Embed Size (px)
Citation preview
http://wrap.warwick.ac.uk
Original citation: Qureshi, Jawed and Mottram, J. Toby (James Toby), 1958- (2012) Resin injected bolted connections : a step towards achieving slip-resistant joints in FRP bridge engineering. In: FRP Bridges Conference, London, UK, 13–14 September 2012. Published in: Proceedings FRP Bridges pp. 55-66. Permanent WRAP url: http://wrap.warwick.ac.uk/58223/ Copyright and reuse: The Warwick Research Archive Portal (WRAP) makes this work by researchers of the University of Warwick available open access under the following conditions. Copyright © and all moral rights to the version of the paper presented here belong to the individual author(s) and/or other copyright owners. To the extent reasonable and practicable the material made available in WRAP has been checked for eligibility before being made available. Copies of full items can be used for personal research or study, educational, or not-for-profit purposes without prior permission or charge. Provided that the authors, title and full bibliographic details are credited, a hyperlink and/or URL is given for the original metadata page and the content is not changed in any way. A note on versions: The version presented here is a working paper or pre-print that may be later published elsewhere. If a published version is known of, the above WRAP url will contain details on finding it. For more information, please contact the WRAP Team at: [email protected]

P a g e | 56
Resin Injected Bolted Connections: A Step towards Achieving Slip-Resistant Joints in FRP Bridge Engineering
Jawed Qureshi and J. Toby Mottram
Civil Research Group, School of Engineering, University of Warwick, Coventry,
United Kingdom, CV4 7AL
ABSTRACT This paper reports results from a series of static tests on resin injected bolted joints with pultruded Fibre Reinforced Polymer (FRP) material. The aim is to characterise a method of connection that could be fatigue and slip resistant. For comparison, tests are also carried out on standard bolted connections without resin and with 2 mm clearance holes. Slip in joints is a major issue in bridge engineering, which has to be controlled if the structural scheme is to perform satisfactorily over its service life. The transfer of connection force in FRP joints, by way of frictional force, say by using High Strength Friction Grip (HSFG) bolts, cannot be relied upon [1], because steel bolting is known to lose its pre-tension with time due to the viscoelastic properties of the FRP. The aim of our preliminary study is to offer a potential solution to developing a suitable slip resistant connection. Tests are conducted on double lap-shear joints according to Annex G of BS EN 1090-2:2008 [2]. The hexagon injection bolts and bottom washer are prepared as per Annex K of the same standard. A new top washer has been designed and tested to ensure smooth resin filling in the cavity between bolt (M16) and 2 mm hole clearance. It is expected that resin injected bolting will provide a mechanical fastening system that has locking capabilities. If successful the outcome of our research will address the challenge of durability and will ensure longer service lives for joint limit states under bridge loading. The results will also help in preparation of recognised design guidelines for FRP bridges. KEYWORDS: FRP bridges; injection bolts; slip resistant connection; bolted connections INTRODUCTION Conventional structural materials, like steel and concrete, have been used in bridge engineering for over 100 years. Past three decades have seen applications of Fibre Reinforced Polymer (FRP) shapes and systems in bridge structures. During this time, many short span pedestrian bridges (9-27m) of FRP shapes have been constructed [3]. Some examples include Aberfeldy, Scotland, built in 1992 [3], the Fiberline Bridge in Kolding, Denmark, opened in 1997 [4] and Lleida pedestrian bridge in Spain, completed in 2001. All of these bridges used pultruded sections for fast and economical construction. Corrosion resistance, high strength and lightweight of FRP material are highly desirable for civil engineering works [3]. Fatigue or slip resistant connections is of prime importance in bridges. With steel bridges, the conventional way to achieve this is to use rivets, fitted bolts or preloaded HSFG bolts. In

P a g e | 57
FRP bridges, hot riveting is unsuitable due to lack of equipment, skilled labour and because FRP cannot tolerate temperatures above 100oC. Fitted bolts are expensive and they do not provide a practical solution to produce economically viable structural connections. HSFG bolts transfer the connection force between contact surfaces by friction alone. Force transmitted in this way cannot be relied upon because it is evident from a preliminary study by Mottram [1] that ‘black’ bolts loose their tightness over time due to FRP creep relaxation. An alternative to fitted or HSFG bolt is the resin injected bolt, in which the cavity between bolt and clearance hole is filled with a two-part resin (adhesive). Injection bolts have been used in the past to repair old steel railway and steel road bridges. It is standard practice in the Netherlands to use injection bolts in new steel bridges too. This type of bolting offers various advantages, such as resistance to fatigue and shock loading, together with the excellent capability to resist internal corrosion of steel [5]. Injection bolts seem to offer an inexpensive and practical solution to achieve acceptable slip and fatigue performances for FRP bridge structures. Limited research exists on the behaviour of resin injected bolts, and especially, their use in FRP bridge connections has barely been studied. Gresnigt and Stark [5] studied important aspects pertaining to the design of steel bolted connections with injection bolts. Also discussed in their paper are the advantages, cost, installation, and examples of successful applications in bridges, windmills, cranes, storm surge barriers and stadiums. Gresnigt et al. [6] conducted long-term duration creep tests to verify the structural behaviour of injection bolts used in repair of an old steel riveted bridge in Germany. The authors tested four double lap shear joints, three at 20�C and one at 70�C. The thicknesses of the main and cover steel plates were 20 mm and 10 mm respectively. The authors conclude that injection bolting is a reliable alternative to riveting or HSFG bolting. Injected bolts are particularly well suited for the strengthening of corroded steel plates where either welding or HSFG bolting is impracticable. The temperature variation in the testing showed moderate effect on changing the slip displacements. Test results showed that the applied design bearing stress of 150 N/mm2 is a safe value. Fatigue behaviour of bolted connections in pultruded FRP profiles has been investigated by van Wingerde et al. [7]. The specimen consisted of two pultruded sections connected by web plates. No specific information about the FRP material used is given in this paper. Both static and fatigue behaviour of joints either having standard bolts or resin-injected bolts was investigated. For fatigue testing, they used stress ratios (maximum over minimum stress) of 0.1 and -1. The injected bolts resulted in stiffer connections than for standard bolting. The fatigue life of injection bolts did not show much improvement for R = 0.1, but for reversed cyclic loading (R = -1) it was 100 times greater than measured with the standard bolting. Fatigue behaviour of resin-injected bolts in double and single lap shear joints, to represent joints in old riveted steel railway bridges in Portugal, was studied by de Jesus et al. [8]. Stress ratios (R) of 0.0 and 0.1 were used with the double and single lap shear configurations, respectively. Both standard and resin injected bolted connections were tested. The authors found that resin-injected bolting gave consistent fatigue strength
P a g e | 58
reduction when compared to the test results using standard bolted connections. This is contrary to the provision given in Eurocode 3 [9] where no distinction is made between preloaded bolted connections and preloaded resin-injected bolted connections. Jesus et al. stressed the need for much more research to understand the fatigue behaviour of resin-injected bolts for application in steel structures. The aim of this paper is to report preliminary experimental results on static behaviour of FRP bridge connections with resin injected bolts. The tests are conducted on double lap shear joints. Two types of resins are used to fabricate the injected bolts. A new top washer is developed to ensure smooth filling of the cavity between the bolt and FRP. For comparison, joint specimens with standard bolted connections having clearance holes are tested too. Initial results suggest that injection bolts can potentially be used in FRP bridges as slip resistant mechanical fasteners. EXPERIMENTAL SET-UP Tests are conducted to characterise FRP joints with injection bolts for their slip response. The experimental programme consists of four tests using the double lap shear bolted connection configuration shown in Figure 1. Two tests are with resin-injected steel bolting, and for comparison, two are with standard bolting. The geometry of the specimen configuration is prepared in accordance with Annex G of BS EN 1090-2 [2], and it also conforms to the minimum requirements of bolt geometries specified in a ASCE pre-standard for pultruded (building frame) structures [10]. Tests with injection bolts have M16 Grade 8.8 bolts in 18 mm diameter hole, giving a hole clearance of 2 mm. For the two ‘black’ bolted connection tests, one specimen had tight-fitting bolts in 16 mm diameter hole, while the second specimen had standard 18 mm holes. Standard steel washers having a diameter of 35 mm and thickness of 3 mm are used. The hexagonal headed steel bolts are threaded along their entire length, commonly known as set screws in the industry. The inner plates in ��������������� �������� ������� �������������������������������� �������������������mm. The outer plates were cut from a 6.3 mm thick flat sheet of standard pultruded material. The longitudinal direction of pultrusion in the four plates is aligned with the direction of uni-axial loading.
P a g e | 59
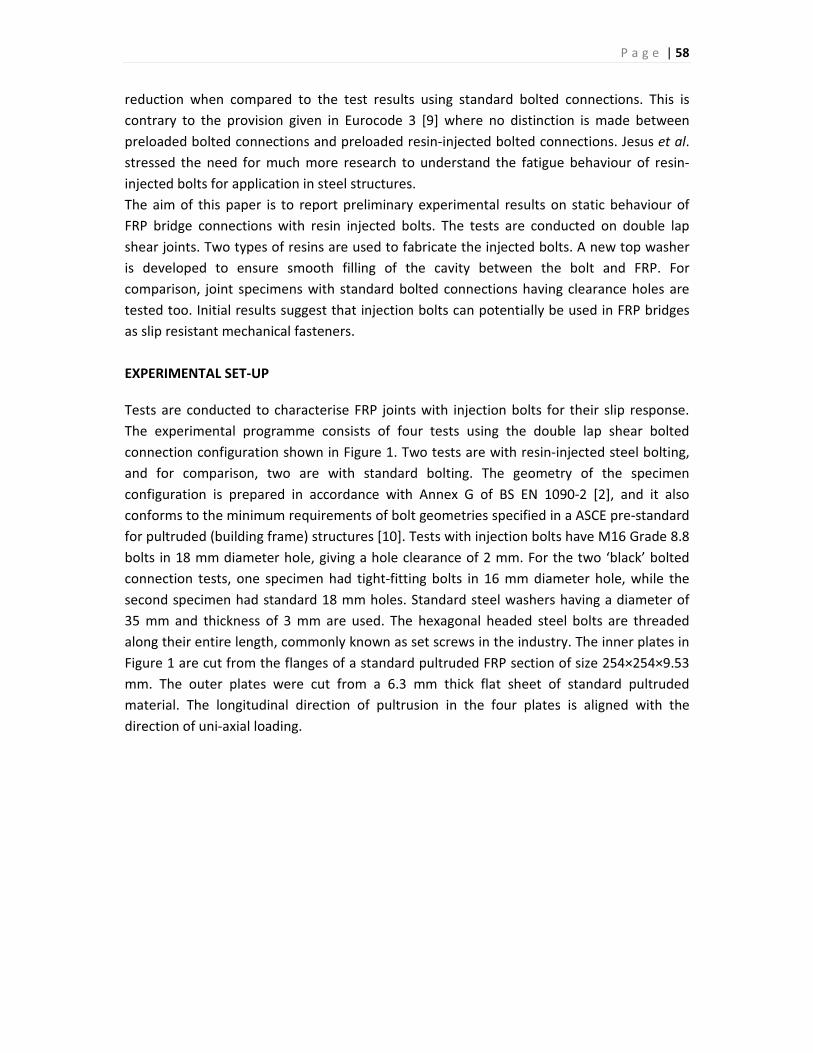
Figure 1. Configuration of double lap shear bolted connection specimens (dimensions in mm).
To enable an even (thickness) distribution of resin around a bolt, the special bolt centreline location jig shown in Figure 2 was made. Our jig ensures central location of the bolts within their holes, thereby having the same radial clearance around a bolt shaft. To guarantee identical test conditions all specimens were assembled using this location jig. In all connections, the steel bolts are tightened to a bolt torque of 88 N.m, calculated using the bolt tension formula given in Smith et al. [11]. A torque of 88 N.m (with the M16 bolting) is for a uniform compression stress of 68 N/mm2 over the area of the washer; this is recommendation No.4 from reference [12].
Figure 2. Test specimen assembling using purpose-made bolt location jig. Injection Bolts
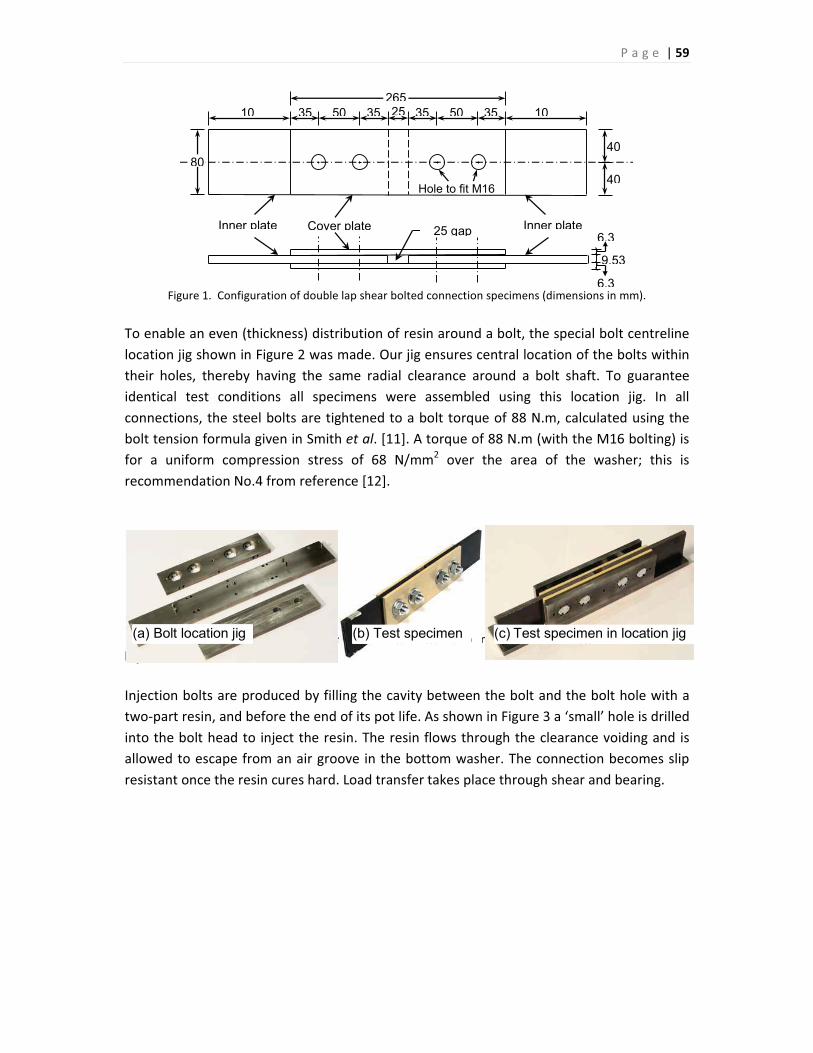
Injection bolts are produced by filling the cavity between the bolt and the bolt hole with a two-part resin, and before the end of its pot life. As shown in Figure 3 a ‘small’ hole is drilled into the bolt head to inject the resin. The resin flows through the clearance voiding and is allowed to escape from an air groove in the bottom washer. The connection becomes slip resistant once the resin cures hard. Load transfer takes place through shear and bearing.
10
6.3
6.3
9.53
40
3550352535503510
40
Inner plateInner plate Cover plate
Hole to fit M16
25 gap
265
80
(a) Bolt location jig (b) Test specimen (c) Test specimen in location jig
P a g e | 60
Figure 3. Schematic drawing for injection bolt in a double lap joint, from [13].
Preparation of Bolts and Washers
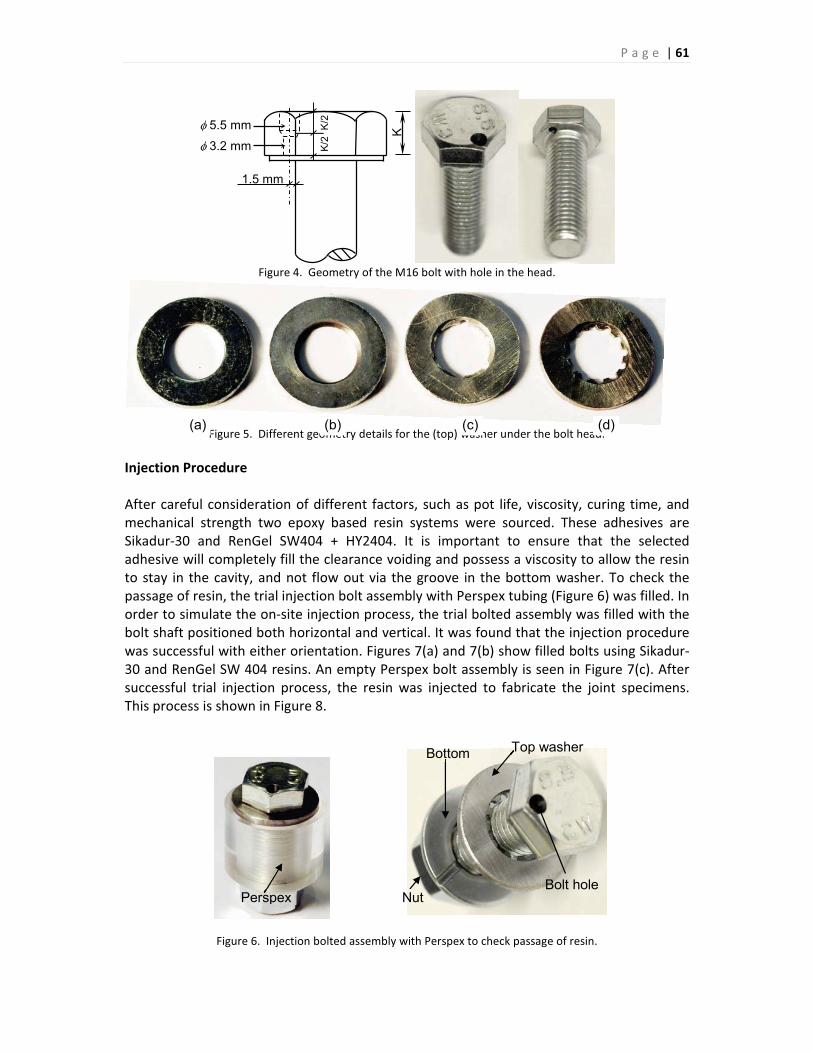
!�"�������#����������������#$����� $��������#��������%������� �������������������bolting. To ensure smooth filling of resin, a hole is drilled in the head of the bolt following the guidelines given in ECCS 79 [13]. This hole is seen in Figure 4. The upper diameter of 5.5 �����������������&�'��������� ���'������������������������ �����������"������'��������lower diameter of 3.2 mm ensures a smooth passage of resin into the chamber region below.
Figure 5 shows different geometry details for the top washer that were tried to ensure a smooth passage and uniform resin distribution. For comparison only the standard (constant thickness) washer, without any machining is shown in Figure 5(a). The washer with chamfered inside diameter, shown in Figure 5(b), was prepared as per ECCS 79 [13]. In order to observe which of the four trial (top) washers was fit for purpose a hollow Perspex tube surrounded the bolt shaft. This feature in the experimental programme is shown in Figure 6. The top washer with Figure 5(b) geometry was found to offer too much resistance to resin flow; this was because its chamfered portion got stuck in the grooves of the bolt. Our study, therefore, finds an unsuccessful filling of the cavity using the ECCS [13] recommended top washer. To address this challenge, two novel details shown in Figure 5(c) and 5(d) were trialled. The geometric modification was to introduce 5 and 10 semi-circular under cuts, equally spaced around the perimeter of the chamfer. Although the detailing in Figure 5(c) resulted in acceptable resin distribution, the top washer in Figure 5(d) facilitated easier and quicker passage. Thus, the washer with 10 under cuts has been chosen to be the top washer (under the head of the bolt). As seen in Figure 6 the (bottom) washer under the nut has a single groove in its plane to assist escape of displaced air.
Resin
Injection hole Chamfered washer
Air escape groove in the washer
P a g e | 61
Figure 4. Geometry of the M16 bolt with hole in the head.
Figure 5. Different geometry details for the (top) washer under the bolt head.
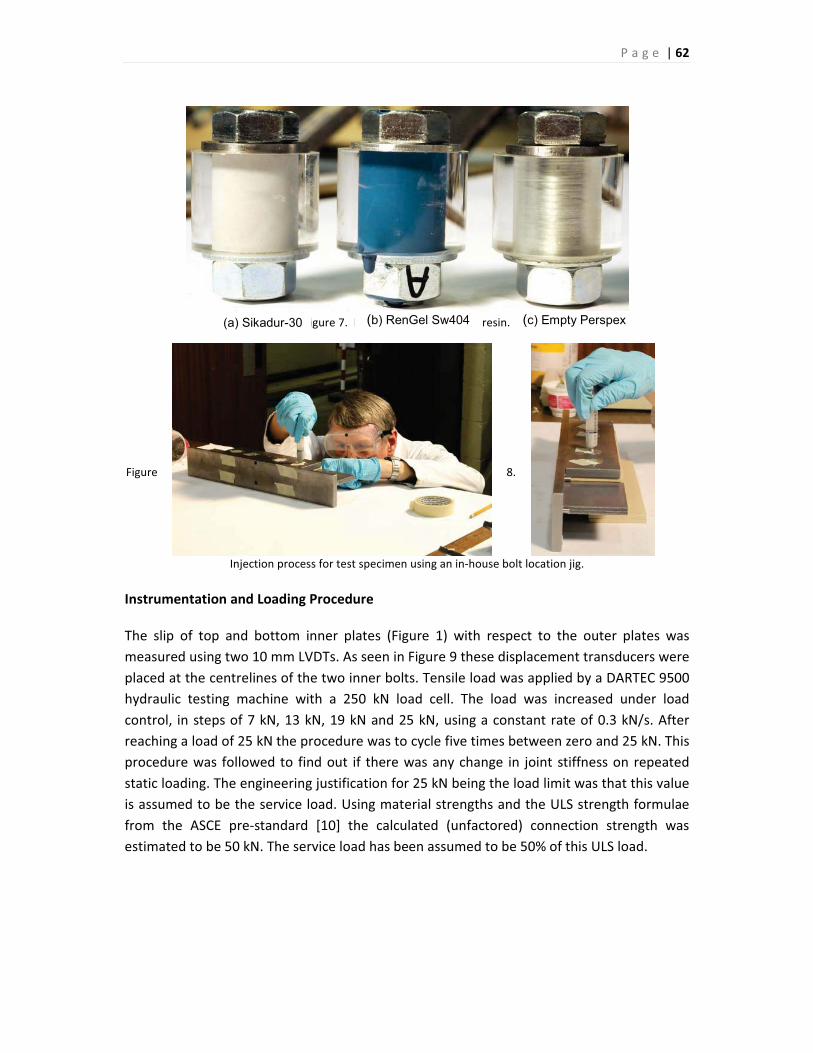
Injection Procedure After careful consideration of different factors, such as pot life, viscosity, curing time, and mechanical strength two epoxy based resin systems were sourced. These adhesives are Sikadur-30 and RenGel SW404 + HY2404. It is important to ensure that the selected adhesive will completely fill the clearance voiding and possess a viscosity to allow the resin to stay in the cavity, and not flow out via the groove in the bottom washer. To check the passage of resin, the trial injection bolt assembly with Perspex tubing (Figure 6) was filled. In order to simulate the on-site injection process, the trial bolted assembly was filled with the #������ �������������#�����������������*��������!��%�� ���������������"�����������������was successful with either orientation. Figures 7(a) and 7(b) show filled bolts using Sikadur-30 and RenGel SW 404 resins. An empty Perspex bolt assembly is seen in Figure 7(c). After successful trial injection process, the resin was injected to fabricate the joint specimens. This process is shown in Figure 8.
Figure 6. Injection bolted assembly with Perspex to check passage of resin.
1.5 mm
K/2
K
K/2
� 5.5 mm
� 3.2 mm
(a) (b)h
(c) (d)
Bolt hole
Top washerBottom
NutPerspex
P a g e | 62
Figure 7. Injection bolts filled with resin.
Figure 8.
Injection process for test specimen using an in-house bolt location jig.
Instrumentation and Loading Procedure
The slip of top and bottom inner plates (Figure 1) with respect to the outer plates was measured using two 10 mm LVDTs. As seen in Figure 9 these displacement transducers were placed at the centrelines of the two inner bolts. Tensile load was applied by a DARTEC 9500 hydraulic testing machine with a 250 kN load cell. The load was increased under load control, in steps of 7 kN, 13 kN, 19 kN and 25 kN, using a constant rate of 0.3 kN/s. After �������������� ����&<���������������%������$���� �*��������#��%���������������&<��>����procedure was followed to find out if there was any change in joint stiffness on repeated static loading. The engineering justification for 25 kN being the load limit was that this value is assumed to be the service load. Using material strengths and the ULS strength formulae from the ASCE pre-standard [10] the calculated (unfactored) connection strength was estimated to be 50 kN. The service load has been assumed to be 50% of this ULS load.
i(a) Sikadur-30 (b) RenGel Sw404 (c) Empty Perspex

P a g e | 63
Figure 9. Test specimen held by the hydraulic grips of a DARTEC 9500 testing machine.
RESULTS AND DISCUSSION Test results are presented for two specimens without resin and two specimens with resin. Load-slip curves are plotted in Figures 10-13. The four figures have the same axis scales. In order to determine the slip resistance, the slip load, according to BS EN 1090-2 [2], is defined as the load at which the connection slips by 0.15 mm. Figure 10 is the load load-slip curve for specimen M16_18HL_NRes_01, having M16 bolts, 18 mm clearance holes and without injected resin. Due to the ‘2 mm’ clearance, rapid slip occurs after a certain load level is reached. The slip loads are found to be 11.5 kN and 10.2 kN at top and bottom bolt levels of the joint. The slip is 3 mm after the five load cycles. The tight-fitting specimen M16_16HL_NRes_01 (M16 bolts, 16 mm holes, No Resin) exhibited, at a higher tension load, limited slip. This can be seen from the test results plotted in Figure 11. The shaft diameter of threaded M16 bolts has been recorded as 15.6 to 15.9 mm. The maximum slip was 0.3 mm when load is cycled between 0 kN and 25 kN. The slip load at the centreline of top and bottom bolt was 19 kN and 18.2 kN, respectively.
0
10
20
30
40
50
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
Load
(kN
)
Slip at top bolt (mm)
0
10
20
30
40
50
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
Load
(kN
)
Slip at bottom bolt (mm) Figure 10. Load slip curve for test M16_18HL_NRes_01 (M16 bolts, 18 mm holes, No Resin).
Top bolt
Bottom bolt
LVDTs
Grips of DARTEC
Specimen
P a g e | 64
0
10
20
30
40
50
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
Load
(kN
)
Slip at top bolt (mm)
0
10
20
30
40
50
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
Load
(kN
)
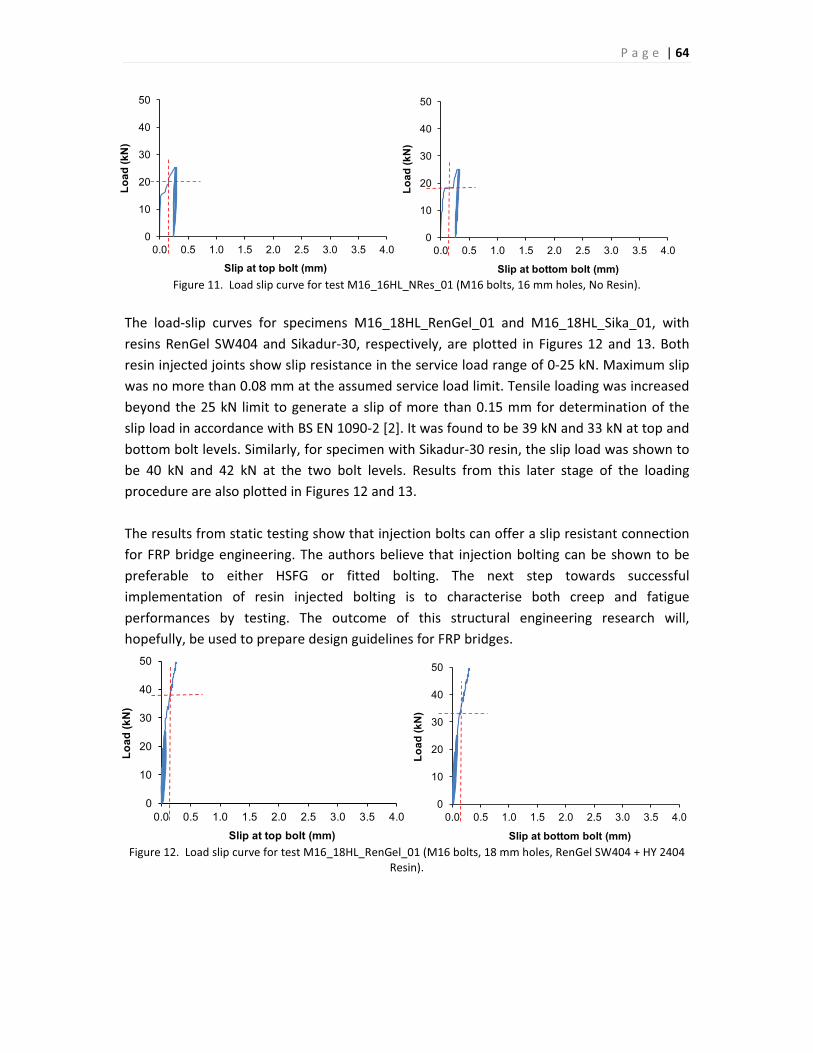
Slip at bottom bolt (mm) Figure 11. Load slip curve for test M16_16HL_NRes_01 (M16 bolts, 16 mm holes, No Resin).
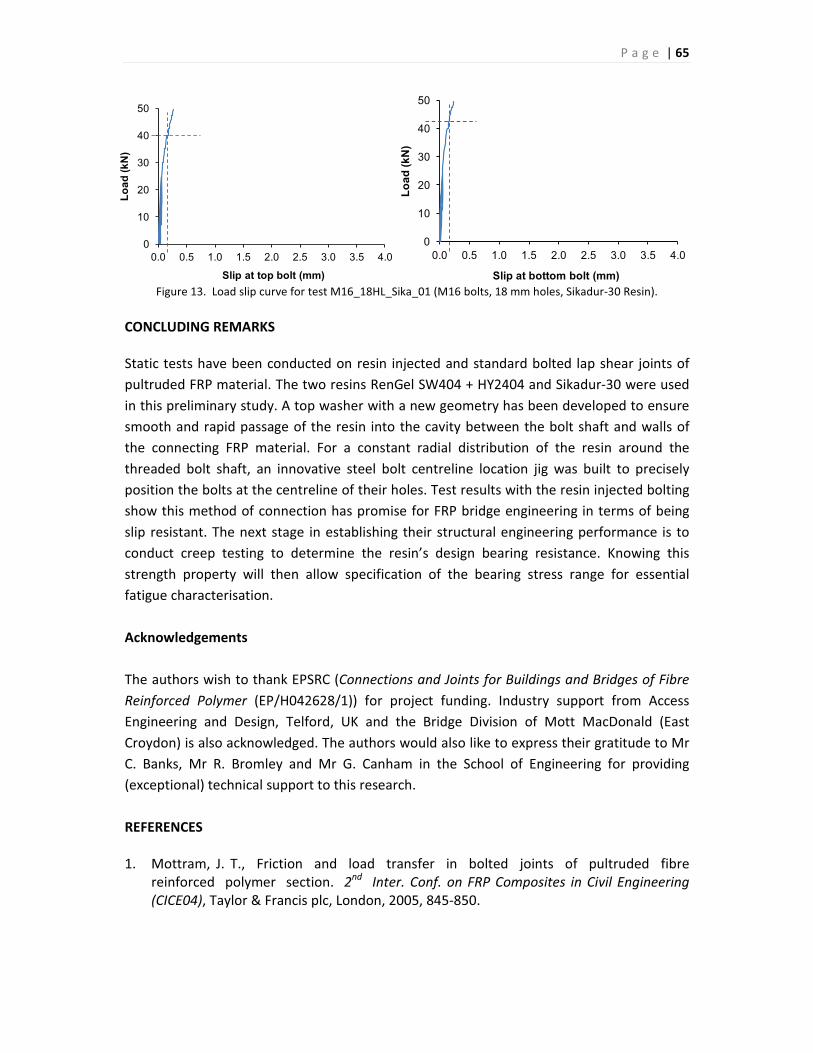
The load-slip curves for specimens M16_18HL_RenGel_01 and M16_18HL_Sika_01, with resins RenGel SW404 and Sikadur-30, respectively, are plotted in Figures 12 and 13. Both resin injected joints show slip resistance in the service load range of 0-25 kN. Maximum slip was no more than 0.08 mm at the assumed service load limit. Tensile loading was increased beyond the 25 kN limit to generate a slip of more than 0.15 mm for determination of the slip load in accordance with BS EN 1090-2 [2]. It was found to be 39 kN and 33 kN at top and bottom bolt levels. Similarly, for specimen with Sikadur-30 resin, the slip load was shown to be 40 kN and 42 kN at the two bolt levels. Results from this later stage of the loading procedure are also plotted in Figures 12 and 13. The results from static testing show that injection bolts can offer a slip resistant connection for FRP bridge engineering. The authors believe that injection bolting can be shown to be preferable to either HSFG or fitted bolting. The next step towards successful implementation of resin injected bolting is to characterise both creep and fatigue performances by testing. The outcome of this structural engineering research will, hopefully, be used to prepare design guidelines for FRP bridges.
0
10
20
30
40
50
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
Load
(kN
)
Slip at top bolt (mm)
0
10
20
30
40
50
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
Load
(kN
)
Slip at bottom bolt (mm) Figure 12. Load slip curve for test M16_18HL_RenGel_01 (M16 bolts, 18 mm holes, RenGel SW404 + HY 2404
Resin).
P a g e | 65
0
10
20
30
40
50
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
Load
(kN
)
Slip at top bolt (mm)
0
10
20
30
40
50
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
Load
(kN
)
Slip at bottom bolt (mm) Figure 13. Load slip curve for test M16_18HL_Sika_01 (M16 bolts, 18 mm holes, Sikadur-30 Resin).
CONCLUDING REMARKS Static tests have been conducted on resin injected and standard bolted lap shear joints of pultruded FRP material. The two resins RenGel SW404 + HY2404 and Sikadur-30 were used in this preliminary study. A top washer with a new geometry has been developed to ensure smooth and rapid passage of the resin into the cavity between the bolt shaft and walls of the connecting FRP material. For a constant radial distribution of the resin around the threaded bolt shaft, an innovative steel bolt centreline location jig was built to precisely position the bolts at the centreline of their holes. Test results with the resin injected bolting show this method of connection has promise for FRP bridge engineering in terms of being slip resistant. The next stage in establishing their structural engineering performance is to conduct creep testing to determine the resin’s design bearing resistance. Knowing this strength property will then allow specification of the bearing stress range for essential fatigue characterisation. Acknowledgements The authors wish to thank EPSRC (Connections and Joints for Buildings and Bridges of Fibre Reinforced Polymer (EP/H042628/1)) for project funding. Industry support from Access Engineering and Design, Telford, UK and the Bridge Division of Mott MacDonald (East Croydon) is also acknowledged. The authors would also like to express their gratitude to Mr C. Banks, Mr R. Bromley and Mr G. Canham in the School of Engineering for providing (exceptional) technical support to this research. REFERENCES 1. Mottram, J. T., Friction and load transfer in bolted joints of pultruded fibre
reinforced polymer section. 2nd Inter. Conf. on FRP Composites in Civil Engineering (CICE04), Taylor & Francis plc, London, 2005, 845-850.
P a g e | 66
2. BS EN 1090-2:2008. Execution of steel structures and aluminium structures Part 2: Technical requirements for the execution of steel structures, British Standards Institution, United Kingdom, 2008.
3. Bank, L. C., Composites for construction - Structural design with FRP materials. John Wiley & Sons, New Jersey, 2006.
4. Anonymous. Fiberline design manual for structural profiles in composite materials. Fiberline Composites A/S, Kolding, Denmark. (www.fiberline.com/read-more-about-fiberline-online-tools) (August 22, 2012).
5. Gresnigt, A. M. and Stark J. W. B., Design of bolted connections with injection bolts. Connections in Steel Structures III, Behaviour, Strength & Design, Proceedings of the Third International Workshop, Trento, Italy, 29-31 May 1995, Pergamon, pp 77-87.
6. Gresnigt, A. M., Sedlacek, G. and Paschen, M. Injection bolts to repair old bridges, pp. 349-360, (http://www.epicuro.co.uk/uploads/349.pdf) (August 22, 2012)
7. van Wingerde, A. M., van Delft, D. R. V. and Knudsen, E. S., Fatigue behaviour of bolted connections in pultruded FRP profiles. Plastics, Rubber and Composites 2003; 32(2): 71-76.
8. de Jesus A. M. P., da Silva J. F. N., Figueiredo, M. V., Ribeiro, A. S., Fernandes, A. A., Correia, J. A. F. O., da Silva, A. L. L. and Maeiro, J. M. C., Fatigue behaviour of resin-injected bolts: An experimental approach. Iberian Conference on Fracture and Structural Integrity 2010. 17-19 March 2010, Porto, Portugal.
9. BS EN 1993-1-9:2005. Eurocode 3: Design of steel structures – Part 1-9: Fatigue. British Standards Institution, United Kingdom, 2005.
10. Pre-standard for Load and Resistance Factor Design (LRFD) of pultruded Fiber Reinforced Polymer (FRP) structures (Final). American Composites Manufacturers Association, American Society of Civil Engineers, November 9, 2010.
11. Smith, P. A., Ashby, M. F. and Pascoe, K. J., Modelling clamp-up effects in composite bolted joints. Journal of Composite Materials, 1987; 21(10): pp 878-897.
12. Mottram, J. T., Nominally pinned connections for pultruded frames, in Clarke, J. L., (Ed.), Structural Design of Polymer Composites - EUROCOMP Design Code and Handbook, S. & F. N. Spon, London, 1996, 703-718.
13. European Convention for Constructional Steelwork (ECCS). European Recommendations for bolted connections with injection bolts. ECCS Publication No. 79, 1994.













![ZZZ ]LDUDDW FRP - ziyaraat.netziyaraat.net/booksTareekh/MolaAliMadinayMayPacheesSaal.pdf · 3uhvhqwhge\zzz ]lduddw frp. 3uhvhqwhge\zzz ]lduddw frp. 3uhvhqwhge\zzz ]lduddw frp](https://img.pdfslide.us/doc/110x75/5e045b61dc086d0f1330bd6d/zzz-lduddw-frp-3uhvhqwhgezzz-lduddw-frp-3uhvhqwhgezzz-lduddw-frp-3uhvhqwhgezzz.jpg)







![LIFE CYCLE ASSESSMENT OF FRP SEISMIC … · LIFE CYCLE ASSESSMENT OF FRP SEISMIC RETROFITTING . ... 2,200 bridges that are in need of seismic retrofitting ... retrofit technique [2]](https://img.pdfslide.us/doc/110x75/5af03a847f8b9ad0618dca9e/life-cycle-assessment-of-frp-seismic-cycle-assessment-of-frp-seismic-retrofitting.jpg)







