Embed Size (px)
Citation preview

'AVA"q �-' FLUENT
I N C 0 R P 0 R A T E D
10 Cavendishi Court, Centerra Resource P'arkLebanon, New Hampshire 03766-1442 * USA
Telephone: (603) 643-2600Fax: (603) 643-3967
Final Report
CFD Modeling of theVermont Yankee Steam Dryer
Phase - II
TM-675
Prepared for:
Entergy Nuclear OperationsEntergy Nuclear Vermont Yankee
320 Governor Hunt Rd.Vernon, VT, 05354
By:
': T \r. L Lk'wL-<t
John Straus, Ph.D.Senior Consulting Engineer
Reviewed by:
Karl Kiihlert, Dr.-Ing.Customer Service Team Leader, Power Generation
May 20, 2005

1. Execuitive Summary
In support of the ELintergy VY Uprate program. Fluent performed Cll) analyses of the VY reactorat 100% and 120% load conditions in two phases. Phase I work was a feasibility study on theapplication of LES modeling to the flow within the dryer. The Phase I study showed that an LESmodel could be successfully applied to the dryer model. As a result of the Phase I work, abroader understanding of the flow field within the dryer was established. Pressure signals wererecorded at several locations within the dryer and processed through a signal analyzer.
This report documents the LES modeling results generated tinder Phase 11 of the CED project.The model employed under this second phase included several modeling improvements to raisethe overall accuracy of the Phase I model. The model geometry was modified to: I) include thetwo 6" dams on the top of the dryer, 2) include the smooth inner radius at each steam outletnozzle, 3) extend the outlet pipes beyond the strain gages, and include a common outlet header.
Improvements to the physical models consisted of 1) an ideal-gas representation of the steam forcompressibility, and 2) improved boundary condition definition. Improvements to the boundarycondition definition were made by extending the inlet to the domain to the base of the dryer. Topreserve a workable model, a LES-appropriate mesh was included in only one of the plenumregions. A coarser mesh was used elsewhere.
A user-defined function (UDF) was developed to write out surface pressure data (Ap) across thewalls of the dryer. This UDF could be applied manually to full (Fluent) data sets, or employedautomatically during a simulation to produce high temporal resolution surface Ap data on thedryer.
The compressible flow, LES simulations of the Entergy VY dryer provide considerable insightinto the flow field within the tipper vessel. Two LES simulations were performed, one for the100% load condition, and one for the 120% load condition. Global flow features for both caseswere described with the aid of velocity and pressure contours, velocity vector plots, and pathlinetrajectories. The simulations confirmed the complex transient nature of the flow within thevessel. The steam jets entering the dome are observed to interact with each other in a transientmanner. Vortical flow strictures are observed in the plenums as the flow is forced to feed intothe steam nozzles. These global flow features are observed in both the 100% load and 120% loadcases.
During the data acquisition phase, surface Ap, mass-weighted averaged pressures, and mass flowrates were recorded at high sampling rates. This information complemented the graphical data byfocusing on signal characteristics. Surface Ap data were recorded for both the 100% and 120%load conditions for a total of 2.25 seconds and 1.8 seconds, respectively. The data sets weresupplied to Entergy to be used as inputs for additional structural analyses. Surface-averaged andpoint Ap histories were extracted from the surface Ap data file. This data, together with mass-weighted average pressures at the strain gages and at the inlet to the steam line hosting strain-gage-I (sg I), was processed in an HIT spectrum analyzer.
The main conclusions regarding the forces on the face plate:
* The mean pressure loads on the face plate are 0.8 psi for 1 00% and 1.1 psi for 120%
* The mean pressuL-e loads scale with square of velocity.
Fluent Inc. Final Report TIM-675Entergy Nuclear Operations

* Significant pressure fluctuations oln the face plate originating from hydrodynamic effectshavle a frequency lower than 30 lz. Complex flow structures and vortices in the plenumare responsible for these pressure fluctuations.
* Some pressure fluctuations on the face plate with frequencies higher than 30 Hz havebeen identified and are associated with acoustic modes. The mean frequencies of thepressure bands are around 40 Hz and 60 Hz.
* The time averaged load on the left gusset is 0.8 psi for the 100% case and 1.04 psi for the120% case.
* Signals at the strain gage location are considerably stronger than at the face plate.
* The CFD model time step and modeling parameters were developed to accuratelysimulate hydrodynamic effects. Because the LES simulation included compressibility,acoustic effects are also captured. Accurate depiction of acoustic load amplitude wouldrequire a much smaller time step and result in an order of magnitude increase in thesolution time.
2. Introduction
Entergy Nuclear Operations is seeking a license from the NRC for an extended power uprate(EPU) for Vermont Yankee (VY) to operate at 120% of current output levels. Of significance tothis request are repeated structural failures of the steam dryer in a larger GE boiling water reactor(Exelon Quad Cities) following an extended power uprate. The observed failure at Quad Cities iscurrently believed to result from cyclic stressing of the panel walls of the steam dryer adjacent tothe main steam piping nozzles. The NRC has requested Entergy to analytically demonstrate thatthe EPU conditions will not result in steam dryer structural failures. Entergy has undertaken anin-depth analysis of the stresses imposed on the VY steam dryer Linder current and uprateconditions. This analysis is based on a multidisciplinary approach. Included in this approach is acomputational fluids dynamics (CFD) analysis of the flow in and about the steam dryer of the VYplant at 100% and 120% current licensed thermal power.
A project between Entergy and Fluent was arranged to develop a CFD model of the VY steamdryer. Phase I of this work consisted of a feasibility study that included both an unsteadyReynolds-Averaged Navier-Stokes (URANS) based simulation as well as a Large-Eddysimulation (LES) to isolate the effects of local vortex shedding. The URANS model simulatedthe entire tipper vessel and dryer and a short section of the steam pipes. The LES simulationemployed a highly refined mesh, consistent with LES requirements, on a truncated domain, tokeep the simulation tractable. The Phase I work proved that LES modeling of the dryer could beperformed and showed the presence of vortical structures at the vessel steam nozzle.
Phase 11 was established to improve the accuracy of the model by executing the recommendationsthat resulted from the Phase I work. These recommendations addressed the uncertaintiesassociated with the simplifying assumptions used in the setup of the Phase I work. Specifically,the Phase 11 modeling included flow compressibility. Furthermore, the plenum and vessel headflow were coupled. The latter was accomplished by performing the LES simulation on a modelencompassing the full upper vessel and dryer. To make this analysis tractable. the LES
Fluent Inc. Final Report TNI-675 2Entergy Nuclear Operations

simulation was performed onl a hybrid mesh that retained an LES-appropriate mesh in only one ofthe plenum regions. The remainder of tile domain was defined with a relatively coarse mesh.rhe concept of using the LIES model on a relatively coarse mesh was tested as part of the Phase 11work. This test consisted of a comparison of results generated from the use of the LES andURANS models oln a coarse mesh to ensure that the LES model would not produce significantlydifferent results from the URANS simulation. In the hybrid mesh, the LES model results on thecoarse portion of the mesh would provide the boundary condition data for the fine mesh region.
The Phase 11 work also incorporated refinements to the geometry. Specifically, six-inch highclams along the top surface of the dryer, neglected in the Phase I geometry, were included.Furthermore. tile main steam pipes were extended to a point beyond the location of the straingages used for assessings local stearn pressures in the pipes. The balance of the steanm lines to theTurbine control valves were analytically represented to preserve pressure loss and flow couplingbetween the lines.
Lastly, a custoniized C-program (user defined function or UDF) was developed to write outpressure histories along all surfaces of the dryer. The sampling rate for this data is consistentwith Phase I monitor data.
The scope of this report encompasses the modeling approach for the Phase 11 studies, and theresults for the 100% and 120% load analyses. The Vermont Yankee technical representative forthis phase of the project provided the geometry data, operating conditions, project direction andreviewer resources. GE provided a CFD model to initiate this modeling and Entergy provided thedrawings listed in Table 1.
Fluenlt Inc. Final ReportE ntergy Nuclear Operations
TM-675 3

Table I. Summary of drawin-s used to create the CFD model.
Description VY Drawing RevisionMain Steam Piping 5920 569 7
.570 5571 5
IS I-RPV-105
RPVISI-RPV-100 1ISI-RPV-101 1ISI-RPV-102 1ISI-RPV-103 3
5920 18 85920'24 105920 1035920 105 65920:3773 sh3 11
Steam Dryer 5920;493 25920,494 .5920!876 0
. .. ... ... 7 - . . .
5920[8785920'879 1
. . .,, ,5920j880
. 5920,881 15920 8825920.883 15920,884 1
Dryer ModificationGE Drawings from VYDC-2003-012
234C6402 shl-6 1234C6397Sh1
34C66831-6652 Sh1 0234C6649 Sh2 0
234C6651 Sh2 0
Fluent Inc. Final ReportEntergy Nuclear Operations
TINM-675 4

3. Model Set-Up and Technical Approach
The LES analysis performed uLnder Phase I lacked flow coupling between the plenum and vesselhead. As part of the simplifying assumptions used in Phase l, a fixed boundary condition basedon URANS results was used to define the inlet conditions for the clipped domain of the LESmodel. Under the Phase 11 work. the flows between the two regions are coupled by resolving theentire domain for the LES simulation. The original LES mesh is retained, and the remainder ofthe vessel geometry is meshed with a coarse mesh. The combination of the fine and coarseresolution is referred to as a hybrid mesh. Conceptually, the fixed boundary condition employedin Phase I is replaced with a dynamic condition defined by an I.E-S solution on the coarse sectionof the hybrid mesh.
The success of obtaining an LES solution on the hybrid mesh hinged on the capacity for the LESmodel to sufficiently resolve the flow field on the coarse mesh. The concept of using the LESmodel on a coarse mesh was tested by comparing LES and URANS-based results on a coarsemesh. The test involved a visual comparison of the flow field between a URANS solution and anLES solution on the model meshed entirely with a coarse mesh. Specifically, the mesh resolutionwas consistent with the refined mesh used for the refined RANS calculations of Phase 1.Comparisons were made at the plane that defined the inlet boundary condition to the clippeddomain for the LES study of Phase 1.
Following the test, LES solutions for the I 00% power load and 120% loads were calculated. Themodeling approach for all LES simulations followed that of the Phase I work. A compressibleURANS solution was first established before the LES solution was calculated. Following theswitch to the LES model, sufficient solution time was permitted to allow the transition transientsto pass through the domain. After the solution became established, time-averaged data, and dryersurface pressure data were recorded.
3.1 Geometry and Mesh
The complete 3D model developed for Phase I simulations was the basis for the 3D model for thePhase 11 work (Figures 1, 2, and 3). Two six-inch dams were added to the top of the originaldryer geometry. The smooth inner radius was added to each steam outlet nozzle. The outletpipes were extended to include the twvo-stage ninety-degree turn and lengthened to include (hestrain gage locations. For (he comparison study, the domain ended at the strain gages. For theLES studies, the steam lines were extended further from the strain gages and the pressure dropand flow coupling of the balance of the piping to the turbine control valves was analyticallyrepresented. This analytical representation included porous media and a common plenum (yellowpipe in Figure 3). The properties of the porous media are discussed in section 3.3.
Two different meshes were created. The first mesh was a uniformly sized coarse mesh used tocompare the LES model solution with a URANS simulation. The resolution used was similar tothat of the refined mesh used in the Phase I analysis (average cell size of 1.5 inches in theplenum). This coarse mesh contained roughly 1.9 million mixed elements.
To generate the second mesh, three different regions were distinguished, one plenum withsteamlines with a I-ES appropriate mesh, one plenum with steamlines with a coarse mesh, and tiedome and dryer. The 1.1[S appropriate mesh was confined to (he same region represented in theclipped domain model use(d for the Phase I work and used a similar resolution (0.65 inches w hhin
Fluent Inc. Final Report TNI-675 5Entergy Nuclear Operalions

the plenuini). I-or tile opposite plenuimi. a coarse mesh with at resolution ol approximiately 1.5inches uwas used. ilis resolution is consistent with the first test mesh and the relined RANS meshol the Phase I work. A considerable number of cells were required to transition from tile 11hi1hresoluition mesh to the low resolution mesh in the dome (Figures 4 and 5). The mesh size in thedome and the dryer was similar to the finest mesh in this area used in Phase 1. The (hybrid) meshcontained roughly 4.6 million cells.
| {PFUTO]Fluni k,' .. ,.<',T,_,-,;,,X';, - ;i ....-
,91 I S , i;
I .-
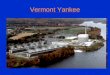
Figure 1. Full 3D Geometry of upper vessel, steam pipes, and common outlet plenum.
Fluent Inc. Final ReportEntergy Nuclear Operations
TNI-675 6

[. Ki6 ' =-b - x --,- + to;. en`
Figure 2. Close up view of 6" dams and outlet pipes.
.1 ;; . - - - .- - -|V IFLUENT[Ol Flue-nt rc " ' -' -' 7
�Iifq- a
lieure 3. Strain gage location (top) and comnion outlet plenum
''lIlt'lt Inc. Final ReportEntergy Nuclear Operations
TLIM-675 7

, ¶ *S"! .! -eP p . '
[I ~-'Ftjhrnro1TV~uentInc -
Figure 4. External view of LES mesh - coarse mesh transition
-- - - ---
I1ie-tire 5. Internal view of LES mesh - coarse nieSh transition
Fluent Inc. Final Report TNI-675 8Entergy Nuclear Operations

3.2 Operating Conditions and Physical Model Assumptions
Conditions in the dryer involve the flow of saturated steam (water vapor) at 7.067 IPa (1025psia) and 560 K. Simulations were performed for both 100% and 120% load. At 100% powerload, steam flows through the dryer at a rate of 813 kg/sec (6.46E6 lbriilr). At 120% load, steamflows through the dryer at a rate of 996.1 kg/sec (7.906+E6 lbrnhr). Liquid droplets are assumedto be completely removed from the flow through the dryer vane assemblies.
To improve on the model simulation used in the Phase I studies. the flow in tile dryer waismodeled to be compressible. Density was modeled using the ideal gas law. To account for real,Ols effects. a compressibility factor wais included in the ideal gas equation of state such that tilecorrect density w ould be calculated for the known saturated temperature and pressure. Thecompressibility factor was accounted for through the modification of the molecular weight ofwater vapor (24.55 instead of 18.012 kgfkmol). The steam density under saturated conditions is36.912 kg/m3 and a constant molecular viscosity of 1.8991 x 105 kg/ri-s was used (data obtainedfrom NIST website and cross-checked with textbook thermodynamic tables). Computed averagedensities ranged from 38 kg/m3 at 100% load to 38.6 kg/m3 at 120% load, approximately 4%from the density tinder saturated conditions.
The energy equation was solved to track the changes in local temperature. It was assumed that thedifference between the total and static temperature at the inlet of the dryer is small because of thelow flow velocities at this location. The inlet total temperature was therefore set at 560K. Allexternal walls were assumed to be adiabatic. Heat fluxes across internal walls were assumed to benegligible because the temperature of the fluid is quite uniform throughout the dryer region.Variations from the mean fluid temperatures could arise in the plenum in areas with high flowvelocity because of compressibility effects.
The flow was modeled to be turbulent and unsteady. As with Phase 1, the Realizable k-c modelwas used for the URANS analysis. For the URANS analyses, the momentum and energyequations were discretized using a second-order upwind formulation. For the LES analyses, themomentum equations were discretized using a bounded, central differencing scheme to reducenumerical diffusion. The dynamic Smagorinsky-Lilly model was used to model subgrid scalestresses. [Refer to Fluent v6.2 User's Guide for further information.1
3.3 IBoundarv Conditions
Boundary conditions for the Phase 11 work were similar to that for the Phase I work. Forcompressible flow, a fixed uniform mass flux is specified at the inlet boundary, rather than a fixedvelocity. For 100% load, steam is introduced into the computational domain at the inlets at auniform rate of 76.59 kg/M2_sec in a direction normal to the inlet boundaries (+z-axis). For 120%load, steam is introduced into the domain at 91.91 kg/m"-sec. As in Phase 1, the flow is assumedto be mildly turbulent with an intensity of 2%. This moderate level of turbulence is often timesused in CFD as a boundary condition when turbulence quantities are unknown. The turbulencelevel at the inlet does not have any impact on the flow in the dryer because the turbulence fieldbecomes fully developed as it traverses through the inlet path of the dryer.
Following entry into the steam dryer domain, the steam flow navigates through the dryer liquidSeparation compoiients. As before. the dryer vane assemblies were represented using a porousmedlia lumped plaraellicter niodel. Th'e porous medlia resistance waos defined to he anisotropic andlrestrictedi the flow alone the vessel axis andl in the direction normal to the vertical fiiceplates.Fluent Inc. Final Report TNI-675 9Entergy Nuclear Operations

Uniform flow resistance coefficients for the 100% and 120% cases were applied to the porousmedia and were based( oin a presstire drop of -0.5 psi at 1207r power (Vermont Yankee ExtendedPower uJprate 'ask To304: Reactor Internal Pressure l)ifferences and Fuel lift Iwvaluation. Gl.-Nl.-0000-0009-5746-01 Revision 0. May 2003).
The flow encounters a second set of porous media just upstream of the common outlet plenumrepresenting the balance of the steam system not explicitly included in the model. The porousmedia was designed to provide an overall pressure loss from the RPV to the turbine control valveof -39.6 psi at 100% power (based on Plant Instrumentation 4/19/2005 1 1:00:00 RPV Pressure is(B048) 1007.109psig and Throttle steamn pressure is (T006) 907.506psig at (B022) 6.559 M#/hr).The simuilatedi pressure drop was 38 psi. Therefore the resistance provided by the porous mediawas appropriate to preserve the steamn property change from the vessel to the strain gage location.
The outlet boundaries are defined as constant pressure boundaries. The outlet pressure was set to6.957 MPa (1009 psia) and used for both the 100% load and 120% load cases.
As for Phase I, all wall boundaries were defined as no-slip boundaries. The standard wall-function was used to relate local fluid conditions with local wall shear stresses for both turbulencemodels. Local y+ values typically ranged from 30 to 25000 along the dryer walls. y+ is adimensionless variable commonly used to represent the distance from a wall in a turbulentboundary layer; y+ = y x)*/ , ,*= (-Tr/ pt). Within the plenum (LES side), y+ values wereon the order of 3000-15000.
3.4 Solution P'rocedurc
Three distinct LES simulations, as described above, were performed: (I) test of the LES model ona coarse mesh with a comparison with URANS results, (2) LES simulation on the hybrid mesh atI 00% load, and (3) LES simulation on the hybrid mesh as 120% load. The URANS and LESsimulations used to test the LES model on the coarse mesh were run at 100% power load. Thecompressible flow LES solution was preceded and seeded by the compressible flow URANSsolution. The same procedure was used for the LES simulation for 100% load on the hybridmesh. I lowever, since the 120% load case was run after the I 00% load case, the 120% LESsimulation wais seeded by the 100% load LES simulation.
All transient solutions were obtained using the iterative time-advancing (ITA) segregated solverusino standard solution controls in Fluent 6.2. The non-iterative time advancing scheme (NITA)used for the Phase I calculations were determined to be less efficient for these mildlycompressible flow cases. When performing the test runs, a maximum time step size of 0.0025seconds was used for the URANS phase of the calculation and a maximum time step size of0.0003 seconds was used for the LES portion. For the LES hybrid runs at 100% power load, amaximum time step size of 0.0005 seconds was used. A maximum time step size of 0.0004seconds was used for the 120% load case. This time step size is consistent with a local Courantnumber of -I for a conservatively assumed local velocity of 40 m/sec in the plenum region.
As with the Phase I calculations, each LES calculation on the hybrid mesh consisted of twophases, the startup calculation phase and the data-sampling phase. Pressures at points L2 and L6on the vertical faceplate were typically monitored over time to gage the progress of the solution.The locations of these points are provided in Table 2 and Figure 6 (other points shown in Table 2were use(I in the Phase I analyses). In general. for entry into the dlata-sanmpling phase. datareisters used to record time-avermaed velocities and I essures were created and initialized.
Fluent Inc. Iinatl Report TNI-675 10E'ntcrgy Nuclear Operations

For the LES hybrid runs. full data sets wvere recorded roughly every 0.25 seconds (simulated) forthe 100%/ power load case. and every 0.2 seconds for the 120% load case. The informationcontained in these data sets includes local velocities, pressures. turbulence. and fluid properties.17 full data sets were saved for the 100% load case and 18 dlata sets for the 120% load case. Forthe Phase I work, data acquired at a higher sampling frequency (0.0002 seconds) was recordedonly for pressure at six distinct points. For the Phase 11 work, a customized UDF was created towrite out to disk the pressure data at similarly high frequencies (0.00 I second intervals for the100% power load and 0.0008 second intervals for 120% load) at all 140.517 cell locations alongall dryer wall surfaces. The UDE can also be applied manually to any of the full data sets toextract the pressure distribution data for tile corresponding time. The Fluent wvall zone IDs forwhich tile data wvas exporced are provided in Appendix Al.
Rather than recording absolute pressures. the UDF was written to record local pressuredifferences. If the flow was numerically resolved on both sides of the wall, the pressuredifference across a given point on the wall was calculated based on the local pressures at the cellcenters on either side of the wall. If the flow was resolved on only one side of the wall. thepressure on the non-resolved side was assumed to be that at the inlet to the domain. Except alongthe cylindrical surface of the dryer, a positively valued pressure difference was defined to bealigned with the positive coordinate axes. Along the cylindrical surface, positive pressuredifferentials were defined as inwards, towards the geometrical axis of the vessel. Coordinatedirections can be seen in Figure 2. The origin is located along the axis of the vessel and alignedvertically with the lower horizontal surface of the plenum.
The format of the file written by the UDF is shown in Figure 7. Columns were separated withspaces. A total of 140,517 columns were required to accommodate all cell faces of all dryerwvalls. If applied manually to one of the full data sets, only the first row of pressure data isreported.
E-i-ire 6. Location ol monitor ing points.
FIluenlt Inc. Final ReportEntergy Nuclear Operations
TNI-675 II

'I'able 2. L.ocation of point monitor bor L1S siniulatioi*
Point monitor x-position (in) y-position (in) z-position (in)IDLi 0 -84.25 56L2 -48 -84.25 56L3 48 -84.25 56L4 0 -84.25 12L5 -48 -84.25 12L6 48 -84.25 12
'()ri-ini ek at ion is al ieined with lhorizontal ace pOate and loi'atet1 on vessel axis
Zone-ID-I Zone-ID-I Zone-ID-I Zone-ID-j Zone-ID-N . .x-coordinate- I x-coordinate-2 x-coordinate-3 x-coordinate-i x-coordinate-iy-coordinate- I y-coordinate-2 y-coordinate-3 y-coordinate-i y-coordinate-iz-coordi nate- Iz-coordinate-2 z-coordinate-3 z-coordinate-i z-coordinate-iFace Area- I Face Area-2 race Area-3 Face Area-i Face Area-i
Pti P,1 Pt, P,[ PlP.2 P,2 Pt,2 P,, P12
Figure 7. Format of UDF output for pressure differences
4. Simulation Results
Solutions were obtained on the full vessel 3D model with a coarse mesh for the LES - URANScomparison, and on the hybrid mesh for the 1 00% power and 120% power to provide pressured-ata for stress analysis. The solutions for these cases are described in this section.
4.1 LES Coarse Mesh Applicability Test
To test the applicability of the L.ES model on a coarse mesh. a URANS Solution and an LESsolution were established on a coarse mesh and their results compared. The resolution of thecoarse mesh was similar to that of the refined mesh studies of Phase I (cell size of -1.5 inches inthe plenum).
To gage the applicability of the LES model on the coarse mesh, instantaneous and mean pressuresfrom both solutions on the vertical face plate were compared (Figures 8-1 1). Furthermore, resultswere compared along the interface at which the transition between the fine mesh and the coarsemesh takes place in the hybrid mesh. Along this plane, mean pressures and velocity magnitudeswere compared (Figures 12-15).
Since different turbulence models were employed, identical solutions were not expected. For thehybrid mesh model to be successful, it was expected that the LES model on the coarse meshsufficiently represent the conditions at the interface boundary. Figures 8 through 15 show justthis case.
Fluent Inc. IFinal ReportEntergy Ntuclear Operations
I'M -675 12

Figure 8. Instantaneous static pressure contours (LES side) derived from URANS model oncoarse mesh.
Figure 9. Instantaneous static pressure contours (LES side) derived from [ES model on coarsemesh.
Fluent Inc. Final ReportE1ntergy Nuclear Operations
TNI-675 13

go Mit 67M. "I, -W-I.M.
Figure 10. Mean static pressure contours derived from URANS model on coarse mesh.
11mr-mr-= AgoiVinma [Mr-MIX yon 24114?NI IBEIM
Figure I1. Mean static pressure contours (LES Side) derived from LES model on coarse mesh.
Fluent Ilnc. Final ReportEntergy Nuclear Operations
TNI-675 14

111M., Mit IIIAM. � w , � I2411:401111
Figure 12. Mean static pressure contours along mesh interface derived from URANS model oncoarse mesh.
Re Mit . -4 MWN-*MEI RM.1 II
Figure 13. Mean static pressure contours along mesh interface derived from LES model oncoarse mesh.
Iluent Inc. Fiuial ReportE'ntergy Nuclear Operations
,rl-f675 I5

to-.= r, . PR. am-a a ma
Figure 14. Mean velocity magnitude contours along mesh interface derived from URANS modelon coarse mesh.
. .. I r-TIP - - " - .
Figure 15. Mean velocity magnitude contours along mesh interface derived from LES model oncoarse mesh.
Fl uent Inc. Final ReportEntergy Nuclear Operations
Ti'M-675 16

4.2 LES Solution on lIlvbrid Mlesh for 100% Load
4.2.1 Observations on the Flow Field in the Vessel Hlead fir 100% Load
Tile changes in the model used in the Phase 11 work improve the accuracy of the simulations overthat of the Phase I work. These modifications involved improvements to the geometricalrepresentation of the steam pipes and steam dams and account for flow compressibility. Inaddition, the hybrid mesh allowed the flow field in one of the plenums to be resolved using theLES model while still accounting for the system wide flow transients associated with the jet flowin the dome. These improvements to accuracy are specific to the region that is resolved using theLES-appropriate mesh, though the solutions still provide considerable insight into the flow fieldin the entire model. A review of the results supports the findings of the Phase I work that theupper vessel of the power plant hosts a complex, three-dimensional flow system. Observations ofthe results of the Phase II studies show numerous local flow features. For the I100% load case,velocity and pressure distributions of the 17 full data sets were reviewed (see Appendix A.2).Findings from a selection of these data sets are discussed below.
As with the Phase I studies, the Phase 11 work shows a transient behavior in which the steam jetsentering the dome interact with each other and the dome wall in a transient fashion. Figures 1 6a -16d show the velocity jets in velocity magnitude contour plots along the x=+50 in. plane at fourdifferent simulation times, t=3.20 sec. 4.95 sec, 5.98 sec, and 6.20 sec (these times coincide withfour distinct vertical face plate pressure patterns to be discussed later). In this view, the LESmesh is on the left. The dryer is noted to introduce a greater mass flow rate into the dome regionin two of the four quadrants (each quadrant being loosely identified with a corresponding steamline). This is due to the asymmetrical design of the dryer which has, in two of the four quadrants,a greater inlet surface area relative to the other two quadrants. The higher mass flow from thetwo quadrants tends to draw flow in from the adjacent lower mass flow quadrants. Thecumulative jet can be observed to impinge the dome wall near the top and diverge outwardstowards one or both of the outlet plenums. Figures 1 6c and 1 6d show the bulk of the jet flowheaded towards the left plenum. Figure 16b shows the bulkl of the jet flow in this plane is roughlydivided between both plenunms. As the flow returns down towards the outlet plenums, it can beobserved to interact with the two outermost jets. The right most jet in Figure 16c is likely washedto the left from redirected flow off the dome wall. It is possible that this interaction causes theouter most jets to oscillate back and forth as noted in the Phase I work, thereby affecting theoscillations of the central jets. These oscillations appear to occur at a low frequency, on the orderof I I lz. Fioure 17 shows a similar velocity magnitude contour plot at the x=-50 in. plane att=5.98 sec. A comparison with Figure 1 6c shows that the entrained jet is directed tow~ards theother plenum.
Considering velocity vector plots along similar planes further highlights the variability of theflow within the dryer. Figures 18 and 19 respectively show velocity vector plots at x=O and x=50in at t=5.98 sec. Both plots show that the flow entering the plenum is, in general, directed fromabove. At x=0, the flow is also seen to impinge on top of the dryer and diverge towards both theplenum and the 6 inch dam. The portion of the flow that is directed towards the dam sets up asmall recirculation zone. At x=50 in, the downward flow produces interference with the jetopposite the 6 inch dalm. The recirculation zone, though less clearly defined, still exists.
As with the Phase I LES and URANS studies, the flow is observed to form vortical structures asit exits the outlet plentinis through the steam pipe nozzles. This is evident in Figures 20 and 21which respectively show pathlines exitine the right and left steam pipe nozzles on tile I.lIS-mIeshside of tile model. The 1pathfililes originated fron a1 plalle just dlownstreaml of the 6 inch dami andFluient Inc. Final Report TIN-675 17Erntergy Nuclear Operations

wvere generated1 from a fixed flow field at t=5.98 sec. Superimposed in this figures are pressurecontouir plots along the veltical race plate. Similar to the 'llhase I filidills, the pathlines areobserved lo circulalte abolit the low pressure region on th.e vertical face plate. Figure 20c deal yshows that the flow feeding the vortical structure not oniv comes from tile top, but also from tile 2inch gap on the bottom and side.
The pressure contours along the vertical face plate for times t=3.20 sec, 4.95 sec. 5.98 sec. and6.20 sec are shown in Figures 22a-22d. The LES-mesh side is in the foreground. The pressurecontours show that during the course of the simulation, the vortices can, over time, appearstronger at either inlet or at both inlets. Furthermore, Figure 22b shows that the vortices can berelatively weak compared to other times (all plots use the same scale). Though not evident inthese frilures. Vortices of similar malgnitude wvere evident at other times on the other vertical faceplate (coarse mesh). )ifferent from the Phase I results are tile newly predicted strength andlocation of the vortices. The Phase I LES solutions showed the vortices to be more in line withthe vertical position of the outlet steam pipes. The locations of the vortices predicted from thecurrent simulation are much closer to the horizontal cover plate (consistent with the Phase IURANS studies). The strengths of the vortices are also weaker than predicted in Phase 1. Theminimum and maximum pressures indicated by the scale limits provide a good indication of therelative vortex strength. Here, the vortex core is roughly 120 kPa or 17.5 psi lower than thesurrounding pressure. A 40 psi pressure differential was calculated in the Phase I analyses. Thisdifference is likely to be attributable to compressibility effects. The centrifugal forces are directlybalanced by the radial pressure gradient for an incompressible flow. Compressibility relaxes thelocal pressure gradient and the overall pressure differential becomes less severe.
For one-and-a-half seconds of the simulation, the mass flow rates in each of the steamlines at thestrain gages were recorded over time. A plot of the mass flow rates at strain gages I through 4(identified as sgl - sg4) is given in Figure 23. It is noted that strain gages I and 2 (2 being on theleft when viewing the plenum from the outside) are associated with the steanillines shared by oneplenum, and strain gages 3 and 4 are associated with the other plenum (see Figure 3). Of interestare two apparent dominant frequencies, a higher -20 liz signal superimposed on a lower - 3 lizsignal (Figure 24).
The pressure in the dryer at 100% load was calculated to be 7.22 MN'a (1047 psia), roughly 20 psior 2% higher than the operating pressure of 1025 psia. This difference was the result ofmaintaining the constant outlet pressure boundary at 1009 psia. The -40 psi pressure dropbetween the dryer inlet and throttle steamn valve was maintained in the model. Tihe higherabsolute pressure results in a higher density and in turn, lower average flow velocities (by 2%).The net effect of this deviation on the observed flow features is assumed to be negligible.Turbulent kinetic energies typically scale with the dynamic head of the flow. The dynamic headin this case is about 2% lower than with the correct operating pressure. Thus, the energyassociated with turbulent eddies can be expected to be underestimated by 2%.
Fluent Inc. Finail Report TNI-675 18
Entergy Nuclear Operations

&FPRM&f =00M, I
Figure 16a. Velocity magnitude contours at x=50 in at t=3.20 sec.
-fn . . ". , -
1 1 _.1
1-i-ure 16b. \'elocitv mlaunitLude contours at x=50 in at t=4.95 sec.
Iluenit Inc. Final Report TNI-675Entergy Nuclear Operations
19

>< fluentoconsamd [0] Fluent Inc
IMMY-1*=** . I
I
Figure 16c. Velocity magnitude contours at x=50 in at t=5.98 Sec.
RI 3 ; o Fiuen 1,i I 77 -. T!, -: 7~ 17S--` !,. 7 f ~ -.777
I W
Eigmire 16d. Velocitv magnitude contours at x=5() in at t=6.20 sec.
Fluent Inc. Fiinal Report TINI-675 21)Entergy Nuclear Operations

X fI II [01 Fluent Inc I - L
Ift7selrolrM VP * =&Fj
Figure 17. Velocity magnitude contours at x=-50 in at t=5.98 sec.
I - I ~ - -. . - - _- - I -.
lXf~uetkfionsaik--d [01 Fluint Irk
- �
..-- ,
. ..... I
IHiiure IX8. \'clocitv vectors near 6" damii at x=() inches and 1=5.98 sec.
Il elit Inc. inal Report TiIM-675Entergy Nuclear Operations
21

f flwentocons d[OQlet 1 J
-- =:1.
,A.
� �4.'
-. *. . . * 0 * *- * II*
Figure 19. Velocity vectors near 6" darn at x=50 inches and t=5.98 sec.
. S- - .- 1 .- II I III MS .M.
I ir-l 20. PlathlincS thrOulgIhI right StC';am1 line.
Fluent Inc. Final ReportEntergy Nuclear Operations
TIN-M675 22

I - -,W- 71 I ` � -! .- :� ""- --- , . - - . . ,
,fluentoconswnd[O] Fluent Inc
0
I
I . ..
'I
* ..-�v:. � � , U -.*�
I 1!~
Figure 21. Pathlines through left steam line.
S Ir ...
I -I I
F:ijiLre 22a. Static pressure contour at I0()0%' load at t=3.20 sec
Futiit Inc. I iial Rep)ortEntergy Nuclear Operations
T1.-675 23

I I - - - ;*- ~- f 4
. .srorm . -II ElI M
Figure 22b. Static pressure contour at 100% load at t=4.95 sec
T : 77; =--7 77'7'7. =
r
.. . .* .I .. _ . . .l
I:icure 22c. Static pressure contour at I 001, load at t=5.98 sec
Fluent Ine. Fiinal Report TNI-675 24E nfergy Nuclear Operations

p~. fuintoeammnuJ Flent Inc . .
-. m -mu. . �,*..*.
_j
Figure 22d. Static pressure contour at 1 00% load at t=6.20 sec
Time, seconds
6 6.2 6.4 6.6 6.8 7 7.2 7.4-190
-195
V(n
0
cn
-200
-205
-210
. ,~~~~~~~~;-.;'"-%ix''' '> ''';'-
:.s : -. ..- rs..t .| ...... .t-.; ..-. ,
-_ _n9-1 t-:----.
, ,',, g,2<5 VZ
_- 9 ; 4 S g3.s -6s--- >.7 :r..t. *'
.:sg2 4:.-Z<~.............t ~7--215
-220
Fiutire 23. Mass low ill tile steallifinles at (ihe sttraill Lnlues . ersuis ti le
FICleIt Inc. Final RdeportElntergy Nuclear Operations
TINI-675

PSD Spectra 100% PwrMass Flow Steam Lines at SG Location
1.40E+00
1.20E+00
1.00E+00 _ _
8.00E-1 *SGI(LES Right)-- SG2(LES Lett)
6.OOE*Ot SG3(diag opposite SG1)SG4(diag opposite SG2).
4.00E-011
2.OOE-0 _
O.OOE+0O -
0 10 20 30 40 50
Frequency
Figure 24. PSD of mass flow recorded at strain gages
4.2.2 Pressure Data Analysis for 100% Load
Though full data sets were recorded roughly every 0.25 seconds, pressure data at the point 6monitor and along the dryer walls were recorded at a sampling rate of 0.0005 seconds and 0.001seconds, respectively. The pressure history at point L6 was used to monitor the progress of thesolution (Figure 25). The signal shows a high frequency response to turbulent eddiessuperimposed on lower frequency oscillations likely associated with the transient flow in thedome. These lower frequency oscillations are evidence of the improved boundary conditionsemployed in the Phase 11 work. The vertical lines in this figure mark the times used for post-processing in the previous section.
Differential pressure data at all computation cell locations across the walls of the dryer wererecorded from approximately t=5.25 sec through t=7.5 sec in 0.001 sec intervals. Contours ofdifferential pressure (Pa) on the dryer walls are shown for t=3.20 see. 4.95 sec. 5.98 sec. and 6.20sec in Figures 26a-26d. These contours reflect trends similar to those shown in the pressurecontour plots of Figures 22a-22d. The AP dryer wall surface data were provided to Entergy foruse as the applied load for evaluating the structural stresses.
Pressure signals at two points were extracted from the larger, surface pressure history file. Figure27 shows AP data from t=5.25 sec through t=7.5 sec near point-2 and point-6. The surfacepressure data was also averaged spatially using an area-weighted averaging scheme over theregions shown in Figure 28. Figure 29a shows the time signals of the averaged pressure for thefour vertical quadrants of the face plate, DP- 1-4. A breakdown of the averaged pressure historiesof the first quadrant into octants is shown in Figure 29b. In this figure, the average pressure at thebottom of the face plate (DP4 1) is observed to increase significantly for roughly one second.This behavior is a reflection of the varying strength of the vortex attached to this section of theface plate.
Fl tint lItn. F nal Report Tr 1-675 26Entergy Nuclear Operations

I-or a 0.75 second simulate(l duration. mnass-weighted average pressures were recorded at thestrain paze and( the inlet to the corresponding steam pipe (Iigure 3(0). The mass weighted
averaged pressure is given as. ) =- j),Ilh . where the sulmmation is over all the individual
ftaces that make up the region over which the pressure is averaged. The average pressureproduced by this method is influenced more by the regions in which the mass flow is greatest, andbest represents the average pressure at the location involved. This dlata was provided to Entergy(Figure 3 1).
The pressure data provided to Elntergy are derived from the calculated pressure field. Thepressure field results from the simultaneous sol Ition of the conservation equations of mass.momentum, and energy. The flow is modeled as compressible; the density is evaluiated using theideal gas equation of state. A compressibility factor is used to provide the correct density for thegiven operating pressures and temperatures. The flow is considered as only mildly compressibleas the maximum Mach number observed appears to be of the order of 0.15 (speed of sound - 489m/sec).
Fluent Inc. Final ReportE,'ntergy Nuclear Operations
TNI-675 27

7222000
7220000
7218000ccIL
M 7216000e)a)
7214000
7212000
7210000
[+-~I-at.-~ ~ ---{ r - __.__ _
1-ijli 1 .V* . S. ! .
iaL - I. -, : �- ! - . " w . . �. , .
i - % I " � : '.1 � .-- ,
I -�'i, 'J'�!i.. ... -:i1. - !i
1. �� ;_ '.' _ 7 : -- '.. . . A.
-
., , . 1 . . .I -� . �' "' ....: .;.I - .-I .. 7 ";_ �'.' � : , ".� I
.I., , I ;- -- '. -, ..I"I I- � i, I,,I.-1,,4 :.1.. I I �
- -,..I: . . . 9
� - i. I
"il- I".
I* r -
2 3 4 5 6Time, seconds
7 8
Figure 25. Pressure data at point monitor L6 (point L6 and p6 identified in graph are identical).
Figure 26a. AP contours along dryer wal ls at t=3.20 sec.
luient Ine. FIinal ReportEntergy Nuclear Operations
TNI-675 28

I - f -uent' n amd 11 Fluen Inc . ., .- -,i flu entq~consamnd 101 Funt in , , , . - ' _ 1-f-
Figure 26b. AP contours along dryer walls at t=4.95 sec.
[; en iz E m = 7 :" 77- L
it,,e 26c. All contiours alont (Irver walls at 1=5.98 sec'.
Fluent Inc. Fiinal Report T'N-675 29Entergy Nuclear Operations

Figure 26d. AP contours along dryer walls at t=6.20 sec.
dp for too% bad
0
-1000
-2000
-3000
X -4000
'a -5000
-6000
-7000
-8000
-9000
-. . .. .. I I S. I I I I I.. 5.,I, . , . .i .. .. I. . I . - . - I I . -! "i: 5.r; ~. -,. I,.. . ; ^ . , 7, ....... ...... ;. 7.5 , ,' '.;8
-dp at Point6
II
:.-'. ': -.- - .I T i.m . e, -c '' . I 'v ' :" . '
Time, sec
li-imir 27. Al' jI)dt at points 2 and 6 (or 10 0(', load.
Fluent I lc. Final RepjortE'ntergy Nuclear Operattions
TiN -675 301

Figure 28. Breakdown of vertical face plate for spatial averaging
4 .,#¾6.5- *<.* '-7.- I 4.- 4 4 -
t :', "" i - -w: - " - � , - - . - , , . . " ". -� ..� �, "":,. '.. � . , � I.. . - ... ."! :,. , . , � - i "'. - , -. , ". I I - ": . ) � '. " , :..!":, . � . ",I -.. 1. � 11 . - .:I - - I .. . . I . .* . 4. ... , - , 4 �4 4. .4.4.-
*2'* - 11JJ1 'dtAAA�A � � � .,
________ ii �.li7�A � AlAk4 4 .t�,
* -g4- .
Av~ '
Figtire 29a. DP time history for vertical colunin quadrants 1-4, 100%. case
Flulent InC. Finjal Report TNM-675E'itergy Nuclair Operations
31

0
5.5 6 6.5 7 7,5-2000
-4000 -
-6000 -
to
0-8000 -
, ...
- Avg.DP- 11
- Avg.DP-21 -
Avg.DP-31 j .
Avg.DP-41
-10000
-12nnn
-14000 -
-t rnnn- lime vse o .
Time, seconds
Figure 29b. DP time history for Octants I 141. 100% case
-'�' �:� -111-1--�6.11-1 - ��z'I 11 " ;7. :77,nsam 0] f uen nc - ,,I x f, i m-- -n! it 6 -c--o- d (IPv.v
. . , . .I - II * it
. I*M- .*. **
-- � = - - - - - -
Figure 30. Pressure contours at strain-gage-I and the inlet to the corresponding pipe.
Fluenlt Inc. Finial RIepjortE<ntergy Nuclear Operations
TNI-675 32

* )0.CD
IL
01)
coCL
7230000
7220000
7210000
7200000 -
7190000 -
7180000-
7170000 -
7160000
7150000
strain gauge
steam inlet
p6
'-AAI-A /V
6.6 6.8 7 7.2 7.4 7.6
Time, seconds
Figure 31. Mass-weighted average pressures at point L6, strain-gage-I and the inlet to thecorresponding pipe (point L6 and p6 identified in graph are identical).
Fluent Inc. Final ReportE'ntergv Nuclear Operations
TNI-675 33

4.3 LES Solution on I INhrid Mesh for 120% Load
4.3.1 Observations on the Flow Field in the Vessel I lea(l for 120% Load
For the 120% load case, a review of the 18 full data sets showed a similar response in the flowfield (see Appendix A.3). Findings from a selection of these data sets are discussed below.
Figures 32a - 32c show the velocity magnitude contour plots along the x=+50 in. plane at threedifferent simulation times. t=5. 17 sec. 5.77 sec. and 6.77 sec (again, these times coincide withthree distinct vertical face plate pressure patterns). The view anld the scale in these figures are thesame as that discussed for the I 00%() load case. Evident are the velocity jets, againl shown tointeract with the dolme Wall and with each other. The peak' velocities at the base of these jets arehigher than that observed in the 100% case and as such are clipped from the contour plots.
Figures 33 and 34 respectively show velocity vector plots at x=0 and x=50 in at t=6.77 sec. Bothplots show that the flow entering the plenum is, in general, directed from above, though a lateralflow component exists. A closer examination of the vortical stnictures downstream of the 6"dams show that the vortices span across the width of the reactor (parallel with the damn).
The pathlines of Figure 35 again highlight the vortical structure that feeds the steam pipes. Thepathlines in this figure were created in an identical manner as for the 100% presentation. Thepathlines again show that the flow feeding the vortical structure not only comes from the top, butalso from the 2 inch gap on the bottom and side. Figure 36 shows pressure contours on a surfacedefined by a constant, relatively high value of vorticity (isosurface of vorticity). Since vorticity isrelated to the rotation of the flow, the vorticity is observed to be high wherever high velocitygradients appear. ligh v'elocity gradients are observed within the boundary layer along a wall,and this is evident as the entire vertical face plate is blanketed by the isosurface. The high shearflow off the leftmost gusset generates a portion of the isosurface that is observed to becomeentrained into the left steamline (not unlike the vortical structure observed to become entrained inthe drain of a bathtub). The color of the isosurface shows the pressure decrease as the flowaccelerates into the steaniline from the high pressure plenum. A second portion of the isosurfaceis associated with the vortical structure that generates the low pressure spot on the vertical faceplate. A possible third structure is shown being generated off the lower lip of the steam linenozzle. These swirling flows likely interact with each other as the steam flows down the line.Thougih not shown, similar structures appear for the 100% load case.
The pressure contours along the vertical face plate for times t=5.17 sec, 5.77 sec. and 6.77 sec areshown in Ficures 37a-37c. Though the pressure levels are higher for the 120% load case than the100% case, the color scale in these plots use the same range as that of the l00% load plots.Interestingly, it appears that the strength of the vortices appear weaker than that observed with theI 00% load case (based on the depth of color of vortices). As with the I 00% load case, however.the pressure contours still show that during the course of the simulation, the vortices can, overtime, appear stronger at either inlet or at both inlets.
Similar to the 1 00% load case, mass flow rates in each of the stearnlines at the strain gages wererecorded during the last -2 seconds of simulated time. A plot of the mass flow rates at straingages I throuighi 4 (identified as sgl - sg4) is given in Figure 38. As with the 100% load case. twoapparent domninant freluencies. a higher -20 1 lz signal supcrimposed on 1a lower - 3 1 Iz signalcan be observed ( Figure 39).
Fluent Ine. Final Report TrN-675 34IEntergy N'ucleatr Operations

The pressure in the dryer at 120%1c load was calculated to be 7.33 NI'a ( 1063 psia) roughly 40 psior 4%, hiiher thall intended. Si milar to the 100% load case, it can ihe arguled that the diflerencesare sall,1 arid therefore neeli ible. he energy associated with tuirhulent eddies canl be exi ected tobe underestimated bv 4rl.
iltent Iniac. Finial RelportEntergy Nuclear Operations
TNI-675 35

rJUROUT-MR W-MM M�
Figure 32a. Velocity magnitude contours at x=50 in at t=5. 17 sec
l i"ure 32b. Velocity magnitude contours at x=50 in at t=5.77 sec
Fluent Inc. Final ReportEntergy Nuclear Operations
'r'NI-675 36

. . . ... .. . . S. * S SS
Figure 32c. Velocity magnitude contours at x=50 in at t=6.77 see
i --I'iX-ue-nQtve na-mai 01flue'nt II
�ffl I. II MAMMMIAMON Ia I-11:4 kg Is -.r4t:r. I- Diego=
Fii-urc 33. Velocitv vectors near 6" dam at x=50 inches and t=6.77 s.
FlliUet Inc. Final RIeportEntergy Nuclear Operations
1-M-675 37

[0letPtaadt] Fluent Inc Il ; f
�-
I i' JA �V..
I. .. -.mo m .= _:
Figure 34. Velocity sectors near 6" dam at x=50 inches and t=6.77 s.
. . I . I . . . . -
I >( fIuenitate~nmnd [0] Fluent Inc - ' of- ^ -' e -' or '
. . . I..I
jHj-irer 35. IPathIlines throtioh sicanilines fbr 1 20/4 load.
uient Inc. Ftineal ReprtisE~ntergy Nuclear Op~erationis
TM -675 38

IXffluen'Eoteanwnd [1Fuen't Inc' Fl
IC * TMO
Figure 36. Contours of static pressure isosurface of vorticity magnitude.
Fii-ure 37a. Static pressure contour at 120% load at t=5. 17 sec
Fluent Inc. Final ReportEntergy Nuclear Operations
TM-.675 39

- a *� * S *S
Figure 37b. Static pressure contour at 120% load at t=5.77 sec
Figure 37c. Static pressure contour at 120% load at t=6.77 sec
Fluent Ine. Finsal ReportIEntergy Nuclear Operations
TI1 -675 40

Time, seconds
7.66.6 7.1 8.1 8.6-230
-235
U-a)(0
0
CnCnCa
-240
-245
-250
Sg4
'S .A
-255
-260
ligure 38. Mass flow in the steamlines at the strain gages versus timc for 120% load
PSD Spectra 120% PwrMass Flow Steam Lines at SG Location
SR.25e0. flt.2048
B.OOE-01
7.OOE-01
6.OOE-0 1
X'
'-3.I,
5.C0E-Oi
4.OOE-01
3.OOE-01
2.OOE-01
. . .. _ . . ........,__ _ _ ._ ...........
I A---
I-SGI(LES Right)I--- SG2(LES Left)
SG3(diag opposite SGI)SG4(diag opposite SG2)
1 .Uut-u1 K V, N K --_-O.OOE+O00 10 20 30 40 50
Frequence, Hz
Figure 39. PSD of mass flow signals at strain gages
Fluent Inc. Final ReportEntergy Nuclear Operations
TIM-675 41

4.3.2 Pressure Data Analysis for 120% Load
For the 120'A case. full data sets were recorded every 0.2 seconds. Pressure data at the point 2monitor and along the dryer walls were recorded at a sampling rate of 0.0004 seconds and 0.0008seconds, respectively. The pressure history at point L2 wIas used to monitor the progress of thesolution (Figure 40). The red lines in this figure identify the times used for post-processing in theprevious section.
The UDF used for the I 00% load data was also employed to record AP data at all cell facelocations (140.517 points) on all (fryer walls at 0.0008 second intervals from approximately t=6.8sec through t=8.6 sec. As before. the UDF was also used manually to establish AP distributionsfrom the 18 fill data sets. Contours of (lifferential pressure (1Pa) on the dryer walls are shown Fort=5. 17 sec. 5.77 sec. and 6.77 sec in Figures 41 a-4 1 c. T'hese contours reflect trenids similar tothose shown in the pressure contour plots of Figures 37a-37c. Tile scales for these plots are thesame as the corresponding plots for the loo% load case. The contour plots show the relativelywveaker vortices on the vertical face plate. The AP dryer wall surface data were provided toEntergy for use as boundary conditions for evaluating the stnictural stresses.
Figure 42 shows the dryer wall AP data from t=6.8 sec through t=8.6 sec near point-2 and point-6.Figures 43a and 43b show the averaged pressure signals for quadrants 1-4 and octants 1 1-41,respectively (see Figure 28 for region identification). As was observed for the 100% load case,the average pressure for octant DP4 1 is observed to increase in magnitude, again reflecting thevarying strength of the vortex in this region.
For a 1.8 second simulated duration, mass-weighted average pressures vere recorded at the straingage and the inlet to the corresponding steam pipe (Figure 44).
Fluent Inc. Final ReportE ntergy Nuclear Operations
T .1-675 42

7329000
7327000
7325000
m 7323000(nena)
CL
7321000
��2
_____ __________ _______________________ ]7319000
7317000
5 6
Time, seconds8 9
Figure 40. Pressure data at point monitor L2
. . . a - a * S
Figure 41 a. AP contours along dryer walls at t=5.17 sec.
IFluent Inc. Finsal ReportEntergy Nuclear Operations
TNI-675 43

I I m; , & ���Figure 41 b. AP contours along dryer walls at t=5.77 sec.
Figure 41 c. AP contours along dryer walls at t=6.77 sec.
Fluent Inc. Final ReportEntergy Nuclear Operations
TNI-675 44

-2000
-3000
-4000
-5000
O -6000a-
0 -7000
-8000
-9000
-10000
-11000
dpfor 1200% load
-7 C6.5 8 .5
Pbint
Point
Time, seconds
Figure 42. AP data at points 2 and 6 for 120% load
0*
620 6 61i-2000 - -
. -8000 til-j.
-1 60000
-12000 - AvgDP-1 . .1 0 Avg.-2 X ; .* :; --: .i,- -,'i,- Avg.DP-2
-14000 Avg.DP-
- Avg.DP-4 Time, seconds
Figure 43a. DP signals for quadrants 1-4 of face plate, 120% case.
Fluent Inc. Final ReportEntergy Nuclear Operations
TM1-675 45

0 6 71 7.6 8.1 8-4000-
-6000
-8000 -___ 4-I KmtIJ~l
10000 7',I-,I'
-12000 ----
-14000 -
-16000 -Avg.DP-11 ____________________-________;___'_',,_
- Avg.DP-21 :>.Avg.DP-31
- Avg.DP-41 Time, seconds
Figure 43b. DP signals for octants 1 1-41 of face plate, 120% case.
7340000 -. . . ;
r 7330000 - ,
7320000
tf 7310000 - -str g-steam Inlet 1,.!!_S'-
73000000p6
7290000
6. 7280000
.~7270000 ,*..._ _ _ _
.~7260000
7250000
7240000 ~ ;*** .- .
72300006.5 7 7.5 8 8.5 9
Time, seconds
Figure 44. Mass-weighted average pressure at strain-gage-1, point L6, and the inlet to thecorresponding pipe (point L6 and p6 identified in graph are identical)
Fluent Inc. Final Report TMI-675 46Entergy Nuclear Operations

4.3.3 Comparison of 100% and 120% Load Data
Global flow features for both the 100% and 120% load conditions were readily obtained by post-processing the full data sets, which represented snapshots of the flow field at roughly 0.2 secondintervals. The global flow features for both the 100% and 120% load cases were observed to besimilar.
A study of higher frequency phenomena was made possible by an examination of the highresolution (-0.001 second sampling rate) pressure data across the dryer walls and in the steamlines. Mass flow histories at points in the steam lines were also archived.
Power spectral density (PSD) plots of the dryer wall surface AP, steam line pressure, and massflow data were generated for both the 100% and 120% load cases and compared. Figures 45a-45dshow PSD plots of spatially averaged AP for the four quadrants of the face plate for both the100% and 120% loads. Comparing the two curves within one figure highlights the variationsassociated with the change in mass flow. Comparing the curves between Figures 45a-45dhighlights the variations along the plate from one side to the other (left to right). Figures 46a-46dshow similar (PSD) plots for the four octants that are vertically aligned with the left-mostquadrant. A comparison of the curves among these figures highlights the variations along the leftquadrant in the vertical direction. Figure 46e shows the PSD plot comparison between 100% and120% for point L2. This point compares well with the top octant shown in Figure 46a. Figure 47provides a PSD plot of the AP across the left-most gusset. Figure 48 provides a PSD plot of theaveraged pressure at the steam nozzle and strain gage for 100% and 120% load.
From an inspection of Figures 45 through 48, it is noted that:
* The amplitudes of the signals are typically stronger for the 120% case than for the 100%case.
* For a given mass flow, little variation in the PSD plots from the left-most quadrant to theright-most quadrant is observed across the face plate.
* In the left quadrant, the pressure signals are stronger at the bottom than on the top.* The average gusset pressure shows little response above 20 Hz.* No significant shift of the frequencies of the peak signals above 30 Hz accompanies the
shift from I100% load tol20% load.
The frequency of flow-induced oscillations typically varies with the freestream velocity. As aresult, one would expect an increase in the velocity (resulting from an increase in mass flow rate)to be accompanied by a proportional increase in the oscillating frequency. The fact that the peaksignals are observed at nearly the same frequencies (> 30 Hz) for both load conditions impliesthat other modes of excitation are present. This invariance to the changes in flow conditions ischaracteristic of acoustically generated resonance - a condition governed solely by the geometryof the structure and properties of the compressible fluid. Here, it is assumed that a drivingmechanism is always present as a result of the broadband noise spectrum generated by turbulentflows. Thus the pressure signals contain both hydrodynamic and acoustically generatedcomponents.
Other observations also support this conclusion:
Fluent Inc. Final Report TAI-675 47Entergy Nuclear Operations

* A visual inspection of the AP signals in the time spectrum indicates a strong correlationbetween signals at different positions on the dryer. There is little observed phase shiftbetween these signals from different locations, implying that the communication of thesesignals throughout the dryer are occurring rapidly (likely consistent with the local speedof sound). Had the source of the pressure perturbations been convected with the meanflow, a noticeable time lag would have been observed between corresponding peaks.
* If the fluid was assumed to be incompressible, the mechanism by which acoustic wavestravel is removed, and the model would be incapable of resolving acoustically generatedresonance. The signals, presumed to be acoustically generated, disappear if the fluid ismodeled as incompressible. This was seen from the PSD plots generated at point L2(consistent with octant DP-I I) from the incompressible analysis of Phase 1 which showalmost no excitation above 30 Hz.
* The gusset is subjected to very strong hydrodynamic loads as it imposes a resistance tothe flow directed toward the steam nozzle. Yet the PSD plots indicate that the associatedfrequencies of these loads are relatively low. The lack of higher frequency responsesimplies that the pressure load is occurring on both sides at the same time. This would bethe case if the pressure waves were directed parallel to the gusset.
The accuracy to which these acoustic features are resolved is limited in this model by the choiceof solver and the time step size. The CFD model was developed to focus on resolving thehydrodynamic loads associated with the turbulent flow. A segregated solver was used to solvefor the flow field because of its efficiency and applicability for low-compressibility, transientflows. The time step size was chosen to resolve the smaller, turbulent eddies. The time step sizerequired for resolving acoustic waves would have to have been based on the local speed of sound,i.e., an order of magnitude smaller than currently used.
The impact of using the segregated solver and a large time step size (relative to the requirementsfor the resolution acoustics) is that the acoustic waves are numerically dissipated as it travelsthrough the domain. The waves still propagate at the local speed of sound, but the magnitudebecomes reduced. Since the speed of sound is preserved, the solution is expected to correctlypredict the position and frequency of wave interference. Since the strength of the waves arereduced as it travels, only the effects of stronger waves can be resolved.
The magnitudes of the signals in Figures 45 -48 result from both hydrodynamic and acousticpressures. The higher frequency signals are assumed to originate from acoustic effects because ofthe reasons described above. Significant hydrodynamic activity is observed in the solutions atlower frequencies, and the hydrodynamic portion of the load at lower frequencies is assumed tobe higher. Overall, the signals are observed to be higher for the 120% case.
Fluent Inc. Final Report TMI-675 48Entergy Nuclear Operations

PSD Comparison for DP-1
1.OOE-03
9.OOE-04
8.OOE-04
7.OOE-04
:E 6.OOE-04(n
QI 5.OOE-04
M 4.OOE-04
3.OOE-04
2.OOE-04
1.OOE-04
O.OOE+OO
II , - -. $. I- '. . . .1
-~. -.
;'DPI-1F0 a; . .- e . j -|z)-;-; *r i\ -e -*9n l-_ _ ; ; i, .,, ,, x j, ! s ! + ,_ r . ;, < - . � t + - -- * r ; s
_ . .
, . ,,,.t . '_ ,', ( ,*.et't., ,; '' , ;. '' . . z - . .' ' . ._ S: - ' ' '_
* - . A .: . ;; .i-. / - . sw *; - -v. - :. fi . , .
'_ ' ' " '' ' '' �- - - ''.�. "' ' ' ' ' . ; ' . . :. . - - ' ' ' [ ' ' ' - - - , .
R / - i * w < . r > > - . : :; v * ; --. I, ,l i
v * _ t ' ' ' * ' ^ ' ' }; ^ ' ' -;' * - ' ' - ] t | , ,, . . , ! ; .
- 1 -6 ti ; - 9 15 -- L 1 - -- ; L; 1;.- .: . " ? ;
ILW 2 , EJ M.#.. -.-;-..K... i--O.OOE+OO 2.OOE+01 4.OOE+01 6.OOE+01 8.OOE+01 1.OOE+02
Frequency, Hz
Figure 45a. PSD plot of DP-l for 100% and 120% load
PSD Comparison for DP-2
N
:0.(/)a-c~
1.OOE-03
9.OOE-04
8.OOE-04
7.OOE-04
6.OOE-04
5.OOE-04
4.OOE-04
3.OOE-04
2.OOE-04
1.OOE-04
O.OOE+OO
0.0(
1:11E.;, . -- ,; ,- -^ ,, :L- ,> -; 2l
I, ; -. a r - , ." " s . : - .f"- ,!#, . . :- * - -* I _ DPL2-12011' I -, i ; * ., *-:,, -: l w-. - ,1 . :s * {;, . . .4 . S- ,. | - _ _ |
_ , s v . i i W - i ................. : 8 r s - j S - i | ............. ; * ;_ _ .
,'' .,. -'' ''. ,.-t', ,! .'sstei WE, s ' . ' '"'' '' " ' " '1' ' :- ""' '"' ' ' '' 1" '' ' "- '
_ _ -. *-{- ...... -4 ei,.x*. *: 1-s,-sct t $ s: .: - ....................................... , .. t -- -: - .S ,* .8. ' *^ - v ' * > 7;, > ffi W t * r oi A * -- ..... s 0 - ............................... - * ' * '- ; ;: ' . * -
_ A . .\ . . ,.,{., .............. , W- .. s - S ..... . . 9 . ...... ..
.. .. r; !, . s ;s . ,- > X | r ^ -t < ' | '
,-,,,,<,,,,,,-.,, s ,s,.At.e,�kZw 1 t ,-;,'^,,,',,;"-; r %* �8
,,, ;, . :- .,. , ,? el . 9 | ,:,- ,, .. | l i -, - .,,, # . .. ; ,, :,, ;,,, ,, 1,............
lS1 , L3! l
,.. .,: ,--.' . .. ..I i' .! - .- ,,, , ". .:.. : ,.
)E+oo 2.OOE+01 4.OOE+01 6.OOE+01 8.OOE+01 1 .OOE+O'c
Frequency, Hz
Figure 45b. PSD plot of DP-2 for 100% and 120% load
Fluent Inc. Final ReportEntergy Nuclear Operations
TMI-675 49

PSD Comparison for DP-3
Cl
a-CntL
1.OOE-03
9.OOE-04
8.00E-04
7.00E-04
6.00E-04
5.OOE-04
4.00E-04
3.00E-04
2.00E-04
1.00E-04
0.00E+00
0.0(
I. .. - "I 'r � � � . . .
I - - 1� ` - , - ,-'., .- .1, 1:1 ; , .,, � : , � . . . . -, , , - , , . I .
P-;.3-100
DPs3 120
-T-- -1 -)E+00 2.OOE+01 4.OOE+01 6.00E+01 8.00E+01 1.OOE+02
Frequency, Hz
Figure 45c. PSD plot of DP-3 for 100% and 120% load
PSD Comparison for DP-4
1.OOE-03
8.O0E-04 .r ; * . .... -,; #tj- -be , ,DP1 4-1207.00-E04
CIA_ _ _ _ _ _ _ _ _ _ _6.002-04 -_ _ _ _ _ _ _ _ _ _ _ _ _ _
_ 5.00 -E 04 _-. _______,.- _-; ____:-
4.OOE-04 -
2.00E-04
1.002-04
O.OE2+00O.OOE+00 2.00E+01 400E+01 6.00E+01 8.00E+01 1.OOE+02
Requency, Hz
Figure 45d. PSD plot of DP-4 for 100% and 120% load
Fluent Inc. Final Report TMI-675Entergy Nuclear Operations
50

...
PSD Comparison for DP-11
1.OOE-03
9.OOE-04 . -. - - -
8.OOE-04
7.OOE-04
7.00-E04
' 5.00E-04
° 4.00E-04
3.OOE-04.
2.O0E-04
1.002-04
O.OOE+00OO.OOE+00 2.00E+01 4.00E+01 6.00E+01 8.00E+01 1.00E+02
hRequency, Hz
Figure 46a. PSD plot for DP-I I for 100% and 120% load
PSD Comparison for DP-21
9.OOE-04 -! - -, - . .** .' ,'>-21 - 10
7 00E 04 ~~~~~~~~- D*P- *!<8' L" ;'<''"*-21-1008.00E-04
7.00E-04(.4
6 4.002-045.OOE-04
4.OOE-04 -3.OOE-04
2.002-04
1.002-04
O .OOE+00O.OOE+00 2.00E+01 4.00E+01 6.00E+01 8.00E+01 1.00E+0O
Frequency, Hz
Figure 46b. PSD plot for DP-21 for 100% and 120% load
Fluent Inc. Final Report TNI-675Entergy Nuclear Operations
51

PSD Comparison for DP-31
1.OOE-03
9.OOE-048 00E 4 ; ;- ! e r-, tr ;, ,; *, S > DPL.,! 1 31-1008.OOE-04- E ; 8.>r~t ,*..1{.f .-'', ' ' ' 'DP| 31-120
7.00E-04 .
6 4.00E-04
'~5.OOE-04
1U 4.OOE-04
3.00E-04 - A .. ; -__-|
2.OOE-04-
1.OOE-04 -
0.00E+00O.OOE+00 2.00E+01 4.00E+01 6.00E+01 8.00E+01 1.00E+0O
Frequency, Hz
Figure 46c. PSD plot of DP-31 for 100% and 120% load
PSD Comparison for DP-41
1.OOE-03 - -
9.OOE-04
8.OOE-047.00E-04 - . _ _ _ -_ __ ___, :_________-__, _- _____, | 4 1-127.OOE-04
04< 6.OOE-04
3.OOE-04
2.OOE-04
1.OOE-04 - _ _
0.OOE+00O.OOE+00 2.00E+01 4.OOE+01 6.00E+01 8.OOE+01 1.00E+0O
Requency, Hz
Figure 46d. PSD plot of DP-41 for 100% and 120% load
Fluent Inc. Final Report TAI-675Entergy Nuclear Operations
52

CFD Loads. Point on Face of the Dryer100% vs 120%
data resampted at SR1024. NFFT.2048
0.0018
0.0016
0.0014
i 0.0012 -
V 0.0010 /iv3 0.0008a.
0.0006 - -- . -
0.0004 - ---- ---------- _-- ._...___
0.0002
000000 10 20 30 40 50 60 70 80 90 100
Frequency, Hz
I-CFD Point L2 100% - CFD Point L2 120%|
Figure 46e. PSD plot of Point L2 for 100% and 120% load
PSD Comparison for the Left Gusset
1.OOE-03
9.OOE-04
8.OOE-04
7.OOE-04
:. 6.OOE-04
`- 5.00E-04
X 4.OOE-04
3.OOE-04
2.OOE-04
1.OOE-04
O.OOE+O0
L - WD-Ieftguss-100
-DP-Lef tguss-120
.~
1:, It~l~tt,~, . - -. AA;
.f I I I I
O.OOE+O0 2.OOE+01 4.OOE+01 6.OOE+01 8.00E+01 1.OOE+02
Requency, Hz
Figure 47. PSD plot of DP on the left gusset for 100% and 120% load.
Fluent Inc. Final ReportEntergy Nuclear Operations
TM-675 53

PSD Comparison for Steamline Signals
6.OOE-02
- stearninlet-1 005.00E02 - j- . - . strain gage-00 _
stearrinlet-120 .
., 4..:E-02 - strain gage-120
3.OOE-02 -
2.OOE-02
1 .OOE-02
O.OOE+00 -______: ______' ___
O.OOE+00 2.OOE+01 4.OOE+01 6.OOE+01 8.OOE+01 1.OOE+02
Frequency, Hz
Figure 48. PSD plot of averaged pressure in steamline for 100% and 120% load
Fluent Inc. Final ReportEntergy Nuclear Operations
TMI-675 54

4.3.4 Evaluation of Results
An accurate assessment of the structural response of the dryer to flow-induced loads requires anaccurate assessment of the flow conditions. The flow-induced loads can include bothhydrodynamic and acoustically generated components. The current model approach focusedmainly on predicting the hydrodynamic loads.
The LES model is a state-of-the-art turbulence model that is used when predictions with a highdegree of accuracy and fidelity are needed. The LES model is an inherently transient approach.The accuracy of the LES method has been demonstrated for a variety of flow conditions througha comparison with measured flow data. Comparisons of mean values of flow variables,fluctuations and frequencies can be found in the literature. The use of the LES model forindustrial applications has been limited in the past because of the high cost and highcomputational demands. The LES simulation presented in this report were made possible due torecent advances of computational speed and improvements of numerical algorithms. The projectdiscussed in this report is considered to be at the cutting edge of the current state of thetechnology and required 10 months to complete.
The main parameters that influence the accuracy of the flow field predictions based on the LESturbulence model are the mesh resolution and the time step size. The grid and time scalerequirements stem from the underlying turbulence modeling approach in the LES model and arebased on characteristic turbulence integral length and time scales of the flow under consideration.The integral length and time scales in the area of the face plate have been estimated in Phase Ifrom predicted turbulent kinetic energy and dissipation rate fields.
The integral length scale has been used to define suitable meshing criterion for the plenum aroundthe face plate. The plenum has been meshed with a uniform mesh size of 0.65 inches according tothe meshing criterion. A coarser mesh has been applied elsewhere. Therefore, the mesh in theplenum at the face plate meets LES requirements. The use of a coarser mesh outside of theplenum has been justified by the assumption that fluctuations of hydrodynamic loads are relatedto vortex shedding and unsteady phenomena that occur within the plenum are only weaklycoupled to the upstream flow. The hydrodynamic loads on the face plate are generated locally inthe plenum rather than upstream. A flow field simulation on a coarser mesh still yields reasonableresults of the overall flow pattern, even if some details in the flow structure are under resolved.The flow entering the plenum is considered as sufficiently well represented.
The mesh in the plenum is of a high quality and distributed uniformly. The mesh structure wastargeted to focus on free shear layers in the flow rather than on boundary layer phenomenabecause boundary layer effects were deemed to be less important in this case. A typical case thatrequires a highly refined near-wall mesh is the flow over an airfoil. The flow in the plenum isdictated mostly by the shape of the geometry rather than by losses in the boundary layer. Forexample, the flow that enters the plenum is forced to separate similar to a backward facing stepscenario. The mesh structure therefore is appropriate for the flow pattern in the plenum.
The time step size was chosen such that in most parts of the plenum the Courant number does notbecome larger than 1. The Courant number definition used is based on the local flow velocity anddoes not include the speed of sound. The choice of this time step is consistent with the integraltime scale criterion mentioned above. In some areas, such as near the vortex in the lower left andright corner, the Courant could be larger than 1. The time step is 5e4 seconds for the 100% caseand 4e4 seconds for the 120% case. The dominant observed flow frequencies are not larger than
Fluent Inc. Final Report TMI-675 55Entergy Nuclear Operations

100 Hz and are well in the range of the used time step. The magnitude of fluctuations decreasesconsiderably above 100 Ilz. The used time step is deemed suitable for the flow pattern andfrequencies in the plenum.
The accuracy of the solutions was checked by considering both the mean flow and transient data.The mean pressure load on the face plate is due to the static pressure differential across the plate.In general, this mean pressure differential arises from a combination of losses in the dryer, dome,and plenum, and from the acceleration of flow through the plenum. Local flow features can alsocontribute to the mean loads. The mean pressure differential across the plate for the 100% loadcase is approximately 5500 Pa (0.8 psi). For the 120% load case, the mean pressure differential isapproximately 7500 Pa (I .1 psi). Approximately 40% of the mean pressure difference isaccounted for by the losses in the dryer vane assembly. 30% is associated with the acceleration ofthe flow into the plenum. This is consistent with a simple calculation of the change in dynamichead from the dryer inlet to the plenum. The remaining pressure differential is due to the strongvortices attached to the lower left and right corners of the face plate. The vortices generate a low-pressure region that contributes a total of 2000 Pa (0.3 psi) averaged over the face plate. Themean pressure load is seen as reasonable because it is consistent with simple engineeringcalculations.
It is known from simulations of vortex shedding behind cylinders that frequency predictions areless sensitive to mesh resolution. The frequency analysis on the opposite face plate (coarse mesh)shows consistent results (Figure 49).
5.OOE-044 50E 04 ~~~~~- ' s->I 'lI'h +rDP-1-100L4.50E-04
4.OOE-04 -3.50E-04 -
3.OOE-04
2.50E-04 -
1 2.OOE-04 - | ';-
1.50E-04
1.002-04
o5.OOEE~o 05 E-- A5.002-05
O.OOE+00 2.OOE+01 4.00E+01 6.00E+01 8.00E+01 1.O0E+02
Frequency, Hz
Figure 49. Comparison of PSD plots between coarse mesh and fine mesh.
Fluent Inc. Final ReportEntergy Nuclear Operations
TAI-675 56

5. Conclusions
CFD simulations have been performed for the .100% and 120% load cases. Transient pressureloads on the dryer walls have been extracted and delivered to Entergy for use in additionalstructural analyses. The loads on the face plate can be characterized as follows:
* The mean pressure loads on the face plate are 0.8 psi for 100% and 1.1 psi for 120%
* The mean pressure loads scale with square of velocity.
* Significant pressure fluctuations on the face plate originating from hydrodynamic effectshave a frequency lower than 30 Hz. Complex flow structures and vortices in the plenumare responsible for these pressure fluctuations.
* Some pressure fluctuations on the face plate with frequencies higher than 30 Hz havebeen identified and are associated with acoustic modes. The mean frequencies of thepressure bands are around 40 Hz and 60 Hz.
* The time averaged load on the left gusset is 0.8 psi for the 100% case and 1.04 psi for the120% case.
* Signals at the strain gage location are considerably stronger than at the face plate.
* The CfD model time step and modeling parameters were developed to accuratelysimulate hydrodynamic effects. Because the LES simulation included compressibility,acoustic effects are also captured. Accurate depiction of acoustic loads amplitude wouldrequire a much smaller time step and result in an order of magnitude increase in thesolution time.
Fluent Inc. Final ReportEntergy Nuclear Operations
TAM.675 57

Appendix
Fluent Inc. Final Report TI1-675 58Entergy Nuclear Operations

Appendix A. 1. Zone ID information used for AP data wTites.
Zone ID171920212223.24262829333435454647.
48.49
.. 505152'
Zone Name AddM Descripwall dryerdam2 6 damsdam1 6 damswall-face- plae2 : .vertical face plate (rwall-face-platel vertical face plate (1wall-enforce2 3 gussets (nonLES)wall-slpe2 -. '_'horzontal face platewall_middlewall hook hole end
.waltjdryerptopwall_enforcel 3 gussets (LES)walLsbopel horizontal face platewallinner.cytinderwalLdryer:045walL~dryer:046wall dryer.047 -
walLmiddle.048walljmiddleO049 :*.- ..;;wall-dryer top:O50 . -. .. :; .-.walLlnner.cylinder:051walllnner..cytinder:052
ition Zone Tylwallwallwall
ionLES) wall.ES) wall -I .. wan :(nonLES waln
wallwallwallwan
(LES) wallwalwallwanwagwan
... wallwallwallwalln
pe Cell Faces Face Type use?21525 quadrilateral 1 21525
456 quadrilateral 1 456456 quadrilateral 1 456
3034 quadrilateral 1 3034* 17722 mixed . 1 17722
.1260 triangular 1 1260-1280 triangular. 1 1280
- 451 quadrilateral 1 451285 quadrilateral 1 285
3230 quadrilateral 1 32303812 triangular 1 38123335 mrxed 1 3335
17778 mixed 1 1777814032 mixed 1 14032
660 quadrilateral 1 6603230 quadrilateral 1 .3230-330 quadrilateral 1 330
. 80 quadrilateral 1 - 808769 quadrilateral, :1 8769
. 37670 quadrilateral . 1 376701122 quadrilateral 1 -1122
140517
Fluent Inc. Final ReportEntergy Nuclear Operations
TMI-675 59

Appendix A.2. Pressure contour plots from the 17 full data sets for I 00% Load.
Fluent Inc. Final Report TMI-675 6()Entergy Nuclear Operations

Time 1.96
Fluent Inc. Final Report TM1-675 61Entergy Nuclear Operations

Time 2.20 Seconds
Fluent Inc. Final Report TMl-675 62Entergy Nuclear Operations

.
I I 311!1 1 1II
Time 2.45 Seconds
Fluent Inc. Final Report TNI-675 63Entergy Nuclear Operations

I ' - : !.,' t:
*, J'-,: ,'Aa
-r,.4�, ��I .%z
~ I.
,-. 'A1- ~ -
.!. . ':
-i. i
Time 2.58 Seconds
Fluent Inc. Final Report TMI-675 64Entergy Nuclear Operations

a. a - - a - * -4, 449 �* 9. -. -. 9
Time 2.70 Sccolids
Fluent Inc. Final Report TNI-675 65Entergy Nuclear Operations

. . . - - . 4 -44 * 0O
Time 2.95 Seconds
Fluent Inc. Final Report TMI-675 66Entergy Nuclear Operations

Timc 3.20 Seconds
Fluent Inc. Final Report TMI-675 67Entergy Nuclear Operations

. . .- - S -
Time 3.45 Scconds
Fluent Inc. Final Report T.1-675 68Entergy Nuclear Operations

. S S S - -0* *
Timc 3.52 Seconds
Fluent Inc. Final Report TM-675 69Entergy Nuclear Operations

l . l - 4 - 44l . iI
Time 3.70 Seconds
Fluent Inc. Final Report TMI-675 70Entergy Nuclear Operations

. I000
Timc 3.95 Seconds
Fluent Inc. Final Report TAI-675 71Entergy Nuclear Operations

Time 4.20 Seconds
Fluent Inc. Final Report TM. 675 72Entergy Nuclear Operations

Time 4.45 Seconds
Fluent Inc. Final Report TAM-675 73Entergy Nuclear Operations

Time 4.70 Seconds
Fluent Inc. Final Report TNM-675 74Entergy Nuclear Operations

Time 4.95 Seconds
Fluent Inc. Final Report TNM.675 75Enterpg Nuclear Operations

. . S - * I - * -II *
*-. S. *�
Time 5.20 Seconds
Fluent Inc. Final Report TM1-675 76Entergy Nuclear Operations

Time 5.23 Seconds
Fluent Inc. Final Report TM-675 77Entergy Nuclear Operations

Appendix A.2. Pressure contour plots from the 18 full data sets for 120% Load.
Fluent Inc. Final Report TM1 675 78Entergy Nuclear Operations

* * 9 - - 9 S *� 5 * s: I,-9-9 -- 9
* 95M 9oii M- I Moll . S
Time 4.97 Seconds
Fluent Inc. Final Report TNI-675 79Entergy Nuclear Operations

*(Tom 1f. * mm * : mm
. * * - S - .* - S.*
Time 5.17 Seconds
Fluent Inc. Final Report TM.675 80Entergy Nuclear Operations

& * * TM- * a - *' S.* aI a
* Oas
* Time 5.37 Seconds
Fluent aic. Final Report T.1-675 81Entergy Nuclear Operations

* 9 9 -9 8 -- .9 8t 9,; I,. 9 �* - - -. 9
* 9 .frorm W I .- S-IK I I. S S S
Time 5.57 Seconds
Fluent Inc. Final Report TAI-675 82Entergy Nuclear Operations

* * * - - . S - .1: SI.. IS
- -*�
lITTI&- 16S - MD I
Time 5.77 Seconds
Fluent Inc. Final Report TMI-675 83Entergy Nuclear Operations

. . . - . W-M*.#- us *5; I
KvfM~f *M M..M-
Time 5.97 Seconds
Fluent Inc. Final Report TMI-675 84Entergy Nuclear Operations

* * - . I -. .** Is * s: is* ..-. -.
* * * - - * I -- .** S. * I IS
Time 6.17 Seconds
Fluent Inc. Final Report TMI-675 85Entergy Nuclear Operations

* & * - . IM11 . 0VT1I II m m ~
* * - * S - .** SI * S.* - -* -
Timc 6.37 Seconds
Fluent Inc. Filial Report TMI-675 86Entergy Nuclear Operations

,.2- -.
~4.J '"2
I,- -:&�bp
I.
�. -�.,, 1-2�el
i I -t, �, I
T
JjAj*,jii
I ,.r-- . '
t#r�
[. . . - - . S -. .*-gS .3 II
Time 6.57 Seconds
Fluent Inc. Final Report TMI-675 87Entergy Nuclear Operations

I�k� Z4�� RN
-4
rirni 6.77 Seconds
TMI.675 8
L i: A -
1
Fluent Inc. Final ReportEntergy Nuclear Operations
88

--- I.-'..
�,-
- �.
I II I,� ;�-
Time 6.97 Seconds
Fluent Inc. Final Report TM-675 89Entergy Nuclear Operations

1~~.. . - . I - .1040-oS. I I
Time 7.17 Seconds
Fluent Inc. Final Report TAI-675 91Entergy Nuclear Operations

* * * . S - * IS * s: ss* - * -
l l *-* *
I1
Time 7.37 Seconds
Fluent Inc. Final Report TAI-675 91Entergy Nuclear Operations

--,-
Time 7.57 Seconds
Fluent Inc. Final Report TAI-675 92Entergy Nuclear Operations

I.i'
i I
-r-t,.-. a -
-t
-"- -I, ; -� � I11' ' - '. II.- -)." ,�;� ",ISBN
1� � j
Time 7.77 Seconds
Fluent Inc. Final Report ThM.675 93Entergy Nuclear Operations

I
6
- �
t�
Ii ,*1 � I �-
�
4�;';';
sf- , , r:'.
i -,-
Time 7.97 Seconds
Fluent Inc. Final Report TMI-675Entergy Nuclear Operations
94

IL
- �
r A
.,ffy��$!
Time 8.17 Seconds
Fluent Inc. Final Report TM 1-675Entergy Nuclear Operations
* i , ,, -, ,6 *,, ;,, - O
95

I
p.
�
'4� '�
-11- 4
-C '
Time 8.37 Seconds
Fluent Inc. Final Report TNI-675 96Entergy Nuclear Operations