-
8/10/2019 2004 ASME Pvp Conference
1/8
STRESS INTENSITY FACTORS DUE TO RESIDUAL STRESSES IN T-PLATE
WELDS
Noel P. ODowd, Kamran M. NikbinDepartment of Mechanical
Engineering
Imperial College LondonSouth Kensington Campus, London SW7
2AZ
United KingdomEmail: [email protected]
Hyeong Y. LeeKorea Atomic Energy Research Institute
Dukjindong 150 Yuseong305-606, Korea
Robert C. WimporyJRC-European Commission Institute for
Energy
Westerduinweg 31755 LE, PettenThe Netherlands
Farid R. BiglariDepartment of Mechanical Engineering
Amirkabir University of TechnologyHafez Avenue, Tehran
Iran
ABSTRACT Residual stress distributions in ferritic steel
weldments have
been obtained using the neutron diffraction method. It is
shownthat the transverse residual stress distribution for different
platesizes and yield strength are of similar shape and magnitude
whennormalised appropriately and peak stresses are on the order of
the material yield strength. The resultant linear elastic stress
in-tensity factors for these stress distributions have been
obtained using the nite element method. It has been shown that the
use of the recommended residual stress distributions in UK
structuralintegrity procedures leads to a conservative assessment.
Thestress intensity factors for the welded T-plate have been
shownto be very similar to those obtained using a smooth edge
cracked plate subjected to the same local stress eld
NOMENCLATURE
a crack lengthd distance between lattice planesd 0 distance
between unstressed lattice planes E Youngs modulus J J integralK
Linear elastic stress intensity factorK I Mode I stress intensity
factorK II Mode II stress intensity factorQ weld heat input
r 0 estimate of size of weld plastic zoneW plate width strain
neutron wavelength diffraction angle 0 diffraction angle for
unstressed lattice planes stress y yield strength Poissons
ratio
INTRODUCTIONIn this work, residual stress distributions in
welded T-plates
are presented. The stress distributions have been measuring
us-ing the neutron diffraction method, which determines the
stresseld directly from the measured elastic strains. A high
strengthsteel (designated SE 702, equivalent to the A517 Grade Q
steel)
and a medium strength steel (BS EN 10025 Grade S355) havebeen
examined. The former has a yield strength of 700 MPaand the latter
has yield strength of 360 MPa. It has been foundthat the transverse
residual stress distribution for different platesizes and yield
strength are of similar shape and magnitude whennormalised
appropriately and peak stresses are on the order of the material
yield strength. The measured stresses are comparedwith the
distributions provided in UK safety assessment proce-dures and the
conservatism in the existing stress distributions is
1 Copyright c by ASME
-
8/10/2019 2004 ASME Pvp Conference
2/8
assessed. The linear elastic stress intensity factors arising
fromthe residual stress distributions have also been determined
usingthe nite element method and the results compared with
thoseobtained from the stress distributions in the assessment
proce-dures. It is found that the K values obtained using the
recom-mended stress distributions are signicantly conservative.
Theconservatism is reduced somewhat if a residual stress
distribu-tion recently proposed for welded T-plates is used. The K
valuesfor the T-plate have been compared with those obtained if
theweld attachment is ignored and the T-plate treated as a
smoothedge cracked plate. It is found that except for shallow
cracks(a / W 0.1) the difference between the two K values is
negligi-ble.
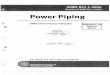
Weld GeometryThis paper focuses on the weld geometry shown in
Fig. 1.
The weld was manufactured by Cresusot-Loire Industrie,
France(CLI) from an SE 702 steel (SE 702 is the CLI equivalent to
theA517 Grade Q steel.) The welding consumable used was Oer-likon
Fluxol 42, which has a quoted yield stress and ultimatetensile
strength of greater than 690 MPa and 760-900 MPa re-spectively. The
weld is a full penetration MIG weld with a totalof 22 weld passes
and a weld heat input of 3.6 kJ/mm was used.An alternating
depositioning sequence was used and the plateswere preheated to 100
C to minimise distortion during the weld-ing process. No post weld
heat treatment was carried out on theweld. The measured
distributions in this weld will also be com-pared with recent
measurements on a medium strength T-plateweld, [1] which has a
similar geometry but different weld heat
input.Neutron diffraction measurements were carried out to
mea-sure the stresses along a line at the weld toe through the
plate(line AA in Fig. 1) on the centre line of the sample. Thethree
normal stress components (designated normal, transverseand
longitudinal, as indicated in Fig. 1) have been measured.The
measurements have been carried out at the NFL facility of the
University of Uppsala, Studsvik, Sweden. The total length of the
welded plate is 910 mm (see Fig. 1) but in order to carry outthe
measurements a 13.5 mm slice of the weld was cut from theplate.
The Neutron Diffraction MethodDiffraction methods for measuring
residual stress can be
used to determine non-destructively the stress state inside
asample, by measuring changes in lattice spacing from the
un-stressed state. Neutrons have a penetration depth of several
cmin most metals allowing the stress state deep inside a sample
tobe determined [2].
When illuminated by radiation of wavelength, , similar tothe
lattice spacing, crystalline materials diffract the radiation
as
~35
910
500
50
248
W = 50
~10 ~8
A
A
Normal ( y)
Longitudinal ( z)Transverse ( x)
Figure 1. GEOMETRY OF SE702 T-PLATE WELD. ALL DIMENSIONSIN MM
(NOT TO SCALE).
distinctive Bragg peaks. If the angle, , at which a peak
occursis measured, Braggs law can be used to determine the
latticespacing, d ,
2d sin = . (1
If the un-stressed lattice spacing and diffraction angle, are d
0 and
0 respectively, then the elastic strain, can be determined by
thedifferentiated form of Eq. 1, i.e.
= d d 0
d = ( 0) cot . (2
The stress, , may then be obtained from the linear elastic
prop-erties of the material and the measured elastic strain, , in
therelevant directions.
For this work the neutron diffraction measurements were
ob-tained on the instrument, REST, at the reactor source at
Studsvik,Sweden. The instrument uses a monochromator which
produces
a single wavelength neutron beam from the polychromatic
beamemerging from the reactor. In order to obtain three mutually
per-pendicular stress components (transverse, longitudinal and
nor-mal stress) measurements were carried out with the
specimenorientated as in Fig. 1 (for the longitudinal and
transverse elasticstrain) and rotated through 90 in the plane of
Fig. 1 (for the nor-mal elastic strain). Reference measurements
were made in theparent material at an extremity of the sample to
obtain the refer-ence diffraction angle, 0 for the unstressed
material. The strain
2 Copyright c by ASME
-
8/10/2019 2004 ASME Pvp Conference
3/8
at a point is then measured relative to this strain-free angle
us-ing Eq. 2. The three stress components are obtained from
thethree normal strain components using Hookes law.
For a given neutron ux and diffractometer design the timetaken
for a residual stress measurement is controlled by the dis-tance
travelled by the neutrons to enter and exit the steel (theneutron
path length) and the properties of thematerial being mea-sured. In
order to reduce the neutron path length, relatively thinslices of
the welds have been measured (13.5 mm). It has beenshown in [1] by
comparison with hole drilling measurements ona full thickness
T-plate that, although such slicing reduces the outof plane
(longitudinal stress), it does not have a signicant effecton the
in-plane (normal and transverse) stresses. A 2 22 mm 3sampling
volume was used and measurements were made at 28locations across
the specimen width. The 211 Bragg reectionwas chosen using a
wavelength of 1.7 A. This yielded a reectionat approximately 2 =
93.5C. The total measurement time wasapproximately 72 hours (24
hours for each direction).
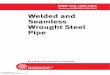
Results of Neutron Diffraction MeasurementsFigure 2(a) shows the
residual stress distributions obtained
for the T-plate. The experimental error bars indicated in the
g-ure are due to the uncertainty in locating the diffraction
angleand is typically 0.01 degrees. This converts to an
uncertaintyin stress of approx. 30 MPa. All other uncertainties are
as-sumed to be negligible. It is seen in Fig. 2(a) that the
longi-tudinal stresses remain high, even though a thin slice of
weldhas been measured, indicating that the longitudinal stresses
havenot completely relaxed. The magnitude of the peak
transverse
stress is about 450 MPa (approximately 60% of the material
yieldstrength) and occurs at a distance, y, about 5 mm from the
weldtoe. Close to the weld toe, all three stresses fall
considerablythe transverse stress at y = 1 mm is approx. 40 MPa
(approx. 6%of the yield strength). It is expected that the normal
stress willreduce to zero at the weld toe, due to the traction free
conditionsthere, but the relatively low longitudinal and transverse
stress atthe toe is somewhat surprising.
Figure 2(b) shows transverse residual stress measurementson a
medium strength T-plate similar to the geometry examinedhere but
with three plate widths, W . The material used in thiscase was a BS
EN 10025 Grade S355 steel with average yieldstrength 358 MPa. These
stresses have previously been reported
in [1]. The measurement for the smallest (25 mm) weld is
anaverage of a number of neutron diffraction measurements at
anumber of European facilities including Studsvik. In order tomake
direct comparison between the distributions the distanceshave been
normalised by plate width, W . As discussed in [1],it is seen that
when distances are normalised by W , the stressdistributions are
similar to one another. Note that in addition tobeing of different
plate thickness, these welds also have differentdesign (the
smallest is a llet weld,the largest a partially pene-
-200
-100
0
10 0
20 0
30 0
0 0 .2 0. 4 0 .6 0. 8 1
25 mm (Ave ra ge )50 mm100m
R e s
i d u a
l S t r e s s
( M P a
)
Norma lised Posi ti on (y /w)No rm alis ed po si ti on, y/W
-300
-200
-100
0
100
200
300
400
500
0 10. 0 20. 0 30. 0 40. 0 50. 0
Transverse
Longit udunal
No rm al
R e s
i d u a
l S t r e s s
( M P a
)
Norma lised Posi ti on (y w )po si ti on, y (mm)
(a)
(b)
Figure 2. RESIDUAL STRESS DISTRIBUTIONS FOR T-PLATE WELDS(a)
HIGH STRENGTH STEEL PLATE, SE702 (b) MEDIUM STRENGTHSTEEL PLATE,
Grade S355, OF VARIOUS SIZE, W .
trating weld).
In Fig. 3 a direct comparison between the measurementsfor the
two 50 mm welds (from [1] and from the current work) isshown. It
may be seen that when stresses are normalised by yieldstrength the
peak stresses are similar, though for the high strengthplate, the
normalised stresses are signicantly lower at the weldtoe. Further
measurements will be carried out on this plate nearthe weld toe
using neutron and x-ray (synchrotron) diffraction toinvestigate the
stresses near the weld toe in more detail.
3 Copyright c by ASME
-
8/10/2019 2004 ASME Pvp Conference
4/8
-0.4
-0.2
0.0
0.2
0.4
0.6
0.8
1.0
1.2
0.0 0.2 0.4 0.6 0.8 1.0
Normalised Position /W
N o r m a
l i s e
d r e s
i d u a
l s t r e s s , /
y
BS7910R6Proposed upper boundGrade S355SE 702
Figure 3. MEASURED RESIDUAL STRESSES IN TWO 50 MM T-PLATES. ALSO
INCLUDED ARE APPROXIMATE STRESS DISTRIBU-TIONS FOR WELDED
T-PLATE
Approximation of transverse residual stress in
T-plategeometries
In [1] an upper bound (conservative) estimate for the
trans-verse stress in a T-plate weld was proposed as an alternative
toexisting distributions in the failure assessment procedures, R6
[3]and BS 7910 [4]. This distribution was obtained by taking
aBayesian average of all the T-plate data for the medium
strengthplate and tting a bi-linear curve to the mean line. The
curvewas then shifted upwards by 0 .25 y to provide the upper
boundshown by the dash line in Fig. 3. This curve is a bi-linear
rela-tionship starting from = y at the weld toe, y/ W = 0,
decreas-ing to 0.05 y at y/ w = 0.275 and increasing to 0 .5 y at
theedge of the plate y/ W = 1.0. Note that such a distribution
willnot satisfy force and moment balance across the plate
width.
In Fig. 3 a comparison of this distribution with the data forthe
two 50 mm welded T-plates is provided. Also included in thegure are
the R6 [3] and BS7910 [4] transverse residual stressdistributions
for welded T-plates. For a ferritic steel, the R6 dis-tribution is
given by a bi-linear distribution, with = y at y = 0
decreasing linearly to = 0 at y = r 0 = 122Q/ y, where Qis the
weld heat input in kJ/mm. (The distance r 0 is an estimateof the
weld plastic zone in a ferritic steel weld [5]). For the twowelds
shown in Fig. 3 the value of r 0 is 25 mm for the SE702weld and 28
mm for the Grade 355 steel. Since these two val-ues are very close
a single R6 curve is plotted with r 0 = 26 mm.Note that the
validity range for the R6 distributions is for a yieldstrength
range of 375 MPa < y < 420 MPa so the weld in thehigh
strength steel falls outside this range. BS7910 provides two
transverse stress distributions for welded T-platesa
distributionwhich has essentially the same form as the R6
distribution and apolynomial distribution, which can be used if the
weld heat inputis unknown. This latter distribution is given as
= y 0.97 + 2.3267 ( y/ W ) 24.125( y/ W )2+42.485( y/ W )3
21.087( y/ W )4 , (3
and is plotted in Fig. 3 labelled BS7910.It may be seen that the
R6 and BS7910 distributions provide
conservative estimates of the residual strss and the proposed
dis-tribution provides a closer representation of the measured
datafor the two weld geometries.
=
(ii)(i) (iii)
K (i) K (ii) = 0 K (iiii) =
Figure 4. SUPERPOSITION METHOD TO DETERMINE STRESS IN-TENSITY
FACTORS
Calculation of stress intensity factors for welded T-plate
In service, cracks may form at the weld toe due to the
stressconcentration there. Such cracks tend to be along the line
A-Ain Fig. 1, i.e. normal to the transverse stress. A fracture
as-sessment for such a crack will generally require the linear
elasticstress intensity factor, K , due to the weld residual stress
and anyadditional primary (mechanical) loading. Previous work [6]
hasdetermined the stress intensity factors in the medium strength
T-
plate using the weight function for a T-plate geometry
proposedin [7]. However, the range of applicability of the weight
func-tion in [7] is restricted to somewhat limited weld geometries
andthe T-plate of Fig. 1 falls outside this range. Therefore, in
thiswork the K value for cracks of different sizes at the weld toe
dueto the weld residual stress have been determined using the
niteelement method. Also determined for comparison are the
stressintensity factors for the stress distributions provided in R6
andBS7910 and from the upper bound solution in [1].
4 Copyright c by ASME
-
8/10/2019 2004 ASME Pvp Conference
5/8
In this work, the stress intensity factors for the cracked
T-plate have been calculated using superposition (see Fig. 4).
Asillustrated in Fig. 4, to determine the value of K only the
stressdistribution over the crack face is required, i.e. K (i) = K
(iii) .For the current problem, the crack face loading is simply
themeasured (or approximated) residual stress at the weld toe.
Theapproach taken here is analogous to the weight function
method,except for the fact that the K value from the crack face
loadingis obtained directly using a nite element analysis, rather
thanby using a weight function. Note that the use of
superpositionassumes linear deformation and if the residual stress
induces sig-nicant amounts of plastic deformation, the true crack
tip drivingforce may be underestimated (or overestimated) by this
method.In [8] a modied J integral was developed to allow the
stressintensity factor due to a residual stress eld to be
determined di-rectly. It was shown in [8] that, provided the
plastic zone is small,the K -value obtained using linear
superposition is almost identi-cal to that obtained from the J
integral. This result provides con-dence in the application of the
current approach. Note also thatin the R6 and BS7910 assessment
procedures the linear elastic K value is required for the analysis
and the effect of plasticity onthe stress intensity factor due to
the residual stress is accountedfor through an additional parameter
(apart from an option 3/level3 analysis where a full numerical
analysis is required).
W
a
Figure 5. FINITE ELEMENT MESH USED IN STRESS INTENSITYFACTOR
CALCULATION
Finite Element ProceduresA typical nite element mesh, which
contains 13,000 plane
strain four noded elements is illustrated in Fig. 5. The
smallestelement size is 0.03 mm (6 104W ). Because of the very
densemesh near the weld toe the element boundaries are not visible
inthis region of the gure. All calculations were carried out
usingthe commercial nite element software package, ABAQUS [9].
The fracture mechanics parameters J and K are calculatedfrom
path independent integrals using the built in facilities of ABAQUS.
In [9], J is calculated using a standard domain
integralimplementation and K is obtained using an interaction
integralapproach (relevant only for a linear deformation). The
advantageof the latter approach is that for mixed mode problems,
both themode I and mode II intensity factors, K I and K II
respectively, arecalculated. For a mode I linear elastic problem K
= K I can beevaluated from J using the relationship (for plane
strain),
K = JE 1 2 , (4where E and are the Youngs modulus and Poisson
ratio re-spectively.
Although focused meshes are preferred when K and J valuesare
required, [9], a very ne regular mesh is used in this work,
as it allows the variation of K with crack length to be
examinedwithout changing the mesh design for each analysis. For one
of the crack geometries ( a / W = 0.3) the value of K obtained
usingthe regular mesh of Fig. 5 was found to differ by less than
3%from that obtained using a focused mesh.
Results of Finite Element AnalysisResults are rst presented for
a uniform crack face stress dis-
tribution as this provides insight into the general problem.
Fol-lowing this, the stress intensity factors for the measured and
ap-proximate stress distributions are presented.
Uniform stress distributionFigure 6 shows the normalised K value
obtained for a uni-
form stress along the crack plane ( i.e. = y across the
platewidth) for 0 .1 < a / W < 0.7, where a is crack length
(see Fig. 5).The values plotted are the mode I stress intensity
factors deter-mined from the ABAQUS interaction integral.
Typically, the Kvalues differ by no more than 2% over 25 domains
and if the rstdomain (nearest the crack tip) is ignored, the
difference is lessthan 1%. Similarly, if the rst J domain is
ignored, the J valuesdiffer by no more than 1% over 24 domains.
Also included in Fig. 5 is the handbook solution for a
singleedge notch specimen under tension loading (taken from
[10]).
As well as providing condence in the analysis, the very
closeagreements between the two solutions indicates that the
effectof the weld and attachment on the stress intensity factor is
neg-ligible. The difference between the handbook solution and
thenite element solution for the T-plate ranges from approx. 7%at a
/ W = 0.1 to approx. 2% at a / W = 0.7 and in all cases thehandbook
solution overestimates the K value (it is conservative).Note that
this does not imply that for a general mechanical anal-ysis, the
T-plate can be replaced by an edge cracked plate. For
5 Copyright c by ASME
-
8/10/2019 2004 ASME Pvp Conference
6/8
example, for remote tension loading, the weld toe will inducea
local stress concentration (approx. equal to 3.0 for this
weldgeometry) which must be included when calculating the
stressintensity factor using the method of superposition. However,
if the stress distribution at the weld toe is known, as is the case
here,then (for a sufciently deep crack) the stress intensity factor
canbe calculated ignoring the weld and attachment. This issue
willbe discussed further in the next section.
The K values plotted in Fig. 6 are the mode I values
obtainedfrom an interaction integral. As the cracked T-plate is not
sym-metric (see Fig. 5), a small K II component is generated even
fora uniform tensile stress on the crack faces. The magnitude of K
II ranges from 8% of K I at a/ W = 0.1 to 0.1% at a / W = 0.7.
(Note
that if the overall K value |K | = K 2 I + K 2 II for the
T-plateis compared with the handbook solution for a single edge
notchtension geometry, the agreement is even closer than that seen
inFig. 6).
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0.1 0.2 0.3 0.4 0.5 0.6 0.7normalised crack length ( a/W )
n o r m a
l i s e
d S I F
, K / (
y
W )
T-plate
Smooth plate (from [10])
Figure 6. NORMALISED MODE I K -VALUES FOR T-PLATE WITH AUNIFORM
STRESS DISTRIBUTION
Measured and representative residual stress distribu-tionsAs in
the previous section, the stress intensity factor has
been obtained for seven values of crack size in the range, 0
.1