THE USE OF RICE HUSK ASH IN CONCRETE Chao Lung Hwang andsatish
Chandra
INTRODUCTION
Rice husks are by-products of rice paddy milling industries. For
rice growing countries, rice husks have attracted more attention
due to environmental pollution and an increasing interest in
conservation of energy and resources [ 1,2]. There are several
reasons that draw the attention of concrete researchers and are
discussed below. Proper Disposal About 20% of a dried rice paddy is
made up of the rice husks. The current world production of rice
paddy is around 500 million tons and hence 100 million tons of rice
husks are produced, as shown in Table 1 [ 1,3]. The rice husk has a
large dry volume due to its low bulk density (90-150 kg/m3), and
possesses rouge and abrasive surfaces that are highly resistant to
natural degradation. Disposal has become a challenging problem. It
is recognized that only the cement and concrete industries can
consume such large quantities of solid pozzolanic wastes.
184
The Use of Rice Husk Ash in Concrete
Supplementary
Binder
For developing countries where rice production is abundant, the
use of rice husk ash (RHA) to partially substitute for cement is
attractive because of its high reactivity. As the production rate
of rice husk ash is about 20% of the dried rice husk, the amount of
RHA generated yearly is about 20 million tons worldwide. Also,
properly treated ashes have been shown to be active within cement
paste. Hence, the use of rice husk ash in concrete is important. In
this chapter, the characteristics, quality, hydration mechanism and
influence of rice husk ashes on the quality of concrete are
discussed. CLASSIFICATION OF RICE HUSK ASH
The chemical composition of rice husk is similar to that of many
common organic fibers and contains: a) cellulose (C,H,,O,), a
polymer of glucose, bonded with B-1.4, b) lignin (C,H,,O,), a
polymer of phenol, c) hemicellulose, a polymer of xylose bonded
with B-l.4 whose composition is like xylem (C,H,O,), and d) SO,,
the primary component of ash [3]. The holocellulose (cellulose
combined with hemicellulose) content in rice husk is about 54% [4],
but the composition of ash and lignin differ slightly depending on
the species, as shown in Table 2. The critical composition of rice
husks from different species also varies slightly (Table 3) [4-71.
After burning, most evaporable components are slowly lost and the
silicates are left. The characteristics of the ash are dependent on
the components, temperature and time of burning [I]. In order to
obtain an ash with high pozzolanic activity, the silica should be
held in a non-crystalline state and in a highly microporous
structure [ 1,3]. Hence, the burning process should be controlled
to remove the cellulose and lignin portion while preserving the
original cellular structure of rice husk. Traditional open-field
burning can create air pollution that is suspected to cause lung
and eye diseases within the human population, as well as damage to
plant life [ 1,2]. Mehtas
185
Waste Materials Used in Concrete Manufactuting
Table 1. World Production Rate for Rice Paddy and Rice Husk
(Million Metric Tons).
Thailand us Vietnam Others Total
20 7 18 26 500
4.0 1.4 3.6 5.2 100
Rice husk ash is approximately 20% of the rice husk, i.e., the
total world production of RHA will be 20 million metric tons.
186
The Use of Rice Husk Ash in Concrete
Table 2. Chemical Composition
of Rice Husks.
Table 3. Ultimate Analysis of Rice Husk, Hwang and Wu [3].
Chemical C 38.3 39.4 39.5 H 5.7 5.5 5.5 0 39.8 36.1 37.7
Composition N 0.5 0.5 0.8
vt S 0.0 0.2 0.0
4Cl 0.0 0.2 0.0 Ash 15.5 18.2 16.5 Ref. I51 [61
(71
fluidized bed furnace was designed in 1974 to produce energy and
highly pozzolanic ash from incineration of rice husks [S]. Modern
electric furnace has been used in order to maintain proper control
of the burning process and to produce better quality ash [ 11. The
Effect of Burning Temperature Reactions at different burning
temperatures are summarized below, and the chemical compositions of
RHA produced are shown in Table 4 [3].
187
Waste Materials Used in Concrete Manufacturing
Table 4. Chemical Compositions of RHA (Taiwan) under Different
Burning Temperatures, Hwang and Wu [3].I
700 86.7 1 7.56 2.62 1.21 0.57 1.34 0.00 0.00 92.15 0.51 0.79
1.60 3.94 0.99 0.00 1000 92.73 2.57 1.97 0.91 0.66 0.16 0.45 0.68
95.48 0.59 0.09 1.16 1.28 0.73 0.43
Oxide (%I
~ K@Na,O Fe,O,
(4
At 4OOC,due to transglycosylation, polysaccharides begin to
depolymerize, producing levoglucosan, monosaccharide derivatives,
and oligosaccharides. Dehydration of the sugar units occurs above
400C producing 3-deoxyglucosenone, levoglucosenone, funicular and
furan derivatives. At 7OOC,the sugar unit decomposes, producing
some cabby compounds such as acetaldehyde, glyoxal and acrolein. At
temperatures above 7OOC, these unsaturated products react together
and through free radical reaction, form a highly reactive carbonic
residue [5, 8-l I]. 188
(b)
cc>Cd)
The Use of Rice Husk Ash in Concrete
Differential thermal analysis (DTA), thermogravimetric analysis
(TGA), and TMA showed the first peak at 95C was caused Between 150C
and 250 C, a low intensity by dehydration. endothermic reaction was
followed by one extreme at about 300C which may have been due to
oxidation reactions. The amount of char formed was about 60% of the
initial weight (Figure 1). X-ray, chemical, and EDAX analyses
revealed that the higher the burning temperature, the greater the
Si content in the ash. The K, S, Ca, Mg as well as several other
compounds were revealed to be volatile, as shown in Table 4 and
Figure 2 [3]. The SEM micrographs in Figure 3a and 3b [3]
illustrate how the surface fiber was burnt to ashes first, while
the inner fiber had not been fully decomposed. Ground husk
decomposed more completely at high temperatures (Figure 3~). It is
clear that the heating rate and time affect the quality of ash
produced. The amount of ash formed at around 600C was greater than
that at 400C and it was in a dispersed state (Figures 3d to 3 I).
At 700C, the char ash changed from a gray to a pink color.
Furthermore, some spherical debris were observed (Figure 3j). The
type of crystals formed at 700C and 800C were similar, however,
some conversion to a coral-shaped configuration occurred (Figure 3
k). possibly due to different temperature effects. Between 900C and
lOOOC,the formation of coral-shaped crystals increased (Figure 3m
to 30). Although the crystals retained their coral shape at 1 lOOC,
they were finer and melted considerably, as can be seen in Figure
3p or 3r. A phase diagram of the CaO-SiO, system can be used to
determine the type of phases formed. The types of silica formed
between 900C and 1000C may be tridymite, wollastonite, p-Ca,SiO,
and P-quartz [12]. At 700C to 800C a-quartz and wollastonite phases
coexist. Because the clinkering temperature of rice husk is under
15OOC,polymorphism of silica such as quartz, tridymite, and
cristobalite with open structured SiO, in RHA is produced which can
promote pozzolanic reaction. However, this reaction may vary with
the solubility of SiO,, depending on both the soluble layer and the
density of the silica [ 131. According to Table 5 [3], the mean
189
Waste Materials Used in Concrete Manufacturing
I
____
-
I
-----
__-_------
1
I
I-
300-C ASH_ ______-_-_ - --a-
!iah-_ -_--. -------___--_-____
\ TGS ---I I I
-\ \ \ \ 1 \ 1
DTA RICE HUSK I 0 , A 200
I 400
I 600
\
, 800
Temperature
(C )
Figure 1. The DTA and TGA spectra for the rice husk under
different burning temperatures. Adapted from Hwang and Wu [3].
190
The Use of Rice Husk Ash in Concrete
60O"CASH
Figure 2. The x-ray diffraction pattern of RHA under different
burning conditions. Adapted from Hwang and Wu [3]. 191
Waste Materials Used in Concrete Manufacturing
Figure 3a-f. The SEM micrographs of RHA burned at different
temperatures, after Hwang and Wu [3]. 192
The Use of Rice Husk Ash in Concrete
Figure 3g-1. The SEM micrographs of RHA burned at different
temperatures, after Hwang and Wu [3].
193
Waste Materials Used in Concrete Manufacturing
Figure 3m-r. The SEM micrographs of RHA burned at different
temperatures, after Hwang and Wu [3]. 194
The Use of Rice Husk Ash in Concrete
diameter of pores of RHA between 600 and 700C is highest and
therefore, the pozzolanic reaction of ash formed at this
temperature should also be greatest. The lower the burning
temperature, the lower the energy consumption and thus,
temperatures of 600 to 700C for rice husk ash formation do not
involve excessive energy. Table 5. Pore Analysis of RHA Under
Temperatures, after Hwang and Wu [3].Mercury Penetration Volume
(cm3/gm) 0.3567 0.3379 0.2912 0.0795 0.0643 0.0393 0.0323
0.0171
Different
Burning
Burning Temperature(C) Char 400 600 700 800 900 1000 1100
Mean Pore (A) 5257 5954 6069 5867 5446 5150 4972 3900
Median Pore (A) 4585 6847 6847 5718 5250 4483 3867 9803
The Effect of Burning Time & Furnace Environment Above
SOOC,an increase in the burning temperature, time, and environment
tend to cause a sintering effect (coalescing of fine particles) as
was mentioned earlier, and, is indicated by a dramatic reduction in
the specific surface (Table 6) [ 141. Combustion environment also
plays an important role. It should be noted that a change in the
rate of oxidation from moderately oxidizing conditions to highly
oxidizing conditions (oxygen (CO, environment) environment) was
responsible for the steep drop in the microporosity (Table 5) and
surface area (Table 6). The diffusion process for obtaining a
reactive cellular rice husk is shown in Figure 4 and is based on
the data presented in
195
Waste Materials Used in Concrete Manufacturing
Table 6. Effect of Burning Conditions on the Crystal Structure
and Surface Area of Rice Husk Ash. Adapted from Ankra [ 141.
Burning Temperature Hold Time Environment
Properties of ASH Crystalline Surface Area, m2/g 122 moderately
oxidizing noncrystalline / 15min-lhr 97 76
1 min 500-600C 30 min 2 hrs
7004300c
>l hr
>8OOC
>I hr
Tables 6 and 7. It shows that optimum incineration condition is
important to obtain reactive rice husk ash with microporous and
cellular structure. But, it is not suggested to burn rice husk
above 800C longer than one hour to obtain suitable pozzolanic
reactivity. Also, it is believed that rapid cooling may increase
the reactivity of RHA [15]. ANALYSIS OF THE QUALITY OF RHA
The quality of RHA actually depends on the method of ash
incineration and the degree of grinding. It also depends upon the
preservation of cellular structure and the extent of amorphous
material within the structure.
196
The Use of Rice Husk Ash in Concrete
1000 900 800 700 600 500 400 300 200 100 0 Time (hours) curve
for obtaining cellular structure
Figure 4. The optimum incineration condition reactive cellular
RI-IA.
197
Waste Materials Used in Concrete Manufacturing
Different Sources The production of rice husk in the whole world
is about 100 million metric tons a majority of it coming from
countries in Southeast Asia. Depending on growing conditions and
the variety of rice species, the quantity of straw also varies, but
as indicated in Table 1, the chemical composition of different
sources is quite similar. Typical components of RHA, as shown in
Table 2 are [ 161: Cellulose 40-50% Lignin 25-30% 15-20% Ash
Moisture 8- 15% After burning at a suitable temperature and time (-
6007OOC, 2 hours), in an industrial furnace, the rice husk is
composed of 90-95% SiO,, l-3% K,O and < 5% unburnt carbon, as
shown in Table 7 [ 1,3, 17-211. The quality of ash from different
sources after proper burning varies only slightly. For use, the RHA
should be amorphous and highly porous. The pozzolanic reactivity is
also dependent on the surface area of RHA. Rice husk ash with a
surface area of 50-100m2/gm is now available. The summary of the
research conducted from 1976 to 1991 is shown in Table 7. The
pozzolanic activities for the RHA when mixed with < 70% (by
weight) cement is greater than 100%. Different Processes Burning
process affects the quality of rice husk ash produced. Research
studies have shown the influence of processing on a variety of
properties of the RHA, as shown in Table 7 [ l-3,7-12].
198
Table 7. The Incineration Conditions, Chemical Compositions,
Ash. Adapted from Hwang and Wu [3] and Mehta [2].
Characteristics
and Strengths of Rice Husk
T&
i:*Ed -
ioz 88 3.9: 93 -
-
-
-
-
-
-
l I3-7I 8
amorphau* 17.57
92
4
41 -
*.,I
III I
-
5
1
,-! -
/
Waste Materials Used in Concrete Manufacturing
a. Open-Field Burning Open-field burning of rice husk not only
produces poor quality of ash, but is banned in many countries due
to pollution problems. Uncontrolled burning results in a structure
of highly crystalline form that is of low reactivity. b.
Fluidized-Bed Furnace Burning
Fluidized-bed furnace is designed to control burning of rice
husk [ 171. In the process, the heat from the combustion of rice
husk was utilized to produce steam or electricity. A close control
of the time-temperature parameter in the burning operation is
maintained. A highly pozzolanic ash is produced. Highly pozzolanic
RHA is created by maintaining husk combustion temperatures between
500 and 700C for a relatively long period to remove most of the
carbon [I], or at temperatures around 700-800C for less than one
minute. The chemical analysis of the ash samples produced by a
fluidized-bed furnace showed 80-95% SiO,, l-2% I&,0, and 3-18%
unburned carbon. The ash was highly cellular, with 50-60 m2/g
surface area measured by nitrogen adsorption. The fibrous texture
of the silica in ash results presumably from its deposition between
cellulose fibrils in the microvoids. c. Industrial Furnace A modern
industrial furnace has been recently used due to environmental and
economic reasons [l] (Table 7). Depending upon the efficiency of
combustion, the silica content of RHA may be in the range of 90-95%
with residual carbon as the main remaining ingredient. In addition
to residual carbon, alkalis ranging from 1 to 3% form the other
impurity. By controlled combustion in the industrial furnace, it is
simple to produce RHA with silica in an amorphous and highly
cellular form, with 50- 100 m2/g surface area. This type of rice
husk ash is highly pozzolanic. 200
The Use of Rice Husk Ash in Concrete
The Effect of Burning Time and Temperature Area and Its
Reactivity
on the Surface
The RHA must be burned for the correct time and temperature to
achieve the requisite pozzolanic activity, as indicated in Table 7
and illustrated in Figure 4. Table 6 clearly indicates that not
only the burning temperature [ 141, the burning time is equally
important in remvoving carbon while keeping the silica in an
amorphous and highly cellular form. The surface area of RHA burned
at 500-600C for 1 minute is as high as 122 m2/g without causing
crystallization, as shown in Table 6. Longer burning times will
cause collapse of the cellular form and also coalescence of the
fine pores [3], which consequently causes a reduction in surface
area [ 11. At higher temperatures with longer burning times, a
crystalline structure is formed with a sharp reduction in surface
area. This lowers the pozzolanic activity. Figure 4 indicates the
ideal time/temperature path to obtain optimum quality rice husk ash
with a microporous and cellular structure which is highly
reactive.
HYDRATION
MECHANISMS
OF PASTE WITH RHA
Understanding the hydration of paste with RHA is important for
using pozzolanic materials and controlling the properties of the
paste [3]. The heat evolution curve, microstructure development,
and ultrasonic velocity are important for studying hydration
mechanisms in paste made with RHA. Paste/RHA Heat Evolution Curve
The study of the rate of hydration can be used to predict strength
development. However, if the interior temperature is too high,
cracks may develop in the cement paste [3]. Figure 5 reveals that
the heat evolution curve of cement paste with RHA is similar in
shape to that without RHA. It also shows the effect of water to
201
Waste Materials Used in Concrete Manufacturing
6
-0
4
_._._._._.
15
___._._
1
10
100
Time (Hours) Figure 5. Heat evolution of cement paste with RHA.
Adapted from Hwang and Wu [3].
202
The Use of Rice Husk Ash in Concrete
cement ratio and the amount of replacement by RHA on heat
evolution. The first peak is higher than the second peak. The
larger the amount of RHA added, the lower the amount of heat
evolved. At higher RHA contents, K and SiO, react with Ca2 to lower
both the first and second peaks. High water to cement ratio may
also lower the heat of hydration due to the diluting effect of
water. At the second stage of hydration (dormant period), the
concentration of Ca2 decreases, thereby increasing the saturation
time of ion and thus delaying the second peak. However, the pH
value increases primarily due to the potassium content in RHA
dissolved in water, as shown in Table 8. This compensates for the
alkali concentration consumed by Ca2 to nucleate earlier and to
accelerate the second peak. The setting time of ordinary cement
paste occurs before the second peak of the calorimetric curve; such
a mechanism can be responsible for short setting time of cement
paste containing RHA (Figure 6). Table 8. The pH Values of RHA
Dissolved in Water. Adapted from Hwang and Wu [3].
RHAIW 0.05 0.1 0.15 0.2 0.25 0.3
T
pH Value 1 day 3 days 9.59 9.82 9.91 9.91 9.98 9.98 7 days 9.55
9.75 9.80 9.86 9.91 9.91
W/RHA
* Ash burned at 700C Microstructure of Hydrated Cement Paste
with RHA C-S-H gel, CH, ettringite, and of capillary pores and
unhydrated core on cement composition and curing additives may
alter the crystalline 203
Cement hydrates to monosulfoaluminate. The type varies with age
and depends conditions. However, different
Waste Materials Used in Concrete Manufacturing
_____._ _ __,.. s *t __ _..__3I
a
,
.c-_~,______~_________l.....__......._. __..-.-.-.!
I
_----i ..-. ----/ I
&.
-
---+_______~~_~_y..-.. z.E.*.* I
+._-~,,-
F if3 v)
2
0
,
!
I
/ (b) wbo.47 j
&
0
5
10
IS
30
RHA (W
Figure 6. Setting time of cement paste with RHA. Hwang and Wu
[3].
Adapted from
nature of products, thereby resulting in the generation of more
hydrates. From optical microscopy observations, a magnification
exceeding 400X or an excessively high concentration of cement paste
(low water to cement ratio), produces an unclear image. Only the
development of CH crystals can be observed. A high water to cement
ratio of approximately 0.6 is therefore used to obtain clear
images. The symbol I--+ in Figure 7 indicates that a CH crystal
appears between unhydrated cores and that C-S-H gel appears after 5
hours [3]. The crystal at 6.5 hours is 4 times the size of that
after 5 hours; after 7.5 hours it is 8 times greater and after 12.5
hours, 26 times greater. The free water generates a significant
amount of C-S-H gel, and consequently, RHA and unhydrated cores
become large due to 204
The Use of Rice Husk Ash in Concrete
(c) 12.5 hours
I
(fl 15 hotlrs
--I-
I__(i) 13 hours
I ,
Figure 7. Optical micrographs of cement paste with RHA. Adapted
from Hwang and Wu [3]. 205
Waste Materials Used in Concrete Manufacturing
the build-up of hydrates. This may be related to the dense
sponge matrix, as shown in the SEM micrograph of cement paste
containing RHA. However, such a phenomenon does not occur in cement
paste without RHA (Figure 8g-8h). The symbol --+Iin Figure 8a to8f
indicates the occurrence of a hexagonal crystal after 7 hours. A
cement paste formed with a water to cement ratio of 0.4 and
containing 15% RHA was investigated using scanning electron
microscopy and revealed a significant difference between pastes
with and without RHA. After one day, the C-S-H gel was in the form
of a dense sponge matrix (Figure 8a, b, c) [3]. Most of the CH may
have reacted with RHA. Some hexagonal plates (about 0.1 pm) grow on
the surface of the RHA similar to that of monosulfoaluminate
(Figure 8d). After 3 days, the dense fibers bond with the matrix
within large pores (Figure 8e). The fiber surface is no longer
smooth and some of it is filled with C-S-H gel (Figure 8f). After 7
days, the crystal (1.5 urn) looks like a bundle of fibers,
constrained in the middle, but flower-like at the ends (Figure 8g).
After 28 days, the matrix has become more dense and the
undecomposed CH crystal clogs the matrix (Figure 8h). After 60
days, the matrix bonds together and the presence of CH becomes
unclear (Figure Si). A cement paste with water to cement ratio of
0.47 and containing 10% RHA was also investigated. The porosity of
this system was found to be higher than that of cement paste with a
water to cement ratio of 0.35 which may result in lower compressive
strength. The pore structure of the cement paste containing 10% and
15% RHA replacement are nearly identical (Figure 9) [3]. Therefore,
theoretically, the compressive strengths of these pastes should not
differ much from each other. Hydration Mechanisms of Paste with
RHA
Figure 10 reveals the hydration behavior which includes the
calorimetric curve, the ultrasonic pulse velocity curve, the
penetrative resistance curve, and the setting time of paste with
20% RHA (22). According to the hydration mechanism of ordinary
portland cement without RHA (23), a transition zone exists in the
ultrasonic pulse
206
The Use of Rice Husk Ash in Concrete
207
Vaste Materials Used in Concrete Manufacturing
1 DAY
lb) w/s -
= 0.47 RHA=5% 10%
. . . . . . . . RHA=
0.30 t1 DAY 3 DAY 7 DAY 28 DAY
ICI w/s 0.30 -.-.-
=0.47 .RHA = 15% _=20%
Figure 9. Pore analysis of cement paste. Adapted from Hwang and
wu [3].
208
The Use of Rice Husk Ash in Concrete
300
250
200
150
100
50
0
400
5 >__ ? I !ji 300
8
,
.Lo
!--
200
$2 ._
4
100
%
0
400
300
200
100
0 0.1 I I
Time (Hours)
Figure 10. The relation of calorimetric curve, ultrasonic pulse
curve, penetrative resistance strength curve and setting time
(w/c=O.47), Hwang, Peng and Lin [22].
209
Waste Materials Used in Concrete Manufacturing
velocity curve which corresponds to the period between the
dormant and deceleration periods in the calorimetric curve. The
transition zone occurs roughly at the points of inflection in both
the calorimetric and the penetrative resistance curves, with the
setting time measured with a Vicat needle. Moreover, the time of
appearance of the second peak in the calorimetric curve
approximately coincides with the final setting time. Such a
transition zone will be delayed with the increase in water to solid
ratio. The addition of RHA will cloud the transition zone [22], but
the hydration mechanism is similar to that of ordinary Portland
cement. The final setting of paste with 5% and 20% RHA added begins
at the second peak as shown in Figure lob and 1Oc [22,23]. This
implies that the addition of RHA will strengthen the matrix. The
hydration mechanism of paste with RHA can be hypothesized, may
appear as shown schematically in Figure 11 [22], and may be
described as follows: The penetration resistance coincides with the
growth of CH (Calcium hydroxide) up to 8 hours, and this is similar
to the behavior of ordinary portland cement paste. The early
resistance may be primarily due to the formation of CH crystal.
From the pulse velocity curve as shown in Figure 10, the pulse
change coincide with the early detection of penetration resistance.
The formation of CH at the surface of rice husk ash may be due to
the adsorption by cellular structure of RHA. In such case the
bleeding water will be significantly reduced. The adsorbed water
enhances the pozzolanic reaction inside the inner cellular spaces
and gain significant strength. The ultra-sonic velocity gain
rapidly after the formation of CH and the contact of RHA solid
through the silica skeleton. This behavior is different from that
of pure Portland cement paste. After 40 hours, the pozzolanic
reaction further binds Si in RHA with CH to form C-S-H gel and
solid structures. This means that RHA fills the finer pores and
reduces the permeability, which may be beneficial to the
durability.
210
The Use of Rice Husk Ash in Concrete
EARLY CHARACTERISTICS
OF CONCRETE
WITH RHA
The early characteristics of concrete with RHA depends on the
water to cement ratio, the amount of paste used, the amount of RHA
added, other admixtures used and mixture proportion. The
Workability of Fresh Concrete with RHA
At a given water to cement ratio, small addition (less than 2 to
3 by weight of cement) of RHA may be helpful for improving the
stability and workability of concrete by reducing the tendency
towards bleeding and segregation [24]. This is mainly due to the
large surface area of rice husk ash which is in the range of 50 to
60m2/g [ 11. Large additions would produce dry or unworkable
mixtures unless water-reducing admixtures or superplastizers are
used, as shown in Figure 12 [3]. Due to the adsorptive character of
cellular rice husk ash particles, concrete containing RHA require
more water for a given consistency. At high water-cement ratio, the
workability tends to improve, as shown in Figure 12 [3]. The
addition of sand will significantly reduce the flow table spread.
For a given consistency, the reduction of water requirement can
lead to an overall improvement in many engineering properties.
Granulometric characteristics of the coarse aggregate, fine
aggregate, and cement particles influence the volume of voids and
water requirement of a concrete mixture. The addition of fine
particles of a mineral admixture, typically in the order of 1 to 20
ym in size, would supplement the cement grains in further reducing
the volume of voids in the concrete mixture. Consequently, it will
require less water to produce a concrete of a given consistency
[25]. The workability of fresh concrete with RHA can be improved by
densifying the mixture [25,26]. The process uses cement and rice
husk ash with water to fill the pores and voids within
well-compacted aggregates. The density of concrete made by this
process is higher
211
Waste Materials Used in Concrete Manufacturing
IaJ o-3
hOlh-s
b) 3-8 hour:
(cl 8-40 hour
.(d) after 40 hours
Figure 11. Schematic drawing of the hydration of cement paste
with RHA. Adapted from Hwang, Peng and Lin [22]. 212
The Use of Rice Husk Ash in Concrete180 160
... ......... __. .... _. .. ........... I.....................
_..._ _... .,Paste,[W/S=0.47 i .... ...... ___________.____._.~_
................................. : .... : l *., ....
.................... ............................. ........ j......
. .......
r.%.&_y......i..................._.................
L%&.~_._. ................................ .........
........ ..ji
...................... .!a... &.._. 140 _.
............................... +___.
120 100 80 60 40 20 0 0
........
I.._.-.................. ........ .............. j _..._..__~:~~
.
5
10
15
20
RHA (/) Figure 12. Flow table spread of cement paste and mortar
with RHA. Adapted from, Hwang and Wu [3].
than that of conventional mixtures with more cement. Slump can
be controlled to 250 + 20mm range with excellent rheological
properties and with small reduction in slump after 45 minutes [25].
The Setting Time of Concrete with RHA Unlike other pozzolanic
materials, rice husk ash tends to shorten the setting time, as
shown in Figure 6. This may be due to the water adsorption ability
of the cellular form of rice husk ash and hence, the surrounding
water-to-cement ratio is reduced. It is further substantiated by
the early detection of the ultrasonic pulse velocity, as shown in
Figure 10, reflects that the rigid silica cellular skeleton 213
Waste Materials Used in Concrete Manufacturing
also plays an important role in setting time. Higher
water-to-cement ratio tends to increase the setting time because
there is less contact between the open matrix and the silica
cellular structure causes a reducuction in early strength
development. The Compressive Strength and Impermeability RHA of
Concrete with
In normal concrete, the transition zone is generally less dense
than the bulk paste and contains a large amount of plate-like
crystals of calcium hydroxide, with the c-axis perpendicular to the
aggregate surface [27]. This is suspected to induce microcracks due
to the tensile stresses induced by thermal and humidity change. The
structure of the transition zone is the weakest phase in concrete
and has a strong influence on the properties of the concretes. The
addition of pozzolanic materials can affect both strength and
permeability by strengthening the aggregate-cement paste interface
and by blocking the large voids in the hydrated cement paste
through pozzolanic reaction. This phenomenon is shown in Figure 13.
It is known that the pozzolanic reaction modifies the
pore-structure. Products formed due to the pozzolanic reactions
occupy the empty space in the pore-structure which thus becomes
densified. The porosity of cement paste is reduced, and
subsequently, the pores are refined. Mehta [I] has shown
significant reduction in the porosity of cement paste with RI-IA
additions and refinement in the porestructure. Pozzolanic reaction
is a slow process and proceeds with time. It is illustrated in
Figure 14 [I] that the pore refinement is in progress even after 28
days. Rice husk ash adsorbs large amount of water due to its high
specific surface area. This reduces bleeding water. The high
absorption of the RHA has been shown by Hwang [3] (Figure 15). It
improves the weakest zone under the aggregate. However, adding the
correct amount of rice husk ash is important for achieving high
strength. Large amounts of rice husk ash have an adverse effect and
reduce strength as shown in Figure 16 [3]. The early strength of
214
III \\Cement Grain
CI
I I ICement Grain
Figure 13. Mechanism
of void filling and transition zone strengthening
effects of RHA.
0.25
Pore Diameter
(A)
Pore Diameter
(A)
Figure 14. Pore refinement of hydrated cement pastes by RHA.
Adapted from Mehta and Monteiro [27].
The Use of Rice Husk Ash in Concrete concrete is a function of
water-to-binder ratio. As long as the waterto-binder ratio is kept
constant, the early strength of concrete will be similar, but the
ultimate strength will be enhanced due to pozzolanic reactions. It
is further seen that above 54 kg/m3 rice husk ash addition, there
is no influence on the strength. However, it decreases the
permeability of concrete. At a high water to cement ratio, the
addition of RHA to cement paste will not only reveal a significant
effect on strength at early ages, but the strength at later ages
also tend to be higher than those with lower water to cement
ratios. A higher water to cement ratio also contributes to a lower
heat of hydration. The pore refining effect of rice husk ash has
shown a surprising result in permeability of concrete as shown in
the last
2
3
4
5
Time
(Hours)
Figure 15. Bleeding ratio of cement paste with RHA. Adapted from
Hwang and Wu [3].
217
Waste Materials Used in Concrete Manufacturing
0
5
10 FWA
15 (%I
20
25
30
Figure 16. The effect of RHA on the compressive Adapted from
Hwang and Wu [3].
strength of paste.
column of Table 9 [ 11. Each percent of rice husk ash can
improve at least 0.6 times of permeability at 1.year. No admixtures
or processing techniques in concrete technology are known to yield
a concrete product with such low chloride permeability so far. The
potential usefulness of rice husk ash, as a cement or concrete
additive, for applications where the corrosion of reinforcing steel
is a major concern is obvious. Hence, the use of rice husk ash is
quite significant for those areas that need water resistance, and
good durability like in the marine environment.
218
Table 9. Mix ProportionsMix NO. a 1 b a 2 b a 3 b 17 356 72 13 0
356 428 54 9 0 356 410 36 RHA (96) 0
and Properties of Concrete Containing RHA. Adapted from Mehta [
11.Fresh Properties W W/B WK: 0.33 0.36 0.31 0.36 0.30 0.36 Air,%
1.0 1.5 1.0 1.5 1.5 1.5 Slump,mm 200 225 240 175 225 200
Compressive Strength, Mpa 3-d 45 42 47 45 47 46 l-d 56 56 60 60 62
65 28-d 65 77 66 80 70 80 1-yr 80 86 80 92 81 92 Permeability,
Coulombs 28-d 3500 1260 3260 870 3000 390 I-yr 2200 420 2200
250
Mix Proportion, kg/m3 C 392 RHA C.A. 1062 1062 1044 1044 1026
1026 F.A. 786 786 786 786 786 786
128 0.33 128 0.33 128 0.31 128 0.31 128 0.30 128 0.30
1800 190
9 All mixtures contained a constant amount of a superplasticizer
in order to obtain high consisrency.l
Coulombs passed in a 6 hours standard test (AASHTO T-277), based
on FHWA Report No. RD-81/119, Aug. 1981.
Waste Materials Used in Concrete Manufacturing
The Modules of Elasticity, Creep and Shrinkage of Concrete with
RHA Modulus of elasticity, creep and drying shrinkage
characteristics of concrete are greatly influenced by strength of
concrete and stiffness of aggregate. Since ultimate strength of
concrete containing pozzolans will result in significant gain in
the modulus of elastic and creep will be low after 28 days [24].
Since the addition of rice husk ash reduces bleeding, the
constructor needs to carefully protect the concrete surface when
conditions for plastic shrinkage cracking prevail [24]. The
pozzolanic reaction of rice husk ash refines the pore structure as
is indicated in Figure 14, hence at the same water-to-binder ratio
the amount of drying shrinkage of concrete with the addition of
rice husk ash is slightly higher than that of concrete without rice
husk ash [3]. Figure 17 indicates such tendency. THE DURABILITY RHA
PROPERTIES OF CONCRETE WITH
The addition of pozzolans can improve the properties of concrete
by modifying the micro- and macro-structure of cement paste. The
direct beneficial effect of fine and cellular RHA particles on the
bleeding and segregation characteristics of concrete mixtures is
due to large water adsorption ability, high internal surface area,
as well as microporous and amorphous particles. The nature of rice
husk ash can be viewed in Figure 3. A reduction in bleeding water
results in a stronger transition zone between solid matter and
cement pastes. This will lead to a more impermeable and durable
concrete.
220
The Use of Rice Husk Ash in Concrete
1.6 1.4 1.2 1 0.8 0.6 0.4 0.2
1.4 1.2 1 0.8 0.6 0.4 0.2 0 1 Time (days) 10 100
Figure 17. Drying shrinkage of cement Adapted from Hwang, Peng
and Lin [22]. 221
paste containing
RHA.
Waste Materials Used in Concrete Manufacturing
The Reduction in the Permeability of Concrete The permeability
of concrete plays an important role in durability because it
controls the rate of entry of moisture that may contain aggressive
chemicals and the movement of water during wetting or drying. The
single parameter that has the largest influence on durability is
water to cement or water to binder ratio [27]. As the
water-to-binder or water-to-cement ratio is decreased, the porosity
of the paste is decreased and hence, the concrete becomes more
impermeable. The addition of microporous rice husk ash adsorb large
amount of water surrounding the solid matter, producing a low water
to binder ratio and refining the pore structure. This consequently
reduces the permeability of concrete-to-chloride penetration as
shown in Table 9 [ 11. It has been found that the permeability is
significantly reduced after 28-day curing for the cement paste with
10, 20 or 30 percent rice husk ash [ 11. The permeability of the
cement paste with rice husk ash is believed to be in the range of
1x10 cm/set. Resistance to Thermal Cracking The mineral admixtures
which react slowly at normal temperatures can benefit from the heat
of hydration of Portland cement without sacrificing ultimate
strength. The use of rice husk ash to replace a portion of the
cement directly reduces heat evolution. The possibility of thermal
cracking for massive concretes or plastic shrinkage cracking for
large flat surface construction will thus be reduced. Resistance to
Alkali-Aggregate Reactions
Alkali-Aggregate reaction is a slow process between the alkali
solution from a high alkali portland cement (greater than 0.6% NqO
eq.) and active aggregate [24,27]. A partial replacement of
high-alkali cement by rice husk ash is a direct way to cut down the
alkali supply and has been effective in reducing expansion due to
the
222
The Use of Rice Husk Ash in Concrete
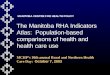
alkali-aggregate reaction. Mehta and Folliard [28] have reported
a 95% reduction in expansion for blended cements containing 90%
high alkali Portland cement (1 .O% as N%O) and 10% RHA (Figure 18).
This is above the minimum limit of 75% proposed in ASTM C441 for
assessment of pozzolans in reducing the alkali-silica expansion.
Hence, the addition of rice husk ash plays several roles. First,
RHA helps to reduce the supply of alkali from cement. The RHA
competes with the slow reactive aggregate and consumes the alkali
from cement due to its greater reactivity. Further, it adsorbs the
surrounding water and refines the pore structure. This further
hinders the diffusion of alkali ions to the surface of aggregate by
microporous rice husk ash. Table 8 shows the effect of rice husk
ash on the pH value of water.
OS IL
0.416 . \.\\.\....\\\ % -........... r .. , , , I , , , , , # ,
.JR............................_...... ........... \,\\,\\\\\.\\
,,,,,/,/~/~/~~ .\\..\\.\\.\\ I,,,,,,/,,,,,8 \\\.\\\\...\x
,,,/,,/#//R,Nf \.\\\\\....\. ///,,~/I,//~~~ _.._.. , \\,,,\\..\\\\
/ , , , N / ... . ......
........................................I..... , , , , , , . 0.3
,,\\\\...\.\\/ ,,,,,I,,,,,/// \,\\,\..\.\.\ ,,,,,,,,/,,/,/
\\\\\.\\\\\.. I,,,,,/,,#,//# \\\,\..\\.\\\ ,,/,,/,//,,N/,
\\\\\\.\\.\\x ,,,,,/,,//,#C , , , \ \ \ \ \..Y...
.....................*........ \, , \, ........... . . . 0.2 _ _...
,,,I,,,,/~##~# ,,\\.\\\\\.\\ ,,,,,//,#J///, \\\\\\...\\..
,//,,////,//// ,\\\\..\\\\\. ,,,,/,,###//,I \\.\..\\\\\\.
/,,,,,/,,/1/#8 \\.\\..\...\. ,,,,,/,,,,I /I/
............................................I.......-I.0.1 ---I
\.\.\\\\\\\\\ ,,,,,,,,,,,I// \.,\\\\.\.\\. ,,,,/,/~~#~~/~
\\\\\\.\..\\\ /////,,,~////C 0.022 % \\\\\\\\\\\.\ ,////,,~##/~I~~
..... ....._.__. ..__I., .. ..c.......:.: . ........:.i... . .
..,,.,y