Embed Size (px)
Citation preview
7/26/2019 (2006) Influence of Raw
http://slidepdf.com/reader/full/2006-influence-of-raw 1/6
Industrial Crops and Products 24 (2006) 160–165
Influence of raw-material and process variables in the kraftpulping of Cynara cardunculus L.
Jorge Gominho ∗, Helena Pereira
Centro de Estudos Florestais, Instituto Superior de Agronomia, Tapada da Ajuda, 1349-017 Lisboa, Portugal
Received 18 May 2005; accepted 8 March 2006
Abstract
Wholestalks andmanuallydepithedstalks of the thistle Cynara cardunculus L.werestudied at 150,160 and 170 ◦C regarding their
kraft pulping kinetics. Three pulping phases were observed: initial, bulk and residual, corresponding to the removal of approximately
25, 15 and 5% of the material, respectively. The rate constants of the initial phase were approximately 10 times higher than that of
the bulk phase (5.3× 10−2 min−1 versus 5.9× 10−3 min−1 for the whole stalks pulping at 160 ◦C). The activation energy was 74,
45 and 24 kJ mol−1, respectively, for the initial, bulk and final delignification phases. The pulp yields from depithed stalks were
somewhat higher (57% versus 54% at 160 ◦C, 120 min). The presence of pith was related to lower yields and to higher diffusion
resistance of parenchyma cells. Depithing of stalks should be included as a raw-material preparation before pulping
© 2006 Elsevier B.V. All rights reserved.
Keywords: Annual crops; Cynara cardunculus L.; Kraft pulping; Kinetics; Activation energy; Depithing
1. Introduction
The European Union has supported research on sev-
eral non-wood species with high biomass production,
that can be planted in areas made available from agricul-
ture and that are adequate for different industrial uses
(van Dam et al., 1994). One of the interesting fibre
crops is the thistle Cynara cardunculus L., a perennial
plant, with annual growth cycles, that can attain high
productivities above 20 tonnes ha−1 and grows in dry
conditions (Fernandez and Manzanares, 1990; Gominho
et al., 2001). Approximately 40% of thetotaldrybiomass
is concentrated in the stalk at the time of harvest in
September and it is practically dry with a moisture con-
∗ Corresponding author. Tel.: +351 213634662;
fax: +351 213645000.
E-mail address: [email protected] (J. Gominho).
tent under 14% (Gominho et al., 2001; Dalianis et al.,
1996; Fernandez, 1992).
One of the possible uses for the Cynara biomass is as
a fibre source for paper pulp production (Dalianis et al.,
1996; Villar et al., 1999; Gominho and Pereira, 2000;
Antunes et al., 2000). Annual plants represent approxi-
mately 10% of the world pulp production, with China as
the most important producer with more than two-third
of the total (Sadawarte, 1995). The most frequent raw-
materials are straw, in particular wheat and rice straw,
and sugar cane bagasse (MacLeod, 1988). The E.U. con-
sumption of pulps from annual plants is around 400,000
tonnes of which about one-fourth is imported (van Dam
et al., 1994).
The pulping of annual plants differs substantially
from wood pulping. In most cases, delignification pro-
ceeds very fast andthe resultingpulpshave a low residual
lignin content. However, the few reports on the activa-
tion energy for the bulk delignification of annual plants
0926-6690/$ – see front matter © 2006 Elsevier B.V. All rights reserved.
doi:10.1016/j.indcrop.2006.03.004
7/26/2019 (2006) Influence of Raw
http://slidepdf.com/reader/full/2006-influence-of-raw 2/6
J. Gominho, H. Pereira / Industrial Crops and Products 24 (2006) 160–165 161
are not very different from the values obtained for wood
(Laith et al., 1995; Gonzalo et al., 1998). In general,
the papermaking properties of annual plant pulps are
inferior to those of wood pulps (Grace and Malcolm,
1989; Sadawarte, 1995). The main reason is the differ-
ent anatomy of these raw-materials, since most annual
plants have a particularly high content of parenchymacells which have no interest for paper properties and
cause problems in the paper machine (Biermann, 1993).
The pulping behaviour of Cynara is closer to wood
than to annual plants, probably due to a lignin con-
tent somewhat similar to hardwoods (Gominho et al.,
2001). The research on the pulping aptitude of Cynara
has shown that stalks can be pulped with different
processes for paper production (Gominho and Pereira,
2000) and that pulps can be produced with high resis-
tance and a favourable refining behaviour (Villar et al.,
1999; Gominho et al., 2001). The stalks of Cynaraplants are structurally and anatomically heterogeneous
(Quilho et al., 2004) and the presence of the central
pith may make the pulping difficult and advise a post-
harvest depithing operation (Gominho et al., 2001).
Considering that knowledge on reaction kinetics is an
important tool to control and optimize the pulping pro-
cess, we present in this paper the kinetics of the kraft
pulping of Cynara stalks and determined the reaction
rate constants and activation energies for the different
delignification phases, in whole and depithed mate-
rial. The influence of other process parameters (par-ticle size, impregnation and alkali charge) was also
tested.
2. Materials and methods
Thematerial used in this study wascollected from one
trial of C. cardunculus established in the experimental
fieldsof Instituto Superior de Agronomia (Lisbon, Portu-
gal) and harvested in September, at the end of the annual
rotation cycle. The leaves and the capitula were removed
and only the stalks were used. At the time of harvest, the
moisture content of the stalks was 14%. The samplesincluded the whole stalks and depithed stalks obtained
by the manual separation of the pith with the help of
knives. The chemical composition of the raw-material
was: 14.6% total extractives (extracted with a sequence
of dichloromethane, ethanol and water), 17.0% lignin
(Klason and acid soluble lignin) and 53.0% polysaccha-
rides for the whole stalks, and 13.8, 13.6 and 54.7%,
respectively, for the depithed stalks (Gominho et al.,
2001).
The kraft pulping of Cynara stalks was made in
micro-pulpers using 10 g of raw-material (o.d.) in 10 mL
stainless steel autoclaves in a thermostated rotating oil
bath. Temperatures of 150, 160 and 170 ◦C were used
under the following pulping conditions: ratio liquor,
biomass 7:1; total alkali, 20% (as Na2O); and sulfid-
ity, 30%. The reaction time at temperature varied from
5 to 120 min. After reaction the reactors were cooled
in an ice bath. The resulting pulp (or remaining solids)were thoroughly washed with water, the suspension was
suction filtered and the solids air-dried over night at
room temperature,followedby 48 h at 70 ◦C. Yieldswere
determined based on the oven-dry mass of chips charged
to the reactor.
For kinetic modelling, the rate of mass loss in each
pulping phase was described mathematically by a first-
order reaction with respect to the remaining solids in the
lignocellulose matrix, calculated as:
M M 0
=
i=3i=1
ai exp(−kit )
where M / M 0 is the fraction of the material remaining
in the residue, M 0 the initial material, ai (experimental
values) the fraction of the material susceptible to solu-
bilization by the process and k i is the corresponding rate
constant, with i representing the reaction phase (i = 1, 2,
3). The values of ai were calculated from the M / M 0 val-
ues for the beginning and the end of the corresponding i
phase. Therefore, a plot of residual solidsas ln M / M 0 ver-
sus time gives a straight line with the slope representing
the value of k i (min−1).
The experimental activation energy of the pulping
reaction was determined using the Arrhenius equation:
ki = (A)exp
−
Eai
RT
where k i is the rate constant for phase i, A the Arrhe-
nius constant, E ai the activation energy (kJ mol−1), R
the gas constant (8.314 kJ K−1 mol−1) and T is the abso-
lute temperature (K). A plot of ln(k i) versus 1/T should
be a straight line with the slope equal to E ai / R.
Pulping using 100 mL digesters was used for experi-ments to study the effect of total alkali (18, 20 and 22%
as Na2O), chip dimension (large, 2 cm× 2 cm; medium,
1 cm× 1 cm; small, 0.5 cm× 0.5 cm) and impregnation
(with overnight impregnation with the liquor and with-
out impregnation). Total yields, residual lignin (Klason
lignin and acid soluble lignin) were determined for dif-
ferent reaction times (30, 60, 90 and 120 min) according
to TAPPI standard methods.
The average fibre length in chips of different dimen-
sions was determined by measuring 500 fibres for each
sample in a semi-automated system (Leitz-ASM 68 K),
7/26/2019 (2006) Influence of Raw
http://slidepdf.com/reader/full/2006-influence-of-raw 3/6
162 J. Gominho, H. Pereira / Industrial Crops and Products 24 (2006) 160–165
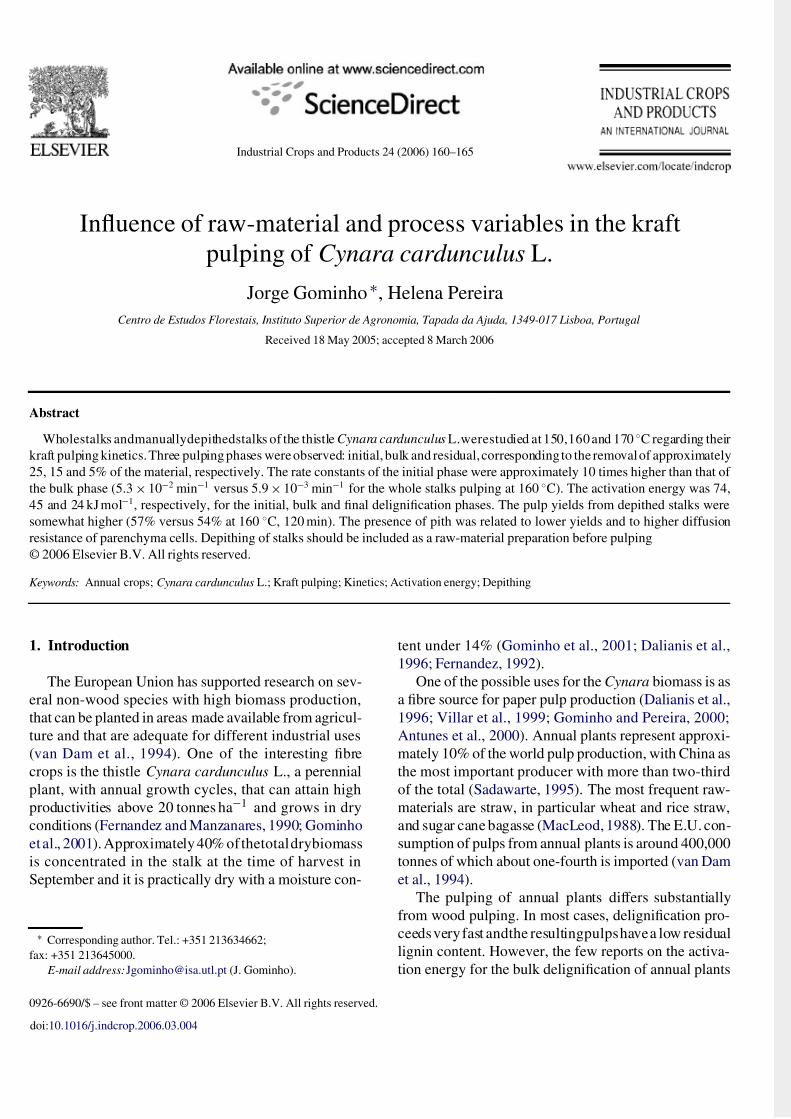
Fig. 1. Mass fraction of material remaining during pulping of Cynara
cardunculus L. whole stalks and depithed stalks at 160 ◦C.
after cell dissociation with acetic acid: 20% hydrogen
peroxide 1:1 at 60 ◦C during 48 h.
3. Results and discussion
The kraft pulping of C. cardunculus stalks showed a
time dependent mass loss rate, where three phases could
be distinguished: initial, bulk and residual (Fig. 1). At
160 ◦C, the initial phase corresponded to a quick and
substantial mass loss of approximately 25% in the first
5 min of reaction; in the bulk phase, further 15% mass
loss occured at a slower rate until 45 min; in the final
phase, there was a very slow mass loss when further 5%of the material was removed after 120 min total pulping
time.
Gonzalo et al. (1998) also reported three phases for
the pulping of wheat straw by the kraft and soda pro-
cesses and De Groot et al. (1994, 1995) f or the alkaline
delignification of hemp. For wood, a similar behaviour
was referred by Oliet et al. (2000) f or the organosolv
delignification and Santos et al. (1997) f or the kraft pulp-
ing of Eucalyptus globulus and by Labidi and Pla (1992)
for the kraft, soda and soda-AQ of Populus trichocarpa.
In some cases only two successive pulping phases were
recorded as in the kraft and ASAM pulping of Eucalyp-tus globulus wood (Miranda and Pereira, 2002).
The pulping of whole stalks and of depithed stalks
showed a similar behaviour (Fig. 1). The mass loss in the
first phase was coincident, and the bulk phase showed
only a slightly lower mass loss rate for the depithed
stalks. After 120 min, the pulping yield was 54% for the
whole stalks and 57% for the depithed stalks.
The lower yield obtained with the whole stalks should
result from the effect of pith. Pith differs significantly in
anatomy from the rest of the surrounding tissues; it has
only small isodiametric parenchyma cells (Gominho et
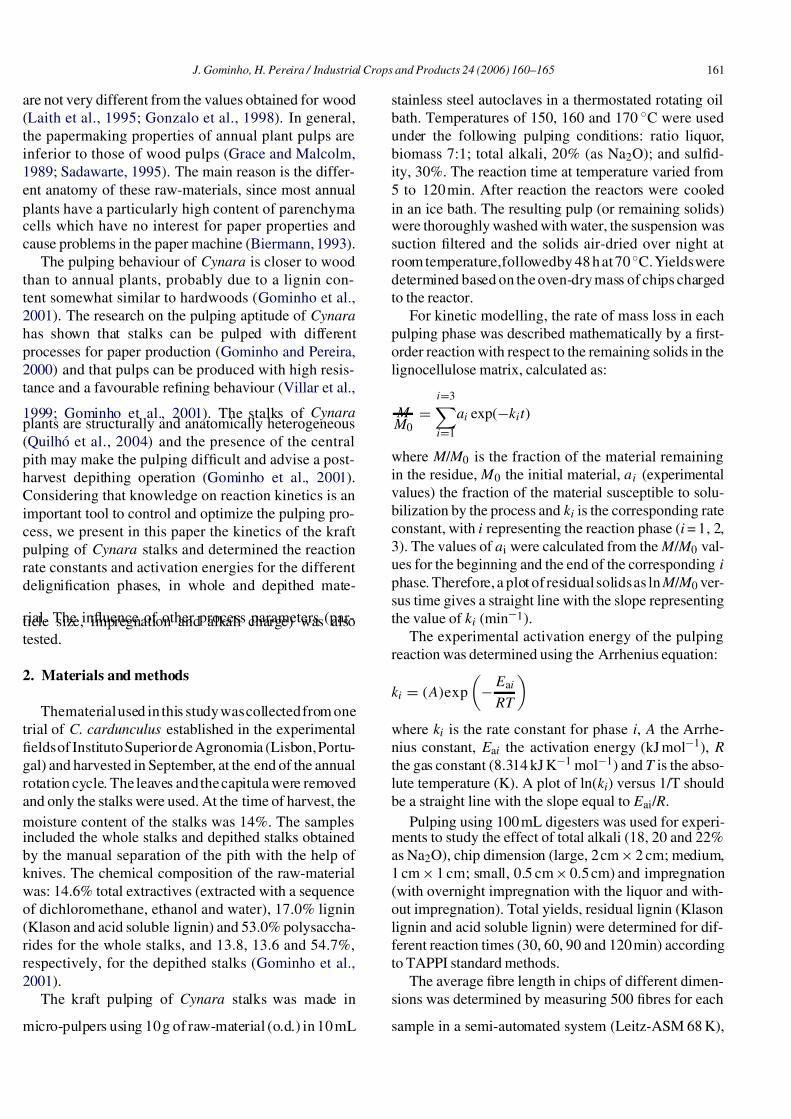
Fig. 2. Mass fraction of material remaining during pulping of Cynara
cardunculus L. whole stalks at 150, 160 and 170 ◦C.
al., 2001) which will be washed out to a large extent
in the process of pulp washing. In the Cynara plant the
mass proportion of pith in relation to the total stalk cross
section is approximately 10% and pith shows some dif-
ferences in chemical composition (higher lignin and less
polysaccharides) in relation to whole stalks (Gominho
et al., 2001).
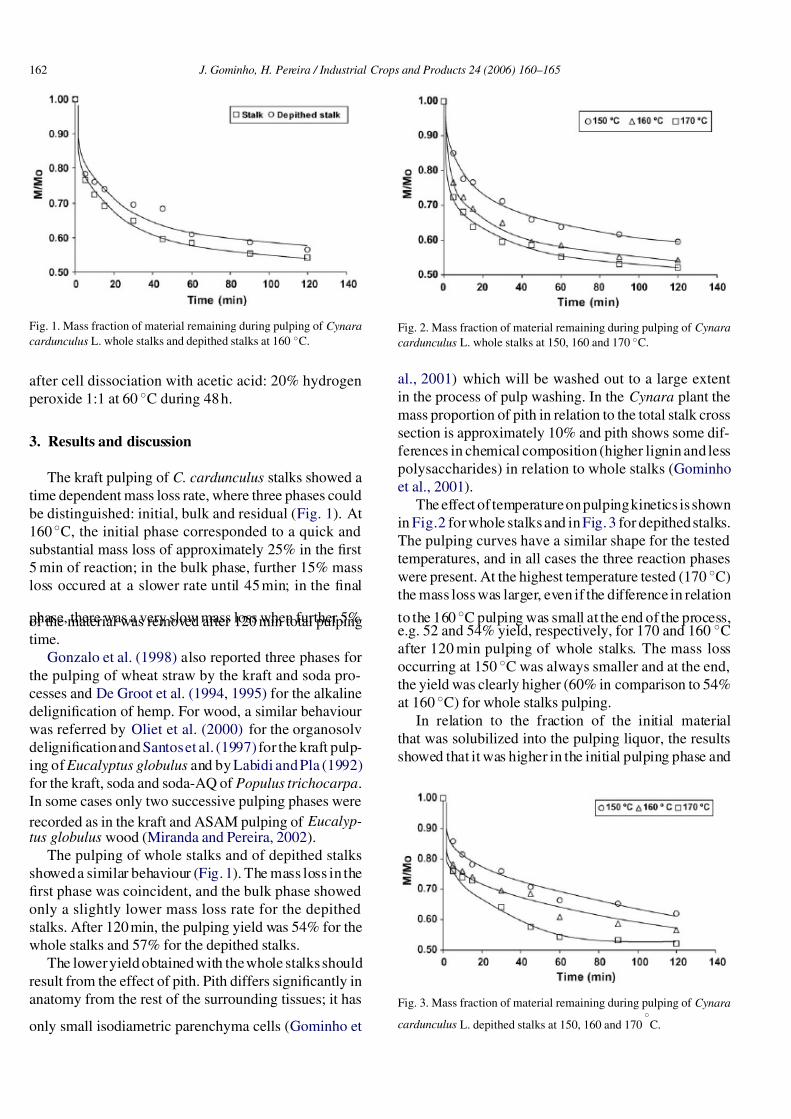
The effect of temperature on pulping kinetics is shown
in Fig.2 f or whole stalks and in Fig. 3 f or depithed stalks.
The pulping curves have a similar shape for the tested
temperatures, and in all cases the three reaction phases
were present. At the highest temperature tested (170 ◦C)
the mass loss was larger, even if the difference in relation
to the 160 ◦C pulping was small at the end of the process,e.g. 52 and 54% yield, respectively, for 170 and 160 ◦C
after 120 min pulping of whole stalks. The mass loss
occurring at 150 ◦C was always smaller and at the end,
the yield was clearly higher (60% in comparison to 54%
at 160 ◦C) for whole stalks pulping.
In relation to the fraction of the initial material
that was solubilized into the pulping liquor, the results
showed that it was higher in the initial pulping phase and
Fig. 3. Mass fraction of material remaining during pulping of Cynara
cardunculus L. depithed stalks at 150, 160 and 170◦
C.
7/26/2019 (2006) Influence of Raw
http://slidepdf.com/reader/full/2006-influence-of-raw 4/6
J. Gominho, H. Pereira / Industrial Crops and Products 24 (2006) 160–165 163
Table 1
Rate constants and activation energies for the kraft pulping of the Cynara cardunculus whole stalks and depithed stalks, considering three reaction
phases: initial, bulk and residual
Phase Rate constant, k (min−1) Activation energy (kJ mol−1)
150 ◦C 160 ◦C 170 ◦C
Whole stalksInitial 25.3× 10−3 53.3× 10−3 64.8×10−3 74
Bulk 4.7× 10−3 5.9× 10−3 7.5×10−3 45
Residual 1.1× 10−3 1.3× 10−3 1.5×10−3 24
Depithed stalks
Initial 30.5× 10−3 49.0× 10−3 54.7×10−3 46
Bulk 4.3× 10−3 4.5× 10−3 6.5×10−3 32
Residual 1.1× 10−3 1.2× 10−3 0.7×10−3 13
lowest in the residual phase, and rather independent of
pulping temperature. For the pulping of whole stalks the
fraction was, respectively, at 150, 160 and 170◦
C: in theinitial phase, 0.22, 0.23 and 0.28; in the bulk phase; 0.14,
0.17 and 0.12; in the residual phase, 0.06, 0.04 and 0.08.
For the pulping of depithed stalks the fraction of the ini-
tial material that was solubilized in the different phases
was similar: 0.14, 0.22 and 0.24 for the initial phase,
0.20, 0.17 and 0.22 for the bulk phase and 0.04, 0.04
and 0.02 for the residual phase at 150, 160 and 170 ◦C,
respectively.
The different phases in pulping correspond to the
selective reaction of the lignocellulosic structural com-
ponents. During the initial phase in alkaline deligni-
fication hemicelluloses are deacetylated and dissolved
and a small quantity of lignin is removed mainly corre-
sponding to cleavage of phenolic -O-4-linkages and of
some -O-4-phenolic linkages; in the bulk phase occurs
the cleavage of non-phenolic -O-4-linkages and in the
residual phase the cleavage of carbon–carbon bonds in
lignin and-degradation (Gierer, 1970, 1985; Gierer and
Noren, 1980; Gellerstedt and Lindfors, 1984).
In the case of Cynara pulping, a considerable mass
loss occurred very quickly in the initial phase and should
be related to the material chemical composition, namely
the high content of polar extractives and hemicellu-loses (12.9% polar extractives and 15.1% pentosans)
(Gominho et al., 2001). Therefore, most of the initial
mass loss should correspond to the solubilization of
extractives and hemicelluloses and this explains why the
highest mass loss did not occur in the bulk delignification
phase, as it is usual with wood pulping.
A first-order reaction could be applied to the pulp-
ing, allowing the calculation of rate constants from the
ln M / M 0 plots. Table 1 shows the obtained rate con-
stants from the three successive pulping phases. The
mass loss rate constant in the initial phase was approx-
imately 10 times the rate constant in the bulk phase
(5.3× 10−2 min−1 versus 5.9× 10−3 min−1 at 160 ◦C),
while the residual phase was approximately four-timesslower than the bulk phase (1.3× 10−3 min−1 versus
5.9× 10−3 min−1 at 160 ◦C). No significant differ-
ences were obtained between whole stalks and depithed
stalks, therefore supporting the idea that the lower yield
obtained with whole stalks resulted from the loss of pith
cells in the pulp washing phase.
As regards the activation energies (Table 1), higher
values were found for the initial pulping phase, decreas-
ing successively until very low values for the final
pulping period (i.e. 74, 45 and 24 kJ mol−1 for whole
stalks pulping). The effect of temperature was therefore
diminute regarding the final mass loss rate. The activa-
tion energy values for the pulping of depithed stalks were
lower than for the whole stalks.
The values obtained for the activation energy of
Cynara pulping were lower than the reported 93 and
131 kJ mol−1for straw (Laith et al., 1995; Gonzalo et al.,
1998), 110 kJ mol−1 for hemp (Laith et al., 1995) and
for wood, i.e. 129 kJ mol−1 for western hemlock (Dolk
et al., 1989) and 143 kJ mol−1 for poplar (Labidi and
Pla, 1992). However, a kinetic study on the delignifica-
tionand polysaccharide solubilizationduring organosolv
pulping of giant reed ( Arundo donax ) indicated simi-lar values of 74 and 64 kJ mol−1 for xylan and lignin
loss (Shatalov and Pereira, 2005). The removal of lignin
during the kraft pulping of eucalypt wood also showed
similar activation energies (87.3 and 74.6 kJ mol−1 for
two successive phases) (Miranda and Pereira, 2002).
The low values obtained for the activation energy of Cynara indicates a strong effect of diffusion processes,
to which largely contribute the presence of parenchyma
cells in the material. It should be noted that the Cynara
stalks contain parenchyma cells not only in the inner
circular pith (which is removed when the material is
7/26/2019 (2006) Influence of Raw
http://slidepdf.com/reader/full/2006-influence-of-raw 5/6
164 J. Gominho, H. Pereira / Industrial Crops and Products 24 (2006) 160–165
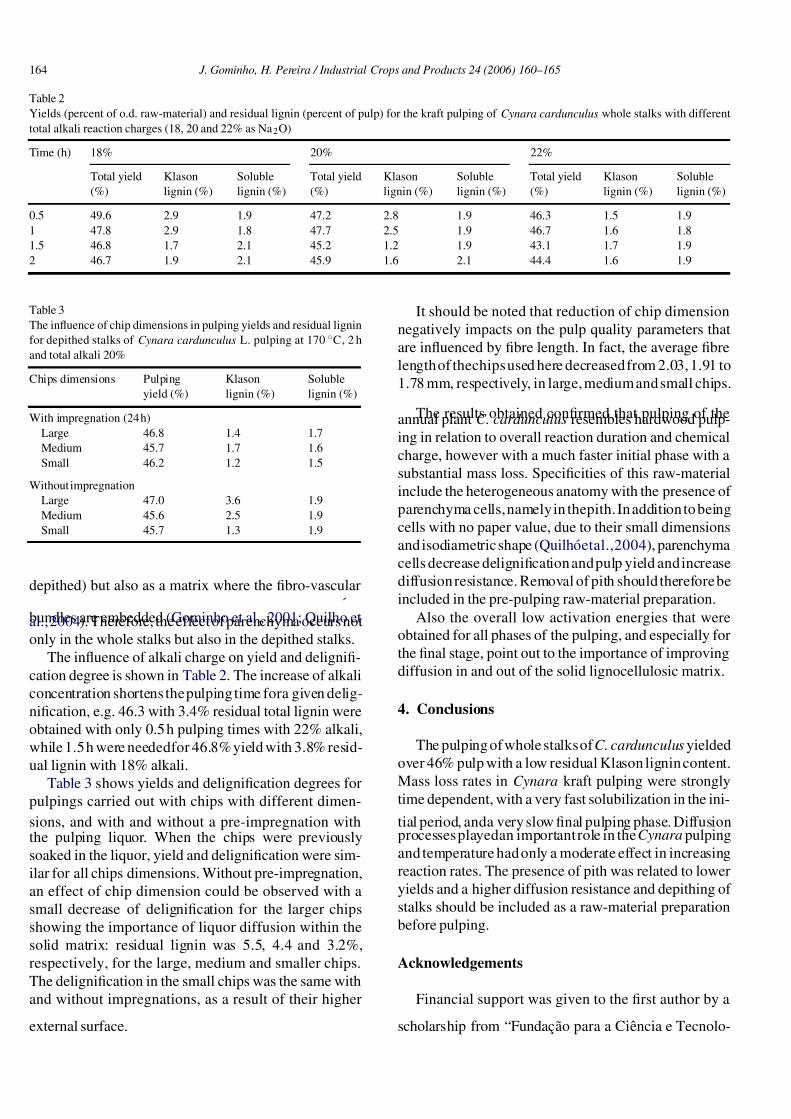
Table 2
Yields (percent of o.d. raw-material) and residual lignin (percent of pulp) for the kraft pulping of Cynara cardunculus whole stalks with different
total alkali reaction charges (18, 20 and 22% as Na 2O)
Time (h) 18% 20% 22%
Total yield
(%)
Klason
lignin (%)
Soluble
lignin (%)
Total yield
(%)
Klason
lignin (%)
Soluble
lignin (%)
Total yield
(%)
Klason
lignin (%)
Soluble
lignin (%)
0.5 49.6 2.9 1.9 47.2 2.8 1.9 46.3 1.5 1.9
1 47.8 2.9 1.8 47.7 2.5 1.9 46.7 1.6 1.8
1.5 46.8 1.7 2.1 45.2 1.2 1.9 43.1 1.7 1.9
2 46.7 1.9 2.1 45.9 1.6 2.1 44.4 1.6 1.9
Table 3
The influence of chip dimensions in pulping yields and residual lignin
for depithed stalks of Cynara cardunculus L. pulping at 170 ◦C, 2 h
and total alkali 20%
Chips dimensions Pulping
yield (%)
Klason
lignin (%)
Soluble
lignin (%)
With impregnation (24 h)
Large 46.8 1.4 1.7
Medium 45.7 1.7 1.6
Small 46.2 1.2 1.5
Without impregnation
Large 47.0 3.6 1.9
Medium 45.6 2.5 1.9
Small 45.7 1.3 1.9
depithed) but also as a matrix where the fibro-vascular
bundles are embedded (Gominho et al., 2001; Quilh´o etal.,2004). Therefore, the effect of parenchyma occurs not
only in the whole stalks but also in the depithed stalks.
The influence of alkali charge on yield and delignifi-
cation degree is shown in Table 2. The increase of alkali
concentration shortens the pulping time fora given delig-
nification, e.g. 46.3 with 3.4% residual total lignin were
obtained with only 0.5 h pulping times with 22% alkali,
while 1.5 h were neededfor 46.8% yield with 3.8% resid-
ual lignin with 18% alkali.
Table 3 shows yields and delignification degrees for
pulpings carried out with chips with different dimen-
sions, and with and without a pre-impregnation withthe pulping liquor. When the chips were previously
soaked in the liquor, yield and delignification were sim-
ilar for all chips dimensions. Without pre-impregnation,
an effect of chip dimension could be observed with a
small decrease of delignification for the larger chips
showing the importance of liquor diffusion within the
solid matrix: residual lignin was 5.5, 4.4 and 3.2%,
respectively, for the large, medium and smaller chips.
The delignification in the small chips was the same with
and without impregnations, as a result of their higher
external surface.
It should be noted that reduction of chip dimension
negatively impacts on the pulp quality parameters that
are influenced by fibre length. In fact, the average fibre
length of thechips used here decreased from 2.03, 1.91 to
1.78 mm, respectively, in large, medium and small chips.
The results obtained confirmed that pulping of theannual plant C. cardunculus resembles hardwood pulp-
ing in relation to overall reaction duration and chemical
charge, however with a much faster initial phase with a
substantial mass loss. Specificities of this raw-material
include the heterogeneous anatomy with the presence of
parenchyma cells, namely in thepith. In addition to being
cells with no paper value, due to their small dimensions
and isodiametric shape (Quilhoetal.,2004), parenchyma
cells decrease delignification and pulp yield and increase
diffusion resistance. Removal of pith should therefore be
included in the pre-pulping raw-material preparation.
Also the overall low activation energies that wereobtained for all phases of the pulping, and especially for
the final stage, point out to the importance of improving
diffusion in and out of the solid lignocellulosic matrix.
4. Conclusions
The pulping of whole stalksof C. cardunculus yielded
over 46% pulp with a low residual Klason lignin content.
Mass loss rates in Cynara kraft pulping were strongly
time dependent, with a very fast solubilization in the ini-
tial period, anda very slow final pulping phase. Diffusionprocesses playedan importantrole in the Cynara pulping
and temperature had only a moderate effect in increasing
reaction rates. The presence of pith was related to lower
yields and a higher diffusion resistance and depithing of
stalks should be included as a raw-material preparation
before pulping.
Acknowledgements
Financial support was given to the first author by a
scholarship from “Fundacao para a Ciencia e Tecnolo-

7/26/2019 (2006) Influence of Raw
http://slidepdf.com/reader/full/2006-influence-of-raw 6/6
J. Gominho, H. Pereira / Industrial Crops and Products 24 (2006) 160–165 165
gia” (Portugal). The work was supported by the research
projects AIR3-CT93-1089 (EU, DGVI, programme
AIR) and PRAXIS XXI 3/3.2/Papel 2311/95 (Fundacao
para a Ciencia e Tecnologia, Portugal).
References
Antunes, A., Amaral, M., Belgacem, N., 2000. Cynara cardunculus L.
Chemical composition and soda-antraquinone cooking. Ind. Crop
Prod. 12 (2), 85–91.
Biermann,C., 1993.Essentialsof Pulping and Papermaking. Academic
Press, New York.
Dalianis, C., Panoutsou, C., Dercas, N.,1996. Spanish thistle artichoke,
Cynara cardunculus L. under Greek conditions. In: Proceedings of
theNineth European Conference, Biomass for Energy, Industry and
Environment. Elsevier Applied Science, London, pp. 663–668.
De Groot, B., van Dam, J.E.G., Riet, K., 1995. Alkaline pulping of
hemp woody core: kinetic modelling of lignin, xylan and cellulose
extraction and degradation. Holzforschung 49, 332–342.
De Groot, B., van Dam, J.E.G., van der Zwan, R.P., Riet, K., 1994.Simplified kinetic modelling of alkaline delignification of hemp
woody core. Holzforschung 48, 207–214.
Dolk, M., Yan, J.F., McCarty, J.L., 1989. Lignin 25. Kinetics of west-
ern hemlock in flow-through reactors under alkaline conditions.
Holzforschung 43 (2), 91–98.
Fernandez,J., 1992. Production and utilisation of Cynara Cardunculus
L. biomass for energy, paper–pulp and food industry. In: Proceed-
ings of the Sixth European Conference on Biomass for Energy
Industry and Environment. Elsevier Applied Science, London, pp.
312–316.
Fernandez, J., Manzanares, P., 1990. Cynara cardunculus L., a new
crop for oil, paper–pulp and energy. In: Proceedings of the Fifth
European Conference on Biomass for Energy and Industry. Else-
vier Applied Science, London, pp. 1184–1189.Gellerstedt, G., Lindfors, E.L., 1984. Structural changes in lignin dur-
ing kraft pulping. Holzforschung 38 (3), 151–158.
Gierer, J., 1970. The reactions of lignin during pulping. A description
and comparison of conventional pulping process. Sven. Papper-
stidn. 73 (18), 571–596.
Gierer, J., 1985. Chemistry of delignification. Part I. General concept
and reactions during pulping. Wood Sci. Technol. 19 (4), 289–312.
Gierer, J., Noren, I.,1980. On the course of delignification during kraft
pulping. Holzforschung 34 (6), 197–200.
Gominho, J., Fernandez, J., Pereira, H., 2001. Cynara cardunculus
L.—a new fibre crop for pulp and paper production. Ind. Crop
Prod. 13, 1–10.
Gominho, J., Pereira, H., 2000. An overview of the research on pulp-
ing aptitude of Cynara cardunculus L. In: Kyritsis, S., Beenackers,
A.A.C.M., Helm, P., Grassi, A., Chiaramonti, D. (Eds.), Proceed-
ings of First World Conference and Exhibition on Biomass for
Energy and Industry, vol. 2. Science Publishers Ltd., UK, pp.1187–1190.
Gonzalo, E.I., Lindgren, C.T., Lindstrom, M.E., 1998. Kinetics of
wheat straw delignification in soda and kraft pulping. J. Wood
Chem. Technol. 18 (1), 69–82.
Grace, T.M.,Malcolm,E.W., 1989.Pulp and Paper Manufacture. Alka-
line Pulping, vol. 5., third ed. TAPPI and CPPA, Atlanta.
Labidi, A.,Pla, F., 1992. Delignification en milieu alcalin de bois feuil-
lus a l’aided’unreacteur alitfixeet a faible temps de passage. Partie
II. Developpemeents cinetiques. Holzforschung 46 (2), 155–161.
Laith, A.K., Attila, R., Polyanszky, E., Istvan, R., 1995. Kinetics of
delignification in kraft pulping of wheat straw and hemp. Tappi J.
78 (8), 161–164.
MacLeod, M., 1988. Nonwood fiber: number 2, and trying harder.
Tappi J. 74 (6), 50–54.
Miranda, I., Pereira, H., 2002. Kinetics of ASAM and kraft pulping of
eucalyptwood ( Eucalypus globulus). Holzforschung 56 (1), 85–90.
Oliet, M., Francisco, R., Aurora, S., Miguel, A.G., Tijero, J., 2000.
Organosolv delignification of Eucalyptus globules. Kinetic study
of autocatalyzed ethanol pulping. Ind. Eng. Chem. Res. 39, 34–39.
Quilho, T., Gominho, J.,Pereira,H., 2004.Anatomical characterisation
of a new fibre crop: the thistle Cynara cardunculus L. Iawa J. 25
(2), 217–230.
Sadawarte, S., 1995. Better technology needed to clean up nonwood
fiber. Pulp Paper Int. 37 (6), 84–95.
Santos, A., Francisco, R., Miguel, A.G., Daniel, M., Felix, G., 1997.
Kinetic modelling of kraft delignification of Eucalyptus globulus.
Eng. Chem. Res. 36, 4114–4120.Shatalov, A.A., Pereira, H., 2005. Kinetics of polysaccharide degra-
dation during ethanol–alkali delignification of giant reed. Part 1.
Cellulose and xylan. Carbohydr. Polym. 59 (4), 435–442.
van Dam, J., Vilsteren, G., Zomers, F., Shannom, W., Hamilton, I.,
1994. Industrial Fibre Crops, ATO-DLO, Wageningen.
Villar, J., Poveda, P., Tagle, L., 1999. Obtencion de pastas al sulfato a
partir del cardo (Cynara cardunculus L.). Influencia del troceado
sobre la calidad de las pastas. Invest. Agric. Sist. Recur. For. 8 (2),
305–317.














![Application Example 09/2016 Exchange of large data volumes ...€¦ · Raw[3] Raw[4] GetTagRawWait Tag Raw R_ID Raw[0] Raw[1] Raw[2] Raw[3] Raw[4] SetTagRawWait. 3 Basic information](https://img.pdfslide.us/doc/110x75/5f1fce0444607025af2e69fc/application-example-092016-exchange-of-large-data-volumes-raw3-raw4-gettagrawwait.jpg)













