Embed Size (px)
Citation preview

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 1/45
1
Validation of in-mold shrinkage sensor for different cavity thicknesses
ABSTRACT
The injection molding process is one of the most popular polymer processing techniques due to
its versatility and mass production capability with complex geometries having higher quality at
economical part cost for a wide range of the polymeric materials where nominal wall thickness of
a convention injection molded part is considered between 2 to 4 mm. During the past decade,
there has been much work done worldwide on an adaption of convention molding processes to
thin wall molding, resulting in the emerging technology and capability to produce the parts with
wall thickness less than 1.5 mm from variety of polymeric materials. Dimensional consistency is
a critical attribute for injection molded part quality yet highly dependent on the polymer
morphology, the thermal expansion, and various processing parameters. With a view to measure
in-mold shrinkage, a button cell type in-mold shrinkage sensor was developed, validated, and
compared against the traditional shrinkage estimation methods for two different wall thicknesses
using an amorphous polymer, HIPS. The amorphous polymers show relatively isotropic
shrinkage behavior but the flow and shrinkage dynamics of the same material is different for
different wall thicknesses. The shrinkage sensor consists of an elastic deflectable diaphragm
instrumented with strain gages connected in a full bridge circuit. The sensor diaphragm is
deflected due to the melt pressure into the mold cavity and is retracted back towards its original
Rahul R. Panchal*
Department of Plastics Engineering
University of Massachusetts Lowell1 University Avenue, Lowell, MA 01854
David O. Kazmer
Department of Plastics Engineering
University of Massachusetts Lowell1 University Avenue, Lowell, MA 01854
*Corresponding author: [email protected]

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 2/45
2
position as the melt solidifies and shrinks away from the mold cavity wall. The sensor signals
acquired during each molding cycle are analyzed to validate the sensor performance in a design
of experiments as a function of packing pressure, packing time, melts temperature, cooling time
and coolant temperature. High impact polystyrene was selected material for the sensor validation.
For HIPS, the shrinkage sensor is able to measure the shrinkage with a mean absolute percentage
error of 0.6867 and 0.5688 for molded parts with a nominal thickness of 2.5 mm and 1.5 mm
respectively. With 2.5 mm cavity thickness, the coefficient of correlation, R2, to the final part
thickness for HIPS was 0.939 and with 1.5 mm cavity thickness, the coefficient of correlation,
R2, to the final part thickness for HIPS was 0.966 for the in-mold shrinkage sensor. Also, the
observed main effects for the in-mold shrinkage sensor validate common shrinkage guidelines.
INTRODUCTION
The dimensional and the aesthetic quality of the injection molded parts are directly influenced by
the tool design, the material characteristics, and process induced effects like ―shrinkage‖. The
shrinkage mainly depends on the polymer morphology, the thermal expansion, the cooling rate of
the polymer melt to the solid state, especially for semi-crystalline materials, and the temperature
difference between the melt to the solid state temperature and other various process parameters
during the processing [1-11]. The shrinkage value for many plastics materials (in order of 0.6%)
are high relative to dimensional tolerances (in order of 0.2%) and the shrinkage is not always
isotropic in nature. Shrinkage varies with the part geometry and processing conditions but is
commonly assumed during part and mold design. As a result, errors in shrinkage can limit the
achievable part tolerances, require increased cycle time, and incur excessive rejection rates.

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 3/45
3
Anisotropic shrinkage behavior can also lead to a degree of warpage (out-of-plane distortion) or
internal stresses [1-3, 12-17].
Due to continuing demand for higher quality requirements with fewer rejections and
faster process cycle time, the plastics industry has observed continual innovations in the injection
molding technology [18-22]. One of the recent trends is on-line process monitoring to achieve
more robust process control. But still there is no technology or research available to directly
monitor the shrinkage on-line during the production in order to improve, optimize, and control
the part dimensions. This article describes the design and implementation of a button-cell type
sensor which can be placed underneath the ejector pin within the ejector assembly in order to
monitor and predict the in-mold shrinkage during the injection molding cycle.
PREVIOUS RESEARCH
There has been increasing recognition that the measurement and control of the polymer state
within the mold cavity is vital to product quality. Accordingly, there has been a proliferation of
cavity pressure sensors based on load cells, strain gages, and piezoelectric materials [23,24].
Concurrently, other methods have been developed for measuring melt temperature in the mold
including infrared sensors [25,26] and thermocouples [26-28]; ultrasonic methods have also been
developed to detect the presence and solidification of the melt in the mold cavity [29-31].
Sensor fusion approaches have incorporated multiple sensor streams with on-line and/or
post-molding analyses to predict the part dimensions. The approaches are most often either
mechanistic or statistical. Mechanistic approaches vary in complexity from relatively simple
analysis of pressure-volume-temperature relations [32-35] to complex thermo viscoelastic
modeling of residual stress relaxation [36-40]. Statistical models frequently rely on regression

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 4/45
4
[41-43], neural networks [44-46], or other methods [47-49]. While these models are helpful
initially to assist process set-up, they are not sufficiently accurate for real time process assistance
or quality monitoring and control. Accordingly, there is currently no reliable method to detect and
compensate any sudden variations in the process parameters during the processing.
The closest known work to this research is that of Anthony Bur of NIST and Charles
Thomas of the University of Utah [50-52], who developed and patented an optical fiber sensor
inserted into the ejector pin channel of a mold using an ejector pin sleeve with a sapphire
window at its end. The sapphire window was positioned flush with the wall of the mold; the fiber
optic cable consisted of a bundle of nineteen 100 m diameter fibers, seven of which carried light
from a helium-neon laser and twelve of which transmitted reflected light back to a silicon
photodiode. In operation, incident light was transmitted through the resin and then reflected back
to the detector from every boundary at which there was a discontinuity in the index of refraction.
During the molding cycle, the detected light was analyzed to: 1) detect the arrival of the polymer
melt, 2) detect separation of the resin from the mold wall upon shrinkage, and 3) monitor the
molded part shrinkage. While this research effort is to be commended, the size, cost, and
maintenance issues associated with the implemented designs prevent widespread adoption for in-
mold shrinkage measurement.
SHRINKAGE INSTRUMENTATION
The implemented sensor design for measuring in-mold shrinkage and cavity pressure is shown in
Figure 1. In this application, the implemented sensor is placed beneath a movable pin, and causes
the movable pin to protrude slightly when the mold is opened. After the mold is closed, the melt
pressure exerted on the top surface of the movable pin causes the sensor to be fully actuated and

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 5/45
5
impose strain on the diaphragm. As the melt in the cavity cools and shrinks, the melt pressure
will decay and the molded part will draw away from the cavity walls. The reaction force provided
by the sensor diaphragm will cause the ejector pin to maintain contact with the face of the
molded part and provide a measurable relaxation of the imposed strain in the diaphragm.
The structural design of the sensor is initially guided by plate bending theory [53] which
states that the maximum stress, , and deflection, , of the diaphragm are:
where P melt is the melt pressure, pin is the ejector pin diameter, diaphragm is the diaphragm
diameter, hdiaphragm is the diaphragm thickness, E is the elastic modulus, and the coefficients k 1
and k 2 are related to the aspect ratio and constraints of the diaphragm. Similar analyses apply for
different sensor geometries as well as non-round ejectors, such as ejector blades etc. The voltage
output, V , from a Wheatstone bridge of four strain gages is a function of the ejector pin
deflection:
3 g eV k S V
Equation 3
where S g is the gage factor, V e is the excitation voltage, and k 3 is a coefficient relating the
diaphragm deflection to the imposed strain in the strain gages.
2
1 2
melt pin
diaphragm
P k
h
Equation 12 2
2 3
melt pin diaphragm
diaphragm
P k
Eh
Equation 2

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 6/45
6
SHRINKAGE PREDICTION METHODS
The in-mold shrinkage can be predicted and estimated from traditional analysis. The simplest
model considers the shrinkage, s, as [3]:
final eject T T s
Equation 4
where is the polymeric material’s coefficient of thermal expansion, T eject is the ejection
temperature of the molded part upon ejection from the mold, and T final is the end use temperature
of the molding.
This model will typically over predict the shrinkage since it does not consider the
compressive stresses that develop during the filling and packing stages of the molding process. In
particular, this model does not consider the expansive state of the melt caused by the melt
pressure, which will tend to prevent the polymer from exhibiting any shrinkage until this pressure
is relieved.
Several researchers [8-14] have described a slightly more complex model based on
pressure-volume-temperature ( P-v-T ) data of characterized materials. Plastics materials have
positive coefficients of thermal expansion, and are highly compressible in the molten state. As a
result, the volume of a given mass of plastic material changes with both pressure and
temperature. The Spencer and Gilmore equation of state describes the expansion and contraction
of amorphous polystyrene [1-6]:
M RT bva P ))((
Equation 5
where P is the hydrostatic pressure, v is the specific volume, R is the universal gas constant, M is
molecular weight, T is the absolute temperature, a and b are material constants.

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 7/45
7
From Equation 5, it can be observed that pressure, specific volume, temperature are
dependent to each other and the specific volume can be determined at any pressure and
temperature conditions. From the P-v-T behavior it can be observed that increasing temperature
at constant pressure increases the specific volume due to positive thermal expansion and in the
same way increasing pressure at constant temperature decreases the specific volume due to
relatively higher compressibility.
The P-v-T behavior of the polymer melt can be modeled by the double domain Tait
equation, which specifies the specific volume, v (T, P), as a function of the melt’s pressure and
temperature (refer Equation 7Error! Reference source not found. & Equation 8Error!
Reference source not found.) [2-3]. The transition temperature, T t between solid and melt states
is a function of pressure,
P bb P T t 65)(
Equation 6
if T < T t
Specific Volume, )( 5,2,1 bT bbv s so
Compressibility, ))(exp()( 5,4,3 bT bbT B s s
if T > T t
Specific Volume, )( 5,2,1 bT bbv mmo
Compressibility, ))(exp()( 5,4,3 bT bbT B mm
),()(
1ln0894.01)(),( P T vT B
P T v P T v T o
Equation 7
)))((exp(),( 987 P b P T T bb P T v t T
Equation 8

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 8/45
8
where b5 is the transition temperature at zero pressure, b6 is the rate of change of the transition
temperature with respect to pressure, b1…4,s and b1…4,m are material coefficients related to the
material properties in the solid and melt state respectively. The term vT represents the additional
specific volume associated with the transition of semi-crystalline polymers from their closely
packed semi-crystalline state to more loosely packed amorphous state.
The volumetric shrinkage of the molded part can be predicted by imposing the known
processing conditions over the P-v-T behavior of the plastics. During plastication, the melt’s
specific volume increases due to the thermal expansion with temperature rise. Generally, the
cavity fills at a high flow rate hence the melt temperature remains almost constant during the
filling stage but the increasing injection pressure causes a reduction in the specific volume of the
melt flowing into the cavity. Then, the specific volume of the plastic melt continues to decrease
as the hot melt begins to cool down when it enters and flows in the relatively cool mold. This
reduction in the specific volume is generally compensated by packing additional material into the
cavity until the gate is completely frozen off at lower pressure and temperature than the filling
stage which in turn further reduces in the specific volume of the melt. Once the gate is frozen off,
additional melt cannot be pushed through the gate into the cavity and as the melt pressure decays
the melt continues to cool down to the ejection temperature. Accordingly the specific volume of
the melt continues to decrease while the melt enters into a solid state where the plastic becomes
sufficiently rigid to sustain the ejection forces. At the time of ejection, the part volume is usually
less than the mold cavity and the part will continue to shrink until the part temperature reaches
ambient conditions. The isotropic linear shrinkage can be predicted and controlled by using
Equation 9 if the melt’s pressure, temperature, and specific volume history during a molding
cycle are known [3].

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 9/45
9
3
_ _
_
),(
),(1
useend flowend
pack flowno
P T v
P T v s
Equation 9
where, s is the molded shrinkage, v(T no_flow , P pack ) is the specific volume of the plastic at the end
of the packing stage, v(T end_flow , P end_use ) is the specific volume of the plastic during end use of
the molded part.
EXPERIMENTAL WORK
Experimentation with the shrinkage sensor was performed to understand and validate the sensor
behavior during the injection molding cycle. Statistical analysis of the resulting shrinkage
behavior is compared with cavity pressure data.
Methodology
A four cavity plaque mold and 100 ton toggle type hydraulic injection molding machine
were used to validate the shrinkage sensor (refer Table 1). All the mold cavities have different
wall thicknesses, 228.25 mm length and 38.1 mm width (refer Figure 2). For these experiments,
the cavity with 1.5 mm and 2.5 mm thicknesses were used where the shrinkage sensor and the
cavity pressure sensor were placed at the middle of the cavity length as shown in Figure 3. High
impact polystyrene was selected for the trials as detailed in Table 2.
Four 350 ohm transducer class strain gages (SGT-1/350/TY11, Omega Engineering Inc.)
were wired as a full Wheatstone bridge to measure the strain on the shrinkage sensor as
configured according to Figure 1. The signals from the injection molding machine, the shrinkage
sensor, and the cavity pressure sensor were acquired using an RJG eDart system with a sampling
time of 5 milliseconds.

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 10/45
10
Data Collection
For real time data acquisition during the molding cycle, the machine signals for the screw
position, ram velocity, mold open and close, machine hydraulic pressure were connected to an
RJG eDart system. Also, the shrinkage sensor and the cavity pressure sensor were connected to the
eDart system using RJG strain gage sensor adapters. RJG eDart system converted all the analog
signals into digital form generated from all the connected sensors with a graphical user interface
(refer Figure 4). This process data was stored in the computer for further post processing
purposes.
Experimental Approach
A sixteen run design of experiments (DOE) as shown in the Table 4 was implemented
with a semi-automatic cycle using HIPS for 1.5 mm and 2.5 mm cavity thickness. The DOEs are
half-fractional designs with five processing factors. The shot size was set using the short-shot
method for each material to just fill the mold cavity prior to switching to the packing stage.
For each DOE run, five cycles of data and samples were collected after the process had
stabilized. The screw position, screw velocity, hydraulic pressure and mold open-close signals
from the molding machine as well the shrinkage and the cavity pressure sensors data were
obtained from the RJG eDart system to the computer for each cycle. The molded parts’ thickness
was measured at the gate, the shrinkage sensor, the cavity pressure sensor and at the end of flow.
The machine and sensors voltage signals were calibrated before starting the experimentation and
converted into actual values by eDart system in a tabular form.
MATLAB routines were developed to:
– Synchronize RJG data sets according to injected volume and start of injection signals,

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 11/45
11
– Apply light filtering to strain gage data to remove signal noise,
– Detect the arrival of the polymer melt at sensors in the cavity,
– Identify the maximum shrinkage sensor position,
– Identify the shrinkage sensor position just prior to mold opening
– Check and eliminate outliers
– Perform regression of key process and quality relations. Regression results were applied
to compare the predictive capability of the developed sensor against conventional cavity
pressure transducer and to compare the shrinkage sensor performance for both selected
materials.
RESULTS
Figure 5 and Figure 6 show the in-mold shrinkage and cavity pressure profiles respectively
during the injection molding cycle for run 1 of the DOE for both the thicknesses. It can be seen
from the Figure 5 and Figure 6 that the melt entered into the cavity and reached the shrinkage
sensor and the cavity pressure sensor location at point where the shrinkage sensor diaphragm
was still unstrained. As soon as the pressurized melt contacted the shrinkage sensor pin, the
sensor diaphragm experienced deflection in the backward direction under the force acting on the
sensor pin due to the melt pressure up to point which represents the maximum strained
position of the sensor diaphragm due to the peak melt pressure within the cavity. The sensor
diaphragm remained at the same position for a period of time during the packing and holding
phase as the pressurized skin of the molded part prevents the extension of the sensor pin towards
the mold cavity.

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 12/45
12
The melt cools down during the packing phase up to the end of cooling phase of the
molding cycle. As the melt cools, the plastic melt starts to shrink. Due to the shrinkage, the
polymer melt starts to separate away from the mold cavity wall, which in turn results in the cavity
pressure decay and the cavity pressure gradually reaches to point from point . After the
molded part gradually retracts from the mold wall, and the sensor diaphragm extends the sensor
pin up to point . During the entire molding cycle the plastic remains in contact with the sensor
pin, retracting and extending with the arrival of the melt and subsequent shrinkage under the melt
pressure. Hence, the difference between points to represents the total in-mold shrinkage the
plastic experienced during the molding cycle. But as soon as the polymer melt solidifies and
separates totally away from the mold cavity wall at the end of cooling stage the cavity pressure
reaches atmospheric pressure which can be seen from point and point . During the mold
opening, there was no force acting on the sensor pin and the sensor diaphragm extends to its
original position at point . After the mold opening, the part was ejected from the mold at point
. The shrinkage sensor behaved in a similar manner for different processing parameters with
respect to set DOE.
ANALYSIS
As mentioned in the previous section, the in-mold and post-mold shrinkages for each cycle were
calculated from the cavity pressure data for each molding cycle using the P-v-T model data of the
particular polymeric material. The Ballman-Shusman equation [1-3, 14, 54] for plates was used to
estimate the average temperature of the polymer at the centerline within the cavity during the
molding cycle (refer Equation 10 & Equation 11). Equation 10 estimates the time required to cool
down the polymer melt at particular temperature with respect to the selected processing melt

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 13/45
13
temperature, T m and mold coolant temperature, T w. The same equation can be used to calculate the
cooling time or cycle time for the injection molding cycle with respect to the desired ejection
temperature. It can be seen that the time required to cool down the same polymer melt at any
particular temperature will be less in case of the molded part having thinner wall thickness
compared to thicker wall thickness. Equation 11 is derived from Equation 10 to estimate the melt
temperature within the cavity at any time instance. The double domain Tait equation was used to
calculate the specific volume of the polymer with respect to the cavity pressure and estimated melt
temperature during the cycle. Figure 7 and Figure 8 Error! Reference source not found.show the
typical temperature profile and P-v-T curve of the polymer during the molding cycle.
wt
wm
T T
T T ht
4ln
2
2
Equation 10
w
wm
t T
h
t
T T T
2
2..exp
4
Equation 11
where t is the real time during the molding, h is the cavity thickness, α is thermal diffusitivity of
the polymer which are 0.0816 mm2/sec for selected grades of HIPS, T m is the processing melt
temperature of the polymer, T w is the mold coolant temperature, T t is the average melt
temperature of the polymer within the cavity at particular time instance during the molding cycle.
As shown in Figure 5 and Figure 6, the filling, the maximum cavity pressure, end of
cooling, and the mold open stages were identified from the shrinkage sensor data and the cavity
pressure data. Figure 7 and Figure 8Error! Reference source not found. show the estimated
temperature and specific volume for the same cycle plotted in Figure 5 and Figure 6. From Figure
7 and Figure 8, it can be seen that during the filling stage the melt entered into the cavity at point

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 14/45
14
and reached to point with small change in a melt temperature. Because of the higher melt
pressure, the specific volume of the melt reduces significantly due to compressibility as modeled
by Equation 7. The polymer melt experiences higher temperature drop and the compressibility
within the thin cavity (1.5 mm) compared to the thick cavity (2.5 mm) because of the smaller
cross section area of the cavity for the thin cavity thickness. During filling stage, as the hot melt
comes in contact with the cooled mold wall thickness the frozen layer thickness grows faster for
the thin cavity compared to the thick cavity due to faster heat transfer rate (refer Equation 11 &
Figure 7) which further reduces the available cross sectional area to flow the polymer melt
following within the cavity. Hence, the parts with thinner wall thicknesses require to be filled
with faster injection velocity and higher injection pressure so they can be filled before the cavity
freezes off. From Figure 8, it can be seen that during the filling stage the thick cavity shows
lower change in the specific volume compared to the thin cavity due to faster melt temperature
decay and higher filling pressure within the thin cavity. At point , the machine switched over
to the packing stage and continued to the cooling stage where point represents the end of
cooling stage. During the packing stage the melt pressure was lower than the peak pressure which
in turn lowered the compressibility of the melt. The pressure still continued to decay until it
reached to the atmospheric pressure as the melt pulled away from the cavity wall upon the melt
solidification but at the same time the melt temperature started to decay due to the cooling effect
where the temperature decay mainly depends on the thermal properties of the polymer further
reduces the specific volume of the melt. From Figure 8, it can be seen that during the packing
stage both the cavities show similar change in the specific volume with respect to the change in
pressure and temperature also the polymer melt shows the similar P-v-T behavior for both the
cavity thicknesses with the same polymer. But, overall change in the specific volume is lower in

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 15/45
15
case of the thin cavity compared to the thick cavity which indicates comparatively lower
shrinkage with the thin cavity. The difference between the specific volumes at point and
point represents the in-mold volumetric shrinkage that the plastics experienced during the
injection molding cycle, though the shrinkage sensor cannot monitor the shrinkage after point.
The mold started opening at point and the part was ejected at point out of the mold during
this the part still continued to cool down to the temperature above the room temperature. But in
case of the thin cavity the part temperature at ejection is lower than the thick cavity because
higher heat transfers. After ejection, the part still continues to cool down until it reaches to the
room temperature and reduces the specific volume of the plastics. This volumetric change
represents the post mold shrinkage.
Isotropic linear in-mold shrinkage was calculated using Equation 9 from the P-v-T curve
of the molding cycle where the no-flow temperature for the selected grade of HIPS is 95°C. Table
5 and Table 6 show the average, µ, and standard deviation, σ , of the shrinkage values predicted
from the cavity pressure data and temperature estimate as well as the measured shrinkage from the
shrinkage sensor. As mentioned earlier, five replicates were performed at each run condition to
collect the experimental data.
DISCUSSION
The shrinkage sensor position was calculated from the sensor output signals for each molding
cycle. Figure 5 shows the typical sensor pin displacement with respect to the sensor diaphragm
deflection for a run of the DOE. This calculation is based on the maximum allowable shrinkage
sensor diaphragm deflection (0.52 mm) and the actual sensor diaphragm deflection during each
stage of the molding cycle. The actual sensor position with respect to the time indicates the real

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 16/45
16
time change in the volume of the plastic cooling from the melt state to the solid state as well
from amorphous melt phase to the semi-crystalline solid phase upon. By comparison, the cavity
pressure transducer data (refer Figure 6) provides information about the melt pressure within the
cavity only until the plastic pulls away from the mold wall. The cavity pressure data can be used
to predict the volumetric shrinkage using P-v-T behavior as mentioned earlier. But the shrinkage
prediction using cavity pressure data is not very accurate and only gives indirect estimation of the
shrinkage.
Regression analyses were carried out for the shrinkage sensor with respect to the part
thickness measured at four different locations as shown in Figure 3 for both cavity thicknesses.
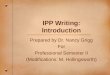
Figure 9 shows the regression results for the part thickness at the sensor location versus the
measured in-mold shrinkage from the shrinkage sensor for the thin cavity (1.5mm). The sensor
positions were calculated from the sensor travel during the molding cycle and the actual pin
indentation within the cavity. The sensor final position was the pin indentation/protrusion at the
end of the cooling stage of the molding cycle. The horizontal and vertical error bars indicate the
standard deviation of the observed in-mold shrinkage and measured part thickness respectively.
The R 2
value of the regression analysis is 0.966 which indicates very good correlation and ability
of the shrinkage sensor to measure the part thickness and final in-mold shrinkage. As discussed
earlier, being an amorphous material, HIPS shows relatively higher isotropic shrinkage and lower
change even for the smaller cavity thickness, which allows the shrinkage sensor to measure the
final in-mold shrinkage at higher accuracy that can be estimated from cavity pressure data [55].
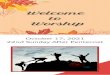
Figure 10 shows the main effects from regression analysis with respect to the performed
DOE for the thin cavity. The main effect regression analysis was carried out for the actual
shrinkage and measured shrinkage from the shrinkage sensor, and the using P-v-T relationship.

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 17/45
17
The actual shrinkage is calculated taking the difference between the actual cavity thickness of 1.5
mm to the part thickness at the cavity pressure sensor. From the figure it can be seen that the
shrinkage sensor showed very similar shrinkage behavior as the theoretical processing guidelines
[1-6] compared to the shrinkage calculated using P-v-T relationship. According to standard
processing guidelines, shrinkage increases with melt temperature, coolant temperature and cooling
time whereas the shrinkage decreases with increasing hold pressure, and time. The same behavior
was observed for the measured shrinkage from the shrinkage sensor data which can also be
verified from the actual shrinkage behavior with respect the process conditions.
Figure 11 shows the regression results for the part thickness at the sensor location versus
the sensor final position for the thick cavity (2.5 mm). The sensor positions were calculated from
the sensor travel during the molding cycle and the actual pin indentation within the cavity. The
sensor final position was the pin indentation/protrusion at the end of the cooling stage of the
molding cycle. The horizontal and vertical error bars indicate the standard deviation of the
observed in-mold shrinkage and measured part thickness respectively. The R 2
value of the
regression analysis is 0.939 which indicates very good correlation and ability of the shrinkage
sensor to measure the part thickness/ final in-mold shrinkage at higher accuracy.
Figure 12 shows the main effect regression analysis with respect to the performed DOE for
the thick cavity. The main effect regression analysis was carried out for the actual shrinkage and
measured shrinkage from the shrinkage sensor, and the using P-v-T relationship. The actual
shrinkage is calculated taking the difference between the actual cavity thickness of 2.5 mm to the
part thickness at the cavity pressure sensor. From the figure it can be seen that the shrinkage
sensor showed the very similar shrinkage behavior as the theoretical processing guidelines [1-6]
compare to the shrinkage calculated using P-v-T relationship. According to standard processing

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 18/45
18
guideline, shrinkage increases with melt temperature, coolant temperature and cooling time
whereas the shrinkage decreases with increasing hold pressure, and time. The same behavior was
observed for the measured shrinkage from the shrinkage sensor data which can also be verified
from the actual shrinkage behavior with respect the process conditions.
From, the error bars in Figure 9 and Figure 11 can be seen that the shrinkage sensor
performed very consistently and accurately having smaller deviation for both the materials. The
larger error bars for the thickness values might only be due to human error or the molded parts
might have reached to the ambient conditions at different rate and showed deviation in the part
thickness for different cycle of each run.
CONCLUSIONS
The developed shrinkage sensor was successfully validated for different cavity thicknesses. For
both the cavity thicknesses, the shrinkage sensor showed very good results and capability to
monitor and measure the real time in-mold shrinkage. The shrinkage sensor outperformed the
cavity pressure correlation at all the thickness measurements. The monitored shrinkage values
can be used to predict the post-molding shrinkage knowing the ejection temperature and material
thermal expansion co-efficient. This could also be used to optimize the part annealing conditions
or processing conditions with respect to end use conditions of the molded part which can be very
useful in injection molding to achieve higher dimensional precision and accuracy. Future research
will characterize a variety of polymeric materials especially different amorphous and semi-
crystalline polymers as well polymer based compounds, blends and alloys especially the
materials for which no P-v-T behavior or theoretical shrinkage range is fully established.

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 19/45
19
However, the sensor strains were very low and no evidence of the wear or the plastic deformation
of the diaphragm was observed from the sensor traces.
ACKNOWLEDGMENTS
Portions of this work were funded by the National Science Foundation Division of Design,
Manufacturing, and Industrial Innovation, Grant No. 02-045309. The contents of this paper do not
represent the opinions of the National Science Foundation or the United States Government. The
authors are highly thankful to RJG Inc. for providing eDart system, strain gage sensor adapters
and necessary accessories. The authors also thank Dr. Stephen Johnston for his assistance with the
RJG eDart system. The authors are highly thankful to “Tripathy Memorial Summer Graduate
Fellowship” for selecting Mr. Rahul R. Panchal as an outstanding research fellowship recipient
for 2008.
REFERENCES
[1] Malloy, R., Plastic Part Design for Injection Molding, Hanser Gardner Publ. (1994).
[2] Fischer, J.M. (2003). Handbook of Molded Part Shrinkage and Warpage. William Andrew
Publishing/Plastics Design Library.
[3] Kazmer, D.O., Injection Mold Engineering , Hanser Gardner Publ. (2007).
[4] Menges, G. and Mohren, P., How to make Injection Molds,Hanser, NY (1986).
[5] Rosato, Dominick V.; Rosato, Donald V.; Rosato, M.G. (2001). Plastics Design Handbook.
Springer - Verlag.
[6] Rosato, Dominick V.; Rosato, Donald V.; Rosato, Marlene G. (2000). Injection Molding
Handbook (3rd Edition). Springer - Verlag.

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 20/45
20
[7] K. M. B. Jansen and G. Titomanlio, "Effect of pressure history on shrinkage and residual
stresses — injection molding with constrained shrinkage," Polymer Engineering & Science,
vol. 36, pp. 2029-2040, 1996.
[8] W. C. Bushko and V. K. Stokes, "Solidification of thermoviscoelastic melts. Part II:
Effects of processing conditions on shrinkage and residual stresses," Polymer Engineering
and Science, vol. 35, pp. 365-383, 1995.
[9] W. C. Bushko and V. K. Stokes, "Solidification of thermoviscoelastic melts. Part I:
Formulation of model problem," Polymer Engineering and Science, vol. 35, pp. 351-364,
1995.
[10] W. C. Bushko and V. K. Stokes, "Solidification of thermoviscoelastic melts. Part III:
effects of mold surface temperature differences on warpage and residual stresses,"
Polymer Engineering and Science, vol. 36, pp. 322-335, 1996.
[11] W. C. Bushko and V. K. Stokes, "Solidification of thermoviscoelastic melts. Part IV:
effects of boundary conditions on shrinkage and residual stresses," Polymer Engineering
and Science, vol. 36, pp. 658-675, 1996
[12] F. P. T. Baaijens, "Calculation of residual stresses in injection molded products,"
Rheologica Acta, vol. 30, pp. 284-299, 1991.
[13] P. Kennedy and R. Zheng, "High accuracy shrinkage and warpage prediction for injection
molding," ANTEC 2002 Annual Technical Conference, pp. 1-7, 2001.
[14] R. Chang and S. Chiou, "A Unified K-BKZ Model for Residual Stress Analysis of
Injection Molded Three-Dimensional Thin Shapes," Polymer, vol. 35, p. 1733, 1995.

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 21/45
21
[15] B. Fan, D. O. Kazmer, W. C. Bushko, R. P. Theriault, and A. J. Poslinski, "Warpage
prediction of optical media," Journal of Polymer Science, Part B, Polymer Physics, vol. 41,
pp. 859-872, 2003
[16] KMB Jansen, DJ Dijk, KP Keizer,“Molding-Warpage of Injection Moulded Plates and
Corner Products”, International Polymer Processing, vol. 4, page 417, 1998 – (Germany).
[17] Guo, X. Isayev, A. I., ―Residual Stresses and Birefringence in Injection Molding of
Semicrystalline Polymer (Part I and II)‖, International Polymer Processing, 1999, vol 14;
part 4, pages 377-398.
[18] D.O. Kazmer, S. Westerdale, D. Hazen, ―A Comparision of Statistical Process
Control(SPC) and On-Line Multivariate Analyses(MVA) for Injection Molding‖,
Internation Polymer Processing XXIII(2008) 5.
[19] D. Kazmer, P. Barkan, and K. Ishii, "Quantifying Design and Manufacturing Robustness
Through Stochastic Optimization Techniques," in ASME Design Automation Conference,
1996.
[20] P. Staczek, M. Bogucki, and S. Plaska, "Modeling of transverse mold shrinkage for the
injection molded molds with a variable wall thickness," Advances in Manufacturing
Science and Technology, vol. 30, pp. 49-59, 2006.
[21] D Fauchon, HH Dannelongue, PA Tanguy, ―Numerical-simulation of the advancing front
in injection molding‖, International Polymer Processing, vol. 6, Page 13, 1991
[22] Rafizadeh, M. Patterson, W. I. Kamal, M. R.,‖ Physically-Based Model of Thermoplastics
Injection Molding for Control Applications‖, International Polymer Processing, 1996, vol
11; number 4, pages 352-362
[23] D. Tandeske, Pressure Sensors: Selection and Application: Marcel Dekker, 1991.

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 22/45
22
[24] C. Maier, "Infrared temperature measurement of polymers," Polymer Engineering &
Science, vol. 36, pp. 1502-1512, 1996.
[25] C. Diduch, R. Dubay, and W. G. Li, "Temperature Control of Injection Molding. Part I:
Modeling and Identification," Polymer Engineering and Science, vol. 44, pp. 2308-2317,
2004.
[26] H. Yokoi, Y. Murata, and H. Tsukakoshi, "Measurement of Melt Temperature Profiles
During Filling and Packing Processes Using a New Integrated Thermocouple Sensor,"
ANTEC 92--Shaping the Future., vol. 2, pp. 1875-1881, 1992.
[27] Z. Chunhua and F. Gao, "Melt Temperature Profile Prediction for Thermoplastic Injection
Molding," Polymer Engineering and Science, vol. 39, p. 1787, 1999.
[28] A. E. Varela, M. R. Kamal, and W. I. Patterson, "A method for estimating bulk melt
temperature and part weight in injection molding of amorphous thermoplastics," Advances
in Polymer Technology, vol. 15, pp. 17-28, 1996.
[29] M. Jiang, C. L. Thomas, R. Peterson, and A. J. Bur, "New ultrasonic solidification sensing
techniques for injection molding," CAE and Intelligent Processing of Polymeric
Materials, 1997.
[30] C. K. Jen, S. S. L. Wen, and K. T. Nguyen, "Advances in on-line monitoring of the
injection molding process using ultrasonic techniques," International Polymer
Processing(Germany), vol. 14, pp. 175-182, 1999.
[31] H. Wang, B. Cao, C. K. Jen, K. T. Nguyen, and M. Viens, "On-line ultrasonic monitoring
of the injection molding process," Polymer Engineering and Science(USA), vol. 37, pp.
363-376, 1997.

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 23/45
23
[32] J. M. Fischer, Handbook of Molded Part Shrinkage and Warpage: William Andrew Inc.,
2003.
[33] A. I. Isayev and T. Hariharan, "Volumetric effects in the injection molding of polymers,"
Pol. Eng. and Science, vol. 25, pp. 271-277, 1985.
[34] W. G. Aachen, "Pressure-Specific Volume-Temperature Behavior of ThermopIastics Under
Normal Processing Conditions," Polymer Engineering & Science, vol. 17, p. 759, 1977.
[35] Han, S. Wang, K. K., ―Shrinkage Prediction for Slowly-Crystallizing Thermoplastic
Polymers in Injection Molding‖, International Polymer Processing, 1997, vol 12; number
3, pages 228-237
[36] Pantani, R. Jansen, K. M. B. Titomanlio, G. ―In-Mould Shrinkage Measurements of PS
Samples with Strain Gages‖, International Polymer Processing, 1997, vol 12; number 4,
pages 396-402
[37] L. G. Zhao, N. A. Warrior, and A. C. Long, "A thermo-viscoelastic analysis of process-
induced residual stress in fibre-reinforced polymer – matrix composites," Materials Science
and Engineering: A, vol. 452, pp. 483-498, 2007.
[38] S. J. Liao, D. Y. Chang, H. J. Chen, L. S. Tsou, J. R. Ho, H. T. Yau, W. H. Hsieh, J. T.
Wang, and Y. C. Su, "Optimal Process Conditions of Shrinkage and Warpage of Thin-Wall
Parts," Polymer Engineering and Science, vol. 44, pp. 917-928, 2004.
[39] B. Fan, D. O. Kazmer, W. C. Bushko, R. P. Theriault, and A. J. Poslinski, "Simulation of
Injection-Compression Molding for Optical Media," Polymer Engineering & Science, vol.
v. 43, pp. 596-606, 2003.

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 24/45
24
[40] K. Himasekhar, L. S. Turng, N. W. Wang, H. H. Chiang, and K. K. Wang, "Current trends
in CAE: simulations of latest innovations in injection molding," Advances in Polymer
Technology, vol. 12, pp. 233-241, 1993.
[41] K. M. B. Jansen, D. J. Van Dijk, and M. H. Husselman, "Effect of processing conditions
on shrinkage in injection molding," Polymer Engineering & Science, vol. 38, pp. 838-846,
1998.
[42] B. H. Min, "A study on quality monitoring of injection-molded parts," Journal of
Materials Processing Tech., vol. 136, pp. 1-6, 2003.
[43] J. Catic, "Cavity Temperature – an Important Parameter in the Injection Molding Process,"
Polymer Engineering & Science, vol. 19, p. 893, 1979.
[44] S. Kenig, A. Ben-David, M. Omer, and A. Sadeh, "Control of properties in injection
molding by neural networks," Engineering Applications of Artificial Intelligence, vol. 14,
pp. 819-823, 2001.
[45] T. T. Petrova and D. O. Kazmer, "Hybrid Neural Models for Pressure Control in Injection
Molding," Advances in Polymer Technology, vol. 18, pp. 1-13, 1999.
[46] H. H. Demirci and J. P. Coulter, "Comparative study of neural network architectures
applied to the manufacturing of composite materials," in American Society of Mechanical
Engineers, Materials Division (Publication) MD, San Francisco, CA, 1995, pp. 1173-
1192.
[47] A. Mamat, T. F. Trochu, and B. Sanschagrin, "Analysis of shrinkage by dual kriging for
filled and unfilled polypropylene molded parts," Polymer Engineering and Science, vol.
35, pp. 1511-1520, 1995.

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 25/45
25
[48] N. Lu, Y. Yang, F. Gao, and F. Wang, "Stage-Based Multivariate Statistical Analysis for
Injection Molding," Proceedings of International symposium on advanced control of
chemical processes (ADCHEM), 2003.
[49] K. H. Tan and M. M. F. Yuen, "A fuzzy multiobjective approach for minimization of
injection molding defects," Polymer Engineering & Science, vol. 40, pp. 956-971, 2000.
[50] A. J. Bur and C. L. Thomas, "Method and apparatus for monitoring resin crystallization
and shrinkage during polymer molding," U.S. Patent No. 5,519,211, 1996.
[51] C. L. Thomas and A. J. Bur, "Optical monitoring of polypropylene injection molding,"
Polymer Engineering & Science, vol. 39, pp. 1291-1302, 1999.
[52] S. Lake, "In-Situ Monitoring of Product Shrinkage During Injection Molding Using an
Optical Sensor," Polymer Engineering & Science, vol. 39, p. 1619, 1999.
[53] S. P. Timoshenko and S. Woinowsky-Krieger, "Symmetrical Bending of Circular
Plates” in Theory of Plates and Shells 2nd ed: McGraw Hill, 1959, pp. 61-63.
[54] Xu, H. Kazmer, D., ―A Stiffness Criterion For Cooling Time Estimation‖, International
Polymer Processing, 1999, vol 14; number 1, pages 103-108.
[55] R. R. Panchal and D. O. Kazmer, ―In-Situ Shrinkage Sensor for Injection Molding‖,
Journal of Manufacturing Science and Engineering, MANU-09-1025.

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 26/45
26
List of Tables
Table 1: Specification of Injection Machine ................................................................................. 28 Table 2: Specification of Material ................................................................................................. 29 Table 3: Specification of Cavity Pressure Transducer .................................................................. 30 Table 4: Design of Experiments for HIPS..................................................................................... 31 Table 5: Predicted, Monitored and Observed Shrinkage Values for Thin Cavity (1.5mm) .......... 32 Table 6: Predicted, Measured and Observed Shrinkage Values for Thick Cavity (2.5 mm) ......... 33

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 27/45
27
List of Figures
Figure 1: Implemented sensor design ........................................................................................... 34 Figure 2: Four cavity plaque mold ................................................................................................ 35 Figure 3: Thickness measurement location on plaque .................................................................. 36 Figure 4: Setup for real time data acquisition ............................................................................... 37 Figure 5: Typical shrinkage sensor data profile ............................................................................ 38 Figure 6: Cavity pressure transducer data profile ......................................................................... 39 Figure 7: Melt temperature profile for a molding cycle ................................................................ 40 Figure 8: P-v-T data curves of the polymers for the molding cycle .............................................. 41 Figure 9: Shrinkage correlation for thin cavity ............................................................................. 42 Figure 10: Effect of process parameters on the shrinkage of thin cavity ...................................... 43 Figure 11: Shrinkage correlation for thick cavity ......................................................................... 44 Figure 12: Effect of process parameters on the shrinkage for thick cavity ................................... 45

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 28/45
28
Tables
Table 1: Specification of Injection Machine
Equipment Type Injection Molding
Manufacturer Cincinnati Milacron
Machine Code T100
Serial Number 4061A21/84-26
Clamp Type Toggle/ Hydraulic
Clamp Force 100 Ton
Screw Diameter 41.275 mm
Intensification Ratio 10 : 1
Barrel Capacity 352g (GPPS)

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 29/45
29
Table 2: Specification of Material
Resin High Impact Polystyrene (HIPS)
Grade 550-11
Supplier American Polymers
Type Amorphous
Density 1.04 g/cc (ASTM D792)
Melt Flow 12.0 g/10 min (ASTM D1238)
Shrinkage 0.005-0.0065 (mm/mm)
Thermal Diffusitivity 0.081665 mm2/sec

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 30/45
30
Table 3: Specification of Cavity Pressure Transducer
Equipment Type Cavity Pressure Sensor
Manufacturer DYNISCO
Product Code PT449
Type Wheatstone bridge strain gage
Pressure Range 0 - 138 MPa
Socket Type 6 pin
Pin Diameter 6 mm
Input 0-10 volts
Output 1.5-1.6 mV/V

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 31/45
31
Table 4: Design of Experiments for HIPS
DOE
RUN
Melt
Temp, °C
Coolant
Temp, °C
Cooling
Time, sec
Hold
Pressure, %
Hold Time,
sec
1 240 40 10 20 15
2 240 40 10 40 103 240 40 20 20 10
4 240 40 20 40 15
5 240 60 10 20 10
6 240 60 10 40 15
7 240 60 20 20 15
8 240 60 20 40 10
9 255 40 10 20 10
10 255 40 10 40 15
11 255 40 20 20 15
12 255 40 20 40 10
13 255 60 10 20 15
14 255 60 10 40 10
15 255 60 20 20 10
16 255 60 20 40 15

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 32/45
32
Table 5: Predicted, Monitored and Observed Shrinkage Values for Thin Cavity (1.5mm)
Run
HIPS
In-Mold from PVT In-Mold from Sensor Observed
µ σ µ σ µ σ
1 0.0076 0.0000 0.1129 0.0497 0.1030 0.0000
2 0.0076 0.0000 0.0556 0.0180 0.0940 0.0053
3 0.0076 0.0000 0.2253 0.0234 0.1290 0.0062
4 0.0076 0.0000 0.0761 0.0048 0.1038 0.0013
5 0.0048 0.0000 0.0799 0.0252 0.1030 0.0014
6 0.0048 0.0000 0.0348 0.0079 0.0895 0.0017
7 0.0048 0.0000 0.0513 0.0181 0.0977 0.0025
8 0.0048 0.0000 0.0578 0.0253 0.0980 0.0000
9 0.0076 0.0000 0.3857 0.0183 0.1955 0.0019
10 0.0076 0.0000 0.2611 0.0160 0.1600 0.0030
11 0.0076 0.0000 0.4063 0.0103 0.1990 0.002912 0.0076 0.0000 0.2216 0.0453 0.1690 0.0008
13 0.0048 0.0000 0.3296 0.0314 0.1795 0.0007
14 0.0048 0.0000 0.0778 0.0375 0.1030 0.0012
15 0.0048 0.0000 0.3895 0.0245 0.1883 0.0022
16 0.0048 0.0000 0.2514 0.0332 0.1608 0.0010

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 33/45
33
Table 6: Predicted, Measured and Observed Shrinkage Values for Thick Cavity (2.5 mm)
Run
PP
In-Mold from PVT In-Mold from Sensor Observed
µ σ µ σ µ σ
1 0.0115 9.70E-06 0.4925 0.0001 0.3190 0.0079
2 0.0089 2.59E-05 0.0683 0.0052 0.2398 0.0059
3 0.0124 2.73E-05 0.5002 0.0150 0.2993 0.0090
4 0.0118 1.82E-05 0.0654 0.0041 0.2520 0.0014
5 0.0051 8.06E-06 0.5030 0.0070 0.3193 0.0080
6 0.0064 8.72E-05 0.1029 0.0060 0.2557 0.0047
7 0.0081 2.00E-05 0.5559 0.0059 0.3058 0.0028
8 0.0074 1.06E-04 0.1569 0.0152 0.2563 0.0028
9 0.0093 7.49E-06 0.5484 0.0041 0.3267 0.0015
10 0.0102 2.04E-05 0.0481 0.0141 0.2562 0.0054
11 0.0129 1.08E-05 0.5460 0.0008 0.3258 0.006312 0.0111 3.65E-05 0.0249 0.0050 0.2463 0.0019
13 0.0071 6.65E-04 0.5806 0.0038 0.3343 0.0025
14 0.0042 3.78E-05 0.0609 0.0126 0.2457 0.0040
15 0.0075 8.27E-06 0.5798 0.0149 0.3343 0.0055
16 0.0072 7.15E-06 0.0403 0.0027 0.2600 0.0034

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 34/45
34
Figures
Figure 1: Implemented sensor design

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 35/45
35
Figure 2: Four cavity plaque mold

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 36/45
36
ShrinkageSensor
Figure 3: Thickness measurement location on plaque
38.1
T
228.25
T for thick cavity = 2.5 mmT for thin cavity = 1.5 mm

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 37/45
37
RJG eDART system
RJG Sensor Adaptors
F r o m M
o l d –
S h r i n k a g e a n d C a v i t y P r e s s u r e S
e n s o r s
F r om M
a c h i n
e–
H y d r a
ul i c P r e
s s ur
e ,I n j e c t i on
V el o
c i t y
, C l am
pi n
g Uni t ,
O t h er T r i g
g er s e t c .
Figure 4: Setup for real time data acquisition

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 38/45
38
Figure 5: Typical shrinkage sensor data profile

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 39/45
39
Figure 6: Cavity pressure transducer data profile

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 40/45
40
Room Temperature
Figure 7: Melt temperature profile for a molding cycle

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 41/45
41
20
Post MoldShrinkage
Figure 8: P-v-T data curves of the polymers for the molding cycle

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 42/45
42
Figure 9: Shrinkage correlation for thin cavity

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 43/45
43
Figure 10: Effect of process parameters on the shrinkage of thin cavity

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 44/45
44
Figure 11: Shrinkage correlation for thick cavity

7/30/2019 2010 IPP Sensor Thicknesses
http://slidepdf.com/reader/full/2010-ipp-sensor-thicknesses 45/45
Figure 12: Effect of process parameters on the shrinkage for thick cavity