitch circle radii of Phillips and Killeen are equivalent to each
other, however they are the mirror image of each other. The mirror plane is the plane defined
by the Transversal, the line created by joining the points defined by the intersection of the
plane y=r and the gear axes, and the y axis rotated 90 degrees about the y axis i.e. the mirror
plane contains the y axis and has the transversal as its normal.
The following mathematical development should therefore not be viewed as contradictory to
any of those appearing in Phillips (2003) but rather confirms, using algebraic means, the
universal application of the underlying geometry to all types of gears. Caution should,
however, be exercised when comparing numerical values.

16
Figure 1: A comparison of Phillips’ and Killeen’s architecture
Σ/2
Transversal
J
K
J
K
K
J
Σ/2
Transversal

17
Appendix B contains a process map on what is to follow. Each of the subheadings in the
following section involves three or four steps within the process map. A numerical
representation of the following algebraic work is shown in Appendix C.
3.1 The kinematic foundations
Phillips (2003, p78) visualises the kinematical arrangement of the tooth surfaces of a spatial
involute gear pair as two different involute helicoids1 mounted on their respective Gear Axes
touching at point in space. Figure 2 shows a general arrangement of two such involute
helicoids. The smaller involute helicoid (the pinion) acts on the larger involute helicoid (the
wheel) thereby driving the larger involute helicoid. In practice:
• A section of the involute helicoid would define the shape of the surface of the one side
of the tooth of a gear wheel
• the relative rotational speeds of the involute helicoids (ω1 and ω2) can be expressed as
function of the number of teeth on the gear wheels (z1 and z2) according to:
(1)
where:
ω1 =
ω2 =
z1 =
z2 =
the angular speed of the pinion
the angular speed of the wheel
the number of teeth on the pinion
the number of teeth on the wheel
1 The involute helicoid is defined in Appendix A.
uz
z==
2
1
1
2
ωω

18
Figure 2: The equivalent RSSR mechanism to a pair of spatial involute gears; the RSSR
At any instant the mating involute helicoids can be replaced by an equivalent Revolute,
Spherical, Spherical, Revolute or RSSR mechanism. The length of the RS linkages is
equivalent to the respective base circle radii (rb) of the helix used to generate the involute
helicoid. The transmission ratio, i, for the RSSR linkage and therefore for the spatial involute
gear pair can be shown to be:
(2)
as adapted from Phillips (1995) where:
rb1 and rb2 are the radii of the base circles
γ1 and γ2 are the angles the line-of-action subtends to the respective Gear Axes
(A modified version of Phillips 2002 figure 3.08)
22
11
sin
sin
γγ
b
b
r
ri =

19
Substituting (1) into (2) produces
(3)
This equation is dependent only on the base circle radii, rb, and the angles γ thereby
supporting Phillips (2003) claims that the transmission ratio is “independent of errors or
intentional variations made… in the angle between the input and output links [rb1] and [rb2].”
Similarly, equation (3) supports the hypothesis that the transmission ratio is also independent
of the errors in assembly such as variations in the centre distance, a.
Referring to Figure 1, a set of axes are defined such that the y-axis bisects the shaft angle Σ
and the z-axis is collinear with the CDL. Killeen (1996) showed that the equations of the gear
axes (GA), shown in Figure 1, are:
GA1 xGA1 = - t1.sinΣ/2
yGA1 = t1.cosΣ/2
zGA1 = a/2
GA2 xGA2 = t2.sinΣ/2
yGA2 = t2.cosΣ/2
zGA2 = -a/2
The key kinematic values, the relative angular velocity of the gears, ω12, the relative screwing
of the two gears, h12, the location of the screwing axis, z12, and the orientation of the screwing
axis, δ’, with respect to these axes, were formulated geometrically by and presented in
Phillips (1990) and the corresponding mathematical representations were developed in
Killeen (1996). The mathematical representations are restated here for convenience.
11
22
sin
sin
γγ
b
b
r
ru =

20
(4)
(5)
(6)
For the kinematic case, sense is important and u = -u. The ‘screwing axis’ is actually the
Pitch Line or the Instantaneous Screw Axis (ISA) as defined in Appendix A. The unit vector
of the Instantaneous Screw Axis (ISA) of the two gear bodies can be located from:
(7)
The first law of gearing re-stated: Phillips (1995) and Phillips (2003) states the first law of
gearing must apply for constancy of angular velocity ratios in gears. The first law of gearing
as stated in Phillips (2003, p42) is:
“…the contact normal must at all stages of the meshing be located in a such away that q tanφ
remains a constant, namely, p. The parameters q and φ are the shortest distance and the angle,
respectively, between the contact normal and the pitch line”. This is illustrated in Figure 3, a
copy of Phillips (2003, p42) and stated mathematically as:
(8)
1cos2
sin.212 +Σ−
Σ=
uu
uah
)1cos2(2
)1(2
2
12 +Σ−−−
=uu
uaz
+−
= Σ
)1(
)1(cotanarctan' 2
u
uδ
p = q tanφ
j'sini'cosˆ12 δδω +=

21
Figure 3: An illustration of the first law of gearing
Equation (8) can be re-stated using terms more in line with AS2075-1991 symbolism as
(9)
and could be derived from the fundamental equation of the linear velocity of any point in
body two with respect to body one,
(10)
where:
h12 = The pitch of the pitch line and is given by equation (4)
q = rISA-n = the minimum distance between the pitch line and the contact normal
i.e. the magnitude of the vector
φ = The angle between the pitch line and the contact normal
v12 = The vector representing the relative velocity of a point in body 2 with respect to
body 1
ωωωω12 = The unit rotational vector representing the relative rotation between the two
h12 = rISA-n tan φ
v12= h12ωωωω12 + ωωωω12 x r12
(Phillips 2003 p42)

22
bodies given by (6) and (7).
r12 = The vector representing the distance between the pitch line and the point under
consideration
Taking the fourth fundamental quantity, rf, a plane y=rf can be generated. This plane will
contain the point of contact between the two gear bodies, Qx, and can be visualised as a circle
of infinite radius centred on the y axis. A line, the Transversal, can then be generated by
joining the points where each of the gear axes intersect the plane y=rf. Killeen (1996) showed
these points, J and K, as shown in Figure 1, are:
J x = - rf .tanΣ/2
y = rf
z = a/2
K x = rf .tanΣ/2
y = rf
z = -a/2
Giving the Transversal the following parametric equation:
xTrans. = -2.rf.t4.tanΣ/2 + rf. tan Σ/2
y Trans.= rf
z Trans.= a.t4 - a/2
where:
t4 is a parameter describing the distance along the Transversal measured from J
The three lines, Gear Axis 1 (GA1), Gear Axis 2 (GA2) and the Transversal define a
surface in space called a parabolic hyperboloid and is shown in Figure 4.

23
Figure 4: The parabolic hyperboloid defined by GA1 & GA2 and the Transversal viewed along GA2
There are three cases for synthesis. These three cases, starting from the specific and
progressing to the general are shown in Table 3. One condition implicit in all of these
syntheses, however, is that the paths of the point-of-contact continue to intersect at Qx
(although, in general, this does not have to be the case).
Pitch circle 2
Pitch circle 1
Parabolic hyperboloid defined
by GA1, GA2 and the
transversal
Qx
Base circle11
Base circle21

24
Table 3: Cross reference between type of gear set and location of Qx
Type of gear set Location of Qx Reference within this
document
Plain
polyangular
Qx lying on the Transversal at a
position other than i times JK along
the Transversal measured from J. Qx
is on the surface of the parabolic
hyperboloid defined by GA1 & 2 and
the Transversal. A point at other than
i times JK along the Transversal
measured from J is F.
This scenario will be
investigated in Section 3.2.
Equiangular Qx is located i times JK along the
Transversal measured from J. ‘i’
times JK along the Transversal is E.
This scenario will be
investigated in Section 3.4.
General
polyangular
Qx is located at a general point on the
hyperbolic paraboloid but not on the
Transversal.
This scenario is not
investigated here.
3.2 The architecture of plain polyangular gears
Consider the more general case, the plain polyangular. Recall that, for the equiangular case,
the chosen point of contact Qx was at E and E lay on the Transversal at the points derived
above (Phillips 1995) i.e. ‘i’ times JK along JK. The polyangular case means the point Qx is
not at E as it was for the equiangular architecture but is elsewhere along the interval JK.
Qx could, theoretically, lie anywhere on the hyperbolic paraboloid defined by the Gear Axes
and the Transversal, shown in Figure 4, however ‘let us agree that the removal and
repositioning of Qx might first and most conveniently be made by moving it to and fro along
the said transversal JEYK’ (Phillips 2003 p238) i.e. the point of intersection of the paths of
the points of contact, Qx, is at a point on JK such that JQx: QxK u. This case will be the
subject of the following mathematical development.
Moving Qx along the Transversal towards J, decreases the size of the smaller wheel.
Alternately moving Qx towards K will increase the diameter of the smaller wheel until it

25
eventually is larger than the originally larger wheel. The movement along the Transversal
changes the ratio JQx: QxK, a ratio defined henceforth as εd’ where ε and d’ are defined by
AS2075 (1991) as ‘ratio’ and ‘pitch diameter’ respectively, although Phillips uses the symbol
‘j’. The location of Qx is therefore given when t4 = 1/(1+εd’) and the plain polyangular
equivalent of E, F, is given by:
(11)
The centres of the pitch circles for the plain polyangular case can then be stated as:
O’1
x = -rf.tanΣ/2(1+εd’.cosΣ)/( εd’+1)
y = rf.(1+ εd’.cosΣ)/( εd’+1)
z = a/2
O’2
x = rf.tanΣ/2( εd’+ cosΣ)/( εd’+1)
y = rf.( εd’+cosΣ)/( εd’+1)
z = -a/2
and the radii of the pitch circles, r’1 and r’2 can then be stated as:
22
22
'
2
22
22
'
'1
sin41
1'
sin41
'
arr
and
arr
f
d
f
d
d
+⋅+
=
+⋅+
=
Σ
Σ
ε
εε
The following points can be drawn from these equations:
• Setting εd’ equal to u produces the equiangular case.
• The sum of the pitch circle radii is 22
22sin4 ar f +⋅ Σ as it was for the equiangular
case.
F
)1(
)1(.
2
)1(
)1(tan.
'
'
'
'2
+−
−=
=+−
= Σ
d
d
d
d
az
ry
rx
εε
εε

26
By reverting to the first law of gearing and invoking (8) and (10) almost all of the values
required to calculate φ and v12 are known or can be determined easily. The only unknown is
r12. The distance between the Pitch Line and the point F is represented by r12, that is the
distance between the points where the Pitch Line passes through the plane
x cosδ + y sinδ = Fx cosδ + Fy sinδ
and F. Phillips (2003, p90) gives the point on the Pitch Line the symbol N and:
• in the absence of an equivalent Australian Standard symbol for this point
• Australian Standard 2075 not using ‘N’ for anything else
N will also be used here.
The point where the Pitch Line passes through this plane is Fx cosδ + Fy sinδ along the Pitch
Line and, from the parametric equation of the Pitch Line:
(12)
from which r12 can be determined.
Invoking (9) produces:
(13)
Similarly, all components of v12 are now known, that is,
v12 = h12 ωωωω12 + ωωωω12 x r12
becomes
(14)
r12 = < Fx (cos2δ−1)+ Fy cosδ.sinδ, Fy.(sin
2δ−1)+ Fx. cosδ.sinδ, z12-Fz>
12
12
ˆarctan
r
h=φ
δδδδδδ cos.sin.,cos)(sin.,sin)(cos.ˆ1212121212 yxzz FFFzhFzhv −−−−+=

27
from which v12 can be determined. The Polar Plane i.e. the plane which has as its normal
vector the relative velocity vector v12 and passes through the point Qx, is now also fully
specified. (The detailed calculations are shown in Appendix D.)
The best drive line, bdl, can now also be determined. The bdl is:
• The line along which the components of the relative velocity vectors in the two
involute helicoids are equal and in the same direction. (Phillips 2003 p88)
• Perpendicular to both v12 and the transversal. Calculating the cross product produces:
(15)
(The details of this calculation are in Appendix D.)
The two lines destined to become the paths of the points of contact, henceforth defined as the
lines of action are the bdl rotated + and -α (thereby creating two lines of action) within the
polar plane as described in Phillips (2003), ‘On either side of the bdl and within the polar
plane, set out the two paths of the points of contact Q’. Phillips (2003, p189) calls the angle
between the paths of contact and the bdl the angle of obliquity, however, the angle is the
pressure angle in planar terminology hence the symbol α.
Rotations about the normal to the polar plane (v12) are considerably more complicated for the
plain polyangular case than for the equiangular case as the polar plane, defined by v12, no
longer lies parallel to the plane defined by the y-axis. The rotation therefore comprises a
series of rotations about the z, x and y axis respectively where these rotations are defined by
the x, y and z components of v12.
)cos)(sin(tan.2
),cos.sin.(tan.2]cossin)[(),cos)(sin.(ˆ
12122
212121212
δδ
δδδδδδ
zf
yxfzz
Fzhr
FFrhzFaFzhaldb
−−
−−−−−−=
Σ
Σ

28
If:
• ρvz is the angle of inclination of the bdl to the yz-plane, where ρvz can be expressed as
a function of vi, vj and vk as shown in Figure 41 in Appendix D.
• ρvx is the angle of inclination of the bdl to the xz plane, where ρvx can be expressed as
a function of vi, vj and vk as shown in Figure 41.
α is the pressure angle
• the lines of action have the symbol loa, the components of the lines of action are
kji loaloaloa
…then the equation of the lines of action are:

29
kji loaloaloa = ×ldb ˆ
+−+−−++−+++−+−−+−++
vxvxvxvzvzvxvxvzvzvx
vzvxvzvxvxvxvzvzvxvxvzvz
vzvxvzvxvxvzvzvxvxvxvzvz
ραραρραρραρραρρρααρρραρρραρρααρρρρααρρραρρρραραρραρ
22
22222
22222
coscossin))1(cossincossinsin(cos))1(cossinsinsin(coscos
sinsin)1(cossin(coscos)cossin(coscoscossinsinsin)cos1(coscossin
)sinsin)1(cossin(sincos)cos1(cossincossinsin)sincos(cossincoscos
(16)

30
The lines of action are now fully defined as functions of the four fundamental design
parameters:
• the shaft angle (Σ),
• the transmission ratio (u),
• the centre distance (a) and
• the distance from the Centre Distance Line (CDL) to where meshing is to occur (rf).
3.3 The relationship between the Lines of Action and the Gear Axes
Figure 5 shows the relationship between the Best Drive Line and each Line of Action i.e. the
best drive line and each line of action passing through Qx.
Figure 5: The architecture of spatial involute gearing showing the Lines of Action
To determine the surface entities that will define the gear bodies the relationships between the
LOA and the Gear Axes must be known. These relationships are defined by the distance (rb)
between the Lines of Action and the Gear Axes and the angle (γb) the lines of action subtend
to the gear axes. For Gear Axis 1,

31
(17)
Similarly, for Gear Axis 2,
(18)
Rotating the radius, rb, around Gear Axis 1 and Gear Axis 2 generates two base circles for
each of the Lines of Action. The resulting base circles generated from Line of Action 2 were
also shown in Figure 5. The base circles generated from Line of Action 1 have been omitted
for clarity. The centre of the base circles lie t*1n and t
*2n along their respective Gear Axes
where:
t*1n represents the distance between the intersection of the CDL and Gear Axis 1 and the
centre of base circle 1n
t*2n represents the distance between the intersection of the CDL and Gear Axis 1 and the
centre of base circle 2n
The angle the Lines of Action subtend to Gear Axis 1 is given by:
(19)
(The detailed algebraic manipulations used to derive these equations are in Appendix D.) To
calculate the transmission ratio, equation (2) requires the sine of γb rather than the cosine of
γb. In the above equation, there is enough information to determine sinγb. As cosine is the
222
2
2222
'
',1
)cossin(
)cossin(sin
1
2
ΣΣ
ΣΣΣ
⋅+⋅+
⋅+⋅+⋅⋅
+=
ijk
ija
kf
d
d
nb
loaloaloa
loaloaloarr
εε
222
2
ˆ
2222
'
,2
)cossin(
)cossin(sin
1
2
ΣΣ
ΣΣΣ
⋅−⋅+
⋅−⋅−⋅⋅
+−
=ijk
ija
kf
d
nb
loaloaloa
loaloaloarr
ε
2
ˆ
2
ˆ
2
ˆ
22
,1
cossincos
kji
ji
nb
loaloaloa
loaloa
++
⋅+⋅−=
ΣΣ
γ

32
adjacent side over the hypotenuse of a right triangle, the equation can be verified graphically
as in Figure 6.
Figure 6: The cosine of cosγb
Using the theorem of Pythagoras, PR can be shown to be
2222 )sincos( kji loaloaloa +⋅+⋅ ΣΣ from which:
(20)
Similarly the angle each Line of Action subtends to Gear Axis 2 is given by:
(21)
and, again this can be rearranged to produce:
222
22
,2
cossincos
kji
ji
nb
loaloaloa
loaloa
++
⋅+⋅=
ΣΣ
γ
222
2222
,1
)sincos(sin
kji
kji
nb
loaloaloa
loaloaloa
++
+⋅+⋅=
ΣΣ
γ
γb1,n
222
kji loaloaloa ++
22 cossin ΣΣ ⋅+⋅− ji loaloa
P Q
R

33
(22)
Substituting and simplifying, (2) becomes
(23)
3.4 A special case of the plain polyangular – equiangular gearing
As stated in Table 3, for the equiangular case, Qx is on the Transversal and is given the
designation E. The location of E is determined by letting t4 = 1/(1+u). The coordinates of E
are:
E
)1(
)1(.
2
)1(
)1(tan. 2
+−
−=
=+−
= Σ
u
uaz
ry
u
urx
f
f
This result can be compared to the fundamental kinematic equations. Consider the equation of
the location of the pitch line, (5) and let Σ equal zero, which is equivalent to assuming a
planar set then (5) becomes:
)1(2
)1(
)1)(1(2
)1)(1(
12
12
−+−
=
−−−+−
=
u
uaz
uu
uuaz
This is almost the same as the above equation for zE. The difference, of course, lies in the fact
that the sense of u changed from the kinematic case to the architectural case in Killeen (1996).
In the kinematic case u = -u however in the architectural case u = u. Making this
substitution produces:
222
2222
,2
)sincos(sin
kji
kji
nb
loaloaloa
loaloaloa
++
+⋅−⋅=
ΣΣ
γ
)cossin(sin
)cossin(sin(
sin
sin
2222
2222
22
11
ΣΣΣ
ΣΣΣ
⋅−⋅+⋅⋅−
⋅+⋅+⋅⋅=
⋅⋅
ija
kf
ija
kf
bb
bb
loaloaloar
loaloaloar
r
r εγγ

34
)1(2
)1(12 +
−−=
u
uaz
This equation can, in turn, be back substituted into the z component of the Transversal to
determine t4 and t4 subsequently used to determine xTrans and yTrans. This process, of course,
produces the same result as above.
With the benefit of hindsight, a number of aspects of the characteristics of the Equiangular
gear set investigated in Killeen (1996) have become clearer. This is particularly evident in the
area of mathematical proofs. The Lines of Action which are destined to become the
generators of the surface of the hyperboloid, as opposed to the generators of the base involute
helicoid, are inclined at γb to the Gear Axes, as illustrated in Figure 5. Killeen (1996) then
goes on to state the value of the cosγb to be:
(24)
(25)
Herein lies the problem. The transmission ratio of the RSSR mechanism equivalent to the
gear bodies, given by (2), is expressed in terms of sinγ whilst the equations above are
expressed in terms of cosγ. This is not a problem for numerical analysis, however
completeness requires an explicit value of sinγ.
The simplest way to determine sinγ, is to construct a right triangle such that in accordance
with cos γ = adjacent/hypotenuse, the numerator in both equations (24) and (25) is the
adjacent and the denominator is the hypotenuse as shown below. Determining sinγ can then
be determined by calculating the opposite side and the ratio opposite/hypotenuse.
2222
22
,2
2222
22
,1
tan4
)tansin2cos(sincos
tan4
)tansin2cos(sincos
Σ
ΣΣ
Σ
ΣΣ
+
+=
+
+−=
ra
ra
ra
ra
nb
nb
ααγ
ααγ

35
Figure 7: The right triangle of cosγb
From the theorem of Pythagoras, PR2 = QR
2-PQ
2, the opposite side can be determined from:
)sinsin1(tan4tansincossin4)sincos1(
)tansin2cos(sintan4
222
222
222
2222
222
22
2222
ΣΣΣΣΣ
ΣΣΣ
−+−−=
+−+=
αααα
αα
rraa
raraPR
Consider, as Fred Sticher did, the following substitution,
)-osA cos ϕαγ (= c
where A and φ are arbitrary constants, then
)sinsincosA(cos cos ϕαϕαγ +=
Equating coefficients of cosα and sinα with those in equations (24) and (25)
Summing the squares and adding produces
Α=sinΣ/2
and dividing Asinϕ by Acosϕ produces
( )
( ) 222
2
22
222
2
22ra
tan
sintAsin
tan
sinAcos
Σ
ΣΣ
Σ
Σ
+=
+=
ra
ra
anϕ
ϕ
√(a2+4r
2tan
2Σ/2)
sinΣ/2(a.cosα+2r.sinα.tan
Σ/2)
γb
P Q
R

36
(26)
therefore
where
The hypotenuse of the aforementioned triangle is then equal to one and:
(27)
where again
Sticher’s substitution considerably simplifies the previous equations for γ and, as Table 4
shows, produces the same result. Consider the case of Gear Axis 2 and Line of Action 2 with
parameter values of Σ=50o, a=80mm, r=140mm, u=0.6 and α=-20
o,
Table 4: Comparison of the results of the complex and simple expressions for γb21
Equation (24) (27))
cosγb21 √(1− cos2γb21) (=sinγb21) sinγb21
0.08422928 0.9964464… 0.9964462…
The transmission/gear ratio resulting from the equivalent RSSR mechanism, from equation
(3), can therefore be stated in terms of the fundamental design quantities, r, a and Σ by
substituting into (2). It is:
)(cossin1sin 22
2 ϕαγ −−= Σ
a
r 2tan2tan
Σ=ϕ
)cos(sincos 2 ϕαγ −= Σ
a
r f 2tan2tan
Σ
=ϕ
a
r
f 2tan2tan =ϕ

37
(28)
where:
rb2n and rb1n are the lengths of the RS linkages 1 and 2 (from Figure 2) respectively
φ is given by(26)
Equation (27) provides an equivalent expression to equations (24) and (25) in terms of sinγ
rather than cosγ. An explicit expression is therefore available for the transmission ratio, i, by
substituting equation (27) into equation (2). This provides i as a function of fundamental
design parameters such as the perpendicular distance between the axes, the angle between the
axes i.e. it algebraically links the transmission ratio to the fundamental design parameters.
3.5 The resulting entities generated from the plain polyangular architecture
Returning to the plain polyangular case, the Gear Axes and the Lines of Action define three
geometric entities, the base helix, the base hyperboloid and the involute helicoid. The latter
two define a fourth geometric entity, a line entity representing the line of intersection of the
hyperboloid and helicoid, the slip track. The following section contains an analysis of the key
characteristics of these entities.
The base helix can be expressed as a function of the base circle radii (rb) and the angle of
inclination (γb) of the generator to the axis. Killeen (1996) showed the equations of the base
helix expressed as functions of rb and γb, are:
(29)
bbBH
bBH
bBH
trz
try
trx
γtan
sin
cos
7
7
7
===
)(cossin1
)(cossin1
22
2
1
22
2
2
φα
φα
−−
−−=
Σ
Σ
nb
nb
r
ru

38
Killeen (1996) also showed the two fundamental surfaces, the hyperboloid and the involute
helicoid, with their axes lying along the z axis and their throats in the x-y plane, defined as a
function of rb and γb:
(30)
and:
(31)
respectively, and that the equation of the line representing the intersection of these two
surfaces, the slip track, is:
(32)
where:
rb = the minimum distance between the Line of Action and the Gear Axis and is given by
(17) and (18)
γb= the angle the Line of Action subtends to the Gear Axis given by (19) and (21)
µ= a parameter describing the distance along the generator of the involute helicoid where
the point generated by the equation lies
t7= a parameter describing the rotation of the tangent to the helix or the involute roll
angle; a parameter describing the angle of rotation of the point on the slip track about
the z axis
By way of example, Figure 8 provides a three dimensional view of a general slip track (the
perpendiculars to the z axis shown in light blue provide a frame of reference) and Figure 9
illustrates the behaviour of the slip track by tracing the coordinates for various values of t7.
bb zryx γ2222 tan+=+
bbbIH
bbIH
bbIH
trz
ttry
ttrx
γµγγµγµ
sintan
coscossin
sincoscos
7
77
77
+=+=−=
b
b
ST
bb
b
bST
bb
b
bST
trz
ttr
try
ttr
trx
γ
γγ
γγ
2tan2
costan2tan2
sin
sintan2tan2
cos
7
7
7
7
7
7
7
=
+=
−=

39
Figure 8: An illustration of the slip track for the case where rb = 51.58 and γb = 1.909 rad
Figure 9 : Graph of the coordinates of the slip track
Graph of coordinates of a general slip track(r
b=51.58 γb
=1.909 rad)
-250
-200
-150
-100
-50
0
50
100
150
200
250
-3.0
-2.6
-2.2
-1.8
-1.4
-1.0
-0.6
-0.2
0.2
0.6
1.0
1.4
1.8
2.2
2.6
3.0
t7 (rads)
x y z Dist. f rom z axis
Slip track
Perpendicular
from the z
axis to the
slip track

40
It is extremely important to note that defining the surface and line entities in this way means
the frame of reference has changed. Previously the axes of the gear bodies were collinear with
the Gear Axes and the centre of the base circle lay on the respective Gear Axis thereby
defining the origin of the line/surface entity. Equations (29) to (32) describe entities with their
axes collinear with the z-axis, the plane defined by the base circle lies on the x-y axis and the
origin of the entities, defined by the centre of the base circle, lies on (0,0,0). This is clearly
illustrated by Figure 9 as z varies linearly with t7.
Given the location of F (Qx) with respect to the origin of the line/surface entities must stay the
same, the location of F with respect to the origin of the entities described by (29) to (32), is
given by one of two equations depending on which Gear Axis is under consideration.
For Gear Axis 1, the location of F is given by:
(33)
For Gear Axis 2, the location of F is given by:
(34)
where:
t*1/2n = the distance from the CDL to the centre of the throat circle of base hyperboloid
1/2n measured along GA1/2
−−
−
+−
−+− ΣΣ
ΣΣ
Σ
10
0010
0cos0sin
0sin0cos
1)1(
)1(.
2)1(
)1(tan.
1*
2
22
22
'
'
'
'2
na
d
d
f
d
d
f
t
arr
εε
εε
−−−
−
+−
−+− ΣΣ
ΣΣ
Σ
10
0010
0cos0sin
0sin0cos
1)1(
)1(.
2)1(
)1(tan.
2*
2
22
22
'
'
'
'2
na
d
d
f
d
d
f
t
arr
εε
εε

41
3.6 Algebraic proof of the relationships between the slip track and the base helix
Given equations (17) to (32), conclusive mathematical proofs can be determined for what
have hitherto been geometrically ‘obvious’. The following section sets out to investigate,
from a mathematical perspective, the relationships between key aspects of the relationships
between the base helix and the slip track. In doing so, it will validate Phillips’ (2002, pp72-
74) geometrically derived formulations these relationships.
The angle between the base helix and the slip track is:
STBH
STBHSTBH
trtr
trtr
)(')('
)(')('cos
•=−ς
where, given a general line in space defined by r(t), the tangent to the line at the point
determined by t, is r’(t) and similarly the second derivative is r”(t) i.e. if:
r(t) = x(t)i + y(t)j + z(t)k
then r(t) = x(t)i + y(t)j + z(t)k
and r(t) = x (t)i+y (t)j+z(t)k
Applying this to the base helix and slip track:
222222''''''
''''''cos
STSTSTBHBHBH
STSTSTBHBHBH
STBH
zyxzyx
zyxzyx
++++=−ς
where:
bbBH
bBH
bBH
rz
try
trx
γtan'
cos'
sin'
7
7
==
−=
and
(35)
b
b
ST
bb
b
bST
bb
b
bST
rz
tttr
try
tttr
trx
γ
γγ
γγ
2tan2
'
)sin(cos2tantan2
cos'
)cos(sin2tantan2
sin'
7777
7777
=
−+=
+−−=

42
Substituting and simplifying produces
(36)
Figure 10 is a graph of (36) for the aforementioned numerical example. It clearly shows a
localised maximum of π or 1800 at t7 = 0. The slip track and core helix are tangential to one
another at t7=0.
Figure 10: The angle between the slip track and the base helix for the general plain polyangular case
The key outcomes of (36) are:
• The graph intersects the y-axis at 3.14159… or π radians i.e. the slip track is parallel
to the base helix at t7=0. This conforms to Phillips (2003, p73) and is equivalent to the
conclusion that at Ω=0 [t7=0], the slip track and the core helix are tangential with one
another.
ANGLE BETWEEN BASE HELIX AND SLIP TRACK
0
0.5
1
1.5
2
2.5
3
3.5
-4 -3 -2 -1 0 1 2 3 4 5
ROTATION, (t, rads)
AN
GL
E,
(ra
d)
Gear set 11
Gear set 21
[ ])1tan(2tan)2tantan1()tan1(
2tantan1cos
22
7
24
122
12 ++++
+=−
bbbbb
bb
STBH
t γγγγγ
γγς

43
• The denominator approaches ∞ as t7 approaches ∞ i.e. the further the point under
consideration is from the throat circle, the closer the angle between the slip track and
the base helix is to π/2 rads.
3.7 The mathematics of some fundamental planes
Given the previously developed mathematical surfaces, now fully defined, it is possible to
explicitly determine the behaviour of various planes lying on these surfaces. Phillips (2003,
p75) defines a triad of planes defined by the involute helicoid called the curvature triad.
These planes, illustrated in Phillips’ figure 3.05 and 3.07, are the:
1. plane of adjacency, a tangent plane to the involute which contains one of the straight
lines that defines the surface of the involute
2. plane normal to the said ruling [of the involute helicoid]
3. plane containing the said ruling [of the involute helicoid] and the relevant ruling upon
the hyperboloid’
Figure 11 shows two points selected at random on a general involute helicoid.
Figure 11: Two points on a general involute helicoid viewed along the axis of the base helix
Base circle
Point 1
Point 2
Generator 1
Generator 2
Perpendicular 1
Perpendicular 2

44
The perpendicular is perpendicular to the generator at the selected point on the generator and
passes through the axis of the involute helicoid. The three aforementioned planes (1, 2 and 3)
can be constructed at the point of intersection of the generator of the involute helicoid and the
perpendicular. Figure 12 shows the planes (represented as triangles) and the normals to the
said planes.
Figure 12: The triad of planes defined by the involute helicoid
The plane of adjacency, plane 1, can be envisaged as the plane defining the face of a face-
milling cutter as it cuts the tooth surface. If the face of the face milling cutter was to have the
same orientation as the plane of the adjacency as it moved over a piece of metal, a gear tooth
would be formed.
The plane of adjacency is tangential to the surface of the involute helicoid so the orientation
of the face of the face milling cutter, as it moves over the surface, can be determined. If there
is a surface represented by the parametric equations r(u,v) and the partial derivatives
Perpendicular 1
Generator 1
Point 1
Normal to
plane 3
Normal to
plane 2 Normal to
plane 1

45
ur
∂∂ and
vr
∂∂ are both continuous over the region and non zero at any point (u0, v0), then
ur
∂∂ is the tangent to the u curve and
vr
∂∂ is the tangent to the v curve at the point (u0, v0),
0≠∂∂×∂
∂v
ru
r and
(37)
(Anton 1995 p795)
where
vz
vy
vx
uz
uy
ux
kji
v
r
u
r
∂∂
∂∂
∂∂
∂∂
∂∂
∂∂=
∂∂
×∂∂
ˆˆˆ
and where the vector, n, is the normal defining the tangent plane at the point r(u0, v0). n is a
unit vector perpendicular to both u
r∂
∂ and v
r∂
∂ as shown in Figure 13.
Figure 13: The tangent plane of r at (u0, v0) represented by its normal, n.
Killeen (1996) demonstrated that the involute helicoid can be defined as:
r(µ, t7) = (rb .cost7 – µ .cosγb.sint7)i + (rb .sint7 + µ .cosγb.cost7)j + (rb .t7 . tanγb + µ .sinγb)k
(38)
v
r
u
r
v
r
u
r
n
∂∂
×∂∂
∂∂
×∂∂
=ˆ
(Anton 1995 p796)

46
The partial differentials are therefore:
(39)
(40)
Substituting these into (37) and evaluating produces:
kjttr
t
rbbbbb
ˆ)cos(ˆ)cossincos(i)sinsincos( 2
77
7
γµγγµγγµµ
−++−=∂∂
×∂∂
from which
b
r
t
r γµµ
cos7
=∂∂
×∂∂
and
(41)
The equation of the plane defined by the normal and a point in the plane, given by (41) is:
bbbbb
bbbbbbb
bbbbbb
trzytxt
trttrt
ttrtzytxt
γγγγγµγγγµγ
γµγγγγ
sincoscossinsinsin-
)sintan(cos)coscossin(cossin
)sincoscos(sinsin-coscossinsinsin-
777
7777
77777
−=−++−+
+−=−+
A point on the base helix lies in the above plane, therefore substituting the equation of the
base helix into the above equation and solving provides a cross-check.
bb
bbbbbbbbb
trRHS
trttrttrt
γγγγγγ
sin
sintancossincossincossinsin-LHS
7
777777
−=
−=−+=
bb
bb
bb
rt
z
ttrt
y
ttrt
x
γ
γµ
γµ
tan
sincoscos
coscossin
7
77
7
77
7
=∂∂
−=∂∂
−−=∂∂
b
b
b
z
ty
tx
γµ
γµ
γµ
sin
coscos
sincos
7
7
=∂∂
=∂∂
−=∂∂
kjtitn
kjt
it
n
bbb
b
b
b
bb
b
bb
ˆcosˆcossinˆsinsin-ˆ
ˆcos
cosˆcos
cossincos-ˆcos
sinsincos-ˆ
77
2
77
γγγ
γµγ
µγµγγµ
γµγγµ
−+=
−+=

47
∴ the equation of the plane is verified. Figure 13 shows that the vectors defining 2 and 3
above are, in fact, developed in the process of developing (41). Planes 2 and 3 are defined,
respectively, by calculating the cross product of (39) and (40) (restated here for convenience):
b
b
b
z
ty
tx
γµ
γµ
γµ
sin
coscos
sincos
7
7
=∂∂
=∂∂
−=∂∂
bb
bb
bb
rt
z
ttrt
y
ttrt
x
γ
γµ
γµ
tan
sincoscos
coscossin
7
77
7
77
7
=∂∂
−=∂∂
−−=∂∂
Phillips (2003, p75) then defines a fourth plane inclined at to the aforementioned triad. The
fourth plane is the rectifying plane of the Tangent vector-Normal vector-Binormal vector
(TNB) triad, defined by the normal vector to the slip track.
The normal vector and therefore the rectifying plane can be determined by determining the
tangent vector and the normal vector in turn. The unit tangent vector, T(t), to the slip track can
be determined from:
(42)
(Anton 1995)
where:
T(t) defines the normal plane to the line at the point under consideration
r(t) is given by (35)
)(' tr is the magnitude of r(t)
All of the components are theoretically calculable, however, determining )(' tr where r’(t) is
given by (35), will be a long and cumbersome process. Consequently the risk of making a
)('
)(')(
tr
trtT =

48
mistake will be high. In the first instance it is more practical to graph the numerical results.
Figure 14 shows the result of graphing the components of equation (42).
Figure 14: Graph of the unit tangent vector components
Figure 14 illustrates the characteristics of the tangent to the slip track. Phillips (2003, p351)
nominates the tangent as one of the lines defining the rack triad. The rack triad, he goes onto
explain, is ‘intimately related to the cutting mechanics on both sides of the phantom rack.’
The principal unit normal vector is determined from:
(43)
(Anton 1995)
where:
N(t) defines the rectifying plane
T(t) is the differential of equation (42)
)(' tT is the magnitude of T(t)
GRAPH OF UNIT TANGENT VECTOR VALUES FOR ST11
-1.5
-1
-0.5
0
0.5
1
1.5
-4 -3 -2 -1 0 1 2 3 4 5
Rotation (t7), RADS
x
y
z
)('
)(')(
tT
tTtN =

49
Calculating T’(t)
(44)
Again, it is theoretically possible to calculate )(' tT however it is more practical to simply
plot the numerical results. Figure 15 is a graph of equation (43).
Figure 15: Graph of the unit normal vector of slip track 11
The binormal vector determined from:
(45)
(Anton 1995)
B(t) defines the osculating plane
T(t) is the unit tangent vector given by (42)
N(t) is the normal vector given by (43)
GRAPH OF UNIT NORMAL VECTOR FOR ST11
-1.5
-1
-0.5
0
0.5
1
1.5
-4 -3 -2 -1 0 1 2 3 4 5
Rotation (t7), RADS
x
y
z
0"
2tantan)cossin2(2
sin"
2tantan)sincos2(2
cos"
7777
7777
=
+−−=
−−−=
ST
bb
b
bST
bb
b
bST
z
tttr
try
tttr
trx
γγ
γγ
)()()( tNtTtB ×=

50
Figure 16: A graph of the binormal vector for slip track 11
Therefore there are a total of six planes defined at any point on the slip track, three defined by
the involute helicoid passing through the slip track and three defined by the slip track itself.
Determining the corresponding equations of the planes at any given point on the involute
helicoid/slip track, however, is presently not possible. Equations (39) and (40) have µ as an
unknown.
Equating the ‘z’ components of the equation of the involute helicoid and the slip track,
equations (31) and (32), respectively and solving for µ produces:
(46)
The results of equation (46) can be back substituted into equations (39) and (40) to produce
the Phillips’ (2002, p75) curvature triad. For any given t7, the six planes are, therefore, fully
defined.
GRAPH OF BINORMAL VECTOR FOR ST11
-1.5
-1
-0.5
0
0.5
1
1.5
-4 -3 -2 -1 0 1 2 3 4 5
Rotation (t7), (RADS)
x
y
z
b
bbbrtγ
γγµ
sin
tan22tan
27
−=

51
3.8 Discussion
The key objectives of this chapter were to develop mathematical expressions for the plain
polyangular gear architecture and surface geometry of Phillips (2003, pp237-284) using basic
engineering mathematics. As equations (4) to (36) show, these objectives have been met.
Key results of the plain polyangular model included:
• the location of F is given by:
)1(
)1(.
2
)1(
)1(tan.
'
'
'
'2
+−
−=
=+−
= Σ
d
d
d
d
az
ry
rx
εε
εε
• the relative velocity vector is given by:
δδδδδδ cossin,cos)(sin,sin)(cosˆ1212121212 FFFF yxzzhzzhv −−−−+=
• the base radii of the gears are given by:
2ˆ2ˆ2
2
ˆ
ˆ2ˆ22ˆ2
'
'
,1
)cos(sin
)cos(sinsin
1
2
ijk
ija
k
d
d
nb
loaloaloa
loaloaloarr
ΣΣ
ΣΣΣ
++
++
+=
εε
and
2ˆ2ˆ2
2
ˆ
ˆ2ˆ22ˆ2
'
,2
)cos(sin
)cos(sinsin
1
2
ijk
ija
k
d
nb
loaloaloa
loaloaloarr
ΣΣ
ΣΣΣ
−+
−−
+−
=ε
where i
loa ˆ , j
loa ˆ and k
loa ˆ can be determined, using Equations (15) and (16), from the key
functional performance values of:
• centre distance
• shaft angle
• transmission ratio
• meshing radius.
The lead angles of the gears are given by:

52
2
ˆ
2
ˆ
2
ˆ
2
ˆ
22ˆ2ˆ
,1
)sincos(sin
kji
kji
nb
loaloaloa
loaloaloa
++
++=
ΣΣ
γ
and
2
ˆ
2
ˆ
2
ˆ
2
ˆ
22ˆ2ˆ
,2
)sincos(sin
kji
kji
nb
loaloaloa
loaloaloa
++
+−=
ΣΣ
γ
Equations (42) to (46) extended the applicability of the work by providing a preliminary
investigation into the orientations of key planes. Initial indications are that these planes will
be central the machining of plain polyangular involute gearing.

53
CHAPTER 4 GEAR INSPECTION
One of the objectives of this thesis is to ‘compare the theoretical transmission ratio to the
actual transmission ratio for a gear body pair designed using Phillips’ (2002) theory and
process’. To achieve this objective, a structured process needs to be followed. This chapter
provides an overview of the principles and methods of gear inspection. It is not intended to be
a detailed investigation of the respective types of gear inspection. Rather its aim is to provide
a background for the chapters to follow.
There are two broad categories of gear inspection:
1. Functional inspection and
2. Analytical inspection
The remainder of this chapter contains an overview of the principles of functional and
analytical inspection as they apply to gears generally.
4.1 Functional inspection
Functional inspection was the earliest form of testing (Townsend, Broglie, Smith 1992) and
involves the rolling of two gears, one of which may be a master, to determine whether the
gear is fulfilling its primary and secondary functions. Functional inspection in this thesis
focuses on the fulfilment of the primary function. The primary function of a gear is to
transmit motion from one axle to another axle at a predefined ratio i.e. to produce relative
rotational ‘speeds’ between the gears equal to the transmission ratio. Secondary functions
such as, to have variations in transmission ratio of less than 1% or to produce vibration levels
less than or equal to ‘x’Gs or composite variations of less than or equal to ‘y’ will be
investigated in less detail.

54
The basic idea behind functional inspection is, assuming the pinion is the driving gear in a
gear pair, that:
(47)
where:
i = the transmission ratio or the ratio of the angular speed of the first driving gear to that of
the last driven gear and can be calculated from ω2/ω1
u = the gear ratio or the ratio of the number of teeth on the wheel to that of the pinion and
can be calculated from z1/z2
which, when substituted, produces
(1)
where (stated again here for convenience):
ω1 =
ω2 =
z1 =
z2 =
the angular speed of the pinion
the angular speed of the wheel
the number of teeth on the pinion
the number of teeth on the wheel
By measuring this value using mechanical or electrical means, the theoretical gear ratio can
be compared with the actual transmission ratio graphically to determine the transmission
error. Houser (1992) points out that there are two forms of transmission error:
• Loaded Transmission Error (LTE) and Manufactured Transmission Error (MTE).
• LTE accounts for deflection of the teeth due to loading and is influenced by the
following factors:
o Mean tooth compliance, which is a constant component affected by profile
modifications
ui
1=
2
1
1
2
z
z=
ωω

55
o a combination of mesh stiffness variation and MTE producing a time varying
error.
• MTE is determined by testing an unloaded gear pair in a single flank gear tester. The
major influences on MTE are profile inaccuracies and gear tooth runout. Perfect
involute profiles produce little or very small but constant transmission error traces.
4.2 Analytical inspection
Analytical inspection involves the measurement of dimensional characteristics such as profile
geometry, tooth thickness, lead and spacing and it determines whether the product of the
manufacturing process conforms to the theoretical requirements. Analytical inspection:
• looks for the causes of functional failures or failure modes
• leads to modification of the manufacturing process to maintain tooth accuracy or
ensure the dimensions of the gear fall within a pre-defined error band.
The first three criteria for satisfactory operation of gears (Degarmo, Temple Black, Kohser
1990) relate to aspects of gearing determined by analytical inspection. These criteria are:
• The actual tooth profile must be the same as the theoretical tooth profile.
• The tooth spacing must be uniform and correct.
• The actual and theoretical pitch circles must be coincident and be concentric with the
axis of rotation of the gear
• The actual and theoretical tooth surfaces must be smooth and sufficiently hard to resist
wear and prevent noisy operation.
• Adequate shafts and bearings must be provided so that the desired centre distances are
retained under operational loads.
Analytical inspection would, for example, be applicable to the gear bodies shown in Figure
17. Various characteristics of the gear body could be tested including involute measurement

56
and lead measurement. Other characteristics, including tooth spacing, index measurement,
base tangent measurement and chordal tooth thickness require the use of a gear wheel.
Although analytical inspection would be of some value at this stage of the gear development,
further limitations are imposed on this form of inspection by errors generated in the
manufacturing process.
Improvements in analytical gear inspection have been facilitated by the development of
computer hardware and software specifically designed for the task. There is a wide variety of
gear inspection equipment and technical data available and measurements with accuracy of
less than 1µm are possible (Townsend, Broglie, Smith 1992). Similarly, developments in
hardware and software have made gear inspection equipment more flexible. Machines are
capable of measuring both different types of gears and different aspects of the same gear.
Figure 17: A spatial involute gear body
The profile generated by the manufacturing process, the actual profile, potentially differs from
the design or theoretical profile in a number of ways. The first of these possible differences is
the variation of the tooth’s normal profile. Under close inspection, using a stylus-based
roughness gauge for example, the profile may actually look like the one shown in the figure

57
below (Appendix E contains an explanation of surface roughness gauges). Note the variation
between the normal and theoretical profile overlay. This is further illustrated by graphing the
deviation measured against a length proportional to the position of the point of measurement
on the pressure line. This graph is also shown in Figure 18.
Figure 18: The real tooth profile and the graph of the profile
Figure 18 also clearly shows a series of lines on the flank. These lines are troughs and peaks
created by the manufacturing process. The error measured by the roughness gauge therefore
originates from two sources:
1. The manufacturing process itself, and
2. The measurement process. The ball on the gauge tends to jam in the troughs.
All of the above inspections provide a measure of tolerance. Tolerance is the magnitude of
“permissible variation of a dimension or control criterion for the specified value” (Smith
1992). The most significant factor affecting the selection of tolerances is that of function.
Tolerance selection must be performed in light of its effect on the transmission ratio and the
criticality of transmission ratio to the final application.
The selection of tolerances is also influenced by non-functional requirements such as cost of
manufacturing. Cost increases with increasing tightness on tolerances. To minimise the cost,
(Bonfiglioli 1995)

58
the tolerance should be set as low as is necessary to achieve the functional performance
criteria. On the other hand, an example of a non-functional manufacturing tolerance in Smith
(1992) is the tolerance placed on lateral runout. Although this is not critical to the gears’
performance per se, it may be necessary in order to obtain “functional tolerance on total
composite variation”. Some other non-functional requirements in the manufacture of gears
include tolerances applied to gear wheel mountings such as keyways, setscrews and boltholes.

59
CHAPTER 5 FUNCTIONAL INSPECTION OF EQUIANGULAR
SPATIAL INVOLUTE GEARS USING ENCODERS
This chapter applies the principles of functional inspection to the equiangular spatial involute
gear body pair produced by the author (Killeen 1996). Following a brief introduction to the
theoretical background of the gear body design and its implications on transmission ratio, this
chapter discusses the fundamental design principles upon which the gear body test rig design
was based and goes on to describe a functional test of the gear body pair using optical
encoders. The results of that test are then discussed in detail with particular attention paid to
the causes of errors encountered within the test.
5.1 Background
A device that provides a means of measuring the transmission ratio is the single flank gear
tester. The single flank gear tester, illustrated in Figure 19, uses optical encoders to measure
the angular velocity of the driven gear whilst the axis of the driving gear rotates at a constant
angular velocity. The principle is applicable to not only spur and helical gears but also spiral
bevel, worm and hypoid gears.
The remainder of this chapter investigates the claims of constancy of transmission ratio, i, for
the ‘as manufactured’ gear bodies and the impact of variations in a and Σ on the transmission
ratio using a single flank gear test rig designed to accommodate the spatial involute set. The
‘as manufactured’ gear bodies were previously constructed in Killeen (1996) with the basic
dimensions shown in Table 30 (in Appendix C) however principles identical to those in
Section 3.4 were applied.

60
Figure 19: A schematic of a single flank gear tester
5.2 Aim
To investigate the hypothesis of Phillips that spatial involute gearing produces constancy of
transmission ratio and that this constancy of transmission ratio is independent of small
variations in fundamental quantities used to design the gearing.
5.3 Method
To test the claims of constancy of transmission ratio, i, a test rig is required. The design of
this test rig is governed by the requirements of the rig. These requirements or the functional
specification and an explanation of the design methodology are in Appendix F. The former is
summarised below. The test rig shall:
• mount the gears in their meshing position and allow them to rotate about their
Instantaneous Screw Axes over the entire range of useable flank.
• facilitate the comparison of rotational displacements.
(Townsend, Broglie, Smith 1992 p23.12)

61
The aforementioned design methodology resulted in the mechanical hardware design
illustrated in Figure 20. Appendix G also contains material from the Hengstler encoders
catalogue. This material explains the principle of operation of the optical encoders.
The mechanical hardware, however, is only part of what is required for the acquisition and
processing of data. To determine the transmission ratio, the outputs from the optical encoders
must be collected and compared.
To achieve this the outputs from the encoders were acquired using a:
• Labview PC+ Data Acquisition Card (DAC)
• CB 50 I/O connector-block with 1.0m of cable (Part No-776164-02).
The outputs were then graphed and written to a spreadsheet using a programme written in
Labview Student Edition. The arrangement is shown in Figure 20.
Figure 20: A picture of the electrical functional testing arrangement
This arrangement was set up using the following method.

62
Testing of the optical encoders: A power supply was used to provide 5V to the input of the
optical encoders. The output of the encoders was then analysed using a Cathode Ray
Oscilloscope (CRO) to ensure all output channels of the encoders were producing 5V step-
change as the shaft rotated.
Installation and configuration of the DAC: The card was configured, using the dip
switches, as indicated in the table below and installed in an ISA slot of a 486 DX2/66
Personal Computer (PC) with 8MB of Random Access Memory running DOS 6.22 and
Windows 3.11.
Table 5: Settings for the Labview PC+ DAC
Labview PC+
board
Settings Hardware implementation
Base I/O address Hex 260 (factory) A9:1; A8:0; A7:0; A6: 1; A5;1
DMA channel Channel 3 (factory) W6 DACK 3
Interrupt level IRQ 5 (factory) W5 Row 5
Note: The above configuration is as per the factory settings listed in National Instruments
(1992)
The “NI-DAQ for PC compatibles for Windows” driver for the Labview PC+ card was then
installed in the PC. The driver changed both the Autoexec.bat and Windows System.ini file to
automatically load the driver for the card every time the computer booted and Windows
started.
After running the NIDAQCONF utility to confirm the Labview PC+ device number and that
the hardware settings matched the software settings, the computer was rebooted for all
settings to take effect. Individual data lines of the card were then tested to confirm the
operation of the hardware. The testing process comprised applying 5V from terminal 49 of the

63
Labview PC+ to various digital data lines for the port under test whilst viewing the status
indicator in the configuration programme.
The process identified a potential problem with the Labview PC+. Applying 5V to a digital
data line caused a ‘high’ signal on adjacent digital data lines. To ensure only those lines that
had signals applied to them would go high, all but the used digital lines were connected to
neutral.
Connection of the encoders to the Labview PC+ card: The outputs of the encoders were
connected to the terminals of the Labview PC+ in the following configuration.
Table 6: Connections between encoders and Labview PC+ card
Gear body Channel Device Port Digital
data line
Labview
PC+
terminal No.
2 (wheel) A 1 0 0 14
2 (wheel) R 1 0 1 15
1 (pinion) A 1 0 6 20
1 (pinion) R 1 0 7 21
Note: Channel N was not recorded as it is a marker pulse used for reference or positioning
purposes.
Supplying power to the circuit: The outputs of a variable power supply were connected to
the 5V and neutral terminals of the encoders. Although it was possible to use the 5V supply
from the Labview PC+, a set-up that has a distinct advantage with regard to eliminating
floating neutrals, no means of switching is available meaning a separate switch is required.
Floating neutrals were eliminated by connecting the neutral of the Labview PC+ board to the
neutral of the power supply. The neutral of the power supply was then connected to the earth
terminal of the power supply thereby ensuring:
• The neutrals were tied together

64
• That neutral was, in fact, zero volts.
Note: The Labview PC+ 1 amp supply was protected by a 1-amp pico-fuse mounted on the
card. Accessing this fuse required removal of the PC’s power supply, cover and the Labview
PC+ card. To prevent the pico-fuse from blowing a fast blow fuse, with a rating of less than 1
amp, was placed in series with the switch when the Labview PC+ was used as the power
supply. Appendix G contains an electrical schematic of the above arrangement.
Installation of Labview and the construction of a Virtual Instrument (VI) for data
acquisition: Following the installation of Labview Student edition on the PC, the front panel
and VI shown in Appendix H were written to acquire the data. The front panel and VI
operated as shown in the following pseudo-code.
While ‘STOP’ is not pushed or timer has not timed out
Read while loop counter
Read clock counts
Read digital data line 0, port 0, device 1
Read digital data line 1, port 0, device 1
Read digital data line 6, port 0, device 1
Read digital data line 7, port 0, device 1
Combine data into single line array
Wait 55ms
Build a multi line array from the single line arrays
Write multi line array to spreadsheet file
With the following conditions
• No modification to the architecture of the gear bodies

65
• The centre distance, a, was reduced by nominally 1.5mm to 78.5mm, and
• 1.5mm nominal packers were placed under the pinion bearing blocks closer to the
CDL,
…data was acquired from the encoders for the following two cases:
• The wheel drove the pinion up
• The pinion drove the wheel down
5.4 Results
The tables on the following pages show the results captured by Labview for the first case of
each of the conditions above. To minimise the impact of inconsistencies in start up and
ending, results are shown for approximately 40 data points either side of the median data
point.

66
Table 7: Results of electronic functional inspection for ‘as designed’ configuration
Data
pt
No.
Timer
value
(ms)
Channel
0
Channel
1
Channel
6
Channel
7
Data
pt
No.
Timer
value
(ms)
Channel
0
Channel
1
Channel
6
Channel
7
181 9955 0 1 0 1 226 12430 1 0 0 1
182 10010 1 0 0 0 227 12485 0 1 0 0
183 10065 0 1 1 0 228 12540 1 1 1 1
184 10120 1 0 1 1 229 12595 1 1 0 0
185 10175 1 1 0 0 230 12650 1 0 0 1
186 10230 0 1 0 1 231 12705 0 1 0 0
187 10285 1 0 0 0 232 12760 1 0 1 0
188 10340 1 0 1 1 233 12815 0 1 1 1
189 10395 1 1 1 1 234 12870 0 0 0 1
190 10450 1 0 0 0 235 12925 1 0 1 1
191 10505 1 1 0 0 236 12980 0 1 0 1
192 10560 0 0 1 0 237 13035 1 0 0 0
193 10615 1 0 0 1 238 13090 0 1 0 0
194 10670 0 1 0 0 239 13145 1 0 0 0
195 10725 1 0 1 1 240 13200 1 0 0 0
196 10780 0 0 0 0 241 13255 0 0 1 1
197 10835 0 1 0 0 242 13310 1 0 0 0
198 10890 1 0 1 0 243 13365 0 1 1 1
199 10945 0 1 0 0 244 13420 0 1 0 0
200 11000 1 0 1 0 245 13475 1 1 1 1
201 11055 0 1 1 1 246 13530 1 1 0 0
202 11110 1 0 0 1 247 13585 0 0 0 0
203 11165 0 1 0 1 248 13640 1 0 0 1
204 11220 1 0 0 1 249 13695 0 0 1 1
205 11275 0 1 0 1 250 13750 1 1 1 0
206 11330 1 1 1 1 251 13805 0 0 1 1
207 11385 0 1 0 0 252 13860 1 1 0 1
208 11440 1 0 1 0 253 13915 0 0 0 1
209 11495 0 1 1 1 254 13970 0 1 0 1
210 11550 1 1 0 0 255 14025 0 1 1 1
211 11605 0 0 1 0 256 14080 1 1 0 0
212 11660 1 0 0 1 257 14135 0 1 1 1
213 11715 1 0 1 1 258 14190 1 0 0 1
214 11770 1 0 0 0 259 14245 0 1 0 0
215 11825 0 1 0 1 260 14300 1 1 1 1
216 11880 1 0 0 0 261 14355 1 0 0 1
217 11935 0 0 1 1 262 14410 0 1 0 0
218 11990 1 1 0 0 263 14465 1 0 0 1
219 12045 0 1 0 0 264 14520 1 1 0 0
220 12100 1 1 0 0 265 14575 1 0 1 1
221 12155 0 1 1 1 266 14630 0 1 1 1
222 12210 1 0 0 0 267 14685 1 0 0 0
223 12265 0 1 0 0 268 14740 0 1 0 0
224 12320 1 0 0 0 269 14795 0 0 1 1
225 12375 0 1 1 1 270 14850 1 0 0 0

67
Table 8: Results of electronic functional inspection for modified geometry (a reduced by 1.5mm)
Data
pt
No.
Timer
value
(ms)
Channel
0
Channel
1
Channel
6
Channel
7
Data
pt
No.
Timer
value
(ms)
Channel
0
Channel
1
Channel
6
Channel
7
161 8855 0 1 0 0 206 11330 0 1 0 0
162 8910 1 0 0 0 207 11385 1 0 1 0
163 8965 0 1 0 0 208 11440 0 1 1 1
164 9020 1 0 1 1 209 11495 1 1 0 0
165 9075 0 1 0 0 210 11550 1 1 0 0
166 9130 1 0 1 0 211 11605 1 0 0 0
167 9185 1 1 1 1 212 11660 1 0 1 1
168 9240 1 0 0 1 213 11715 1 1 1 1
169 9295 0 1 0 1 214 11770 0 0 0 0
170 9350 1 0 0 0 215 11825 0 1 0 0
171 9405 1 1 1 0 216 11880 1 0 0 0
172 9460 0 1 1 1 217 11935 1 0 1 0
173 9515 0 1 1 1 218 11990 1 0 1 1
174 9570 1 0 1 0 219 12045 1 0 0 0
175 9625 0 1 1 1 220 12100 0 0 1 1
176 9680 1 0 1 1 221 12155 1 1 0 1
177 9735 0 1 0 1 222 12210 0 0 0 0
178 9790 1 0 0 0 223 12265 0 1 0 0
179 9845 0 1 1 1 224 12320 0 1 1 1
180 9900 0 1 1 1 225 12375 0 0 1 1
181 9955 0 1 0 0 226 12430 0 1 0 0
182 10010 1 0 1 0 227 12485 1 1 0 0
183 10065 1 0 1 1 228 12540 0 0 1 0
184 10120 0 1 1 1 229 12595 1 0 0 1
185 10175 1 0 1 1 230 12650 0 0 0 0
186 10230 0 1 0 0 231 12705 0 0 0 0
187 10285 0 1 0 0 232 12760 1 1 1 0
188 10340 0 0 1 1 233 12815 1 0 0 0
189 10395 1 1 1 1 234 12870 1 0 1 1
190 10450 0 0 1 1 235 12925 1 1 0 1
191 10505 0 1 1 1 236 12980 1 0 0 0
192 10560 1 0 1 1 237 13035 1 0 1 0
193 10615 0 1 0 1 238 13090 1 0 1 1
194 10670 0 1 1 1 239 13145 0 1 0 1
195 10725 0 1 0 0 240 13200 1 0 0 1
196 10780 1 0 0 1 241 13255 0 1 0 1
197 10835 1 1 1 0 242 13310 1 1 1 1
198 10890 0 1 1 1 243 13365 0 0 0 1
199 10945 1 0 1 1 244 13420 0 0 0 0
200 11000 0 1 1 1 245 13475 0 1 0 0
201 11055 1 0 0 0 246 13530 0 1 1 0
202 11110 0 1 0 0 247 13585 1 0 1 1
203 11165 1 1 1 1 248 13640 0 1 0 1
204 11220 1 0 0 0 249 13695 0 1 0 0
205 11275 0 0 1 1 250 13750 0 1 1 1

68
Table 9: Results of electronic functional inspection for modified geometry (Σ reduced)
Data
pt
No.
Timer
value
(ms)
Channel
0
Channel
l
Channel
6
Channel
7
Data
pt
No.
Timer
value
(ms)
Channel
0
Channel
1
Channel
6
Channel
7
203 11165 0 0 0 0 248 13640 1 0 0 1
204 11220 0 0 0 1 249 13695 1 1 1 0
205 11275 0 0 0 1 250 13750 0 1 0 0
206 11330 1 0 1 1 251 13805 1 0 1 0
207 11385 1 0 1 0 252 13860 1 1 0 0
208 11440 1 0 1 0 253 13915 0 0 0 0
209 11495 1 1 0 0 254 13970 1 0 0 1
210 11550 0 1 1 1 255 14025 1 1 0 0
211 11605 1 0 0 0 256 14080 1 0 0 0
212 11660 0 1 1 0 257 14135 0 1 0 0
213 11715 0 0 1 1 258 14190 1 1 1 0
214 11770 1 1 0 1 259 14245 0 0 1 0
215 11825 1 0 0 1 260 14300 1 0 1 1
216 11880 1 1 0 0 261 14355 0 0 1 1
217 11935 1 0 0 0 262 14410 0 1 1 1
218 11990 0 1 1 0 263 14465 0 1 0 1
219 12045 1 0 1 1 264 14520 1 1 1 1
220 12100 0 1 1 0 265 14575 0 1 0 1
221 12155 1 0 1 1 266 14630 1 0 1 0
222 12210 0 1 0 0 267 14685 1 1 1 1
223 12265 1 1 1 1 268 14740 0 1 0 0
224 12320 0 1 0 0 269 14795 1 0 1 1
225 12375 1 0 1 1 270 14850 0 1 1 1
226 12430 0 1 0 1 271 14905 1 0 0 0
227 12485 0 0 0 0 272 14960 1 1 0 0
228 12540 1 1 1 1 273 15015 1 1 0 0
229 12595 0 1 0 0 274 15070 0 1 0 1
230 12650 0 1 1 1 275 15125 0 0 1 1
231 12705 0 1 0 1 276 15180 1 1 1 1
232 12760 0 1 1 1 277 15235 0 0 0 1
233 12815 0 0 1 0 278 15290 0 1 0 0
234 12870 1 0 0 1 279 15345 1 0 1 1
235 12925 0 1 0 1 280 15400 1 1 0 0
236 12980 0 1 1 1 281 15455 0 0 1 1
237 13035 0 0 0 1 282 15510 0 0 1 1
238 13090 1 1 0 0 283 15565 0 1 0 0
239 13145 0 0 1 1 284 15620 0 0 0 0
240 13200 1 1 1 0 285 15675 0 1 1 1
241 13255 0 1 0 0 286 15730 1 1 0 0
242 13310 1 1 0 0 287 15785 0 1 0 0
243 13365 0 0 0 0 288 15840 0 0 0 1
244 13420 0 1 1 1 289 15895 0 1 0 1
245 13475 0 1 0 1 290 15950 1 1 1 1
246 13530 1 0 0 0 291 16005 1 1 0 1
247 13585 0 0 0 0 292 16060 0 0 0 0

69
5.5 Discussion
Consider the typical ideal response, or output signals, of the encoders as shown in the
‘Quadrature: A & B’ diagram in Figure 21.
Figure 21: The ideal response of the output signals of the encoders
From Table 7 to Table 9, the channel pairs 0 and 1 and 6 and 7 are creating signals
representing the position of Gear Body 2 and 1 respectively. The signals created by Lines 0
and 1 are 90 degrees out of phase. Similarly the signals created by Lines 6 and 7 are 90
degrees out of phase. The ratio of the number of rising (and falling) edges created by Lines 0
and 1 to the number of rising (and falling) edges created by Lines 6 and 7 should be equal to
the transmission ratio. Figure 22shows a subset of the results of test 1 for Gear Body 2
(PCA p3)

70
GRAPH OF ENCODER RESPONSE
(TEST 1)
0
0.2
0.4
0.6
0.8
1
1.2
215 220 225 230 235
DATA POINT NUMBER
RE
SP
ON
SE
Line 0
Line 1
Figure 22: A graph of a sample of the response of Lines 0 and 1 from test 1
The data above represents the state of the signal rather than the number of rising or falling
edges. Subtracting the signal at data point n-1 from the signal at data point n and summing the
results automates the process of counting the edges. The data from Figure 22 is represented in
the table below as change of state data. A ‘1’ represents a rising edge, a ‘-1’ represents a
falling edge and ‘0’ represents no change at all between 2 consecutive data points.

71
Table 10: A selection of the results of test 1 represented as change of state data
Data pt No Channel 0 Channel 1 Channel 6 Channel 7
215 -1 1 0 1
216 1 -1 0 -1
217 -1 0 1 1
218 1 1 -1 -1
219 -1 0 0 0
220 1 0 0 0
221 -1 0 1 1
222 1 -1 -1 -1
223 -1 1 0 0
224 1 -1 0 0
225 -1 1 1 1
226 1 -1 -1 0
227 -1 1 0 -1
228 1 0 1 1
229 0 0 -1 -1
230 0 -1 0 1
231 -1 1 0 -1
232 1 -1 1 0
233 -1 1 0 1
234 0 -1 -1 0
235 1 0 1 0
As the data is in Excel, both rising and falling edges can be counted and the transmission ratio
can be calculated to be equal to:
(rising edges Channel 0 + rising edges Channel 1+falling edges Channel 0 + falling edges Channel
1)/ (rising edges Channel 6 + rising edges Channel 7+falling edges Channel 6 + falling edges
Channel 7)
Table 11: A count of the rising and falling edges and the resulting transmission ratio for the selected
data range of test 1
Channel 0 Channel 1 Channel 6 Channel 7
Rising edges 17 11 13 12
Falling edges 16 11 13 13
The above process and result can be extended over the full range of data. The results of doing
this are shown in Figure 23.

72
Figure 23: A graph of the transmission ratio for test 1
The results indicate that the transmission ratio ranges from less than 1 to over 1.5 and has an
average value of 1.2. There is an error of over 100% between this result and the theoretical
value for the case of test 1. Similarly the graphs below show a lack of precision and accuracy
for tests 5 and 9 respectively.
The apparent lack of constancy of transmission ratio is the result of one of two things:
The gear bodies are actually producing a transmission ratio as indicated in the graphs.
The instrumentation is not working properly and the gear bodies are producing a transmission
ratio different to that indicated in the graphs above.
The first of these hypotheses seems highly unlikely as the transmission ratio is experiencing
step changes of up to 0.4 (Refer to Test 1, data point 225). A physical phenomenon that could
cause the gear bodies to produce inconsistent results, such as machining errors, would
produce either a consistent error in transmission ratio or noise. The graphs above indicate
large step changes distributed randomly amongst inconsistent transmission ratio and noise.
GRAPH OF TRANSMISSION RATIO FOR TEST 1
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
0 100 200 300 400 500
DATA POINT
TR
AN
SM
ISS
ION
RA
TIO

73
Consider the latter hypothesis and refer to Figure 21 and Figure 22. Figure 21 indicates
channels 0 and 1 should produce the same signals of equal numbers of high and low values
90o out of phase. Figure 22 indicates this did not occur. In this small sample of 20 data points
there are three instances of either Channels 0 and 1 not producing equal numbers of high and
low signals or dropping out of phase. The locations of these instances are data points 216, 219
and 233. There is up to 15% error in this small sample alone. Assuming this sample, chosen at
random is indicative of the testing population, instrumentation caused up to 15% error in the
experimental results.
Causes of instrumentation error: Consider the simple data acquisition system process flow.
The encoders (the transducer) create an electrical signal that the DAC samples i.e. the card
retrieves the signal created by the transducer at a frequency determined by the card’s clock
speed and configuration. The DAC could for example be multiplexing and the sampling
frequency of each channel is reduced for each additional channel added. The computer then
retrieves the signal from the DAC in accordance with the software instructions. As was the
case for the DAC, the computer retrieves the signal from the DAC at a frequency set by the
clock speed of the computer, operating system and software.
Typically the sampling frequencies of DACs are in the mega-Hertz range i.e. the DAC
samples a single digital data channel millions of times per second. Even if multiplexing is
occurring and the clock speed is 2MHz and there are, for example, four data channels, each
data channel is sampled 500 000 times per second. This hardly appears to be a problem
however there are serious limitations imposed by the operating system as the operating
system update frequencies are considerably lower. Section 5.3 Method contained a pseudo
code describing the operation of the Labview VI used in this experiment. Channel 9 contained
a statement, ‘Wait 55ms’. This is a limitation imposed by the operating system, in this case

74
Windows 3.11. The time between ticks of the clock on computers running Windows 3.X is
55ms (Wells 1995) and setting the ‘Wait’ to less than this caused the timer to behave
erratically.
Consider a specific example. The encoders used in the above experiment each had two data
channels producing 2500 pulses per revolution for a total of 5000 pulses per revolution per
encoder. To accurately measure the rotation of the encoder, the VI must sample the output at
the high and low point. The resulting sample, with channels joining the data points is shown
in Figure 24 with the sampling period imposed by the operating system.
Figure 24: An illustration of the sampling rate as determined by the operating system
As the encoder produced 5000 pulses per revolution, there will be 5000 transitions from 0 to 1
in one revolution. Between each 0 to 1 and 1 to 0 step, however, there must be 55ms or the
Labview VI will not ‘see’ the state. One revolution must therefore take 550 seconds or over
nine minutes.
It was therefore conceivable that there were instances when, the gear bodies moved too fast
for the acquisition cycle. This would result in a data point being missed and, for example, a
sample may appear as 01011 when it was 010101. This error appears to have occurred in
Table 10 at data points 218 to 221. Channel 0 continued to sample whilst the graph indicates
channel 1 stayed in the same state.
55ms 55ms

75
Alternately, manually moving the gear bodies, slow enough for acquisition creates a
significant risk, of inadvertently moving backwards (at 5000 pulses per revolution, a mere
0.72 degrees creates one pulse). The VI would interpret this as a change of state, however it
would be in the wrong sense.
These problems with instrumentation may be minimised or overcome by using an alternate
operating system such as Windows NT or Macintosh (17ms clock tick) or by using a DAC
with an in-built counter. Edge counts would then occur at the hardware level rather than at the
software level, as in the above experiment. A VI would be written to read the counter value at
the end of the experiment. Although the Labview PC+ DAC was fitted with three Oki 82C53
counter/timer chips (National Instruments 1994 p2-34):
• The above experiment required four counters, one for each input
• The Labview VI required to read a counter, the ‘Count events or time’ VI, “does not
work on boards with the 8253 chip, such as the Lab series.” (Wells 1995 p295)
Other causes of error: Ideally, as the introduction to this chapter indicated, the input gear is
driven at constant velocity by, say, a small DC motor. The single flank gear tester normally
applies to gear wheels and pinions comprising a full set of teeth that are able to operate ad
infinitum. This was not possible in the test above as there was only one gear body or one
tooth of the wheel and pinion. Consequently, it was impractical to set up a DC motor to
operate over such a small range and ‘constant velocity’ was provided by manual means.
This inevitably was less than ideal. Although every attempt was made to rotate the driven gear
body at constant velocity, the relatively low speed required meant, in some instances, there
were consecutive points whose value did not change. An example of this is Table 20, data

76
points 227 and 228. This shortcoming in the procedure was allowed for in the analysis as
changes in value, not absolute values, were used to calculate the transmission ratio.
An alternative: The discussion above highlights the significant problems associated with the
electrical functional inspection given limitations of the hardware and software employed. In
discussions with Dr John Gal and Dr Jack Phillips, an alternate mechanical functional
inspection apparatus was suggested. The following section explains this experiment.

77
CHAPTER 6 FUNCTIONAL INSPECTION OF EQUIANGULAR
SPATIAL INVOLUTE GEARS USING DIAL
INDICATORS
One of the initial objectives of this thesis was to verify the Phillips’ (2003) theory regarding
the constancy of transmission ratio between (equiangular) spatial involute gears when
designed according to the equations given in Phillips (2003). To this end, the previous chapter
detailed a functional inspection of the equiangular gear body pair using data acquisition. The
results of that inspection were inconclusive. A range of issues associated with the technology
employed indicated the actual transmission ratio was up to 100% in error with the theoretical
transmission ratio and there were random variations in transmission ratio of up to 25% in the
average.
This chapter now deals with a functional inspection of the gear body pair using a considerably
simpler and more robust experimental set up. It details the aims, method and results of a
functional inspection of the gear body pair using mechanical testing apparatus. It then goes on
to discuss the results of the inspection including a detailed error analysis.
6.1 Aim
To verify the results of the electronic measurement of transmission ratio using a method
independent of that employed in the experiment described in CHAPTER 5 i.e. a mechanical
test.
6.2 Method
As it is more convenient to measure linear rather than angular movement of bodies in space,
the mechanical hardware design was modified to facilitate the measurement of relative
angular displacement via linear movement of two masses attached to the gear bodies. Steel
pulleys having outside diameters (OD) of approximately 145mm were keyed to the extended

78
shafts, shown in the drawing in Appendix G. Grub screws fitted to the OD of the pulleys
provided a means of connecting the mass carriers to the pulleys with wire.
Each mass carrier carried 250g comprising 125g of tare mass and 125g of added mass. The
configuration of the mass carriers was such that the moment created by the mass on the carrier
attached to Gear Body 1 was in the opposite sense to the moment created by the mass on the
carrier attached to Gear Body 2 when viewed from the Centre Distance Line (CDL). This
configuration ensured the gear bodies were reacting against one another and minimised the
chances of gear bodies separating in the course of the experiment.
Dial indicators, with a range of 50mm linear movement and a resolution of 0.01mm, were
fixed to the frame of reference such that the centre of the range of motion of the gear bodies
corresponded to the centre of the range of motion of the dial indicators. The pointers of the
dial indicators were placed as close as possible to the centre of the mass carrier. This,
combined with the relatively large masses, minimised if not totally eliminated the influence of
the dial indicator on the movement of the mass.
A series of measurements were then taken comparing the relative displacements of the
masses, via the dial indicators, for both directions of travel over the full range of motion. Care
was taken to ensure the extremes of the range of motion were within the machined area of
gear bodies.
The experiment was conducted in two parts:
• A macro level inspection where the only the two extreme values were recorded.
• A detailed inspection where at least five values, spread roughly evenly between the
extremes, were recorded.

79
(A video is available which shows how the latter part was conducted. The video was to
facilitate increased measurement points via playback. This idea was abandoned, however,
when increasing the field of vision to allow a full view of the experiment, resulted in an
inadequate level of detail to accurately read the dial indicators.)
The relative angular displacements were then related to the linear movements. The equation
relating linear distance, l, the radius of the pulley, r and angular displacement, θ, is
from which it follows that
(48)
The following equations for Gear Bodies 1 and 2, respectively, follow
l1 = r1 θ1 and l2 = r2 θ2
and
∆l1 = r1 ∆θ1 and ∆l2 = r2 ∆θ2
Now transmission ratio, i, for a general gear pair equals the ratio of the angular speed of the
driving gear to the driven gear (AS2075 1991). This can be stated mathematically and
rearranged to produce a relationship between angular displacements as follows:
o
i
d
di
θθ
=
and thus
o
iiθθ
∆∆
=
Rearranging (48) to make ∆θ the subject for both input and output gear bodies and
substituting produces an equation for the transmission ratio based on the linear displacement
of the masses and radius of the pulleys as follows
(49)
l = r.θ
∆l = r.∆θ
io
oi
rl
rli
.=

80
Therefore, if the pinion or Gear Body 1 is the input, (49) becomes
12
21.
rl
rli =
6.3 Results
This section presents all measured values and resulting calculated values complete with error
analysis. Table 12 indicates the effective OD of the pulleys.
Table 12: Effective outside pulley diameters
Gear body 1 Gear body 2
Effective outside diameter 144.75mm 145.00mm
Error +/-0.025
+/- 0.017%
+/-0.025
+/- 0.017%
Note: The measurements were taken using Vernier callipers.
Macro level inspection: The following tables indicate dial indicator values, at the extremes
of travel, for Gear Bodies 1 and 2 for the respective directions of travel.
Table 13: Results for macro mechanical testing of transmission ratio.
Test 1: Gear body 1 driving gear body 2
Gear body 1 Gear body 2
Dial indicator value Error Dial indicator value Error
Start 26.778mm +/-0.005 36.314mm +/-0.005
Finish 48.439mm +/-0.005 23.024mm +/-0.005
∆l 21.66 +/-0.01
+/-0.05%
13.29 +/-0.01
+/-0.08%
Test 2: Gear body 2 driving gear body 1
Start 47.367mm +/-0.005 23.628mm +/-0.005
Finish 33.122mm +/-0.005 32.289mm +/-0.005
∆l 14.25 +/-0.01
+/-0.07%
8.66 +/-0.01
Substituting the results above, for the case of Gear body 1 driving Gear body 2, into (49),
whilst ignoring the division by 2 in both the numerator and denominator resulting from the
substitution of the diameter value, produces

81
003.0/632.1
%2.0/632.1
)%07.008.0017.005.0(/29.1375.144
00.14566.21
−+=−+=
+++−+=
i
i
x
xi
Similarly, for the second case of Gear body 2 driving Gear body 1,
001.0/607.0
001.0/6070.0
%2.0/6070.0
−+=−+=−+=
i
i
i


83
Detailed inspection: The following tables indicate the dial indicator calculated values for each of the three tests.
Table 14: Results for detailed mechanical testing of transmission ratio
Test 1: Gear body 1 driving gear body 2
Gear body 1 Gear body 2 Transmission ratio
Point Dial ind.
Value
(mm)
Error
(abs)
Error
(rel) ∆li Error
(abs)
Error
(rel)
Dial ind.
value
(mm)
Error
(abs)
Error
(rel) ∆li Error
(abs)
Error
(rel)
Numer-
ator
Denom-
inator
Dividend Error
(rel)
Error
(abs)
1 37.514 0.005 0.01% 37.83 0.005 0.01%
2 33.625 0.005 0.01% -3.89 0.01 0.3% 35.037 0.005 0.01% -2.79 0.01 0.4% -564 -404 1.39 2% 0.03
3 27.381 0.005 0.02% -6.24 0.01 0.2% 31.82 0.005 0.02% -3.22 0.01 0.3% -905 -466 1.94 2% 0.04
4 22.482 0.005 0.02% -4.90 0.01 0.2% 28.845 0.005 0.02% -2.98 0.01 0.3% -710 -431 1.65 2% 0.03
5 17.487 0.005 0.03% -5.00 0.01 0.2% 25.839 0.005 0.02% -3.01 0.01 0.3% -724 -435 1.66 2% 0.03
6 14.814 0.005 0.03% -2.67 0.01 0.4% 24.17 0.005 0.02% -1.67 0.01 0.6% -388 -242 1.60 2% 0.03

84
Test 2: Gear body 1 driving gear body 2 (Rpt)
Gear body 1 Gear body 2 Transmission ratio
Point Dial ind.
Value
(mm)
Error
(abs)
Error
(rel) ∆lI Error
(abs)
Error
(rel)
Dial ind.
value
(mm)
Error
(abs)
Error
(rel) ∆li Error
(abs)
Error
(rel)
Numer-
ator
Denom-
inator
Dividend Error
(rel)
Error
(abs)
1 34.815 0.005 0.01% 36.222 0.005 0.01%
2 25.412 0.005 0.02% -9.40 0.01 0.1% 30.646 0.005 0.02% -5.58 0.01 0.2% -1363 -807 1.69 2% 0.03
3 19.727 0.005 0.03% -5.69 0.01 0.2% 27.188 0.005 0.02% -3.46 0.01 0.3% -824 -501 1.65 2% 0.03
4 14.908 0.005 0.03% -4.82 0.01 0.2% 24.247 0.005 0.02% -2.94 0.01 0.3% -699 -426 1.64 2% 0.03
5 9.593 0.005 0.05% -5.32 0.01 0.2% 21.025 0.005 0.02% -3.22 0.01 0.3% -771 -466 1.65 2% 0.03

85
Test 3: Gear body 2 driving gear body 1
Gear body 1 Gear body 2 Transmission ratio
Point Dial ind.
Value
(mm)
Error
(abs)
Error
(rel) ∆lI Error
(abs)
Error
(rel)
Dial ind.
value
(mm)
Error
(abs)
Error
(rel) ∆li Error
(abs)
Error
(rel)
Numer-
ator
Denom-
inator
Dividend Error
(rel)
Error
(abs)
1 14.818 0.005 0.03% 24.16 0.005 0.02%
2 19.492 0.005 0.03% 4.67 0.01 0.2% 27.071 0.005 0.02% 2.91 0.01 0.3% 421 678 0.622 2% 0.01
3 24.8 0.005 0.02% 5.31 0.01 0.2% 30.145 0.005 0.02% 3.07 0.01 0.3% 445 770 0.578 2% 0.01
4 29.705 0.005 0.02% 4.91 0.01 0.2% 33.088 0.005 0.02% 2.94 0.01 0.3% 426 711 0.599 2% 0.01
5 34.611 0.005 0.01% 4.91 0.01 0.2% 36.202 0.005 0.01% 3.11 0.01 0.3% 451 711 0.634 2% 0.01
6 37.54 0.005 0.01% 2.93 0.01 0.3% 37.995 0.005 0.01% 1.79 0.01 0.6% 260 425 0.611 2% 0.01
Note: The values in the columns titled ‘Dial ind. value’ and ‘Error (abs)’ are raw data values whilst all other values are calculated values. The
calculations used to produce the values in the Transmission section are identical to those detailed in the macro mechanical test above. Test 3 is a
repeat of Test 1 and was carried out as a result of the large standard deviation in the results in Test 1.

86
6.4 Discussion
Comments on the method: This section discusses the sources of error in the experimental
methodology and their potential impact.
The first potential source of error was elongation of the wire used to connect the mass carrier
and the pulley. Consider the equation for Young’s modulus
eA
PLE =
where:
E = the modulus of elasticity or Young’s modulus (Pa)
P = the force applied (N)
E = the elongation of the specimen (m)
A = the x-sectional area of the specimen (m)
L = the length of the wire (m)
Assuming elastic behaviour and given the Modulus of Elasticity of 70GPa (aluminium), the
length of wire (200mm) and the wires x-sectional area (0.75mm2), the elongation of the wire
was approximately 9.3x10-6
m or 9.3µ. This value however is constant over the duration of the
test therefore e is constant over the duration of the experiment i.e. all elasticity was removed
before the first dial indicator value was recorded.
An increasing ‘unsupported’ length of wire as it winds off the pulley may have some effect.
The extent of the effect can be determined by considering the increased length. Consider the
data from Table 14. The effect of increasing ‘unsupported’ length (assuming aforementioned
mechanical characteristics) is approx 1µ. The effect of elasticity can therefore be ignored.

87
The second potential source of error was the tipping of the mass carrier caused by the force
exerted by the dial indicator pointer. The effects of this source of error were extremely small
for the following reasons:
• The dial indicator applied a relatively small force to the mass carrier that was
relatively small compared to the weight of the carrier.
• This acted at a distance of less than 25mm from the centre of mass of the carrier.
• The force exerted by the dial indicator was constant over the range of movement. This
means any tipping of the mass carrier was constant over the duration of the
experiment.
• As readings were taken with a motionless system, all readings were equally affected
and the effects caused by tipping of the mass can be ignored.
Comments on the internal consistency of the macro inspection: Each of the above
experiments consisted of two stages of testing, a ‘driving’ test and a ‘driven’ test with respect
to the pinion, as illustrated. This provides a means of determining the internal consistency of
the test results. For the results to be internally consistent:
• the result of the driving test should equal the inverse of the results of the driven test.
As this theory applies to both the pinion and the wheel, it is more applicable to
consider an actual value and a calculated value where the calculated value is the
inverse of the actual value for the alternate test result i.e. iactual should equal1/icalculated.
• the error bands for iactual and 1/icalculated should overlap.
Table 15 indicates the result of applying these operations to the test results.

88
Table 15: Comparison of internal consistency of the macro mechanical inspection via error analysis
Test Transmission
ratio (iactual)
Error iactual Max
Min/Max
1/icalculated Error 1/icalculated
Max/Min
1 1.632 +/-0.003
+/-0.2%
1.635
1.629
1.65
(1/0.607)
+/-0.2%
+/-0.01
1.66
1.64
2 0.607 +/-0.001
+/-0.2%
0.608
0.606
0.613
(1/1.632)
+/-0.2%
+/-0.001
0.612
0.614
Clearly, for the most part, the error bands do not overlap. Consider the following table
comparing the driving to the inverse of the driven case and vice versa. The calculated values
in the table provide some indication of the internal consistency of the testing. The column
labelled 1/icalculated is the inverse of the transmission ratio of the alternate test result. The
column labelled ‘Difference’ indicates the absolute value of the difference between the value
iactual and 1/icalculated whilst the column labelled ‘% error’ is the value ‘Difference/iactual’.
Table 16: Analysis of internal consistency of the macro mechanical inspection
Test Transmission
ratio (iactual)
Error 1/icalculated Difference %
error
1 1.632 +/-0.003
+/-0.2%
1.65 (1/0.607) 0.018 1.1%
2 0.607 +/-0.001
+/-0.2%
0.612 (1/1.632) 0.006 0.98%
In summary, in:
• Test 1, the difference between iactual and 1/icalculated is approximately 1% and rounding up
values for iactual to give them the same number of significant figures as those in icalculated,
the Maximum of iactual equals the minimum of icalculated.
• Test 2, the difference between iactual and 1/icalculated and the error bands is less than 1% of
the maximum iactual value.
The macro mechanical inspection results are therefore internally consistent within a 1% error
band.

89
Comments on external consistency of the macro mechanical inspection: For simplicity
and completeness the above results are summarised below and compared to the theoretical
value rounded to the same number of significant figures as the ‘Actual’ value. Absolute and
relative errors, calculated as a percentage of theoretical are also shown, the theoretical value
having been determined from (48)
Table 17: Summary of macro mechanical inspection results
Test Transmission
ratio (actual)
Error Theoretical Difference % error
1) Gear body 1
driving Gear body
2
1.632 +/-0.003
+/-0.2%
1.667 0.035 2.1%
2) Gear body 2
driving Gear body
1
0.607 +/-0.001
+/-0.2%
0.600 0.007 1%
In summary, in:
• Test 1, the difference between iactual and itheoretical is approximately 2.1%.
• Test 2, the difference between iactual and itheoretical is just greater than 1% of the itheoretical
value.
The macro mechanical inspection results are therefore externally consistent within a
maximum error band of 2.1%.
Analysis of the internal and external consistency of the detailed mechanical inspection:
With five to six data points available for analysis, there are more analytical options available.
The analysis can therefore be more rigorous. The graphs below contain plots of the data
points, adjusted for the difference in pulley diameters, whilst the table summarises the results.
The equations of the lines of best fit and correlations shown on the graphs are generated from
a least squares linear model as discussed in Appendix I.

90
Figure 25: Graph of transmission ratio for test 1
Figure 26: Graph of transmission ratio for test 2
GRAPH OF TRANSMISSION RATIO
(GEAR BODY 1 DRIVING GEAR BODY 2)
y = 1.689x - 26.115
R2 = 0.9988
0
5
10
15
20
25
30
35
40
0 5 10 15 20 25 30 35 40
Gear body 1 (mm)
Gear
bo
dy 2
(m
m)
GRAPH OF TRANSMISSION RATIO
(GEAR BODY 1 DRIVING GEAR BODY 2)
y = 1.6474x - 24.971
R2 = 0.9998
0
5
10
15
20
25
30
35
40
0 5 10 15 20 25 30 35 40
Gear body 1 (mm)
Gear
bo
dy 2
(m
m)

91
Figure 27: Graph of transmission ratio for test 3
Table 18: Summary of the detailed mechanical inspection results
Test Transmission ratio
(actual)
(theory)
Difference
Avg/ls
% error
Avg Std dev Lst sqrs R2
1 1.65 0.2 1.69 0.999 1.67 0.02/-0.02 1%/1%
2 1.66 0.02 1.66 1 1.67 0.01/0.01 1%/1%
3 0.609 0.021 0.606 0.999 0.600 0.009/0.006 2%/1%
Note:
• The value in the ‘Transmission ratio - Avg’ column of the above table is the average
of the ‘Dividend’ values in the Transmission section of the detailed mechanical
inspection table. The value in the ‘Std dev’ column is the standard deviation of the
data used to calculate the aforementioned average.
• The results of test 1 clearly indicate that conducting this second test was justified
since:
• The standard deviation of test 1 is ten times that of the result of test 2.
• The difference between the transmission ratio measured by the average method and
the least squares method is 2.4% for test 1 compared to zero and 0.5% of tests 2 and 3,
respectively.
GRAPH OF TRANSMISSION RATIO
(GEAR BODY 1 DRIVING GEAR BODY 2)
y = 0.6031x + 15.266
R2 = 1
0
5
10
15
20
25
30
35
40
0 5 10 15 20 25 30 35 40
Gear body 1 (mm)
Gear
bo
dy 2
(m
m)

92
• Figure 27 shows points five and six on opposite sides of the line of best fit and the
difference between the line of best fit value and the actual value is up to ten times that
for tests 2 and 3.
As R2>0.99 or 99%, over 99% of the variation in the values of the driven gear body are
accounted for by a linear relationship with the driving gear body. For the case of test 1, the
theoretical equation of the line, µY|x = α + βx, is estimated to be Y = A + Bx, where A is –
0.361 and B is 1.692. It is, therefore, appropriate to propose the hypothesis (Appendix I):
1. H0: β=1.666…
2. H1: β≠1.666...
To test this hypothesis, assume the difference between the point given by the theoretical
regression line and the experimental value, the error, is Ei i.e. YI = α +βxi + Ei and:
• Ei has the same variance σ2 for all i
• E1, E2, …, En are independent from run to run in the experiment
• Ei is normally distributed
Thus Yi is also normally distributed with a probability distribution n(yi, α + βxi, σ), A and B
are also normally distributed with probability distributions n(a, α, σΑ) and n(b, βxi, σΒ).
Under the normality assumption, the statistic
(50)
has a t distribution with n-2 degrees of freedom. The number of sample points, n, can be used
to construct a (1-α)100% confidence interval for β where:
xxSS
Bt
β−=

93
s is an unbiased estimate of the variance σ and is calculated in accordance with the
equation of Appendix I.
Sxx. is the sum of the differences between the actual value of x, xi, and the mean value of x
squared. This is shown in more detail in Appendix I.
Applying this to the proposition of testing the hypothesis that β=1.66, against the alternative
that β≠1.66 for test 1:
1. H0: β=1.666…
2. H1: β≠1.666...
gives:
Sxx s tα/2α/2α/2α/2 DoF Tails P
0.026738 0.004768 0.86485 4 2 0.4359
where:
Sxx and s are calculated, from the above data, in accordance with Appendix I.
tα/2 is given by (50) assuming a 0.05 level of significance
P is calculated using the ‘TDIST’ function in MS Excel
Decision: There is strong evidence (P≈0.436 and P>>α) that β=1.666…
Similarly for tests 2 and 3 there is strong evidence (P≈0.426 and P≈0.218) that β equals
1.666… and 0.6 respectively.

94
The results of analysis using the f-distribution confirm the results obtained above using a t-
distribution. Table 19 indicates the observed f-statistic and compares it to the critical f-
statistic.
Table 19: A comparison of the observed and critical f-statistic
Test Observed f-statistic Critical f-statistic
1 3366.597 7.71
2 68892.1 9.28
3 22695.9 7.71
Note:
• All tests assume a 95% confidence interval.; tests 1 and 3 assume 4 degrees of freedom
whilst test 2 assumes 3 degrees of freedom.
• Critical f statistic is from Walpole, Myers (1993)
In all cases the observed value is a lot greater than the critical value confirming the results of
the t statistic.
A comment on the validity of the t and f statistic: As stated above, the analysis relies on the
assumption that the errors, Ei, are normally distributed. As there are insufficient data points to
test this assumption (30 is considered the minimum for a normal distribution), it could be
suggested a non parametric statistic may be more appropriate. IFA Services (2000) state that
when comparing the t-test to its non-parametric equivalent, the Wilcoxon matched pairs
signed ranks test, ‘for small numbers with unknown distributions this test is even more
sensitive than the Student t-test’. Consider for example the non-parametric equivalent to the
correlation coefficient (r), the Spearman rank correlation coefficient
)1(
6
12
1
2
−−=
=
nn
d
r
n
i
i
s

95
where:
di = is the difference between the ranks assigned to xi and yi
n = the number of pairs of data
The rank correlation coefficient produces a number between –1 and +1 and is interpreted in
the same manner as the correlation coefficient. A value of +1 or –1 indicates perfect
correlation between X and Y. (Walpole, Myers 1993)
When determining di however, the analyst ranks the X and Y values, giving the smallest X
value the rank 1 and the largest the rank ni. The same is done for the Y values. The ranks are
then subtracted creating the values di. Applying this process to the data in the above
experiment produces di=0 and rs = 1 because the values of X and Y both increase. The
correlation coefficient was therefore considered to be a worst case scenario. Similarly, it was
decided to use the t and f statistic to test the hypotheses.
6.5 Conclusion
Example 1 in Phillips (2003) presented the raw data for a gear set and estimated the
transmission ratio of the set, constructed in accordance with the methodology presented there,
to be 0.6 or 1.666… depending on which is the driver and driven gear.
Regression analysis for all experiments, showed that:
• at least 99.88% of the variation in the values of the rotation of the driven gear body
can be explained by the variation in the values of the driving gear body.
• the transmission ratio, for a pair constructed and located in accordance with this
methodology, to be within 2% of the theoretical or estimated values.
• Statistical analysis of the results, using t-distribution and f-distribution, indicated NOT
to reject the hypothesis that the transmission ratio was either 1.666 or 0.6 despite the

96
fact that the aforementioned results produced an error of 2%. There is a probability of
least 22% and as much as 43% that the transmission ratios were 0.6 and 1.666…
respectively.
The testing of gear bodies, developed using the underlying theories and equiangular synthesis
developed in Phillips (2003), illustrate that the outcomes predicted by Phillips were achieved
in the experiment. Moreover, as this was an arrangement chosen at random and constructed
using the underlying theory of Phillips (2003), from an engineering and scientific point of
view, the experimental evidence indicates that, in all probability, the results would be the
same for any pair of equiangular involute gears constructed in accordance with the theory of
Phillips (2003)

97
CHAPTER 7 PROFILE MEASUREMENT OF EQUIANGULAR
SPATIAL INVOLUTE GEARS
The previous chapters detailed a functional inspection of a pair of manufactured gear bodies.
It was determined by mechanical inspection that transmission errors of approximately 1%
existed and that there was a 40% chance that, despite this error, the actual transmission ratio
equalled the theoretical transmission ratio.
This chapter investigates potential causes of that error or profile related failure modes of the
gears. Following a review of the theoretical profiles, the chapter will detail the approach to
and results of an analytical inspection of the spatial involute gear bodies used in the previous
functional inspections.
7.1 A review of the theoretical tooth profile
During the development of the theory of spatial involute gearing Phillips (1999a) and Killeen
(1996) showed in geometric and mathematical discussions, respectively, that although the
reference surface is a cylinder for all involute gears, the tooth surface is a general involute
helicoid. The parametric equations for the planar involute are a special case of the spatial
involute, the involute helicoid, that is, a “section by a plane perpendicular to the axis of the
cylinder is an involute to a circle.” (AS2075 1991)
Figure 28 shows four views of a general involute helicoid with the following properties:
rb
Pitch
γb
= 50mm
= 200 mm/turn from which
= 32.4816… degrees

98
The mauve lines represent the architecture of the helix and the blue lines represent the
generators of the involute helicoid.
Figure 28: A general involute helicoid
The parametric equations of the involute helicoid with its axis aligned along the z-axis from
Killeen (1996), are:
(51)
where:
rb = the radius of the base circle
t7 = a parameter describing the rotation of the tangent to the helix or the involute roll angle
γb = the angle the tangent to the helix subtends to the transverse plane
µ = a parameter describing the position of the point along the tangent to the helix.
bbbIH
bbIH
bbIH
trz
ttry
ttrx
γµγγµγµ
sin.tan
cos.cos.sin
sin.cos.cos
7
77
77
−=−=+=
base circle
(z) axis
helix
involute
helicoid

99
From (51), µ.cosγb is the projected length of the helicoid generator onto the plane defined by
the throat circle. This can be stated mathematically by letting zIH equal zero and isolating rbt7
producing,
rbt7=µ.cosγb
The parametric equation, therefore, for the section at z = 0 is
(x = rbcost7+ rbt7.sint7, y = rbsint7- rbt7.cost7)
or
(x = rb(cost7+ t7.sint7), y = rb(sint7- t7.cost7))
Transposing these equations by rotating them through 90o and mirroring them across the yz-
plane, as discussed in Appendix J, produces the parametric equations
(52)
These equations are identical to those of Litvin (1994) with the exception of the substitution
of φ for t7. Appendix K contains further investigation into the equations of the planar involute.
Taking a section at a general z, say z equals z*, through the above involute helicoid produces
the line in the plane z = z*, having the following parametric equations
Thus, the parameters µ and t7 of any plane, defined by z = z*, in the involute helicoid are
related according to
(53)
This can be expressed graphically as is shown in Figure 29.
bbb
bbIH
bbIH
trz
ttry
ttrx
γµγ
γµγµ
sin.tan
cos.cos.sin
sin.cos.cos
7
*
77
77
−=
−=+=
x = rb(sint7-t7.cost7) and y = rb(cost7+t7.sint7)
µ = rb.t7/cosγb- z*/sinγb

100
Figure 29: A graphical solution to the relationship between µ and t7
7.2 Aim
The aim of this chapter is to investigate the actual profile of the gear bodies and compare
them to the theoretical profile paying attention to the relationship between respective sections
of the involute helicoid and the planar involute.
7.3 Method
Following calibration of the ruby ball on the Coordinate Measuring Machine (CMM) using
the steel ball to the left of the figure below, each gear body was set up on the table of the
Ferranti Mercury CMM as shown.
t7 µ
arctan(rb/cosγb) -z*/sinγb

101
Figure 30: The arrangement of the gear body on the CMM
The face representing z=z*min of the involute helicoid, for each gear body, was aligned to
within 0.005mm of the y-axis of the CMM. The point of intersection of the planes
representing the z=z*min, the tooth root and the upper most face of the gear body was set as
the point (0,0,0) as illustrated below.

102
Figure 31: A plan view of the gear body (looking down on the tooth surface)
Ball radius compensation was turned off and for nine values of z* a series of values
representing the coordinates of the point of contact between the CMM and the gear body,
were recorded across the 50mm facewidth. Care was taken to ensure each of the points was on
the machined surface representing the involute helicoid. To allow generation of a reference
surface three non-collinear points on the top land were also recorded.
(0,0,0)
x
z y

103
7.4 Results
The diameter of the ruby was found to be 3.993mm (compared to 4.000mm theoretical).
Table 20 and Table 21 show the results obtained for each gear body.
Table 20: Data points created by the CMM measurements of Gear Body 1
X Y Z X Y Z
POINT 20.457 -2.002 -6.952 POINT 19.742 -27 -9.062
POINT 22.57 -2.002 -7.317 POINT 22.637 -27 -9.58
POINT 25.087 -2.002 -8.15 POINT 25.1 -27 -10.47
POINT 27.372 -2.002 -9.18 POINT 26.855 -27 -11.312
POINT 28.96 -2.002 -10.037 POINT 29 -27 -12.557
POINT 30.837 -2.002 -11.237 POINT 30.557 -27 -13.63
POINT 32.795 -2.002 -12.672 POINT 32.695 -27 -15.325
POINT 34.1 -2.002 -13.752 POINT 20.027 -32 -9.52
POINT 20.2 -6.997 -7.375 POINT 22.262 -32 -9.912
POINT 22.922 -7 -7.872 POINT 24.422 -32 -10.655
POINT 25.977 -7 -8.995 POINT 26.88 -32 -11.807
POINT 28.557 -6.997 -10.297 POINT 28.885 -32 -12.992
POINT 30.687 -6.997 -11.647 POINT 30.35 -32 -14
POINT 32.717 -6.997 -13.157 POINT 32.52 -32 -15.725
POINT 34.142 -6.997 -14.335 POINT 19.805 -37.002 -9.915
POINT 20.505 -12 -7.822 POINT 22.257 -37.002 -10.352
POINT 22.62 -11.997 -8.235 POINT 24.797 -37.002 -11.27
POINT 25.64 -11.997 -9.307 POINT 27.107 -37.002 -12.412
POINT 28.425 -11.997 -10.717 POINT 28.557 -37.002 -13.29
POINT 30.302 -11.997 -11.907 POINT 29.865 -37 -14.172
POINT 32.23 -11.997 -13.31 POINT 31.402 -37.002 -15.345
POINT 33.67 -11.995 -14.495 POINT 32.572 -37.002 -16.327
POINT 19.707 -17 -8.18 POINT 20.082 -42 -10.372
POINT 22.28 -17 -8.587 POINT 22.075 -42 -10.745
POINT 24.607 -17 -9.35 POINT 24.202 -42 -11.475
POINT 26.99 -17 -10.42 POINT 26.065 -42 -12.33
POINT 29.067 -17 -11.6 POINT 28.482 -42 -13.735
POINT 30.397 -17 -12.477 POINT 30.192 -42 -14.92
POINT 32.025 -16.997 -13.685 POINT 31.795 -42 -16.225
POINT 33.28 -16.997 -14.712 POINT 19.852 -47 -10.77
POINT 19.812 -22.002 -8.637 POINT 22.432 -47 -11.292
POINT 22.29 -22.002 -9.032 POINT 24.865 -47 -12.227
POINT 24.942 -22.002 -9.942 POINT 27.455 -46.997 -13.597
POINT 27.447 -22 -11.152 POINT 29.612 -46.997 -15.027
POINT 29.062 -22 -12.1 POINT 31.662 -47 -16.667
POINT 30.802 -22 -13.29
POINT 32.265 -22 -14.412
POINT 33.617 -22 -15.572 Three non collinear points
POINT 35.63 -5.035 -18.37
POINT 34.72 -21.635 -26.295
POINT 33.43 -44.915 -20.495

104
Table 21: Data points created by the CMM measurements of Gear Body 2
7.5 Discussion
Comments on the orientation of the axes: The raw data indicated measurements for various
values of y, that is, the results from the CMM would produce an involute helicoid aligned to
the y-axis. The equations of the involute helicoid, (51), however apply to an involute helicoid
with its axis aligned to the z-axis.
X Y Z X Y Z
POINT 19.137 -2 -20.017 POINT 19.195 -27 -17.882
POINT 22.115 -2 -20.885 POINT 23.68 -27 -19.202
POINT 24.622 -2 -21.892 POINT 26.982 -27 -20.642
POINT 27.255 -2 -23.175 POINT 29.282 -27 -21.865
POINT 29.08 -2 -24.197 POINT 32.935 -27 -24.16
POINT 31.287 -2 -25.6 POINT 36.707 -27 -26.972
POINT 33.237 -2 -26.985 POINT 18.93 -32 -17.39
POINT 35.622 -2 -28.842 POINT 21.912 -32 -18.15
POINT 37.617 -2 -30.562 POINT 24.122 -32 -18.927
POINT 17.982 -7.002 -19.352 POINT 26.907 -32 -20.13
POINT 20.747 -7.002 -20.002 POINT 29.087 -32 -21.265
POINT 23.745 -7.002 -21.055 POINT 31.212 -32 -22.522
POINT 26.3 -7.002 -22.205 POINT 33.577 -32 -24.08
POINT 28.637 -7.002 -23.452 POINT 36.175 -32 -25.997
POINT 31.207 -7.002 -25.045 POINT 38.687 -32 -28.097
POINT 33.04 -7.002 -26.307 POINT 18.957 -37 -16.965
POINT 35.405 -7.002 -28.102 POINT 22.58 -37 -17.915
POINT 37.09 -7.002 -29.537 POINT 26.54 -37 -19.492
POINT 17.867 -12.002 -18.882 POINT 29.947 -37 -21.26
POINT 21.467 -12.002 -19.785 POINT 32.905 -37 -23.102
POINT 24.195 -12.002 -20.78 POINT 35.802 -37 -25.177
POINT 27.087 -12.002 -22.117 POINT 38.382 -37 -27.265
POINT 29.485 -12.002 -23.457 POINT 40.315 -37 -28.982
POINT 31.725 -12.002 -24.867 POINT 18.927 -42 -16.527
POINT 33.35 -12.002 -26.005 POINT 21.907 -42 -17.26
POINT 35.265 -12.002 -27.452 POINT 25.147 -42 -18.42
POINT 37.082 -12.002 -28.947 POINT 28.17 -42 -19.817
POINT 38.322 -12.002 -30.06 POINT 30.767 -42 -21.257
POINT 18.912 -17 -18.677 POINT 33.207 -42 -22.812
POINT 21.987 -17 -19.5 POINT 35.782 -42 -24.622
POINT 24.612 -17 -20.487 POINT 37.407 -42 -25.897
POINT 27.097 -17 -21.657 POINT 39.672 -42 -27.837
POINT 29.755 -17 -23.112 POINT 18.94 -47 -16.095
POINT 32.882 -17 -25.14 POINT 22.697 -47 -17.062
POINT 36.017 -17 -27.5 POINT 26.962 -47 -18.757
POINT 38.202 -17 -29.382 POINT 30.682 -47 -20.702
POINT 18.737 -22 -18.207 POINT 34.345 -47 -23.055
POINT 20.807 -22 -18.697 POINT 36.63 -47 -24.722
POINT 23.547 -22 -19.607 POINT 39.425 -47 -27.055
POINT 26.892 -22 -21.067
POINT 29.297 -22 -22.362 Three non collinear points
POINT 32.482 -22 -24.352
POINT 35.097 -22 -26.252 POINT 39.43 -1.55 -36.477
POINT 36.937 -22 -27.707 POINT 40.535 -20.055 -33.092
POINT 38.555 -22 -29.102 POINT 41.935 -42.882 -38.787

105
“We are dealing here with a single flank on one side only of a real tooth on a real wheel. It is
important to understand that in gears the axis of the said involute helicoid is under all
circumstances collinear with the axis of the wheel.” (Phillips 2003 §3.24) The measured
surface of the gear body is actually a piece of the involute helicoid, similar to the involute
helicoid shown in Figure 28. In the case of the gear bodies, however, the axis of the involute
helicoid, shown in Figure 28, is aligned to the gear axis, not the z-axis. There is an involute
helicoid mounted on both GA1 and GA2 of Figure 1. It is, therefore, a fundamental property
of the measured surface that the axis of rotation of the gear bodies is aligned with the axis of
the involute helicoid.
For the results to correlate to the equation of the involute helicoid the data must be
transformed (Appendix J details the principles of object transformation.) such that:
• z axis of the CMM is collinear with the theoretical axis of rotation and
• the origin of the CMM is coincident to the centre of the base circle of the gear body.
Consider the arrangement indicating the orientation of the axes of the CMM relative to the
Gear body and, in Table 22, the resulting data for Gear body 1 for y=-2.
Table 22: Raw data from the CMM for Gear body 1
Data X Y Z
POINT 20.457 -2.002 -6.952
POINT 22.57 -2.002 -7.317
POINT 25.087 -2.002 -8.15
POINT 27.372 -2.002 -9.18
POINT 28.96 -2.002 -10.037
POINT 30.837 -2.002 -11.237
POINT 32.795 -2.002 -12.672
POINT 34.1 -2.002 -13.752

106
To align the y-axis of the involute helicoid on the CMM with the z-axis of the involute
helicoid of (51), requires two steps:
1. A 90o rotation of the gear bodies about the x-axis thereby making the z-axis of the
CMM parallel to the z-axis of the theoretical involute helicoid. This can be expressed
mathematically as the transformation matrix
2. Translation of the centre of the base circle to the origin of the CMM making the z-axis
of the CMM collinear to the z axis of the theoretical involute helicoid and the centre of
the base circle and CMM origin coincident. There are three components to this
translation. The centre of the gear body boss must be moved:
a. in the positive x-direction, a distance equal to the distance between the gear
axis and the origin of the CMM.
b. in the negative y-direction, half the thickness of the gear body (measured to the
top land).
3. Toward the base circle a distance gx,mn,E, given by the distance between the centre of
the base circle, e-circle and gear body. This distance can be seen in Figure 32, a view
defined by the Gear Axis and Centre Distance Line. It can be shown (Appendix L) that
this distance is, for Gear Axis 1:
gx,1n,z* = t*mn + xesinΣ/2 − yecosΣ/2 + (gear body width)/2
and for Gear Axis 2:
(54)
where:
−
1000
0100
0090cos90sin
0090sin90cos
gx,2n,z* = t*mn - xe.sinΣ/2 − ye.cosΣ/2 + (gear body width)/2

107
t*mn = the distance from the CDL to the centre of the base circle for gear body
n measured along the Gear Axis m.
xe = the x coordinate of the point E
ye = the y coordinate of the point E
Gear body width = the width of the gear body from drawing A30006 Revision A or A30005
Revision A in Appendix G.

108
Figure 32: A view of Gear Body 2 defined by Gear Axis 2 and the Centre Distance Line
For the Gear Body under consideration these values are 26.66, -20 and g*mn, respectively.
This produces the transformation matrix
that when applied to the data in Table 22 produces the following.
− 1*2066.26
0100
0010
0001
mng
gear body 2
axis
centre distance line
gear body 1
axis
e-circle base circle
gx,mn,E
gear body 2

109
Table 23: Transformed data for Gear body 1
Data X Y Z
POINT 47.117 -13.048 21.1639
POINT 49.23 -12.683 21.1639
POINT 51.747 -11.85 21.1639
POINT 54.032 -10.82 21.1639
POINT 55.62 -9.963 21.1639
POINT 57.497 -8.763 21.1639
POINT 59.455 -7.328 21.1639
POINT 60.76 -6.248 21.1639
The figures below illustrate the result of applying the process to Gear bodies 1 and 2
respectively for selected values of z.
Figure 33: A graph of the profile for selected values of z for Gear Body 1
RESULTS OF GEAR BODY 1 PROFILE
MEASUREMENT
-14
-12
-10
-8
-6
-4
-2
0
40 45 50 55 60 65
X VALUE (mm)
Y V
AL
UE
(m
m)
Z=21.164
Z=1.164
Z=-18.83

110
Figure 34: A graph of the profile for selected values of z for Gear Body 2
An assessment of and comments on the internal consistency of the data: The relative
smoothness of the curves in the above figures indicates that the data is internally consistent.
The accuracy, however, of this judgement is severely limited by the fact that the curves are at
least 0.5mm thick and the marks representing the data points are two to three millimetres
across. In comparison to the 0.001mm level of accuracy of the CMM, these values are,
figuratively speaking, potentially miles apart.
An accurate method of comparing the consistency of the data points is to utilise the fact that
each of the above lines represents a section of the planar involute. It was shown above and in
Appendix K, that the planar involute has the parametric equation
(55)
The values of x and y can be taken directly from the data above leaving two unknowns for
each point, rb and t7. As each of the curves in the above graphs represents a planar section of
the involute, all points in a given curve, for example z=-34.87, should have a common rb
RESULTS OF GEAR BODY 2 PROFILE
MEASUREMENT
-6-4-202468
1012
80 85 90 95 100 105
X VALUE (mm)
Y V
AL
UE
(m
m)
Z=-34.87
Z=-14.87
Z=--5.132
x = rb(cost7+ t7.sint7), y = rb(sint7- t7.cost7)

111
whilst the value of t7, representing the rotation of the involute generator, will vary from point
to point.
The mechanics of this process however, are considerably more complicated than is indicated
here. As can be seen, equation (55) is highly non-linear. Eliminating rb, for example, by
calculating x/y leaves:
(56)
, an equation that is impossible to solve by other than numerical means.
Sticher was able to demonstrate this expression could be stated as the well-known involute
function in λ. By inverting and dividing the top and bottom by cost7, the above expression
becomes:
77
77
tan1
tan
tt
tt
x
y
+−
=
which is now in the form:
BA
BABA
tantan1
tantan)tan(
+−
=−
allowing the substitution
)tan( 7 λ−= tx
y
where
7
1tan t−=λ
therefore
)(tan
tantan 7
1
7
1
λλλ inv
ttx
y
=−=
−= −−
777
777
cossin
sincos
ttt
ttt
y
x
−+
=

112
This expression still needs to be solved numerically however it is a neater and more widely
recognised form of (56). Utilising Microsoft Excel Solver, a number of models were set up
with the objective of determining rb and t7 necessary to solve the above equations for various
values of x and y. The Left Hand Side (LHS) of the model is the value x or y from the CMM
whilst the Right Hand Side (RHS) is the expression rb(cost7…) or rb(sint7…) respectively. A
sample model is shown in the tables below.
Table 24: Sample data points from Gear body 2 for analysis of data consistency
X Y Z
93.127 -1.257 -5.132
95.567 -2.812 -5.132
Table 25: Model 1 solving the involute function for Point 1
X Y rb t7
LHS 93.127 1.257 87.86369 0.351567
RHS 93.127 1.257
LHS-RHS 8.63E-12 1.41E-12
Table 26: Model 2 solving the involute function for Point 2
X Y rb t7
LHS 95.567 2.812 86.75498 0.463158
RHS 95.567 2.812
LHS-RHS -1.9E-07 -3.8E-08

113
The results in the above tables indicate that rb for two points on the same planar involute is
not the same. An alternate approach is to use the Solver to force rb from Model 1 to equal
Model 2.
Table 27: Model 3 solving the involute functions by forcing rb to be equal
Involute
point 1
X Y rb t7
LHS 93.127 1.257 86.75498 0.353071
RHS 91.99502 1.257
LHS-RHS 1.131983 -1.1E-09
Involute
point 2
X Y rb t7
LHS 95.567 2.812 86.75498 0.463158
RHS 95.567 2.812
LHS-RHS -1.2E-08 -2.5E-09
Herein lies the problem. From the above analysis it would appear the data is not internally
consistent. If the models allow different base radii, the base radii of the same planar involute
are different by approximately 1.2 or 1.4%. Alternately if the base radii are forced to be equal
not all conditions of the model can be satisfied. The difference between the data point value
of y and the calculated value of y in Point 1 is approximately 1.3 or 1.4%. Although, in
absolute terms, these errors may appear to be acceptable, the error in the set up was just
0.005mm and the accuracy of the CMM was a mere 0.007mm with a repeatability of

114
0.005mm. (Ferranti Mercury) The total error is of the magnitude of 0.017mm. There is
therefore another source of error.
Another source of error: The investigation above indicates there is a source of error with an
order of magnitude of 1 to 1.5mm. The cause of this error may well lie in the fact that the
CMM’s ball radius compensation capabilities were turned off. So what is the order of
magnitude of the error resulting from ball-radius compensation? The following section
establishes an estimate of the magnitude of the error caused by ball-radius compensation
being turned off.
Consider the planar case of a circle, with a radius rball, approaching a line that is inclined to
the horizontal at an angle of theta (θ). At the point of contact, the said line forms a tangent to
the circle and the line joining the centre of the circle (xm, ym) to the point of contact (xa, ya)
therefore subtends 90o to the said line. This is illustrated below.
Figure 35: Ball radius compensation – the planar case

115
Assuming a standard right handed Cartesian coordinate system,
xa = xm + rball sinθ and ya = ym + rball cosθ
Now
θ = 90 – t7
which when substituted produces
(57)
The accuracy of (57) can be verified mentally by imagining the errors resulting from
measuring vertical and horizontal surfaces respectively. Bringing the CMM probe into contact
with a vertical surface (t7=0) would result in an error of rball in the x direction and zero in the y
direction and vice versa for a horizontal surface.
Alternately, relating θ to the gradient of the involute requires the product rule to be applied in
two stages. Firstly, to determine the gradient from its constituent equations,
And secondly, applying the product rule to the two components of (55), in turn produces
dy/dt7=rbt7cost7
and
dt7/dx=1/(rbt7sint7)
Back substitution then produces the following result
dy/dx=1/(tant7)
a result that is obvious when one looks at the form of the equation of the involute as a
function of the base radius (Appendix K).
The error or the difference between xa and xm, for example, is rball cost7. The error therefore
varies non-linearly depending on the location of the CMM probe on the involute surface and
dx
dt
dt
dy
dx
dy 7
7
=
xa = xm + rball cost7 and ya = ym + rball sint7

116
is different for the x and y values. Substituting the values from the models in the above tables,
for example, produces an error in Model 1 of 1.885 in the x direction and 0.874 in the y
direction. Using the planar estimate, it is possible from the comparison of the relative sizes of
the errors as measured and those likely to be caused by the absence of ball radius
compensation.
The above analysis is limited to the planar case. The spatial case places further restrictions on
the accuracy of the profile measurement using the CMM.
Now consider the spatial case. The diagram below represents the ball of the CMM.
Figure 36: Ball radius compensation - the spatial (3-D) case
P
x
y
z
φ
θ
O

117
Again the point O represents the centre of the ball corresponding to the measured values (xm,
ym, zm) and the point P, located on the surface of the ball, which represents the actual values
(xa, ya, za). The distance OP is equal to the radius of the ball, rball. The values φ and θ represent
the angles the line OP subtends to the z and x axes, respectively.
The relationship between this point, P, and the point given by the CMM, O, is
xa = xm + OPx ya = ym + OPy za = zm + OPz
The distances OPx, y, z can be determined from the given geometry.
OPx = rball sinφ cos θ OPy = rball sinφ sin θ OPz = rball cos φ
(The reader would notice that the components of OP are, in fact, the equations of the spherical
coordinate system with rball substituted for ρ.)
Substituting the values for OP produces,
(58)
From the above equations, the following generally applies:
• The closer the surface is to vertical, the greater the difference between xa and xm and
ya and ym. This error varies as a function of the sine of the angle.
• The closer the surface is to vertical, the smaller the difference between za and zm. This
error varies as a function of the cosine of the angle.
• The closer the surface is to being parallel to the yz plane, the greater the difference
between xm and xa and less the difference between ya and ym and vice versa.
An additional unknown has, however been introduced. To get an estimate of the error created,
in the spatial case, by the absence of radius compensation, it is now also necessary to know
(or have an estimate of) φ.
xa = xm + rball sinφ cos θ
ya = ym + rball sinφ sin θ

118
It is possible to obtain an estimate of φ by considering the relationship between the ball of the
CMM and the surface it is measuring. At the point of contact with the surface of the involute
helicoid, P, the surface of the sphere and the surface of the involute helicoid share a common
tangent plane i.e. their tangent planes are coplanar. The normal to this tangent plane passes
through O and P i.e. the direction of the radius represents the ‘radius vector’ (Anton 1995), r
= xi + yj + zk where, from Figure 36:
x = sinφ cos θ
y = sinφ sin θ
z = cos φ
Restating r,
(59)
At some point on the involute helicoid, there is a tangent plane with a unit normal equal to the
above equation. All that remains is to find the location of this unit normal. Recall that:
(41)
defined the tangent plane to the involute helicoid. The tangent plane of the sphere and
involute helicoid at the point of contact are co-planar therefore the normals are collinear.
Equating x, y, & z components of (59) and ∂(51)/∂µ produces:
x component -sinγb . sint7 = sin φ . cos θ
y component sinγb . cost7 = sin φ . sin θ
z component -cosγb .= cos φ
Some general comments on the above result:
r(φ, θ) = sinφ cos θ i + sinφ sin θ j + cos φ k
kjttn bbbˆcosˆcossinisinsin-ˆ
77 γγγ −+=

119
• The solution is represented by the intersection of the two surfaces given by the x and y
components and the line given by the z part. The surfaces, assuming constant γb, are
shown in Figure 37 and Figure 38.
Figure 37: All solutions to the common normal to the sphere and involute helicoid given by the x
component
φ is calculable from the z component and, if γb is acute, 90 < φ < 270. From the spherical
coordinate system, the point of contact is therefore below the equator of the ball, a logical
location.
γb is known from the initial geometry leaving three equations and three unknowns. This
system of three (highly) non-linear equations can be solved numerically using Microsoft
Excel Solver, for example. One possible solution is shown in Table 28.
0
0.6
28
1.2
57
1.8
85
2.5
13
3.1
42
0
1.6760
0.5
1
1.5
2
2.5
3
3.5
θθθθ
t7
φφφφ
GRAPH OF θθθθ v. t7 AND φφφφ(X Component)
3-3.5
2.5-3
2-2.5
1.5-2
1-1.5
0.5-1
0-0.5

120
Figure 38: All solutions to the common normal to the sphere and involute helicoid given by the y
component
Table 28: A numerical solution for the set of equations defining the common tangent plane to the
sphere and involute helicoid
Angle Value (rads)
γb 1.232891
φ 1.908702
θ 1.570797
t7 6.3E-07
Thus from (58) and assuming rball = 2mm
OPx = -1.22679E-06 OPy= 1.886902 OPz = -0.66302
xa = xm + -1.22679E-06 ya = ym + 1.886902 za = zm - 0.66302
Note: The values OPx, y & z provide a check on the accuracy of the equations. The square root
of the sum of the squares of OPx, y &z should (and does) equal 2 (to within 0.001%).
Of course, when γb is known, the z component can be used to determine φ i.e.
φ = cos-1
(-cosγb)
from which θ can be determined by:
0
0.6
28
1.2
57
1.8
85
2.5
13
3.1
42
0
1.152
2.304
-1.5
-1
-0.5
0
0.5
1
1.5
θθθθ
t7
φφφφ
GRAPH OF θθθθ v. t7 AND φφφφ(Y Component)
1-1.5
0.5-1
0-0.5
-0.5-0
-1--0.5
-1.5--1

121
• rearranging the X and Y components to make a substitution for sinφ
• substituting φ into the X and Y components respectively.
The equations resulting from these actions are:
)sin
cos(tan
7
71
t
t−= −θ
or
)2
(-or 2
)cos(sinor )(cossin
77
7
1
7
1
tt
tt
−−=
−= −−
ππθ
θ
Thus, θ is a function of t7. As t7 represents the rotation around the helix, the impact of moving
around the helix on the values OPx, y & z can be shown graphically, as it is in Figure 39.
Figure 39: Graph of OPx, OPy, OPz and theta versus t7
The two equations produce the same results. Theta (sin) peaks at π whilst Theta (tan) equals
zero at the same value of t7.
GRAPH OF OPx, OPy, OPz & THETA v. t7
-2.5
-2
-1.5
-1
-0.5
0
0.5
1
1.5
2
2.5
0 1 2 3 4
t7 (rads)
DIS
T (
mm
)
-2
-1
0
1
2
3
4
TH
ET
A (
rad
s) OPx
OPy
OPz
sin(theta)
tan(theta)

122
Figure 39 shows that the impact on xa, ya and za is significant compared to the combined
errors of the CMM of 0.017mm. Taking a best case of the maximum xm, ym and zm from the
CMM and comparing them to the errors shown above produces the following:
Table 29: The impact of ball radius on the accuracy of CMM values
x y z
Max measured value 60.802 -13.048 -22.002
A sample error 1.22679E-06 1.886902 -0.66302
% of ordinate value 2.018x10-6
% 14.46% 3.0134%
These results highlight the shortcomings of this process. Table 29 shows the error is
potentially a lot greater than the required error of 1.4% determined in Table 27. The
magnitude of the error in the above example is approximately 15%. The above process also
assumed γb was accurately replicated on the gear bodies however this is one of the values to
be verified. Given the objective of profile measurement is to determine how accurately the
machined surface matches the theoretical surface, it is clearly desirable to use measured
values only.
From the above data and analysis it is apparent that due to the complexity of the surface, and
limitations of the measurement equipment and process, profile measurement in this case has
been of limited value in assessing the accuracy of the machining process and resulting
surface.

123
CHAPTER 8 CONCLUSION
This work started out with three aims. They were:
• in the broadest sense, to close the Plan-Do-Check-Act cycle on the equiangular gear
body development. Specifically, the aim of the work was to test the validity of
Phillips’ claims with regard to constancy of transmission ratio for the as manufactured
gear tooth pair.
• to move the development of a ‘universal theory of gearing’ to the second stage.
• to start to bridge the gap between the theory and the practice of gear manufacture.
8.1 A universal theory of gearing
After some refinement of the equiangular models afforded by an insight that Dr F.C.O.Sticher
provided, a completely new set of mathematical models of gearing were developed. These
models drew on the fundamental principles from three-body kinematics leading into the
development of gear architecture and surface geometry. Furthermore they were applicable to a
wider range of spatial involute gears, the plain polyangular set, of which the equiangular case
with the corresponding equations previously developed, are a subset. The design process for
the plain polyangular set also required an additional user selectable value, d, that defined the
location of the point of contact, Qx.
As would be expected, substitution of equiangular data into the polyangular model produced
the same results as the equiangular model detailed in Killeen (1996), thereby proving the
validity of the model. To reinforce this point, a numerical model was developed concurrently
in MS Excel and its results compared to the results of the algebraic model. In all cases the
results correlate.

124
The work also highlighted a significant difference between the architecture standards adopted
here and those of Phillips and the robustness of the theories. Phillips used a geometrical frame
of reference with a specific set of axes to determine the answers to fundamental kinematic
questions and then switched to a different set of axes to develop the architecture and surfaces
of the gear bodies. This work employed the same set of axes in both the development of
answers to the kinematic question as well as for the formulation of the gear architecture and
surface geometry. The results were shown to be the same.
To highlight the simplicity and logic behind the theory and algebraic development, the work
also presented a 15-step process map that defined the steps undertaken in creating the
algebraic expressions. Following these steps leads to the development of the aforementioned
numerical model applicable to plain polyangular spatial involute gears.
The algebraic and numerical models also conclusively proved the validity of some aspects
that have hitherto, been shown only geometrically. Specifically, for example the key
outcomes were that ‘…at Ω=0 [t7=0], the slip track and the core helix are tangential with one
another…’ This confirms the work of Phillips (2003).
8.2 A bridge between the kinematic theory and gear machining theory
The algebraic models developed also provided a solid foundation for the transition from
kinematic analysis to machining special involute gears in practice. Following the creation of a
solid foundation in the understanding of the principles of gear machining, this work showed
how the equations previously developed could be applied to gear machining. Six of the planes
Phillips discusses were also fully mathematically defined. The behaviour of three of these
planes was presented graphically. Understanding the behaviour of these planes and the
expressions will be central to the development of machining techniques for a complete plain
polyangular gear set.

125
8.3 Functional testing
Mechanical functional inspection showed, despite small variations in:
• the surface roughness and texture of the gears caused by machining
• the location of the gears
that the error, measured over three tests, was 1% for two of those tests and less than 2% for
the third. The lines of best fit had a correlation of greater than 0.999. Furthermore, the results
of the testing also indicated that there was in excess of 40% chance the transmission ratio as
measured was exactly equal to as designed.
This directly confirms Phillips’ geometry that the transmission ratio of the gears designed
using a general spatial involute theory of gearing is given by:
ur
r
bb
bb =11
22
sin
sin
γγ
for the case of equiangular spatial involute gears i.e. that the transmission ratio is independent
of small variations in the location of the gears.
Initial attempts to obtain ‘instantaneous’ transmission ratios were unsuccessful. The
arrangement based on a Labview virtual instrument and the following hardware:
• optical encoders mounted on the gear body axes that fed a binary signal to
• a DAC mounted in a PC using a Labview virtual instrument
to interrogate the card was unsuccessful due to the limitations imposed by the operating
system of the Personal Computer. Windows 3.1 can only acquire data every 55ms. As the
encoders used produced 5000 pulses per revolution, the minimum time to complete one
revolution was approximately nine minutes. This effect was compounded by the fact that
there were two encoders attached to the same DAC. Although data acquisition was
undertaken considerably faster than this, re-running the tests at the required speed was not

126
practicable due to the risk of moving in the wrong direction. Despite this, the use of optical
encoders and PC based instrumentation proved itself in principle as a more flexible and robust
method of measurement. Further, the creation of electronic data increases flexibility in terms
of analysis.
8.4 Analytical inspection
Efforts aimed at developing a more accurate picture of both the as-machined surface and
‘instantaneous transmission ratio’ were largely unsuccessful due to limitations with the
measuring equipment. The results of surface measurement using a Coordinate Measuring
Machine (CMM) could not be correlated with the theoretical tooth profile. The magnitude of
internal error using the CMM was approximately 1.5% whilst the actual ‘as-measured’ error
was approximately 15%. The primary cause of this was the impact of the gradient(s) of the
surface on the calculation of the actual position of the point versus the measured position of
the same point. This was substantiated by analysis of the results that showed the larger the
gradient(s) the higher the error.
This work has achieved the original objectives in that it proved the validity of Phillips theories
by demonstrating, through experimentation, the high correlation between theoretical and
actual transmission ratios. The development of mathematical expressions and a numerical
model for the plain polyangular gear bodies, a model which is more robust than the previous
equiangular model of Killeen (1996), provides a basis for a designing such gears in practice.
Picking up from the leads alluded to in the previous two paragraphs, significant opportunities
exist for converting the geometric theories of Phillips (2003) and the mathematical
expressions of this thesis into working gears. Although it is possible to machine these gear
bodies using a five-axis machine, efforts should be directed toward the use of high volume

127
manufacturing processes such as hobbing would allow the spatial involute gear to be mass
produced.
With a complete gear set, work can then begin on aspects of gear design including wear,
lubrication and the deformation of the tooth surface under load. Investigators in this field will
be assisted considerably by the fact that Phillips (2003) established a tooth surface that can be
defined algebraically thereby making the work of Timoshenko and Goodier (1970, p414)
applicable and minimising the need for exclusively developing solutions through the ‘skilful
use of computers’.

128
REFERENCES
Anton, H., 1995, Calculus 5/E John Wiley & Sons Inc, Brisbane
Aronson, R. B., 1997, ‘It isn’t so rough anymore - Surface finish is the key to long lived
parts’, Manufacturing Engineering, Society of Manufacturing Engineers, Dearborn, Vol 118
No 4 pp48-57
Blackwoods, 1999, Blackwoods Where looking forward is a tradition (Catalogue) J.
Blackwood & Son Limited, Smithfield
Bonfiglioli Riddutori S.p.A., 1995, Gear motor handbook Springer-Verlag, Berlin
Committee ME/11, 1991, Australian Standard 2075-1991 Glossary of terms and notations for
gears, Standards Australia, North Sydney
DeGarmo, P. E., Temple Black, J., Kohser, R. A., 1990, Materials and processes in
manufacturing (7th
edition), Macmillan Publishing, New York
Drago, R. J., 1992, ‘Gear types and nomenclature’, Dudley’s gear handbook - The design
manufacture and application of gears (2nd
edition), edited by Townsend, D., McGraw Hill,
New York
Houser, D., 1992, ‘Gear noise’, Dudley’s gear handbook - The design manufacture and
application of gears (2nd
edition), edited by Townsend, D., McGraw Hill, New York

129
Hunt, K. H., 1978, Kinematic geometry of mechanisms, Oxford Scientific Publications,
Oxford.
Institute of Phonetic Sciences (IFA) 1999, ‘The Student-t test for one sample’; ‘The
correlation coefficient’; ‘The Wilcoxon matched-pairs signed-ranks test’,
http://fonsg.lct.uva.nl:8001/Service/Statistics.html, Universiteit van Amsterdam, Faculty of
Humanities, Amsterdam
Killeen, M. P., 1996, The mathematics of equiangular spatial involute gearing,
Undergraduate thesis, University of Technology Sydney
Laczik, B., 2000, Geometric Simulation of Involute Gear Hobbing in Transverse Section
using Maple V - Maple V Application Centre (Retrieved from the internet October 2000),
University of Budapest; Adept Scientific
Mabie, H. M., Reinholtz, C. F., 1987, Mechanisms and dynamics of machinery (Fourth
edition), John Wiley & Sons, New York.
McMahon, C., Browne, J., 1993, CAD CAM From principles to practice, Addison Wesley,
Wokingham
Ohsuga, G., 1989, ‘Towards intelligent CAD systems’, Computer Aided Design, 21(5),
pp315-337
Pahl, G., Beitz, W., 1984, Engineering Design, The Design Council/Springer, London

130
Phillips, J., 2003, General spatial involute gearing, Springer-Verlag, Heidelberg
Phillips, J., 1984, Freedom in machinery Volume 1-Introducing screw theory, Cambridge
University Press, London
Phillips, J., 1990, Freedom in machinery: Volume 2-Screw theory exemplified, Cambridge
University Press, London
Phillips, J., 1994, ‘Letter to the editor 8 December 1993’ Mechanism and machine theory, 24,
p905
Phillips, J., 1995, ‘Involute skew gears for flexible joints in machinery’; Proceedings of the
ninth world congress on the theory of machines and mechanisms, IFToMM, Milan, Italy,
Edizioni Unicopli, Milan Vol 2, pp1609-1613
Phillips J., 1999, ‘Some geometrical aspects of skew polyangular involute gearing’,
Mechanism and machine theory, 34, pp781-790
Phillips J., 1999, ‘Truncating the teeth in general spatial involute gearing’; Proceedings of the
Tenth world congress on the theory of machines mechanisms, Oulu Finland, June
PCA, Shaft encoders-incremental and absolute, Plant Control and Automation, Hornsby
Samson, D., 1995, Management for engineers (2nd
edition), Longman, Melbourne
Shigley, J.E., 1986, Mechanical engineering design, McGraw Hill, New York

131
Smith, R. E., 1992, ‘Gear tolerances’, Dudley’s gear handbook - The design manufacture and
application of gears (2nd
edition), edited by Townsend, D., McGraw Hill, New York
Timoshenko, S.P., Goodier, J.N., 1970, Theory of elasticity, McGraw Hill, Sydney
Townsend, D.P., Broglie, M.J., Smith D.F., 1992, ‘Gear inspection devices and procedures’ in
Dudley’s gear handbook - The design manufacture and application of gears (2nd
edition),
edited by Townsend, D., McGraw Hill, New York
Walpole, R.E., Myers, R.H., 1993, Probability and statistics for engineers and scientists (5th
edition), Macmillan Publishing, New York
Wells, L.K., 1995, Labview Graphical programming for instrumentation-Student edition
user’s guide, Prentice Hall, New Jersey.
Woodbury, R. S., 1972, Studies in the history of machine tools, MIT Press, Cambridge,
Massachusetts

132
BIBLIOGRAPHY
ASME Research committee on metal cutting data 1952, Manual on cutting of metals with
single point tools (2nd
edition), American Society of Mechanical Engineers
Baystate Technologies, 1997, Cadkey 97 Reference manual, Baystate Technologies,
Marlborough
Baystate Technologies, 1997, Cadkey 97 Release 2 Reference manual addendum, Baystate
Technologies, Marlborough
Beam, A.S., 1954, ‘Beveloid gearing’, Machine design, December
Chi, M.T.H., Glaser, R., Farr,R., 1988, The nature of expertise, Lawrence Erblaum
Associates, New Jersey
Devlin, K., 1997, Goodbye Descartes, The end of logic and the search for a new cosmology of
the mind, John Wiley & Sons, New York
Doebelin, E.O., 1990, Measurement systems application and design (4th
edition), McGraw
Hill Publishing Company, New York
Drago, R. J., 1988, Fundamentals of gear design, Butterworths, Boston
Dudley Evans, T., 1985, Writing laboratory reports, Thomas Nelson Australia, Melbourne

133
Edwards, C.H., Penney, D.E., 1990, Calculus and analytic geometry, Prentice Hall, New
Jersey
Etter, D.M., 1990, Structured Fortran 77 for engineers and scientists, Benjamin Cummings
Publishing, Redwood City
Ewert, R. H., 1997, Gears and gear manufacture: the fundamentals, Chapman Hall, New York
Floyd, T.L., 1992, Electronic devices (3rd
edition), Maxwell Macmillan International, Sydney
Gerald, C.F., Wheatley, P.O., 1989, Applied numerical analysis, Addison Wesley Publishing,
Menlo Park, California
Hannah, J., Stephens, R. C., 1972, Mechanics of machines-Advanced theory and examples
(Second edition) SI units, Edward Arnold, London
Hawkins, S., 1988, A brief history of time, Bantam Books, London
Hewlett Packard, 1991, HP48 Owner’s manual, Hewlett Packard Company, Corvallis
Invincible Gear Co., Capabilities summary; General beveloid information; beveloid gearing;
beveloid vs. Bevel gears; Problem solving with proprietary gearing, Michigan
Jacobson, M., 1998, ‘Trendy gears’, Automotive engineer, Mechanical Engineering
Publications Limited, London, Vol 23, No2, February, pp56-59

134
Litvin, F. L., 1994, Gear geometry and applied theory, PTR Prentice Hall, New Jersey
Merritt, H. E., 1971, Gear engineering, Pitman, London
Michalec, G. W., 1966, Precision gearing: theory and practice, Wiley, New York
Morrison, J. L. M., Crossland, B., 1970, An introduction to the mechanics of machines
(Second edition in SI units), Longman Scientific and Technical, Essex.
Moubray, J., 1997, RCMII Reliability Centred Maintenance, Butterworth Heinemann, London
National Institute of Standards and Technology (NTIS), 1993, Integration Definition for
Function Modelling (IDEF0), Federal Information Processing Standards Publications
National Instruments, 1994, Labview PC+ User Manual, Low cost multifunction I/O board
for PC/XT/AT and IBM PS/2 computers, National Instruments Corporation, Austin
Smith, L.J., 1989, The involute helicoid and the universal gear, American Gear
Manufacturers Association, Virginia
Speyer, E., 1994, Six roads from Newton - Great discoveries in physics, Wily Popular
Science, New York
Sulzer, G., 1997, ‘High-speed dry hobbing’, Manufacturing Engineering, Society of
Manufacturing Engineers, November, Volume 119, No. 5, pp46-52

135
Van Emden, J., 1998, A handbook of writing for engineers (2nd
edition), Mamillan Press Ltd,
London
‘High-Strength Spur-Gears Drive Racing Vehicle’, 1997, Manufacturing Engineering,
Society of Manufacturing Engineers, October, Volume 119, No. 4, pp110-112
Woodbury, R. S., 1958, History of the gear cutting machine, MIT Press, Cambridge,
Massachusetts
Standards Australia, 1993, Engineering drawing handbook, IEAust NOE/93/01, SAA HB7-
1993, Homebush & Institution of Engineers Australia, Barton

136
APPENDIX A GLOSSARY OF TERMS AND NOTATIONS
This glossary contains all terms and symbols used in this thesis. The terms and symbols where
possible are identical to those in AS2075-1991. AS2075-1991, in turn, uses ‘ISO 701
International gear notation’, ‘ISO 1122 Glossary of gear terms’, ‘ISO 1122.1 Part 1:
Geometric definitions’ and ‘ANSI/AGMA Gear nomenclature-definitions of terms with
symbols’ as its references. (AS2075 1991)
This thesis and the work of Phillips is a foundation for years of gear development work and,
as they were written from a more mathematical/geometric point of view respectively, it has
become necessary to enhance or add to the standard symbolism. A reader of this thesis will
therefore find that the symbolism used is starting to deviate from Australian Standard
symbolism.

137
Kinematic definitions: terms relating to the relative position of axes
Term Symbol Definition
Toothed gear - Any toothed member designed to transmit motion to another
one or receive motion from it by means of successively
engaging teeth
Gear pair - An elementary mechanism consisting of two meshing gears
Centre distance a The distance between the axes of a gear pair is measured
along a line perpendicular to the axes.
Shaft angle Σ The smallest angle through which one of the axes must be
rotated to bring the axes into coincidence (gear pair with
intersecting axes), or must be swivelled to bring the axes
parallel (gear pair with non-parallel non-intersecting axes),
so as to cause their directions of rotation to be opposite.
Kinematic definitions: terms relating to mating gears
Term Symbol Definition
Mating gear - Either gear of a pair, considered in relation to the other one
Pinion Suffix 1 That gear of the pair which has the smaller number of teeth
Wheel Suffix 2 That gear of the pair which has the larger number of teeth
Driving gear That gear of a pair which turns the other gear
Driven gear That gear of a pair which is turned by the other gear
Kinematic definitions: terms relating to relative speeds
Term Symbol Definition
Gear ratio u The ratio of the number of teeth of the wheel to that of the
pinion
Transmission
ratio
i The ratio of the angular speed of the first driving gear of a
gear train to that of the last driven gear
Kinematic definitions: terms relating to pitch and reference surfaces
Term Symbol Definition
Pitch surface - The geometrical surface described by the instantaneous axis
of movement of the mating gear in relation to the gear under
consideration in a given gear pair

138
Term Symbol Definition
Pitch line The instantaneous axis of movement of the mating gear in
relation to the gear under consideration (inferred from the
above AS2075 1991 definition). Phillips (1990) defined the
pitch line as the line of the Instantaneous Screw Axis (ISA)
of body 3 with respect to body 2 (ISA23). The ISA is the axis
about which the twisting of the body at the instant is
occurring (Phillips 1984).
Pitch point The point of intersection between the ISA and the Centre
Distance Line (CDL). In the planar case, the pitch point
corresponds to the point of intersection between the two
pitch circles.
Reference
surface
- A conventional surface with reference to which the tooth
dimensions of a gear, considered alone, are defined
Reference… - A qualification applicable to every term defined from the
reference surface of a gear
Working… Suffix w or
sign’
(apostrophe)
A qualification applicable to every term defined from the
pitch surface of a gear in a gear pair. The apostrophe may be
replaced by the suffix w and vice versa
Pitch plane of
a gear pair
- The plane tangent to the pitch surfaces of a gear pair.
Tooth characteristics: terms relating flanks and profiles
Term Definition
Tooth profile The line of intersection of the tooth flank with any defined surface
Transverse profile The line of intersection of a tooth flank by a plane surface perpendicular
to the straight generator of the reference surface. For a cylindrical gear,
this plane surface is perpendicular to the axis of the gear.
Normal profile The line of intersection of a tooth flank by a plane surface perpendicular
to the tooth trace.
Axial profile The line of intersection of a tooth flank by a plane containing the axis of
the gear
Design profile The theoretical profile, inclusive of any tip or root relief, required of a
tooth flank.
Tooth characteristics: terms relating to parts of the flank
Term Definition
Active flank That portion of a tooth flank of a gear which contacts the tooth flank of
a mating gear

139
Geometrical and kinematical notions used in gears: terms relating to geometrical lines
Term Definition
Helix On a cylinder of revolution, a curve with tangents that is inclined at a
constant angle to the generators of a cylinder.
Helix angle, β
suffix
The acute angle between the tangent to a helix and the straight generator
of the cylinder on which the helix lies.
Lead angle, γ
suffix
The acute angle between the tangent to a helix and a plane
perpendicular to the axis of the cylinder on which the helix lies.
Lead, pz The distance between two consecutive intersections of a helix by a
straight generator of the cylinder on which it lies
Cycloid A plane curve described by a point on a circle (the generating circle)
which rolls without slip on a fixed straight line (the base line)
Epicycloid A plane curve described by a point on a circle (the generating circle)
which rolls without slip on the outside of a fixed circle (the base circle)
Hypocycloid A plane curve described by a point on a circle (the generating circle)
which rolls without slip on the inside of a fixed circle (the base circle)
Involute to a circle A plane curve described by a point on a straight line (the generating
line) which rolls without slip on a fixed circle (the base circle)
Spherical involute On a surface of a sphere, the curve described by a point on a great circle
(the generating circle) which moves over the sphere by rolling without
slip on a fixed small circle of the sphere (the base circle)
Involute roll angle For a given point on an involute curve the angle subtended, at the centre
of the base circle, by the intersection of the involute with the base circle
and the point where the tangent of the base circle from a given point
touches the base circle.
Polar angle For a given point on an involute curve the angle subtended at the centre
of the base circle, by the point and the intersection of the involute with
the base circle.
Parametric
coordinate, tn
In defining various lines using parametric equations it was necessary to
select a parameter. The parameter chosen was ‘t’ and each t, t1 to tn is a
parameter specific to the line being defined. This is not an Australian
Standard definition.

140
Geometrical and kinematical notions used in gears: terms relating to geometrical
surfaces
Term Definition
Normal plane A plane generally perpendicular to the traces of a tooth.
In a helical rack it is perpendicular to all tooth traces of all the teeth it
intersects.
In a helical gear pair, however, a plane can be perpendicular at the point
of intersection, to only one tooth trace of one tooth. Such a plane, or a
plane perpendicular at the point of intersection to any other line lying in
the reference or pitch surface in a direction corresponding with that of a
tooth trace, is a normal plane.
Important lines, other than a tooth trace, to which a normal plane may
be perpendicular, include the line lying in the reference or pitch surface
and denoting the centre of a tooth or of a tooth trace.
Axial plane A plane containing the axis of a gear.
Axial plane of a
pair2
The plane containing the gear axes.
Plane of rotation A plane perpendicular to the axis of the gear.
Transverse plane A plane perpendicular to a generator of the reference surface of a gear.
Involute helicoid The surface generated by a straight line inclined at a constant angle to
the axis of a cylinder of revolution (the base cylinder) and rolling
without slip on the surface of that cylinder (i.e. constantly tangential to a
helix of the cylinder)
2 This definition does not apply to spatial involute gearing because the entity that contains the axes ie axes of the
gear pair, is (generally) not a plane but a special type of ruled surface called a parabolic hyperboloid with axes
defined by the gear axes and the centre distance line. Phillips (2002) defines four parabolic hyperboloids of
which ‘the axial parabolic hyperboloid of a pair’ is a rectilinear parabolic hyperboloid (RPH) 4 shown below.
Gear Axis 3
Gear Axis 2
Parabolic hyperboloid defined
by GA2, GA3 and CDL
Pitch circle 3
Pitch circle 2
Centre Distance Line
x
y

141
Term Definition
Spherical involute
helicoid
The surface generated by a straight line inclined at a constant angle to
the axis of a cone of revolution (a base cone) and rolling without slip on
the surface of that cone.
A section by a sphere having its centre at the apex of the cone is a
spherical involute.
Geometrical and kinematical notions used in gears: other terms
Term Definition
Instantaneous axis3 In a gear pair with parallel or intersecting axes, the imaginary line
around which occurs the relative instantaneous rotation of a gear in
relation to its mating gear.
In a gear pair with non-parallel non-intersecting axes, the imaginary line
around which occurs the relative instantaneous helical movement of a
gear in relation to its mating gear.
Slide/roll ratio The ratio of the instantaneous sliding and rolling velocities at the
contacting surfaces of meshing gears and any point during the mesh. It
is usually considered only at the extremes of the path of contact.
Generator A point, line or figure which, by its motion, traces out a line, surface or
other parameter
3 AS2075 1991 duplicates the definition of ‘Instantaneous axis’. ”The most general form of instantaneous
relative movement between two bodies is not rotational but a screwing.“ (Hunt 1978 p58) and Phillips (1984
p49) states, “An instantaneous motion …any relative motion between a pair of rigid bodies-can be seen as a
screwing, or a twisting motion, about an axis with a pitch.” The former of the two definitions of instantaneous
axis in AS2075 (1991) is therefore simply a special case of the latter. Hunt (1978) defines the former as an
Instantaneous Rotational Axis (IRA) and the latter is an Instantaneous Screw Axis (ISA) respectively

142
Cylindrical gears and gear pairs: terms relating to cylinders and circles
Term Definition
Reference cylinder The reference surface of a cylindrical gear. It is the pitch surface of
engagement with the basic rack
Pitch cylinder The pitch surface of a cylindrical gear in a gear pair with parallel axes
Reference circle The line of intersection of the reference cylinder by a plane
perpendicular to the axis of the gear
Pitch circle The line of intersection of the pitch cylinder by a plane perpendicular to
the axis of the gear
Reference
diameter, d
The diameter of the reference circle
Pitch diameter, d’ The diameter of the pitch circle
Base circle For an involute cylindrical gear, the circle from which the tooth flank
involute is derived
Base cylinder The cylinder, coaxial with the gear, having the base circle as the
transverse section
Base diameter, db The diameter of the base circle and the base cylinder
Facewidth, b The width over the toothed part of the gear, measured along a straight
line generator of the reference circle. (Consider the facewidth of a rack
as being that of a gear of infinitely large diameter)
Cylindrical gears and gear pairs: terms relating to helices of helical gears
Term Definition
Reference helix The helix which contains a tooth trace of a helical gear
Pitch helix The helix which contains the intersection of a toothed flank with the
pitch cylinder of a helical gear
Base helix In an involute helical gear, the intersection of the involute helicoid of a
flank with the base cylinder
Helix angle, β The helix angle of the reference helix of a helical gear. (Consider the
helix angle of a rack as being that of a gear of infinite diameter)
Base helix angle,
βb
The helix angle of the base helix of an involute helical gear
Lead angle, γ The lead angle of the reference helix of a helical gear. (Consider the
lead angle of a rack as being that of a gear of infinite diameter)
Base lead angle, γb The lead angle of the base helix of an involute helical gear
Figure 40: A diagram of the helix angle (a) and lead angle (b)

143
Cylindrical gears and gear pairs: terms relating to transverse dimensions
Term Definition
Transverse
pressure angle, αt
The transverse pressure angle at the point where the profile cuts the
reference surface.
Transverse pitch or
circular pitch, pt
The length of the arc of the reference circle lying between two
consecutive corresponding profiles (for a rack the linear pitch is the
plane of translation of the rack).
Transverse
module, mt
The quotient obtained by dividing the transverse pitch by π (or the
quotient obtained by dividing the reference diameter by the number of
teeth).
Cylindrical gears and gear pairs: terms relating to generating tools and associated
features
Term Definition
Rack type cutter A generating cutting tool in the form of a rack with suitable flank relief
and cutting profile
Pinion type cutter A generating cutter tool, in the form of a cylindrical gear, with suitable
flank relief and cutting profile
Hob A generating cutter tool, in the form of a cylindrical worm, suitably
gashed and relieved to provide a series of cutting profiles
Nominal pressure
angle, αno
The normal pressure angle of the basic rack of the gear cut by the tool
Nominal pitch of
the cutter, pno
The normal pitch of the basic rack of the gear cut by the tool
Cutter module, mno The quotient obtained by dividing the nominal pitch of the cutter by π

144
APPENDIX B A PROCESS MAP FOR THE DEVELOPMENT OF PLAIN
POLYANGULAR ARCHITECTURE AND SURFACE
ENTITIES
The process maps are presented in the Integrated Definition for Function Modelling format
(IDEF0). In this format:
• inputs are shown entering from the left
• outputs are shown leaving from the right
• constraints are shown entering from the top
• mechanisms are shown entering from the bottom

145
XX REMOVE THIS PAGE AND REPLACE WITH A3 OF PROCESS MAP

146
APPENDIX C A NUMERICAL EXAMPLE
With the exception of some specific numerical examples, the reader has had little exposure to
the mechanics of performing the calculations outlined in CHAPTER 3. This appendix
provides a numerically based case study that:
• provides a complete numerically based case study
• allows the reader to check their calculations should they be inclined to apply the
values to the formulas of the aforementioned chapter
• would form the basis of any future programming
The numerical example resides on an MS Excel spreadsheet and is based on plain polyangular
architecture for the values shown in Table 30.
Table 30: Values for the numerical example
Dimension Symbol Value
Centre distance a 80mm
Radial distance r 140mm
Shaft angle Σ 50o
Gear ratio u 0.6
Pressure angle 1 α1 20o
Pressure angle 2 α2 -20o
Location of meshing point (given as
a ratio of the distance between the
points of intersection of the
Transversal and Gear Axes)
ε 0.7

147
XX REMOVE THIS PAGE AND REPLACE WITH THE SPREADSHEET

148
APPENDIX D DETAILED MATHEMATICAL DEVELOPMENTS
This appendix contains detailed mathematical developments that underpin many of the results
presented in the chapter, ‘The mathematics of plain polyangular involute gearing’. The intent
of this appendix is to provide sufficient detail to meet the requirements of scientific rigour and
satisfy the curiosity of the mathematically inclined reader without diverting the non-
mathematically inclined reader from the key message.
The appendix contains a number of subsections, each containing the development of the key
finding of the relevant section in the aforementioned chapter.
Detailed workings that produced v12 and the bdl
Restating equation (12)
r12 = < Fx (cos2δ−1)+Fy.cosδ.sinδ, Fy.(sin
2δ−1)+ Fx.cosδ.sinδ, z12-Fz>
and equation (7)
ωωωω12=cosδi+sinδj
All components of v12 are now known, that is,
v12 = h12 ωωωω12 + ωωωω12 x r12
after substituting equation (7), becomes
FFFF
ijkk
kji
kji
yxzzhzzhv
rrrrhh
rrr
kji
hh
rrrxhv
δδδδδδ
δδδδδδ
δδδδ
δδδδ
cossin),(cossin),(sincosˆ
sincos,cos.,sin0,sin,cos
0sincos
ˆˆˆ
0,sin,cos
,,0,sin,cos0,sin,cos.ˆ
1212121212
121212121212
121212
1212
1212121212
−−−−+=
−−+=
+=
+=

149
The best drive line can now also be determined. The best drive line is perpendicular to both
the relative velocity and the transversal (Phillips) and can therefore be determined by
calculating the cross product. Calculating the cross product produces:
)(cossin(tan2
),cos(sintan2]cossin)[(')),(cossin('
'0tan2
cossin)(cossin)(sincos
ˆˆˆ
ˆ
12122
212121212
2
12121212
F
FFFF
FFFF
zzhr
yxrhzzazzha
ar
yxzzhzzh
kji
ldb
−−−−−−−−
=
−−−−−+=
Σ
Σ
Σ
δδδδδδδδ
δδδδδδ
The details of the creation of the loa from the bdl
Rotating the bdl +/-α to produce the loas for the plain polyangular case is not simply a matter
of rotating the bdl about the y axis as it was for the equiangular case. In the equiangular case
v12 was parallel to the y axis so these were equivalent actions. Furthermore given the
limitations of standard matrix manipulations, which require rotation about one of the x, y or z
axes, rotating an object about a line that is not parallel to any one of the axes requires the:
1. line to be transformed so it does lie parallel to one of the axes
2. desired rotation to be carried out
3. original orientation to be restored by reversing the first step.
Giving the x, y and z components of v12, the symbols vi, vj and vk respectively, and the
orientation of v12 is as shown in Figure 41, The process to rotate the bdl about v12, is:
1. Rotate the bdl around the z axis )tan(ˆ
ˆ
j
i
vzv
va=ρ to place it in the yz plane
2. Rotate the bdl about the x axis )tan(2
ˆ
2
ˆ
ˆ
ji
k
vx
vv
va
+=ρ to place it on the y axis
3. Rotate the bdl about the y axis +α and -α to determine the lines of action.
4. Give the bdl and the two new lines, the lines of action, their original orientation to the
xy plane by doing the negative of step 2.

150
5. Give the bdl and the two new lines, the lines of action, their original orientation to the
yz plane by doing the negative of step 1.
(Dealing with vectors, rather than lines, simplifies the operation too, as there is no need to
move the line back to (0,0,0).)
Figure 41: The components of v12 shown with v12 at the origin
The transformations described above can be expressed respectively as 4x4 matrices.
v12
X axis
Z axis
Y axis

151
−
−
−
−
−
1000
0100
00cossin
00sincos
1000
0cossin0
0sincos0
0001
1000
0cos0sin
0010
0sin0cos
1000
0cossin0
0sincos0
0001
1000
0100
00cossin
00sincos
1ˆˆˆvzvz
vzvz
vxvx
vxvx
vxvx
vxvxvzvz
vzvz
kjibdlbdlbdl
ρρρρ
ρρρρ
αα
αα
ρρρρρρ
ρρ
which after expanding and simplifying produces: kji loaloaloa = Xbdlbdlbdlkji ˆˆˆ
+−+−−++−+++−+−−+−++
vxvxvxvzvzvxvxvzvzvx
vzvxvzvxvxvxvzvzvxvxvzvz
vzvxvzvxvxvzvzvxvxvxvzvz
ραραρραρραρραρρρααρρραρρραρρααρρρρααρρραρρρραραρραρ
22
22222
22222
coscossin))1(cossincossinsin(cos))1(cossinsinsin(coscos
sinsin)1(cossin(coscos)cossin(coscoscossinsinsin)cos1(coscossin
)sinsin)1(cossin(sincos)cos1(cossincossinsin)sincos(cossincoscos

152
Determining the base radius (rb) and the angle the lines of action subtend to the gear
axes
The distance between two skew lines can be determined using the expression for the distance
between a point P0(x0, y0, z0)and a plane ax+by+cz+d=0 given by:
(60)
(Anton 1995)
Whilst the angle the lines of action subtend to the gear axes can be determined using the dot
product:
(61)
(Anton 1995)
Taking each in turn, the vector value of the distance between the lines
kloaloajloailoa
loaloaloa
kji
r
ijkk
kji
nb
ˆ)cossin(ˆsinˆcos
0cossin
ˆˆˆ
ˆ
2222
22,1
ΣΣΣΣ
ΣΣ
⋅+⋅−⋅+⋅=
−=
The plane defined by this vector and the point (0,0,a/2) is
)cossin()cossin(sincos0 2ˆ2ˆ22ˆ2ˆ2ˆ2ˆΣΣΣΣΣΣ ⋅+⋅+⋅+⋅−⋅+⋅=
ija
ijkkloaloaloaloazyloaxloa
222
000
cba
dczbyaxD
++
+++=
vu
vu •=θcos

153
Substituting the constituent elements into (60), the distance between this plane and the point Qx (F) is:
222
2
2222211
22211
2
,1
)cossin(
)cossin()cossin)((sincos)(tan
ΣΣ
ΣΣΣΣ+
−ΣΣ+
−Σ
⋅+⋅+
⋅+⋅+⋅+⋅−⋅⋅+⋅⋅⋅=
ijk
ija
ija
kfkf
nb
loaloaloa
loaloaloaloaloarloarr
εε
εε
After some simplification, this becomes
(62)
2
ˆ
2
ˆ
2
ˆ
2ˆ2ˆ22ˆ
,1
)cossin(sin
1
2
kji
ija
kf
nb
loaloaloa
loaloaloarr
++
⋅+⋅+⋅⋅
+=
ΣΣΣ
εε

154
To determine the angle the loa subtends to ga 1, invoking (61) produces:
222
22
22
22222
22
,1
cossin
cossin
0cossincos
kji
ji
kji
kji
nb
loaloaloa
loaloa
loaloaloa
loaloaloa
++
⋅+⋅−=
+++
−=
ΣΣ
ΣΣ
ΣΣ
γ

155
APPENDIX E SURFACE MEASUREMENT
One of the keys to increased reliability, particularly in cars, is the improvement in surface
finish leading to reduced friction. Plateau surfaces, surfaces with the peaks knocked off, have
valleys that can hold lubricant thereby producing a low friction surface.
Surface roughness has come down from approximately 700µm to approximately 330µm in
the last decade (Aronson 1997). This is due not only to machine tools that provide a better
surface finish but also to the instruments that check that surface finish. Although the majority
of these instruments are stylus based, there is also another type of gauge, the light beam
gauge.
Stylus based gauges are contact instruments where a diamond stylus moves at a constant rate
across the surface perpendicular to the lay pattern. The rise and fall of the stylus is measured
by an LVDT and is either recorded on strip chart or used as the basis for electronic processing
to produce, via software, Ra or AA values directly. Indeed it is the software that has
undergone the development in this area.
One of the problems with stylus based gauges is they are 2-D instruments requiring a number
of parallel passes to create a topographic map. This is time consuming and may take 15-20
minutes, a long time if the device is used for Quality Assurance on a production line.
Furthermore, they are limited by the diameter of the radius of the tip of the stylus. Extreme
caution is required when the magnitude of the tip of the stylus approaches the magnitude of
the features to be measured.

156
Beam or laser-based gauges use light to measure surface roughness. Their principle is
illustrated below. Laser based systems are faster, providing “a 512 by 512 data point array
that shows the topography of a 1mm2 area in less than 10 sec[onds]” (Aronson 1997), have
similar accuracy to stylus gauges and do not need to contact the surface to measure roughness.
Some however are influenced by the materials reflectivity and the values produced by laser-
based systems, SN, have an entirely different meaning to the values produced by stylus gauges
such as Ra, Rpm (average peak height) and Rt (surface scratching).
Figure 42: A schematic of laser-based surface roughness measurement
(Degarmo et al 1990)

157
APPENDIX F THE DESIGN PROCESS AND TEST RIG FUNCTIONAL
SPECIFICATION
The design process
Design is the formulation of a plan for the satisfaction of a need; it is the steps between the
recognition of the need and the presentation of the physical reality. Specifically mechanical
design involves the design of systems with a mechanical nature and often utilises the natural
sciences such as mathematics, physics or materials science. It is important to note the design
process, illustrated below, does not produce the correct answer as there is no correct answer,
rather it should produce a good solution from one of the many.
Figure 43: The six phases of design
The phases in the design process are:
Definition of problem
Recognition of need
Synthesis
Analysis and
Presentation
Evaluation
(Shigley 1986)

158
Recognition of need: The first step is the recognition and definition of a need that, in this
case, is well defined. The statement of the problem is “We require a rig to mount the gear
bodies in and test their relative motions”.
Definition of problem: The second step, the definition of the problem, includes all of the
specifications for the thing to be designed. It states the outputs of the thing and the inputs
required to turn the thing into a reality. The definition of the problem places restrictions on
things as diverse as the method of manufacture, the accuracy to which the thing is
manufactured as well as the thing’s capabilities. The result of the definition of the problem is
a list of specifications or a functional specification for the thing.
Synthesis and analysis: These two steps must occur concurrently as each synthesis must be
analysed to determine if the performance conforms to the specifications. If the design fails the
analysis, the synthesis must begin again.
Evaluation and presentation: Evaluation proves the successful design by testing of the
prototype and demonstrates the design really satisfies the need as well as investigating its
reliability or ease of manufacture.
The final phase is the presentation phase. This is the marketing of the thing as a new idea to
solve the problem. It is essentially an exercise in communicating verbally, graphically and in
writing the benefits of the thing to gain user acceptance.
Pahl and Beitz (1984) and Ohsuga (1989) both propose alternate models in their publications.
The Pahl and Beitz model comprises four stages:

159
1. Clarification of the task. This stage requires the designer to collect information on the
design requirements and describe them in a specification.
2. Conceptual design. This stage involves the identification and development of suitable
solutions.
3. Embodiment design. This stage involves refining the conceptual solution to resolve
problems and eliminate the weaknesses.
4. Detail design. In this stage the dimensions, tolerances, material and form of the
individual components are specified for manufacture.
Although Ohsuga (1989) also describes the process in stages, he generalises various design
processes into a common form in which models are developed, evaluated and subsequently
refined before proceeding to the detailed design stage.
These models present design as a linear process; each stage is more or less complete before
proceeding to the following stage. The pressure to reduce product design and development
lead times, however, results in design, development, analysis and preparation of
manufacturing information being done in parallel. This process is termed simultaneous
engineering. (McMahon, Brown 1993)
One of the tools that assisted simultaneous engineering is Computer Aided Design (CAD).
CAD integrates many of the steps. Initial three dimensional (3D) models can be developed
using the geometric requirements of the specification and subsequently analysed using tools
such as Finite Element Analysis (FEA) and Computational Fluid Dynamics (CFD). The
details can then be presented for manufacture directly from the preliminary design.

160
These features are used to develop many of the products in commercial use today including
consumer products such as vacuum cleaners and automobiles. Specifically the design of the
gear body test rig, using the geometric requirements of the functional specification, via CAD
is an example of this.
The functional specification for the test rig
The test rig shall:
• Mount the gear bodies in a position as intended in their design within 0.01mm linearly
and 0.1o angularly.
• Allow the gear bodies to move unhindered through the full range of movement
available to the useable flanks.
• Allow some flexibility in the location of the gears. This is required to assess Phillips
(2003) hypothesis that the transmission ratio is independent of gear location for small
errors in assembly.
• Be made from commercially available materials.
• Be constructed with an accuracy equivalent to that in a commercial gearbox. This
means the mounting surfaces will have to be machined and consequently the structure
will have to be strong enough to support that surface during the machining process.
• Minimise the effects of the out of balance created by the large masses located away
from the ISA.
• Include some form of encoding device for determining constancy of transmission
ratio. This shall be an electrical output that can be collected and manipulated by
computer hardware and software.

161
The design of the gear body test rig
The designer was presented with three things, the aforementioned functional specification and
two gear bodies located in space as per Killeen (1996). Figure 44 shows the gear bodies
mounted on their axes.
Preliminary designs were developed in a 3D model in Cadkey 98 version 1.04. The process
was as follows:
1. Locate suitable bearing mounting surfaces whilst simultaneously identifying and
locating suitable bearings
2. Construct a frame around the bearing mounting surfaces such that the frame does not
inhibit the movement of the gear bodies through their range of motion. The material
was selected from Blackwoods (1999) to ensure it was commercially available
3. Identify and locate suitable encoders using the ‘RS’ catalogue
4. Design encoder mounting blocks
5. Design the gear body shafts to facilitate the connection of the shafts to the input of the
encoder
(Note: the above steps were presented as bullet points, rather than numbers, as there was some
iteration in the process as shown in Figure 43.)
The preliminary model was then converted to a detailed model using Cadkey’s layout mode.
Various views of the preliminary model were imported onto a drawing sheet and subsequently
detailed with dimensions, material specifications and machining instructions. Similarly, views
of other components such as the encoder mounting blocks were imported and detailed.

162
Figure 44: A pair of gear bodies for the set u=0.6, Σ=50° and a=80mm.

163
APPENDIX G DRAWINGS OF THE GEAR BODY TEST RIG
The following pages contain the final design of the gear body test rig.
Table 31: Contents and drawing cross-reference for the test rig design
Contents of drawing Drawing number
General assembly of the gear body test rig A30004
Detailed drawing of gear body 1e A30006
Detailed drawing of gear body 2e A30005
Detailed drawing of the gear body mounting frame A30007
Electrical schematic of the gear body test rig A30009
Detailed drawing of the gear boy axle A40001
Detailed drawing of the gear body encoder mounting bracket A40002
Specification sheet for the encoders NA

164
REPLACE THIS SHEET WITH THE DRAWINGS AND SPEC SHEET

165

166
APPENDIX H LABVIEW PANEL AND VIRTUAL INSTRUMENT FOR DATA
COLLECTION DURING FUNCTIONAL TESTING
Computer usage in industry and academia has skyrocketed. Computers are more flexible than
standard instruments allowing instrumentation to be reconfigured at the push of a button
rather than at the twist of a screwdriver saving both time and money.
Programming languages have also advanced significantly. The previous DOS based
programming languages for devices such as Programmable Logic Controllers (PLC) required
almost as much effort to navigate and fault find as would wiring the instrument it was
designed to replace. Now graphical programming permeates both industry and academia
providing a rich programming environment and user friendly features.
Laboratory Virtual Instrument Engineering Workbench (LabVIEW®) is one of the new breed
of computer based instruments based on graphical programming. The virtual instruments
(VIs) are designed to present the important values to the user in a customisable front panel or
Graphical User Interface (GUI) whilst keeping the ‘wiring’ hidden. The three parts of a VI are
covered in more detail below:
The front panel is the user interface and represents what the user would see if the instrument
was laid out on the panel in front of her/him. The instrument can contain inputs (such as
pushbuttons) and outputs (such as gauges and lights). The front panel for the acquisition of
data from the encoders is shown in Figure 45.
The graphical code or block diagram comprising the VI’s source code. Icons represent sub-
VIs and are joined by wires that indicate flow. The graphical code for the acquisition of data
from the encoders is shown in Figure 46.

167
The icon and connector allow I/O from one VI to pass to another VI. The connector defines
the inputs and outputs of the VI. (Wells 1995)
Figure 45: The labview front panel used for functional inspection data collection

168
Figure 46: The Labview VI used to collect the data for the functional inspection

169
APPENDIX I USEFUL STATISTICAL ANALYSIS
Simple linear regression and correlation
Often there is a need to determine whether there is any inherent relationship between a
number of variables. Statistically the objective is to determine a best estimate of the
relationship between the variables. The variables are generally Y, the single dependent
variable, a value that is uncontrolled in the experiment. Y’s response depends on one or more
independent regressor variables, x1, x2,…, xk.
For a single Y and x it is simply a matter of a regression of Y against x. The term linear
regression implies µY|x is linearly related to x. The two are related by the simple linear
regression equation
µY|x=α+βx
Y|x is the random variable Y corresponding to a fixed value x and its mean and variance are
µY|x and σ2Y|x. α and β are to be estimated from the experimental data. The estimates of α and
β are a and b respectively whilst y represents the estimate of µY|x. the fitted regression line is
therefore:
y = a + b.x
where a and b represent the y intercept and the slope respectively.
The method of least squares is used to determine a and b. The sum of least squares method
aims to minimise the error about the regression line and is given the symbol SSE i.e.
=
=
= ==
−−−=∂
∂
−−−=∂
∂
−−=−==
n
i
iii
n
i
ii
n
i
n
i
iiii
n
i
i
xbxay
bxay
bxayyyeSSE
1
1
1 1
22
1
2
)(2b
(SSE)
)(2a
(SSE)
b and a respect to with SSE atingDifferenti
)()ˆ(

170
Setting the partial derivatives to zero and rearranging produces the normal equations
i
n
i
i
n
i
i
n
i
i
n
i
i
n
i
i
yxxbxa
ybxbna
===
==
=+
=+
11
2
1
11
Which can be solved simultaneously to produce
n
xby
a
and
xx
yyxx
b
n
i
i
n
i
i
n
i
i
n
i
ii
==
=
=
−=
−
−−=
11
1
2
1
)(
))((
(Walpole, Myers 1993)
The second aspect of the statistical analysis is the correlation analysis. Correlation analysis
attempts to determine the strength of the relationship between the two variables and represent
it as a single number called the correlation coefficient. The measure of linear association
between two variables is estimated by the sample correlation coefficient, r, where:
yyxx
xy
yy
xx
SS
S
S
Sbr ==
where:
=
−=n
i
ixx xxS1
2)(
=
−=n
i
iyy yyS1
2)(
=
−−=n
i
iixy yyxxS1
))((
and x and y are the mean or average of the x and y values and is given by xi/n.
(Walpole, Myers 1993)

171
(Also, for completeness, the sample standard deviation, S, is the positive square root of the
sample variance. The sample variance is given by
1
)(1
2
2
−
−=
=
n
XX
S
n
i
ii
(Walpole, Myers 1993)
The sample correlation coefficient is of limited value however. Two values of r, 0.3 and 0.6,
mean there are two positive correlations, one stronger than the other, not a linear relationship
that is twice as good.
It is usually preferable to use the value sample coefficient of determination, r2 where:
yyxx
xy
SS
Sr
2
2 =
The value r2
• “represents the proportion of the variation of Syy explained by the regression of Y on x”
(Walpole, Myers 1993 p405)
• “expresses the proportion of the total variation in the value of the variable Y that can be
accounted for or explained by a linear relationship with the values of the random variable
x. Thus a correlation of 0.6 means… 36% of the total variation of the values in Y in our
sample is accounted for by a linear relationship with the values x” (Walpole, Myers 1993
p406)
Hypothesis testing
Often after reviewing the data resulting from an experiment, an engineer postulates or
conjectures something about the data. The conjecture is put in the form of a hypothesis. The
engineer then sets about proving or disproving the hypothesis based on the results of the

172
experiment. The following section summarises the principles of testing a statistical
hypothesis. It is not intended to be a complete reference to the concept, but rather an overview
to allow the reader get a general idea. Readers wanting a full explanation are referred to
Walpole, Myers (1993 Chapter 10).
There are two types of hypothesis the null hypothesis (H0) and the alternative hypothesis (H1).
The null hypothesis is stated to specify an exact value of the parameter such as ‘H0: p=0.5’.
The alternative hypothesis may be stated as either a single tailed in equality such as ‘H1:
p>0.5’ or ‘H1: p<0.5’ or a double tailed inequality such as ‘H1: p≠0.5’ or ‘H1: p<0.5 or p>0.5’
Over time it has become customary to accept or reject a hypothesis based on the level of
significance, α, of 0.05 or 0.01. The acceptance or rejection of H0 is then based on the critical
region where the border/s between the acceptance region and the critical region is/are given
by the value of the parameter to be tested based on the respective distribution. As an example,
selecting a two-tailed test with a 0.05 level of significance and the normal distribution, the
critical region is z>1.96 and z<-1.96. 1.96 comes from either a table of distributions such as
those in Walpole, Myers (1993 Appendix A) or a distribution algorithm such as those found
in MS Excel or HP48 series calculators.
As an alternative to the accept/reject format applied statistics, the P-value approach tells the
analyst if the actual value falls well into the critical region. If, for example, z is 2.73 and the
test is two tailed, the probability is 2x0.0032 (0.0064) where again 0.0032 comes from the
table of normal distributions. The z value is considerable less than the level of significance
0.05 and that a value of z=2.73 is extremely rare statistically occurring 64 times in 10000
experiments. Of course this process can be applied to other distributions such as the ‘t’, ‘f’
and ‘Chi2’ as appropriate.

173
So, in summary, the procedure for hypothesis testing is:
1. State the null hypothesis H0 that θ=θ0.
2. Choose an appropriate alternative hypothesis H1 from one of the alternatives θ<θ0,
θ>θ0 or θ≠θ0.
3. Choose a significance level of α.
4. Select the appropriate test statistic and establish the critical region. Alternately use the
P value.
5. Compute the value of the test statistic from the sample data.
6. Decision: Reject H0 if the test statistic has a value in the critical region or if the
computed P-value is less than or equal to the desired significance level α. (Walpole,
Myers 1993)

174
APPENDIX J THE MATHEMATICS OF OBJECT TRANSFORMATION
The process of object transformation involves moving an object with respect to a stationary
coordinate system. There are three main operations;
translation or linear movement. The mathematical process is a vector translation; p’ = p - t
rotation about the origin. The mathematical process is a matrix multiplication; p’ = p B and
scaling with respect to the origin. Scaling is also a matrix multiplication.
It is more convenient however to express all operations in terms of multiplication. This is
achieved using homogeneous coordinates. Homogeneous coordinates change the 1 x 3 row
matrix x, y, z into a 1 x 4 row matrix x, y, z, 1 allowing the object transformation to be
expressed in matrix form. The transformation matrix can then be any combination of
translation, rotation and scaling that, when multiplied, produces one matrix equivalent to the
combination.
Object translation: As an example consider the point p x, y, z, 1 translated to p’ by
dx in the x direction
dy in the y direction
dz in the z direction
This becomes in matrix terms using homogenous coordinates
[ ]
p x y z p A x y z
dx dy dz
x dx y dy z dz
' ' , ' , ' , , , ,
, , ,
= = =
= + + +
1 1
1 0 0 0
0 1 0 0
0 0 1 0
1
1

175
Object rotation: An object rotates in a positive sense about an axis if, when viewed looking
toward rather than along the vector of the axis, the rotation is Counter Clock Wise (CCW).
Generally, the Right Hand Rule determines the positive sense.
The coordinates of an object rotated about the z axis φ° rotates a further +θ° become
x’=rcos(φ + θ)
y’=rsin(φ + θ)
z’=z
but x = rcos φ and y = rsin φ therefore expanding the above two equations produces
x’=xcos θ-ysin θ
y’=xsin θ+ycos θ
z’=z
an expression that can be stated in terms of matrix transformation as
[ ] [ ]p x y z xyz' ' ' '
cos sin
sin cos= =
−
1 1
0 0
0 0
0 0 1 0
0 0 0 1
θ θθ θ
Similarly the matrices for rotation about the x axis and y axis respectively are
1 0 0 0
0 0
0 0
0 0 0 1
0 0
0 1 0 0
0 0
0 0 0 1
cos sin
sin cos
cos sin
sin cos
θ θθ θ
θ θ
θ θ
−
−
and
(The above was re-presented from Killeen (1996))

176
Applying this to the first of the data points (from Table 20) for gear body 1, (20.457, -2.002, -
6.952), produces in parametric form, the point
Which when multiplied by the transformation matrix for 90 degree rotation about the x axis,
Produces
Now from measurement off drawing A3006A the movements required to place the centre of
the base circle on the origin of the CMM are 26.8173 in the x direction, 20 in the negative y
direction and gx,11,Qx or 23.1659 in the z direction. This produces the transformation matrix
And, in turn, multiplying the point above by the transformation matrix produces
Now equation (31) is based on the involute starting at (0,rb) whilst the above line matrix
places the start of the involute on (rb,0). Therefore rotating the above through 90o using the
matrix
Produces
1952.6002.2457.20 −−
−1000
0010
0100
0001
− 11659.23208173.26
0100
0010
0001
11639.21048.13274.47 −
1002.2952.6457.20 −
−
1000
0100
0001
0010
11639.21274.47048.13

177
The final transformation, a mirror about the yz plane aligns the involute above with the
involute in equation (31) making equation (31) applicable to the data points. This
transformation
Produces, finally,
−
1000
0100
0010
0001
11639.21274.47048.13−

178
APPENDIX K A COMPARISON OF THE CYCLOIDAL AND INVOLUTE
PROFILES
The underlying principle behind all gearing is to transmit constant rotary motion or provide
conjugate action (Shigley 1986) between shafts at a specified distance from and angle to each
other. By limiting the investigation to shafts that are parallel to each other, this could be
achieved using friction wheels. The relative diameters of these friction wheels would
represent the transmission ratio between the axles.
Unfortunately, this is severely limited as a relatively small amount of torque would cause the
wheels to slip. It is therefore necessary to pick a profile that can provide conjugate action.
Conjugate action requires that the line of action intersects the same point, P say, on the line
joining the centres of the circles representing the pitch circles of the as yet undefined surfaces.
This is illustrated in Figure 47.
Alternately this can be stated, in the general spatial case, that “for constant angular velocity
ratio in gears, the contact normal must at all stages of the meshing be located in such a way
that q.tanφ remains a constant namely p” (Phillips 1998). The parameters q, φ and p have the
following meanings, q is the shortest distance between the contact normal and the pitch line, φ
is the angle between the contact normal and the pitch line and p is the relative screwing
between the pinion and wheel.

179
Figure 47: The principle of conjugate action
Of course for the planar case, the equations
and
)1cos2(2
)1('2
2
12 +Σ−−−
=uu
uaz
(Killeen 1996)
where:
h12 = the pitch of the pitch line or Phillips’ p
z12 = the location of ISA12 relative to the midpoint of the centre distance line or the
distance from the midpoint of the centre distance line to the point of intersection of the
pitch line and centre distance line
a = the distance between the centre(lines) of the pinion and wheel
u = the gear ratio
Σ = the shaft angle
reduce to
1cos2
sin'212 +Σ−
Σ=
uu
uah
012 =h
Pitch circle 1
Pitch circle 2
Base circle 2
Base circle 1

180
and
)1(2
)1('12 −
+−=
u
uaz
i.e. the value of p is zero. The value of φ on the other hand is π/2 as the line of action is in the
plane of the page and the pitch line is perpendicular to the plane of the page. The value of q
must therefore be zero. This results in the planar law of gearing, “the contact normal must at
all stages of meshing pass through the pitch point” (Phillips 1998).
This can be achieved with almost any profile by cutting one gear’s teeth and then effectively
cutting the mating gear with the first gear. Generally however there are only two profiles
which have been standardised, the cycloidal profile and the involute profile.
The cycloidal profile
The cycloid is a transcendental curve (Hunt 1978) “described by a point on a circle (the
generating circle) which rolls without slip on a fixed straight line (the base line)” (AS2075
1991 p18). There are a number of special cases of the cycloid including:
the epicycloid. In this case the generating circle rolls on the outside of a fixed circle (the base
circle).
the hypocycloid. In this case the generating circle rolls on the inside of the base circle.
the extended (curtate) and ordinary (prolate) cycloid where the location of the point traced is
outside of, or within the radius of the pinion respectively.
All of the aforementioned special cases can be represented mathematically by the following
formulas. These formulas are parametric equations of the trajectory of the point.

181
(Rewritten from Hunt 1978)
where:
r1 = the radius of the generating circle
r2 = the radius of the base circle
r = the radius of the point being traced and
θ = the parameter representing angle of rotation of the generating circle
The cycloid was the first profile used for gears however its applications were limited to
watches and clocks. Despite the fact that involutes have largely replaced the cycloid for
gearing today, cycloids have some distinct advantages over involutes which means they are
still used in watches and clocks and have important applications in industry including Roots
blowers and pumps.
These advantages include, generally stronger teeth because of the spreading flanks of the
cycloidal as opposed to the radial flanks of the involute teeth and less sliding therefore less
wear than involute teeth. Unfortunately there are significant disadvantages of cycloidal
gearing. One of these is the fact they have only one theoretically correct location at which
they will transmit the constant angular velocity. The manufacturing process is also more
expensive than for involute as although hobbing is possible, the rack does not have straight-
sided teeth as does an involute rack (Mabie Reinholtz1987).
+−
+=
−
+−
+=
θθ
θθ
)1(sin)(sin)(
)1(cos)(cos)(
2
1
2
112
2
1
2
112
r
rr
r
rrry
rr
rr
r
rrrx f

182
The involute profile
The involute is the locus of a point on a straight line that is rolling without sliding on a circle
This definition, of course, makes the involute a special form of epicycloid in which the circle
being rolled has an infinite radius. Litvin (1994) represents this pictorially as shown.
Developing the equation of the involute profile from this geometry produces:
(63)
where, from the aforementioned figure:
α = ∠MOP measured in radians
invα = polar angle, ∠MoOM measured in radians
Figure 48: The involute created by a line rolling on a circle
From the above it is obvious that
OM.cosα=OP
And due to rolling without sliding
PM = rbφ
(63) can be manipulated to produce the equation of the involute as a function of the base
b
b
b
b
r
rr
r
rrinv
22
1
22
tan−
−−
= −α
invα = tanα -α

183
circle radius, rb, and variable r in the following equation from Killeen (1996)
Or in parametric form from Litvin (1994) as
(64)
where:
x = the x coordinate of M
y = the y coordinate of M
φ = the involute roll angle, ∠MoOP. φ is equivalent to t7 in the equations of Killeen (1996)
Alternately, taking a geometric perspective, consider the two circles of Figure 47. Let these
circles represent the base circles and the lines tangential to both circles represent a taut piece
of string cutting the centre distance line at P. Tracing a point on the string on a piece of
cardboard say, attached to the wheel, creates an involute to the wheel. The involute profile
traced on the cardboard is equivalent to an involute tooth profile.
From this it can also be seen that the tangent or string represents the direction of the resultant
force between the gears. The angle this tangent subtends to the horizontal line passing through
the point P is the pressure angle, α. This is not to be confused with Litvin’s involute α.
Although Euler (1707-83) was the first to propose that the involute profile (and epicycloid for
that matter) satisfied the principle of common tangents and had the proper design necessary to
avoid friction, it was not until the 1850s that the transition was made from the mathematics to
machining.
Woodbury (1972) credits this transition with three men, G. Grant, O. Beale and in particular
E. Sang. Sang’s publication in 1852 of New general theory of the teeth of wheels lead the way
x = rb(sinφ-φ.cosφ) and y = rb(cosφ+φ.sinφ)

184
to successful generation of teeth. Under the heading of ‘entomy of wheels’ he proposed four
methods of generating teeth, only two of which became important, the formed cutter and rack
cutter. Sang, however thought the practical problems of the rack cutter outweighed its
usefulness.
The involute had a number of advantages of the cycloidal profile not the least of which was,
as was mentioned previously, the teeth on the basic rack had straight sides whereas the teeth
on the basic rack for the cycloidal profile had rounded sides. As may also be deduced from
the string analogy the transmission ratio is not affected by small variations in centre distance
as, although the diameters have effectively changed, this merely brings different parts of the
involute into contact.
Despite this there are some disadvantages of the profile. As was demonstrated there is
theoretical point contact between the profiles for the planar case. Unfortunately extruding the
planar case to create a solid spur gear produces line contact or over-constraint between the
profiles. This makes it necessary to modify the profile by either crowning or end relief to
localise the bearing contact.
The involute profile is also prone to interference. Interference occurs when contact between
the teeth occurs below the base circle. It was shown that the involute form starts at the base
circle i.e. it is not possible for involute profile to exist below the base circle. If contact
between teeth occurs below the base circle, the involute profile is meshing with a non-
involute profile and the non-involute profile will be undercut. This could significantly reduce
the contact ratio.

185
APPENDIX L PRINCIPLES FOR AND EXAMPLES OF THE CALCULATION
OF AXIAL DISTANCES
The sections of the Gear Body, as measured by the CMM, are defined with respect to the edge
of the Gear Body. To compare these sections with theoretical sections, the location of the
respective sections of the gear body must be determined with respect to the striction (base)
circle of the involute helicoid rather than the edge of the gear body. If a section is z* from the
base circle, z* can be substituted into the z component of equation (31) to produce a
theoretical section. The following procedure details the method used to determine z*.
Consider two planes one defined by the relevant E circle and one by the relevant Base Circle.
The plane defined by the E circle cuts the Gear Body exactly in half and has within it the
point E. (The point E is contained in the planes defined by both E-circle 1 and 2.) Similarly
the plane defined by the Base Circle contains the centre of the Base Circle by definition.
Anton (1995) gives, as the expression for the distance between a plane and a point where:
a, b, c & d are the coefficients of the x, y and z components respectively of the plane
under consideration and d is the constant
xo, yo and zo are the x, y and z coordinates of the point
As both planes have a common normal, the centre of the Base Circle could be considered as
‘the point’ whilst E and the gear axis define ‘the plane’.
The distance between the E circle, the plane containing E, and the base circle defined by Gear
Axis 1 and Line of Action 2 is found by substituting the relevant values of a, b and c along
with the coordinates of E into the above equation. The plane defined by gear axis 1 and E(xE,
yE, zE), therefore, is:
222 cba
dczbyaxD
ooo
++
+++=

186
sinΣ/2.x + cosΣ/2.y - sinΣ/2.xE - cosΣ/2.yE = 0
The distance from the Base Circle to the Centre Distance Line (t*mn), measured along the
respective Gear Axis, is given by equations 41 and 42 of Killeen (1996). The centre of the
Base Circle12, for example, has the coordinates
(t*12 sinΣ/2, t*12 cosΣ/2, a/2)
so the expression for the distance between the centre of the E circle and the centre of the Base
Circle12, gx,12,E is
(65)
Similarly it can be shown for Gear Axis 2
(66)
From the above results and the xy plane view of the architecture, a negative gx,mn,E means the
move from the E-circle to the Base circle is toward the CDL. Therefore, locating the
measurement plane on the base circle requires the gear body to move:
Along the Gear Axis away from the CDL a distance of half the gear body width. The centre
of the end of the boss and centre of the E circle are now the same point.
Toward the base circle a distance gx,mn,E. The centre of the end of the boss and the centre of
the base circle are coincident i.e. they are now the same point.
This process can be stated mathematically as:
For Gear Axis 1:
gx,1n,z* = t*mn + xesinΣ/2 − yecosΣ/2 + (gear body width)/2
and for Gear Axis 2:
gx,2n,z* = t*mn - xesinΣ/2 − yecosΣ/2 + (gear body width)/2
2212*
,12,
22
22
222212*
2212*
,12,
cossin
cossin
cossincoscossinsin
ΣΣ
ΣΣ
ΣΣΣΣΣΣ
⋅−⋅+=
+
⋅−⋅+⋅⋅+⋅⋅=
EEEx
EE
Ex
yxtg
yxttg
2222*
,22, cossin ΣΣ ⋅−⋅−= EEEx yxtg

187
Alternately moving toward the CDL a distance z* where z
* represents the axial distance from
the face of the gear body boss to the measurement plane of the CMM.
This process can be stated mathematically as:
For Gear Axis 1:
gx,1n,z* = t*mn + xesinΣ/2 − yecosΣ/2 + (gear body width)/2-z*
and for Gear Axis 2:
gx,2n,z* = t*mn - xesinΣ/2 − yecosΣ/2 + (gear body width)/2-z*

























Fundamental data
a' 80 mmr 140 rf 139.058275 mmΣ 50 degs or 0.87266463 radsu 0.6 :1 0.6αf 20 degs or 0.34906585 rads
αr -20 degs or -0.3490659 rads
OD 50 mmδ' -1.454743 rads or -83.35065 degs -58.350648370
E( -16.21098 139.05828 10 )
h12 -17.25208
z12 12.011194Synthesis of equiangular gear architecture
gear axis 1 -0.422618 0.9063078 0 gear axis 2 0.42262 0.906308 0Gear Axis 1 intercepts the z axis at Gear Axis 2 intercepts the z axis at
( 0 0 40 ) ( 0 0 -40∴Gear Axis x = -0.4226183 t1 + 0 Gear Axis 2 x = 0.422618 t2 +
y = 0.9063078 t1 + 0 y = 0.906308 t2 +
z = 0 t1 + 40 z = 0 t2 +
i j kfaxl 0 1 0
Polar Plane0 x +
1 y +
0 z =
139.058
The points J and K are the intersections of the the Polar Plane and the Gear Axes.
Solving for the parameter, t2 and t3, produces J and K respectively
t2 = t1 = 153.43383
J ( 64.843939 139.05828 -40 ) The interval JK is 152.3776 mm longK ( -64.84394 139.05828 40 )
The Transversal therefore has the parametric coordinates
x = -129.68788 t3 + 64.84
y = 0 t3 + 139.1
z = 80 t3 + -40
which is the point E when t4 = 1/(1+u 0.625E ( -16.21098 139.05828 10 )
therefore the plane containing e circle 1 is
-0.422618 x + 0.9063078 y + 0 z = 132.881

Substituting the equations x, y and z for Gear Axis 2 and solving for t2 to find the centre of e circle 2
t1' = 132.88066 The radius of e1 circle
xe1-centre = -56.15779 re1 = 53.31726962 mm
ye1-centre = 120.43077
ze1-centre = 40
and the plane containing e circle 2 is
0.422618 x + 0.9063078 y + 0 z = 119.179
Substituting the equations x, y and z for Gear Axis 1 and solving for t1 to find the centre of e circle 1
t2' = 119.17854 The radius of e2 circle
xe2-centre = 50.367027 re2 = 88.86211604 mm
ye2-centre = 108.01244
ze2-centre = -40
The best drive line is perpendicular to both the faxl and the transversalThe best drive line= i j k
0 1 0-129.68788 0 80
The best drive line is 80 0 129.7 0
The Best Drive Linex = 80 t4 + -16.21
y = 0 t4 + 139.1
z = 129.68788 t4 + 10
The Line of Action is the Best Drive Line rotated about the Faxl or the y axis.
There are two Lines of Action:
Line of Action 1 is the Best Drive Line rotated 20 ° in the positive direction.Line of Action 2 is the Best Drive Line rotated -20 ° in the negative direction.
The transformation matrices for these operations are:
for Line of Action 1 for Line of Action 20.939693 0 -0.3420201 0 0.939692621 0 0.34202 0
0 1 0 0 0 0 0 00.34202 0 0.9396926 0 -0.342020143 0 0.939693 0
0 0 0 1 0 0 0 1
producing line of action 1 producing line of action 2119.5313 0 94.50513 0 30.81954319 0 149.2284 0
Line of Action 1 therefore Line of Action 2 therefore
x = 119.53128 t5 + -16.210985 x = 30.8195 t6 + -16.211
y = 0 t5 + 139.058275 y = 0 t6 + 139.058

z = 94.50513 t5 + 10 z = 149.228 t6 + 10
The important components of the base hyperboloids are the striction or base circle radii (rbi) and the
angle the generator subtends to the axes (γbi). The angle subtended by:
Gear Axis 1 & Line of Action 1 Gear Axis 2 & Line of Action 1γb11 = 1.908702 rad γb21 = 1.232890605 rad
or 109.36057 degrees or 70.63942826 degrees19.360571743
Gear Axis 1 & Line of Action 1 Gear Axis 2 & Line of Action 2γb12 = 1.6563767 rad γb22 = 1.485215965 rad
or 94.903394 degrees or 85.09660648 degrees-4.903393516
The line representing the shortest distance between the Line of Action and the indicatedGear Axis has the vector: for Gear Axis 1 & Line of Action 1 for Gear Axis 2 & Line of Action 185.65074 39.939594 -108.33213 85.65 -39.9395938 -108.33
The radius is therefore The radius is thereforerb11 = 51.581723 rb21 = 85.96953785
for Gear Axis 1 & Line of Action 2 for Gear Axis 2 & Line of Action 2135.2468 63.066627 -27.931992 135.2 -63.06662715 -27.932
The radius is therefore The radius is thereforerb12 = 48.843462 rb22 = 81.40577067
The equations of the base hyperboloids, base helices and involute helicoids thus created and locatedat (0, 0, 0) and aligned with the z axis are:
for Gear Axis 1 & Line of Action 1 for Gear Axis 2 & Line of Action 1
Base hyperboloid 11 Base hyperboloid 21x2 + y2 = 2660.6741 + z2 135.871266 x2 + y2 = 7390.76 + z2 8.09917
Involute helicoid 11 Involute helicoid 21x = 51.581723 cost7−µ -0.331512 sint7 x = 85.9695 cost7−µ 0.33151
y = 51.581723 sint7−µ -0.331512 cost7 y = 85.9695 sint7−µ 0.33151z = -146.7966 t7 + µ 0.94345101 z = 244.661 t7 + µ 0.94345
Slip track 11 Slip track 21x = 51.581723 cost7 − t7 -58.847608 sint7 x = 85.9695 cost7 − t7 -98.079
y = 51.581723 sint7 − t7 -58.847608 cost7 y = 85.9695 sint7 − t7 -98.079
z = 20.678007 t7 z = -34.463 t7

for Gear Axis 1 & Line of Action 2 for Gear Axis 2 & Line of Action 2Base hyperboloid 12 Base hyperboloid 22
x2 + y2 = 2385.6838 + z28.09916555 x2 + y2 = 6626.9 + z2
135.871Involute helicoid 12 Involute helicoid 22
x = 48.843462 cost7−µ -0.0854759 sint7 x = 81.4058 cost7−µ 0.08548y = 48.843462 sint7−µ -0.0854759 cost7 y = 81.4058 sint7−µ 0.08548z = -569.3381 t7 + µ 0.99634024 z = 948.897 t7 + µ 0.99634
Slip track 12 Slip track 22
x = 48.843462 cost7 − t7 -49.205611 sint7 x = 81.4058 cost7 − t7 -82.009
y = 48.843462 sint7 − t7 -49.205611 cost7 y = 81.4058 sint7 − t7 -82.009
z = 4.2213447 t7 z = -7.0356 t7
The entities created above are located at the intersection of the Gear Axis and the base circle radii.The origin for these entities is tn* along the Gear Axis n.Restating the Gear Axes and Lines of Action in unit vector form
Gear Axis 1 Gear Axis 2x = -0.422618 t1 + 0 x = 0.42262 t2 + 0
y = 0.9063078 t1 + 0 y = 0.90631 t2 + 0
z = 0 t1 + 40 z = 0 t2 + -40
Line of Action 1 Line of Action 2x = 0.784441 t6 + -16.210985 x = 0.20226 t7 + -16.211
y = 0 t6 + 139.058275 y = 0 t7 + 139.058
z = 0.6202034 t6 + 10 z = 0.97933 t7 + 10
The distance along Gear Axis 1 the base circle The distance along Gear Axis 2 the base circleradius created by Gear Axis 1 and Line of radius created by Gear Axis 2 and Line of Action 1 radius intersects Gear Axis 1 is: Action 1 intersects Gear Axis 2 is:
t11* = 137.62192 t21* = 127.081∆ = -0.331519 ∆ = 0.33152
The distance along Gear Axis 1 the base circle The distance along Gear Axis 2 the base circleradius created by Gear Axis 1 and Line of radius created by Gear Axis 2 and Line ofAction 2 radius intersects Gear Axis 1 is: Action 2 radius intersects Gear Axis 2 is:
t12* = 131.04654 t22* = 116.122∆ = -0.085478 ∆ = 0.08548
The following matrices transfer the geometric entities to the origin defined by a distance tn* along Gear Axis n.
For Gear Axis 1 and Line of Action 1 For Gear Axis 2 and Line of Action 1
0.906308 0.4226183 0 0 0.906307787 -0.4226 0 00 0 1 0 0 0 1 0
0.422618 -0.906308 0 0 -0.422618262 -0.9063 0 0-58.16154 124.72782 40 1 53.7066024 115.174 -40 1
For Gear Axis 1 and Line of Action 2 For Gear Axis 2 and Line of Action 2
0.906308 0.4226183 0 0 0.906307787 -0.4226 0 0

0 0 1 0 0 0 1 00.422618 -0.906308 0 0 -0.422618262 -0.9063 0 0-55.38266 118.7685 40 1 49.0751441 105.242 -40 1
The distanc between the centre of Base Circle 11 The distanc between the centre of Base Circle and E circle 1, measured along Gear Axis 1 is: and E circle 2, measured along Gear Axis 2 is
gx,11,E = 4.7412647 gx,21,E = 7.90211
The distanc between the centre of Base Circle 12 The distanc between the centre of Base Circle and E circle 1, measured along Gear Axis 1 is: and E circle 2, measured along Gear Axis 2 is
gx,12,E = -1.834114 gx,22,E = -3.0569

Synthesis of surface geometry
These matrices transform the entities into new positions defined by the Lines of Action and theGear Axes. The entites lying along Gear Axis 1 are:For Line of Action 1 -
The base hyperboloid is:(x' 0.90631 +y' 0.422618 )2 + (z' - 40 )2 =
2660.67 +(-x' 0.422618 +y' 0.90631 - 137.6219 )28.09917
The involute helicoid is:x'IH11 = 0.90631 (cost7(1,1) 51.58172 -µ1,1 0.94345 sint7(1,1)) −
0.422618 ( -146.8 t7(1,1) + µ1,1 0.943451 + -137.62
y'IH11 = 0.42262 (cost7(1,1) 51.58172 -µ1,1 -0.3315 sint7(1,1)) + -0.90631 ( -146.8 t7(1,1)+µ1,1 0.943451 + -137.62
z'IH11 = 51.5817 sint7(1,1) + -0.33151 µ1,1 cost7(1,1)+ 40
The slip track is:x'ST11 = 46.7489 (cost8(1,1) - t8(1,1) sint8(1,1) -1.1409 ) + 0.422618 (t8(1,1) 20.678
+ -137.62) y'ST11 = 21.7994 (cost8(1,1) - t8(1,1) sint8(1,1) -1.1409 ) + -0.906308 (t8(1,1) 20.678
+ -137.620 z'ST11 = 51.5817 sint8(1,1) + -58.8476 t8(1,1).cost8(1,1) + 40
0
-40For Line of Action 2 -The base hyperboloid is:
(x' 0.90631 + y' 0.422618 )2 + (z' 40 )2 =2385.68 + ( - x' 0.422618 + y' 0.90631 - 131.0465 )2 0.59152
The involute helicoid is:x'IH12 = 0.90631 (cost7(1,2) 48.84346 -µ1,2 0.79267 sint7(1,2)) −
0.422618 ( -569.34 t7(1,2) + µ1,2 0.99634 + -131.05
y'IH12 = 0.42262 (cost7(1,2) 48.84346 -µ1,2 -0.0855 sint7(1,2)) + -0.90631 ( -569.34 t7(1,2)+µ1,2 0.99634 + -131.05
z'IH12 = 48.8435 sint7(1,2) + -0.08548 µ1,2 cost7(1,2)+ 40
The slip track is:
x'ST12 = 44.2672 (cost8(1,2) - t8(1,2) sint8(1,2) -1.0074 ) + 0.422618 (t8(1,2) 4.22134+ -131.05
y'ST12 = 20.6421 (cost8(1,2) - t8(1,2) sint8(1,2) -1.0074 ) + -0.906308 (t8(1,2) 4.22134+ -131.05
z'ST12 = 48.8435 sint8(1,2) + -49.2056 t8(1,2).cost8(1,2) + 40

These matrices transform the entities into new positions defined by the Lines of Action and the G
Axes. The entites lying along Gear Axis 2 are:
For Line of Action 1 -
The base hyperboloid is:
(x" 0.90631 - y" 0.422618 )2 + (z"+ 40 )2 =7390.76 + ( - x" 0.422618 - y' 0.90631 + 127.0806 )2 8.09917
The involute helicoid is:x"IH21 = 0.90631 (cost7(2,1) 85.96954 - µ2,1 0.33151 sint7(2,1)) +
0.422618 ( -244.66 t7(2,1) - µ2,1 0.943451 + 127.081
y"IH21 = -0.4226 (cost7(2,1) 85.96954 - µ2,1 0.33151 sint7(2,1)) + 0.906308 ( -244.66 t7(2,1) - µ2,1 0.943451 + 127.081
z"IH21 = 85.9695 sint8(2,1) + 0.331512 µ1,2 cost7(1,2)- 40The slip track is:
x"ST21 = 77.9149 (cost8(2,1) - t8(2,1) sint8(2,1) -1.1409 ) - 0.422618 (t8(2,1) -34.463- 127.081
y"ST21 = 36.3323 (-cost8(2,1) - t8(2,1) sint8(2,1) -1.1409 ) - 0.906308 (t8(2,1) -34.463- 127.081
y"ST21 = 85.9695 sint8(2,1) + -98.0793 t8(2,1).cost8(2,1) - 40
For Line of Action 2 -The base hyperboloid is:
(x" 0.90631 - y" 0.422618 )2 + (z"+ 40 )2 =6626.9 + ( - x" 0.422618 - y' 0.90631 + 116.1217 )2
135.871
The involute helicoid is:
x'IH22 = 0.90631 (cost7(2,2) 81.40577 - µ2,2 0.08548 sint8(2,2)) − 0.422618 ( 948.897 t8(2,2) + µ2,2 0.99634 - 116.122
y"IH22 = -0.4226 (cost7(2,2) 81.40577 - µ2,2 0.08548 sint7(2,2)) + 0.906308 ( -948.9 t7(2,2) - µ2,2 0.99634 + 116.122
z"IH22 = 81.4058 sint8(2,2) + 0.085476 µ2,2 cost7(2,2)- 40The slip track is:x"ST22 = 73.7787 (cost8(2,2) - t8(2,2) sint8(2,2) -1.0074 ) + -0.422618 (t8(2,2) -7.0356
- 116.122y"ST22 = 34.4036 (-cost8(2,2) - t8(2,2) sint8(2,2) -1.0074 ) - 0.906308 (t8(2,2) -7.0356
- 116.122z"ST22 = 81.4058 sint8(2,2) + -82.0094 t8(2,2).cost8(2,2) - 40

The base hyperboloids
Substituting the coordinates of E into the equations of the base hyperboloids as a check producesGear Axis 1 and Line of Action 1 Gear Axis 2 and Line of Action 1
LHS RHS LHS-RHS LHS RHS LHS-RHS2842.7 2842.74 -0.008809 7896.48 7896.5 -0.02447
Gear Axis 1 and Line of Action 2 Gear Axis 2 and Line of Action 2
LHS RHS LHS-RHS LHS RHS LHS-RHS2842.7 2842.75 -0.019829 7896.48 7896.531 -0.055081
The involute helicoids
Solving the equations of the involute helicoid numerically by combining x and y and using the newequation with z to produce t7* and µ*. For the entites lying along Gear Axis 1 are:for Line of Action 1 -
0 = 514.37829 Solver model 1,1 FALSE0 = -10.19789 2
t7,11* µ11* FALSE4.60925 325.5085 100
for Line of Action 2 -0 = -1769.683 Solver model 1,2 FALSE0 = 10.9377 2
t7,12* µ12* FALSE-2.7211 99.404675 100
Solving the equations of the involute helicoid numerically by combining x and y and using the newequation with z to produce t7* and µ*. For the entites lying along Gear Axis 2 are:for Line of Action 1 -
0 = 27.293562 Solver model 2,1 FALSE0 = -15.09035 2
sint7 t7,21* µ21* FALSE
cost7 -4.5905 1250.9822 100
sint7 for Line of Action 2 -
cost7 0 = -10905.85 Solver model 2,2 FALSE
0 = 50.084078 2
t7,22* µ22* FALSE7.79154 3531.8436 100

The slip tracks
Solving the equations of the slip track numerically by changing t8 and rotating the hyperboloids locin the standard position produces, for the entites defined by Gear Axis 1 and Line of Action 1 -
sint7cost7 Equation 57 produces 0 = 0 Equation 56z produces 0 = 0
when θz1,1= -0.57105 rad
sint7 t8(1,1)*= 0.22929 rad Solver model 1,1 TRUE
cost7 0
FALSE100
in the standard position produces, for the entites defined by Gear Axis 1 and Line of Action 2 -
Equation 57 produces 0 = 0 Equation 56z produces 0 = -1E-08
when θz1,2= -0.57571 rad
t8(1,2)*= -0.43449 rad Solver model 1,2 FALSE
2TRUE
100
Solving the equations of the slip track numerically by changing t8 and rotating the hyperboloids locin the standard position produces, for the entites defined by Gear Axis 2 and Line of Action 1 -
eEquation 59 produces 0 = -1E-14 Equation 58z produces 0 = -2E-07
when θz2,1= 0.571045 rad
t8(2,1)*= -0.22929 rad Solver model 2,1 FALSE2
e FALSE100
Equation 59 produces 0 = 0 Equation 58z produces 0 = 1.5E-08
when θz2,2= 0.575708 rad
t8(2,2)*= 0.434486 rad Solver model 2,2 FALSE2
TRUE100