Embed Size (px)
Citation preview

w w w . a P r i o r i . c o m
Sand Casting
aPriori Training

© 2009-2010 aPriori – Confidential, all rights reserved
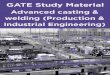
Sand Casting Process Overview
Pour Solidification & Cooling Shakeout Cleaning
Purchased Metal
Sand Preparation
Make Core Boxes
Heat Treat Secondary Processes (Machining, …)
Off-line Inspection Heat Treat
Recycle Waste Metal
(Sprues, Gates, Risers, Runners,
Recycle Mold Sand
Tooling
Materials
Preparation Steps
Process Steps
Core Sand & Additives
CASTING PROCESSCASTING PROCESS
MELTINGMELTING
SECONDARYSECONDARY
Alloying
Binders, New Sand,Additives
ScrapMelting
Metal Charging
Make Patterns
In-line Inspect
TOOLINGTOOLING
Mold Making-Pack Sand- Set Cores-Add risers, gates, filters…
Finishing
Custom Mold Parts ( If needed)
Core Making
Optional Steps
SAND SAND PREPARATIONPREPARATION
CORE MAKINGCORE MAKING

© 2009-2010 aPriori – Confidential, all rights reserved
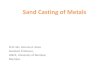
Sand Casting Mold Elements
Chaplets

© 2009-2010 aPriori – Confidential, all rights reserved
How aPriori Works – Sand Casting
aPriori Geometry Assessment
Process Routing Engine
P
aPriori VPE’s Supplier VPE’sCustomer VPE’s
Geometric Cost Drivers
Physics Based Mechanistic Models
PP
Physical Manufacturing Capabilities
Cost Accounting Data
Process Capability & Routing Rules
Cost Models
P
Configured Data Layer
aPriori User Interface
Patent Protected aPriori IPP
Non-Geometric Cost Drivers

© 2009-2010 aPriori – Confidential, all rights reserved© 2009-2010 aPriori – Confidential, all rights reserved
Sand Casting GCDs: Draw Direction
Draw Direction
Click to Override
Possible parting planes (blue)
Current parting line (orange)
Advanced parting line option

© 2009-2010 aPriori – Confidential, all rights reserved© 2009-2010 aPriori – Confidential, all rights reserved
Sand Casting GCDs: Holes, Voids, Thickness
Min & Max ThicknessMold and part feasibility
VoidsCandidates for core
HolesEvaluated for core or other operation based on size, shape orientation and tol.
aPriori Geometry Assessment
P

© 2009-2010 aPriori – Confidential, all rights reserved© 2009-2010 aPriori – Confidential, all rights reserved
Sand Casting GCDs: Combo Voids
Combo Voids = Voids merged with Holes
Combo Voids are considered as a single feature in the casting process
You can Merge and Unmerge Holes from a Combo Void
This may result in a different routing, part cost, and tooling cost
aPriori Geometry Assessment
P

© 2009-2010 aPriori – Confidential, all rights reserved
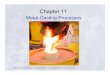
Sand Casting Process Routings
* Only one of these four is part of the process
Melting Core Making
Oil Core
C02 Cured
Hot Box
Isocure Gas
No bake
Shell
Mold Making, Pouring,Cooling
Shakeout Cleaning Finishing In-line Inspection
Stock/Extruded
Mold Making Pouring Cooling
Manual Standard
Dashed = Optional Process
•None or all of these can be part of the process
Mold Making Pouring Cooling
Manual Floor
Mold Making Pouring Cooling
Horizontal Automatic
Mold Making Pouring Cooling
Vertical Automatic
Process Routing Engine
P

© 2009-2010 aPriori – Confidential, all rights reserved
Selecting Molding Type and Machine
Patent Protected aPriori IPP
Process Routing Engine
P
Process Capability and Routing Rules
XMolding Type
Selection-Compares part size to
machine flask size for each machine in the mold type
-Selects first feasible machine
-Calculates the number of cavities that will fit in the mold
32” x 6” x 6”
XXXXXX
Selected VPE
Configurable Data Layer

© 2009-2010 aPriori – Confidential, all rights reserved
MoldingSelects first feasible based on part and machine size
Sand Casting Machine SelectionMeltingLowest conversion cost
CleaningSelects first feasible based on machine capacity (# of parts) and size
Cooling, Shakeout, InspectionVPE default machine
PourSelects first feasible based on part weight and ladle capacity
FinishingSelects first feasible based on part weight and machine capacity
Core MakingSelects first feasible process that can fabricate all cores based on core box size
Process Routing Engine
P

© 2009-2010 aPriori – Confidential, all rights reserved
How aPriori Works – Sand Casting Cycle Time
Time Calculations-Calculated for each
feasible routing-Machine Cycle Time-Machine Setup Time-Labor Handling Time
Material Calculations-Yields-Material Utilization
Physics Based Mechanistic Models
aPriori Geometry Assessment
P
Physical Manufacturing Capabilities
PSelected VPE
Configurable Data Layer

© 2009-2010 aPriori – Confidential, all rights reserved
How aPriori Works – User Overrides with Process Setup Options
Recommendation: leave draft, rounds, min thickness unchecked until design matures
Check for DraftsCompares drafts on part to variables in VPE
Check for RoundsCompares sharp corners on part to variables in VPE
Check Minimum ThicknessCompares minimum wall thickness of part to minimum allowable wall thickness from material table
Number of Cavities•Calculated value based on mold size •Direct user override

© 2009-2010 aPriori – Confidential, all rights reserved
How aPriori Works – Sand Casting Cost Model
Variable Costs• Material• Labor and Overhead• Setup
Capital Investments• Pattern Making• Core Box
Amortized Investments• Investment per Part
Expendable Tooling• Sand for cores and
molds
Cost Accounting DataPhysics Based
Mechanistic ModelsP
Cost Models
PSelected VPE
Configurable Data Layer

© 2009-2010 aPriori – Confidential, all rights reserved
Tips for Use – Sand Casting
Check the Parting lineThere can be multiple “good” parting line assignments depending on part geometryParting line assignment affects the number of cavities (as seen in the Process setup screen)
Look for Combo Voids and unmerge features if appropriateApply Machining with One-Click-Costing
Apply tolerances/roughness to individual featuresAs the part design matures, verify the cavity count and machining requirements
User can override cavity count via Sand Casting Process SetupFor as-cast designs: do Draft, Rounds, and Minimum Thickness feasibility checks toward the final stages of design
As manufacturing details are known about the part, verify mold making routing, machine selection and coring process
User can override coring process down to the individual GCD if they have requisite knowledge or info

© 2009-2010 aPriori – Confidential, all rights reserved
Tips for Use – NX Machined Castings
2010 R1.1. Improvement for NX files with a single subcomponent and Machining cuts
Behavior in aPriori 2010 with the NX beta configuration propertyaPriori always recognized these files as assemblies (not parts)
Behavior in aPriori 2010 R1.1Users can control aPriori’s behavior based on an additional property:apriori.free.bodies.preserve.CAD=false
Set to false, aPriori opens those files as machined parts
Set to true, aPriori opens those files as Assemblies with 2 subcomponent parts (cast part and machined part)
Limitation: If a model contains a machined part, its cast version AND other subcomponents, aPriori will still interpret it as an assembly.