Embed Size (px)
Citation preview

7/28/2019 169 connov10
http://slidepdf.com/reader/full/169-connov10 1/8
Issue 169 November/December 2010
Diary events
January 2011
Seminar
Working with composites
Thu 20
Great Abington
February 2011
Technology disseminationseminar
High productivity welding
using variable polarity
submerged arc welding
Wed 9
Middlesbrough
March 2011
Seminar
Linear friction stir welding
Thu 17
Great Abington
Joint Technical Group meetingOffshore Oil and Gas and
Polymers
tbc
Aberdeen
April 2011
Conference
Association of Welding,
Fabrication, Training and
Education
Fri 1Great Abington
May 2011
Conference
The Welding & Joining Society
Wed 18 – Thu 19
Great Abington
Workshops and seminars
are recognised
Continuous Professional
Development events
T h e m a g a z i n e o f T W I
w w w . t w i . c o . u k e - m a i l : t w i @ t w i . c o . u k
continued on p 2
Extreme environment materials are
becoming increasingly important in
a number of strategically vital areas.
Ultra-high temperature ceramics (UHTCs),
for example, have been identified as
having an important role to play in nuclear
power generation and radioactive waste
storage. Hypersonic aviation, where
scramjet intake and re-entry vehicle leading
edge temperatures exceed 2000°C, is
another important application area.
However, determining the performance of
UHTCs at such temperatures is challenging
and costly owing to the limited availability
and complex nature of appropriate test
facilities. Consequently, ready access to
more affordable techniques for evaluating
the properties of UHTCs, and other
extreme environment materials, is desirable.
TWI is currently working with Imperial
College London, Loughborough University
and DSTL to develop the collimated laser
beam (CLB) test; a rapid, cost effective
means of assessing the oxidation resistance
of UHTCs, such as HfB2, at temperatures in
excess of 2500°C.
Initially developed by Steve Westgate
(TWI), the CLB test uses a collimated(parallel sided) laser beam. Using a high
brightness ytterbium (Yb) fibre laser beam,
only 5mm in diameter, enables UHTC
samples to be completely bathed in high
heat flux laser light, ie up to
44MW/m2, enabling testing to temperatures
approaching at least 4000°C.
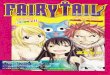
Turning up the heat:
Laser ablation of ultra-high
temperature ceramics
(a) HfB2 specimen, sat on carbon block, prior to and (b) During collimated laser beam (CLB) testing at 44MW/m2 ,
(c) Pyrometer output during CLB testing of HfB2 , and examples of the surface appearance of (d) HfB2 and
(e) HfB2 + 20%SiC UHTC 5mm diameter specimens after CLB testing.
a
b
d
e
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
0 500 1000 1500 2000 2500 3000 3500 4000
Datapoint number
T e m p e r a t u r e C e l s i u s
Sample sent to 2nd power level
Sample held, 1st power level
Beam on, sample heating
Beam off, sample cooling
c

7/28/2019 169 connov10
http://slidepdf.com/reader/full/169-connov10 2/8
2
November/December 2010
C on ne ct N ov em be r/ De ce mb er 2 01 0 w w w . t w i . c o . u k e - m a i l : t w i @ t w i . c o . u k
Aliaxis R&D - SASFrancePlastic pipes and fittingproduction, electrofusion joining
Cambridge ElectronBeamUK Electron beam welding
Cummins Re-ConUSARe-manufacture of engines and components
DBK TechnithermLimitedUK Design and manufactureof heating and coolingsolutions
Hexadex LimitedUK Engineering andmanufacturing
Inspirit Energy LimitedUK Development of microcombined heat andpower (mCHP) appliance
Miller Electric/HobartUSAManufacturer of weldingequipment and products
Philips LightLabsThe NetherlandsLighting
Semblant LtdUK Plasma deposition
SogedecFrancePower plantdecommissioning
TEI Tusas EngineIndustries IncTurkey Aero engine assembly and overhaul
New Membersof TWI
TWI is pleased to welcome the
following as Industrial Members
continued from p.1
Another key feature of the CLB test is
its flexibility. Over twenty specimens can
be evaluated in a day and the heat flux/
duration of each test can be adjusted easily
to simulate a range of environments. Thebeam can be released for one second or,
potentially, an hour and the heat flux within
that beam is controllable to within a few
watts.
Microstructural changes in UHTC specimens
(determined by post-test microstructural
characterisation) along with in-test
pyrometry (under development at TWI)
can then be used to infer the maximum
temperatures reached during testing.(Figure c).
The depth to which UHTC specimens are
oxidised during CLB testing is measured
during subsequent microstructural
characterisation. However, an immediate
qualitative assessment of their oxidationresistance can usually be obtained by post-
test visual inspection (Figures d-e).
In ongoing work, the CLB test facilities
at TWI are being modified to include
the option of introducing active flows of
different gases across the surface of UHTC
specimens during testing to better simulate
anticipated service conditions.
If you are interested in the use of lasers for
the high temperature testing of materials,either for this or other applications, please
contact [email protected]
TWI held its third Technology Awareness
Day on Thursday, 14 October 2010. We
were very pleased to welcome
Professor John Irven, the chairman of TWI’s
Research Board, as our keynote speaker.
For the first time the event was broadcast
live and more than 60 attendees from over
30 member companies took advantage
of the offer of not having to travel and to
benefit from the day by attending online.
We were particularly delighted that some
members even organised a meeting room
at their end and got a group of colleagues
together to watch and listen to the
presentations.
Corrosion and structural integrity
management have been an integral part
of TWI for more than 60 years and TWI
has established a world class reputation
for supplying high calibre services to
clients across all industry sectors. The
morning session focused on corrosion
management and mitigation, the afternoon
on life extension. Presentations and the full
recording of the day are available on our website (for members only):
www.twi.co.uk/content/e141010-2.html
TWI Information Services Stand
TWI Technology Awareness Day 2010:Materials selection and failure avoidance
Professor John Irven, TWI Research Board Chairman

7/28/2019 169 connov10
http://slidepdf.com/reader/full/169-connov10 3/8
w w w . t w i . c o . u k e - m a i l : t w i @ t w i . c o . u k C on ne ct N ov em be r/ De ce mb er 2 01 0
November/December 2010
3
During 2010 TWI has continuedits major investment in high power
laser materials processing equipment.
Four state-of-the-art Yb-fibre lasers
are now operational at TWI in
Cambridge, to enhance the portfolio
of laser processing services offered to
Industrial Members. With a number of
new processing heads now availableat TWI, these Yb-fibre lasers are
suited for a diverse range of welding,
cutting and surfacing applications. The
investment reflects the growing take
up of Yb-fibre laser technology and
the increasing adoption of laser-based
materials processing solutions in many
industry sectors.
The four continuous-wave Yb-fibre
lasers, which have maximum ratedoutput powers of 5kW, 1kW, 200W
and 20W, are typical of the range of
solid-state lasers now being adopted
by industry. Advantages of adopting
fibre or disc laser technology include:
high wall plug efficiency, excellent
beam quality, fibre optic delivery
(allowing easy robotic automation),
small footprint and long service
intervals. The range of output powers
and focused beam properties allowa wide range of materials to be
processed.
For welding applications, the 5kWYb-fibre laser is capable of at least
8mm penetration depth in most
metallic materials and it is possible
to increase joint-gap tolerance using
wire feed, oscillation of the laser beam
and/or a hybrid laser arc process.
Furthermore, Industrial Members now
have access to a laser camera
vision system which allows seam
tracking, adaptive control and
even post-weld inspection of bead geometries. At the other
thickness extreme, metallic foils
of total thickness <500µm can
be joined at welding speeds of
~500mm/s using the 200W
Yb-fibre laser.
The 5 and 1kW lasers are also
ideally suited for high quality
cutting of sheet metal up to
3mm in thickness, with work inprogress to increase this thickness.
Compared with traditional CO2 laser
cutting, a 300% increase in cutting
speed can be achieved using Yb-fibre
lasers. This enhanced process speed,
combined with the increased wall
plug efficiency, enables large cost
savings. Where high cut quality is not
a requirement, cut depths of up to
50mm have already been achieved
with the new Yb-fibre lasers.
Robotic manipulation equipment
is on hand both for high precision
applications and workpieces up to 5m
in length. In addition, a 3D scanning
head is now available for remote
welding, sublimation cutting, marking
and laser Surfi-Sculpt® applicationswith the 1kW laser.
The 20W Yb-fibre laser is coupled to
a fast 2D scanning head, scanning over
a precision 3D displacement stage. This
laser-optic combination is suitable for
micro-marking, scribing, Clearweld®
operations on plastics and thin film
ablation.
Several successful projects have
already been carried out using thenew equipment. These include
concrete scabbling, pipe cutting,
hybrid laser arc welding of steel,
stainless steel and aluminium
alloy, welding of metallic foil, high
quality welding of titanium alloy,
transmission joining of plastic, and
patterning of nano-material coatings.
To discuss the suitability of this
equipment for meeting your business needs please contact
New laser materials processing
equipment at TWI
Hybrid laser arc set-up with an adaptive control vision
Laser welding with a 200W Yb-bre laser
Single sided tube-in-tube cutting with a 5kW
Yb-bre laser

7/28/2019 169 connov10
http://slidepdf.com/reader/full/169-connov10 4/8
C on ne ct N ov em be r/ De ce mb er 2 01 0 w w w . t w i . c o . u k e - m a i l : t w i @ t w i . c o . u k 4
Tech nol ogy Tran sfe r
Titanium is a reactive metal; it willburn in pure oxygen at 600OC and innitrogen at around 800OC. Oxygenand nitrogen will also diffuse into titanium at temperatures above400OC raising the tensile strength butembrittling the metal. In the form of a powder or metal shavings titaniumalso constitutes a fire hazard.
Despite this reactivity titanium is usedextensively in chemical processing,offshore and aerospace applications.This is due to:
• The tenacious protective oxidefilm that forms, giving the alloysvery good corrosion resistance,particularly in chloride containingenvironments.
• No loss of toughness at
temperatures down to -196OC• Good creep and oxidation.
resistance at temperatures up toalmost 600OC.
• Similar strength to steel but atapproximately half the weight.
Because of the affinity of titaniumand its alloys for oxygen, nitrogenand hydrogen and the subsequentembrittlement, fluxed weldingprocesses are not recommendedalthough they have been used,primarily in the former USSR. Arcwelding is therefore restricted to thegas shielded processes (TIG, MIGand plasma-TIG) although power beams, the solid phase processes andresistance welding are also used.
Titanium is allotropic; it has twodifferent crystallographic formsdepending on the temperature andchemical composition. Below 880OCit forms the hexagonal close packedalpha phase, above 880OC it exists asbody centred cubic beta phase.
A range of elementsmay be used
to improve themechanical properties,
some stabilise the alpha phase andothers promote the formation of beta. Oxygen, carbon, nitrogen andaluminium promote the formationof the alpha phase; chromium,molybdenum, niobium, tin andvanadium promote the formation of beta. By suitable additions of theseelements it is possible to produce
four families of titanium alloys, dividedon the basis of microstructure, intocommercially pure titanium, alpha or near alpha alloys, alpha-beta alloysand beta alloys. ASTM designations,a simple numbering system, are acommonly used shorthand way of identifying the various alloys and both these and the alloy composition egTi-6Al-4V, will be used within thisarticle.
Commercially pure, unalloyed ASTM1 - 4 and 7 grades contain smallamounts of contaminants such asoxygen, nitrogen and carbon, typically less than 0.2%, and have mechanicalproperties matching those of agood quality low carbon steel. Thefewer contaminants, the lower is the tensile strength. The majority of thesealloys are used for their corrosionresistance. Welding is straightforwardand has little effect on the mechanical
properties in the HAZ and they aregenerally welded in the annealedcondition.
The alpha and near alpha alloys, typified by the Ti-5Al-2.5Sn alloy, haveultimate tensile strengths (UTSs) of 500-900MPa, 0.2% proof (PS) of 600-800MPa and elongations (El%) of around 18%. As with the commercially pure alloys the mechanical propertiesof this group are insensitive to heat
treatment. Weldability is good, thealloys being welded in the annealedcondition.
The alpha-beta alloys are sensitive toheat treatment, solution treatment
and ageing, increasing the strengthby 50% compared with the annealedcondition. The very high strengthalpha-beta alloys such as Ti-5Al-2Sn-2Zr-4Mo-4Cr may have a UTS of 1200MPa, PS of 1150MPa and an El%of 10. Weldability of the alloys within this group, however, is dependenton the amount of beta present, themost strongly beta stabilised alloysbeing embrittled during welding and,
although it is possible to restore someof the ductility by a post-weld heat treatment, this is often impractical.These very high strength, high betacontent alloys are therefore rarely welded. Contrast this with possibly the most frequently used alpha-betaalloy, Ti-6Al-4V (ASTM Grade 5) witha UTS of 950MPa, a PS of 850MPaand El% of 15. This alloy has goodformability, is readily workable, hasgood castability, excellent weldability
and could be regarded as the alloy against which to benchmark all others.
The fully beta alloys, eg Ti-13V-11Cr-3Al, have similar strengthsbut with slightly improved ductility, typically around 15% elongation. Thebeta phase is termed metastable – cold work or heating to elevated temperatures may cause partial transformation to alpha. The alloyshave high hardenability, very good
forgeability and are very ductile. Weldability is good, taking placewith the alloy in the annealed or solution treated condition although toobtain the full strength it is generally necessary to weld in the annealedcondition, cold work, solution treat and then carry out an ageing treatment.
Filler metals, all solid wires andmatching the composition of the
commoner of the alloys, are available, the relevant specifications being AWSA5.16/A5.16M:2007 Specification for
Job Knowledge109 Welding of titanium and its alloys
Part 1

7/28/2019 169 connov10
http://slidepdf.com/reader/full/169-connov10 5/8
w w w . t w i . c o . u k e - m a i l : t w i @ t w i . c o . u k N ov em be r/ De ce mb er 2 01 0
Technolog y Transfe r
5
titanium and titanium-alloy weldingelectrodes and rods and BS EN ISO
24034.2010 Welding consumables,solid wires and rods for fusionwelding of titanium and titaniumalloys. Although readily available, therange of consumables is somewhatrestricted with only fourteen or fifteencompositions being produced inaccordance with these specifications.
Weldability, as mentioned above, isin general very good. The exceptionis the high beta alpha-beta alloys.
The fundamental problem in welding titanium alloys is the eliminationof atmospheric contamination.Contamination of the weld metal and the adjacent HAZs will increase tensilestrength and hardness but may reduceductility to an unacceptably low valuesuch that cracks may occur even inconditions of only moderate restraint.The most likely contaminants areoxygen and nitrogen, picked up due to
air entrained in the gas shield or fromimpure shield gas, and hydrogen frommoisture or surface contamination.
The maximum tolerable limits in weldmetal have been estimated as 0.3%oxygen, 0.15% nitrogen and 150ppmhydrogen so scrupulous cleanlinessis essential for both parent metalsand filler wires. Degreasing the weldpreparation followed by stainless steel
wire brushing and a further degreaseis generally sufficient. Heavily oxidised
components may need to be pickledin a nitric/hydrofluoric acid mixture toremove the oxide layer. Degreasing of the filler wire for TIG welding shouldbe done as a matter of course and the cleaned wire handled with cleancotton gloves; grease and perspirationfrom the fingers can cause localcontamination and/or porosity. MIGwire should be ordered in a degreasedcondition, stored in clean dry
conditions and not left unprotectedon the shop floor.
During welding those parts of theweldment exposed to temperaturesabove 520OC will absorb oxygenand nitrogen and must therefore beprotected until they have cooledbelow this critical temperature.Fortunately heat conduction in titanium is low so the area affectedis limited in size and chill blocks can
be used to reduce this heated zoneeven fur ther. The molten weld pool isprotected by the normal gas shroudbut the cooling weld and its HAZwill need additional protection by theuse of a trailing shield with its ownprotective gas supply following alongbehind the welding torch. The back face of the weld also needs similar protection by the provision of anefficient gas purge.
Surface discolouration will give agood indication of the degree of
atmospheric contamination as shownin the the colour char t. Under perfectshielding conditions the weld willbe bright and silvery in appearance.Discolouration at the outer edges of the HAZ is not generally significantand may be ignored. As contaminationincreases the colour changes fromsilver to a light straw colour, then dark straw, dark blue, light blue, grey andfinally a powdery white.
The light and dark straw coloursindicate light contamination thatis normally acceptable. Dark blueindicates heavier contamination thatmay be acceptable depending on the service conditions. Light blue,grey and white indicate such a highlevel of contamination that they areregarded as unacceptable. In multi-pass welds the contamination willobviously affect any subsequent weld
runs so that surface appearance aloneis not a reliable guide to whether or not unacceptable contaminationhas occurred. A simple bend test isa reliable but destructive method of checking if the weld is unacceptably embrittled but note that the bendradius varies depending on theparticular alloy. For example, a 3t bendradius is used for testing a Grade 2weld but a 10t bend radius is usedwhen testing Ti-6Al-4V. Portable
hardness checks may also be carriedout on production items; this requiresknowledge of the hardness expectedin the specific alloy weld metal.
Part 2 of this article will consider some
of the other welding problems and
provide guidance on TIG and MIG
welding of titanium.
This article was written by Gene Mathers
TIG welds in commercially pure titanium sheet made with successively greater air contamination of the shielding

7/28/2019 169 connov10
http://slidepdf.com/reader/full/169-connov10 6/8
C on ne ct N ov em be r/ De ce mb er 2 01 0 w w w . t w i . c o . u k e - m a i l : t w i @ t w i . c o . u k 6
November/December 2010
Q A JoinITregister now
www.twi.co.uk
What is meant by single-pointmeasurement of fracture?
Where can I find informationregarding porosity in aluminium?
How do I select a consumablefor welding cast iron?
Digital imaging - it’s everywhere! After years of
continuous digital advancement we now take
it for granted. Nearly everyone owns a mobile
phone and the vast majority allow users to take
instant digital pictures or video footage and send
it anywhere in the world at the click of a button.
It was inevitable that digital imaging would infiltrate into
radiography and is already widely used in the medicalservices across the world. It has also been used for
industrial applications for a number of years now, but
how do we begin to assess digital radiographic systems?
CMOS and, CCD sensors, PSP imaging plates, TFTs to
name a few, can appear confusing to many traditional
film radiographers. However, the application of digital
systems is growing and industry including certification
bodies within non destructive testing are realising that the
training requirements for personnel asked to use such
systems cannot be covered adequately by traditional film
radiography certification. Further training specific to digitalimage acquisition is vital for the whole NDT industry.
Many clients are now asked ‘Can I substitute film radiography
for a digital radiographic system?’ by their suppliers. Often a
suspicious eye
is cast over
this question
although
the benefits
listed appear
attractiveand include:
reduced film
cost, no more
chemicals
and no more
archiving
nightmares
associated
with
traditional film radiography.
Some of the key questions being asked are:
• How good is the digital image?
• How can you control the quality?• How do you know if things are going wrong?
• What about security, can digital images be manipulated?
These are all valid questions that need an answer.
TWI has been conducting digital radiographic courses
and certification in digital radiography to EN 473 for over
a year, covering profile and tangential, welds and castings
applications.
Additionally, TWI can offer bespoke training for special
applications and company specific certification.
Scheduled courses will be delivered at TWI Technology
Centre (Nor th East) in Middlesbrough and TWI Abington
near Cambridge, and with these courses now concluding
in Level 2 cer tification exams for both PCN and CSWIP,
there has never been a better time to book your digital
radiography training with TWI.
Visit our website www.twitraining.com or contact
Customer Services on +44 (0)1223 899500
Digital radiography now PCN and
CSWIP approved!

7/28/2019 169 connov10
http://slidepdf.com/reader/full/169-connov10 7/8
7w w w . t w i . c o . u k e - m a i l : t w i @ t w i . c o . u k C on ne ct N ov em be r/ De ce mb er 2 01 0
November/December 2010
For further information on TWI,
visit the website at www.twi.co.uk
News in brief
Ninth International Friction Stir
Welding Symposium (9FSWS)
Von Braun Center - Huntsville,
Alabama, USA
15-17 May 2012 The Ninth International Friction Stir
Welding Symposium will be held at
the Embassy Suites Hotel - Von Braun
Center in Huntsville, Alabama, USA,
15-17 May 2012.
This symposium will provide the
latest information from industrial
and academic experts from around
the world in this rapidly growing
technology and provide a forum for
attendees to exchange views and
information on the current status of
friction stir related techniques.
A particular highlight of this event will
be a post-symposium industrial visit to
NASA - Marshall Space Flight Center.
This will be a unique opportunity
to visit one of the pioneering usersof FSW and to tour their facilities
housing a wide range of cutting-edge
equipment.
This symposium will be organised by
TWI Ltd on behalf of the Friction
Stir Welding Licensees Association,
in collaboration with Concurrent
Technologies Corporation.
Further information will follow over
the coming months.on the website
www.twi.co.uk/fsw
For additional information regarding
the Ninth International Friction Stir
Welding Symposium, please contact
Jonathan Martin:
Email: [email protected]
In a major expansion drive TWI South
East Asia is now offering HSE training
courses and consultancy services to
meet and service the growing demand
for quality health and safety training in
the Asia Pacific region.
TWI SEA now provides a range of internationally recognised accredited
training programmes including
NEBOSH, IOSH, IEMA, MEDIC First
Aid, and specialised tailored HSE
courses developed by TWI. This new
division will be headed by Mohamad
Darus bin Taib, TWI SEA’s General
Manager for Training & Certification.
TWI HSE is one of the largest
international NEBOSH and IOSH
providers and has built an enviable track record by achieving excellent
results, including producing the World’s
Best Student for the NEBOSH
International General Certificate of
the year.
TWI HSE is currently delivering
courses throughout the Middle East,
North Africa, Caspian Sea, India,
Pakistan and South East Asia.
For more information on HSE courses,
visit: www.twihsetraining.com and to
nd out more about the programme
in South East Asia, please contact
TWI South East Asia expands into
Health, Safety and Environment (HSE)

7/28/2019 169 connov10
http://slidepdf.com/reader/full/169-connov10 8/8
European project to developinspection system for
counterfeit components
8
Connect is the
bi-monthly magazine
of TWIEditor:
Penny EdmundsonPhotography: Simon Condie
Production: Penny Edmundson
© Copyright TWI Ltd 2010
Articles may be reprinted
with permission from
TWI. Storage in electronic
media is not permitted.
Articles in this publication
are for information only.
TWI does not accept
responsibility for the
consequences of actions
taken by others after
reading this information.
This publication is also
available in alternativeformats. Please [email protected] to
request a copy.
Published byTWI Ltd, Granta Park,
Great Abington,
Cambridge CB21 6AL, UK
Tel: +44 (0)1223 899000
Fax: +44 (0)1223 892588
E-mail: [email protected]
www.twi.co.uk
TWI Technology Centre
(North East)
Tel: +44 (0)1642 216 320
Fax: +44 (0)1642 252 218
TWI Technology Centre
(Yorkshire)
Tel: +44 (0)114 269 9046
Fax: +44 (0)114 269 9781
TWI NDT Validation
Centre (Wales)
Tel: +44 (0)1639 873 100
Fax: +44 (0)1639 864 679
TWI Aberdeen
Tel: + 44(0)1224 691222
w w w . t w i . c o . u k e - m a i l : t w i @ t w i . c o . u k
Issue 169 November/December 2010
Counterfeit electronic components are
defined as ‘substitutes or unauthorised
copies, a product where the materials used
or its performance has changed withoutnotice, or a substandard component
misrepresented by the supplier’.
Counterfeit components are a growing
issue to the electronics industry and
the cost to electronics manufacturers
of inadvertently purchasing counterfeit
components includes lost yield, field failures,
product recalls and damage to reputation
as well as the all-important safety issue.
Despite taking extra precautions whensourcing components for safety critical
electronic systems, there have been
reports of counterfeit components entering
the supply chains in both the defence and
aerospace industries.
Dr Ian Nicholson, project leader for
ChipCheck, is asking if TWI members can
help.
He said: ‘To allow us to develop the
inspection system we need to obtain as
many electronic components as possible.
The source of the component will be kept
completely anonymous. Ideally these will be
unused, but could be par ts removed from
an assembly. We are interested in receiving
all package types and sizes to make sure
the system and the software recognition
is capable of comparing the range of parts
used in industry. The main focus will be
surface mount, however dual in-line parts
will also be assessed.’
The final goal of the project is to produce
a prototype inspection system to
automatically inspect components in their
original packaging.
If you are able to provide sample parts or
would like further information, then please
contact [email protected] .
On the 19 October 2010 the EU FP7 project ChipCheck began.
This two year project, involving eight partners comprising both
SMEs and research institutes and led by TWI NDT ValidationCentre (Wales), seeks to develop an inspection system for the
automatic detection of counterfeit electronic components at the
Goods Inwards point. Manufacturers are currently not able to
check all components at this stage.