Embed Size (px)
Citation preview

94
13TH INTERNATIONAL COLD FORMING CONGRESS, GLASGOW 2015
Lightweight design of fasteners produced by cold - forming
Dr-Ing. Peter Unseld, Dr-Ing. Levente Kertesz(HEWI G. Winker GmbH & Co. KG)
Dipl.-Ing. Stephan Hasler(Swiss Steel AG)
ABSTRACT
Systematic product development is a key feature of maintaining competitiveness and com- success. Therefore special attention should be given into two major issues:
1. Increasing the technical value (by innovation)2. Reduction of product costs
This paper illustrates the realization of above mentioned key aspects under usage of holisticdesign methods, combining an adapted geometry within a suitable material realized by acold- forming process.Geometry:
Due to normative caused over- sizing, fasteners, especially nuts, show high potential forlightweight construction. Using adapted numerical design methods, realization of significantweight reduction in compliance with given structural- mechanical boundary conditions is pos-sible. Here partial- volumes, which do not contribute directly to the load capacity of the nut,are reduced in a defined way.Material:
To achieve mechanical properties of fastening elements with full load capacity, normally aheat treatment process has to be performed. By combining above mentioned numerical de-sign methods with a specific bainitic steel, the heat treatment process can be omitted achiev-ing significant cost benefits.Process:
Using such steel grades in combination with the cold- forming process an adapted disloca-tion density within the region of geometrical optimization can be realized; thus controlled,spatially- resolved structural- mechanical properties may occur.
1. HOLISTIC DESIGN STRATEGY
1.1. Adapted materials
Within the field of fasteners applicable materials are regulated due to normative standards interms of chemical composition depending on the property class. Mainly mild steels, case-hardening steels and quenched and tempered steels grades are applied (DIN EN ISO 898-2,2012, DIN EN ISO 2320,1998, DIN EN 10263-1, 2002, DIN EN 10263-2, 2002, DIN EN 10263-3, 2002, DIN EN 10263-4, 2002).Bainitic steel grades, such as Swissbain- 7MnB8 (1.5519), show high potential for lightweightconstruction. Using such materials a high strength level in combination with a sufficient duc-tility for cold forming can be achieved. Figure 1 illustrates the chemical composition of thematerial 7MnB8.

95
13TH INTERNATIONAL COLD FORMING CONGRESS, GLASGOW 2015
Lightweight design of fasteners produced by cold - forming
The chemical composition in combination with the wire rod production process of this low-carbon, precipitation- strengthened predominant bainitic steel is designed to obtain suitablemicrostructure and mechanical properties for the manufacturing of cold- forming productswithout heat treating operations. Precipitation strengthening with MX- type precipitates isused to maintain high strength properties in the semi- product used for cold- forming, whilethe content of hard particles, e.g. cementite, is limited by carbon content reduction to in-crease ductility and cold workability.
C Si Mn P S Al B Mo Ni Ti VMin. 0,06 0,15 1,85 0,02 0,0015 0,06 0,03Max. 0,09 0,25 1,95 0,015 0,015 0,04 0,003 0,05 0,25 0,1 0,05
Figure 1: Chemical composition (in weight percentage): Material 7MnB8 (1.5519)
Figure 2 and 3 show the most characteristic features of the steel structure after hot rolling:low- carbon, cementite free granular bainite, in which precipitation of brittle cementite is re-placed by the finely dispersed MX- type carbides and very fine- ductile and uniformly dis-persed second phase (retained austenite/ martensite), which is a very suitable microstructurefor cold- forming applications (Hasler et al., 2011). Reduced cooling rates during theproduction of the wire rod (e.g. caused by increased wire rod dimensions) can lead to anincreased amount of pro-eutectoid ferrite.
In the as- rolled condition, the steel has a tensile strength of approx. 600 to 850 MPa, elon-gation at fracture of 18% and reduction of area 55% depending on the dimension of thewire rod and the production parameters. This strength is suitable for the production of com-ponents of the high strength class 800 to 1000 or even higher due to the strain hardeningduring drawing and cold- forming operations without subsequent and final heat treatment.
1.2. Manufacturing Process
Referring to Kopp and Wiegels, nowadays forming processes especially cold- formingprocesses, are per- formed to produce components or semi-finished products with complexgeometry. Within the holistic approach the work hardening effect out of the cold- forming
Figure 2: Characteristic microstructure of thestreet Swissbain-7MnB8 in 15 mm wire rodafter hot rolling. LOM (Hasler et al., 2011)
Figure 3: Precipitation strengthen granularbainite in a 15 mm wire rod made of Swissbain-7MnB8 hot rolled. FEG-SEM (Hasler et al.2011)

96
13TH INTERNATIONAL COLD FORMING CONGRESS, GLASGOW 2015
Lightweight design of fasteners produced by cold - forming
process is used for a systematic manipulation of the material- and component properties.Figure 4 shows one of the world's largest horizontal multi- stage forming presses with sixforming stations and a total pressing force of 9,000 kN (type: HPF 680SS), which has be in-stalled 2010 at HEWI headquarter in Spaichingen.
Figure 4: Horizontal multi- stage forming presses HPF 680 SS (top); transfer system (down left);uncoiler (down right)
Under consideration of Klocke & König, Eberlein et. al and DIN 4766-1, the main advantagesof cold- forming (compared to hot forming) are presented below:
- elimination of necessary heating (of the blank) prior to the forming process,- high dimensional and shape accuracy within specified tolerances,- improved surface finish,- high utilization of material: manufacturing with low material loss,- high product capacity,- reduced influence of forming speed,- high (structural-) mechanical properties due to work hardening rather not
broken grain,- high productivity.
1.3. Structural- mechanical design in the field of fasteners
Key parameter of structural- mechanical design of nuts is the "critical" length of engagementrather the height of the nut. This is the case, if the load capacity of the mating threads corre-spond to the load capacity of the free loaded thread of the bolt, rather of the screw shaft; i.e.at a sufficient nut- height a failure of the fastening element does not take place by stripping ofthe mating threads (see Figure 5).

97
13TH INTERNATIONAL COLD FORMING CONGRESS, GLASGOW 2015
Lightweight design of fasteners produced by cold - forming
According to Kloos & Thomala, above mentioned length and thus stripping- resistancedepends on a variety of parameter, which counteract each other partially.
These parameter are e.g. the thread formthe thread diameter, thread tolerances andthe pitch, the nut form itself and the widthacross flats, the relative strength and duc-tility of the materials, the load state (super-imposed torsion) and any existing threadinserts.
According to Kloos & Thomala and NormVDI 2230, the prediction of stripping withinthe thread of the bolt and/ or nut may becalculated according to so called
used to calculate the minimum depth ofengagement, rather the height of the nut, incase of "stripping of the nut threads" (0.4<RS <1) is given in equation
(1) respectively in equation (2) in case of"stripping of the bolt threads" (1 <RS<2.21):
(1)
(2)
It becomes obvious, that the calculation of the required height of the nut, according to speci-fications of Alexander, strongly dependent on assumptions introduced by correction- factorsC1, C2 and C3. Using these factors results in an over- sizing of nut bodies; therefore anincrease of weight is required.
2. DESIGN BY ADAPTED NUMERICAL ANALYSIS
Figure 6 gives an overviewabout the implementedadapted numerical designmethod. Within numericalanalysis of the formingprocess, e.g. material-flow, strain- and stresslevels in accordance toeach forming station,
analysed, based uponmaterial specific flowcurves.
Figure 6: Adapted design method in the field of fasteners
Figure 5: Length of engagement (nut height)and load capacity of bolted connectionsunder dynamic loading: M10 (Klocke &König, 2006)

98
13TH INTERNATIONAL COLD FORMING CONGRESS, GLASGOW 2015
Lightweight design of fasteners produced by cold - forming
Results of such numerical analyses will be made avail- able as input/ -optimization variablesfor analysis relating to structural- mechanical design topics.
Output of these analyses are strain-/ stress- distribution, parameter studies, evaluatednumerically by implicit or explicit time integration. To exploit the maximum potential oflightweight construction a closed control- loop has been realized to implement the HISTORY
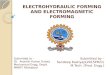
Figure 7 shows the result of an optimization for an M14x 1.5 flanged nut. Here partial- vol-umes, which do not contribute directly to load capacity, have been reduced in a defined way.
Results of structural- mechanical analyses of anM14x 1.5 flanged nut, per- forming a proof- loadtest, according to DIN EN ISO 898-2, are shownin figure 8- 11.
These pictures represent effective stress (vonMises) and plastic strain as results of a loadapplication according to DIN EN ISO 898-2. Thestrength properties of the nut are based ontoresults of forming analyses, which have been"mapped" onto geometry of the finished part ofthe nut body.
Comparing analyses of structural-mechanicalanalyses of the reference geometry with theresults of the lightweight nut show similar results,under consideration of effective stress (vonMises) and plastic strain (see Figure 8 and Figure11). Thus, it can be shown, that a significant weight reduction in compliance with givenstructural- mechanical boundary conditions may be realized. The material model of the bolthas been de- fined as bilinear-isotropic, based upon the hardness value range (bolt hardness= 320 HV30 - 380 HV30) given in DIN EN ISO 898-1. Counterpart has been defined as "quasi-rigid".
Numerical analysis within the field of structural- mechanics may be supplemented by param-eter variations. Such variations, using parameter like material, geometry and/ or systemparameter (friction coefficient, show high potential to evaluate the influence of individualparameter and their interaction e.g. within the scope of Failure Mode and Effects Analysis(FMEA) during product development process.
Figure 7: Concept to achieving thegreates mass reduction at a M14x1,5flanged nut geometry according (DIN EN1667, 1998)

99
13TH INTERNATIONAL COLD FORMING CONGRESS, GLASGOW 2015
Lightweight design of fasteners produced by cold - forming
Figure 12 shows the result of a proof- load test acc. (DIN EN ISO 898-2, 2012) of a M14x 1.5lightweight flanged nut in comparison to a flanged nut based onto the normative standard acc.(DIN EN 1667, 1998). It becomes obvious, that proof- load of the lightweight nut is similar tothe standard nut. The safety- factor is even higher.
Figure 12: Proof-load test acc. (DIN EN ISO 898-2, 2012) of a lightweight nut in comparison to astandard nut
With an experimental verification further system parameter out of the tightening process (cor-relation of tightening torque/ preload force, eventual deformation of force application surfaces
temperature/ after thermo cycling) have been analysed.
Figure 8: Effectivestress (von Mises)of the M14x1.5flanged due to loadapplicationaccording (DIN ENISO 898-2, 2012)
Figure 9: Plastic strain£pl of the M14x1.5flanged nut; initialgeometry due to loadapplication according(DIN EN ISO 898-2,2012)
Figure 10: Effectivestress (von Mises) ofthe M14x1,5 light-weight nut geometrydue to load applicationaccording (DIN EN ISO898-2, 2012)
Figure 11: Plasticstrain £pl of theM14x1,5 lightweightnut geometry due toload applicationaccording (DIN ENISO 898-2, 2012)
Proof load acc.to DINEN ISO 898-2:2012
Fproof-load = 138.8 kN

100
13TH INTERNATIONAL COLD FORMING CONGRESS, GLASGOW 2015
Lightweight design of fasteners produced by cold - forming
3. CONCLUSION
Developing the patent- pending lightweight nut, shown in figure 12, following objectives havebeen achieved:
significant weight reduction up to 25% compared to standard flanged nuts (DIN EN1667, 1998; DIN EN 1661, 1998; DIN EN 1664, 1998; DIN EN 14218, 2003)
elimination of heat treatment to provide property class 10 according to DIN EN ISO898-2 by usage of bainitic steel grade
warranty of tightening with existing tightening tools for hexagonal nut types cost reduction potential up to 10%
Figure 13: M14x1.5 lightweight flanged nuts

101
13TH INTERNATIONAL COLD FORMING CONGRESS, GLASGOW 2015
Lightweight design of fasteners produced by cold - forming
REFERENCES
Alexander, E.A., 1977, Analysis and Design of Threaded Assemblies, Society of Auto-motiveEngineers, International Automotive Engineering Congress and Exposition, Report-No.770420, Detroit
DIN 4766-1, 1981, Herstellverfahren der Rauheit von Oberflächen; Teil 1, Erreich-baregemittelte Rauhtiefe RZ nach DIN 4768 Teil 1
DIN EN 1661, 1998, Sechskantmuttern mit Flansch, Europäische Fassung
DIN EN 1664, 1998, Sechskantmuttern mit Klemmteil und Flansch, Ganzmetallmuttern,Europäische Fassung
DIN EN 1667, 1998, Sechskantmuttern mit Klemmteil und Flansch, Europäische Fassung
DIN EN 10263-1, 2002, Walzdraht, Stäbe und Draht aus Kaltstauch- und Kaltfließpress-stählen, Teil 1: Algemeine technische Lieferbedingunge, Deutsche Fassung
DIN EN 10263-2, 2002, Walzdraht, Stäbe und Draht aus Kaltstauch- und Kaltfließpress-stählen, Teil 2: Technische Lieferbedingungen für nicht für eine Wärmebehandlung nach derKaltverarbeitung vorgesehene Stähle, Deutsche Fassung
DIN EN 10263-3, 2002, Walzdraht, Stäbe und Draht aus Kaltstauch- und Kaltfließpress-stählen; Teil 3: Technische Lieferbedingungen für Einsatzstäh- le; Deutsche Fassung
DIN EN 10263-4, 2002, Walzdraht, Stäbe und Draht aus Kaltstauch- und Kaltfließpress-stählen, Teil 4: Technische Lieferbedingungen für Vergütungs- stähle, Deutsche Fassung
DIN EN 14218, 2003, Sechskantmuttern mit Flansch, Feingewinde, Europäische Fassung
DIN EN ISO 2320, 1998, Sechskantmuttern aus Stahl mit Klemmteil, Mechanische undfunktionelle Eigenschaften, Deutsche Fassung
DIN EN ISO 898-1, 2009, Mechanische Eigenschaften von Verbindungselementen ausKohlenstoffstahl und legiertem Stahl, Teil 1: Schrauben mit festgelegten FestigkeitsklassenRegelgewinde und Feingewinde, Deutsche Fassung
DIN EN ISO 898-2, 2012, Mechanische Eigenschaften von Verbindungselementen ausKohlenstoffstahl und legiertem Stahl, Teil 2: Muttern mit fest- gelegten FestigkeitsklassenRegelgewinde und Feingewinde, Deutsche FassungEberlein, E., Voel- kner, W. and Frobin, R., 1985, Umform- und Zerteiltechnik: 1. Lehrbrief,Grundlagen, TU Dresden
Hasler, S., Roelofs, H.; Urlau, U. and Kruse, J., 2011, New bainitic steel for cold headingapplications, 3rd International Conference On Steels in Cars and Trucks, Salzburg
Klocke, F., König, W., 2006, Fertigungsverfahren 4 Umformen, ISBN 978-3-540-23650-3,Springer- Verlag Berlin Heidelberg New-York
Kloos, K.-H., Thomala, W., 2007, Schraubverbindungen Grundlagen, Berechnung,Eigenschaf- ten, Handhabung; 5. Auflage; ISBN 3-540-21282-9,Springer- Verlag Berlin Heidelberg New-York

102
13TH INTERNATIONAL COLD FORMING CONGRESS, GLASGOW 2015
Lightweight design of fasteners produced by cold - forming
Kopp, R., Wiegels, H., 1998, Einführung in die Umformtechnik; 1. Auflage ed. Verlag derAugustinus Buchhandlung; Aachen, pp.323
Norm VDI 2230, 2003, Systematische Berechnung hochbeanspruchterSchraubenverbindungen Zylindrische Einschraubverbindungen
![Untitled-1 [3.imimg.com]3.imimg.com/data3/HA/OI/MY-2043724/ums-coupling.pdfEN/DIN 10263-2 EN/DIN 10263-2 • For temperature range of elastomers please see on page no. 25 - coupling](https://img.pdfslide.us/doc/110x75/60a6275ca0fca620cc262019/untitled-1-3imimgcom3imimgcomdata3haoimy-2043724ums-endin-10263-2-endin.jpg)