Embed Size (px)
Citation preview

1/32
Equipment Efficiency:Quality and Poka-Yoke (Mistake-
Proof, 防錯法 )Operations Analysis and Improvement
2010 Fall
Dr. Tai-Yue WangIndustrial and Information Management Department
National Cheng Kung University

2/32
Presentation
Shigeo Shingo developed a system to improve inspection tasks with the goal of guaranteeing 100% quality for manufactured parts. Leading the charge toward a defect-free
process.

3/32
Presentation This chapter will explain inspection
processes based on mistake-proving (called Poka-Yoke). Complements Statistical Process Control
(SPC). Poka-Yokes are visual and physical tools
that should be utilized in conjunction with inspection. This concept will also be presented in this
chapter.

4/32
Introduction
Poka-Yoke is part of the Just-in-time philosophy and key number 11.
Poka-Yoke reduces the defect rate that is part of the OEE rate.
20
1612119
7
14 5
4
8
15131019
18
17
6
1
2 3
Thinkingrevolution
The 5S
Standardoperations
One-Pieceflow
Poka-Yoke Jidoka
TPM
JUST IN TIME
Work
forc
e o
ptim
izatio
n
Vis
ual C
on
trol
LevelingProductionKanban
Multi-functionalworkers
SMED

5/32
Inspection and Statistical Quality Control
Every production process generates defective products. The objective for all quality control systems is
to reduce the number of defects produced. Types of defects.
Isolated (a crack appeared on a product). Sequence (repetitive) defects.
6/32
Inspection and Statistical Quality Control
Product inspection is performed in order to avoid defective products from reaching the customer.

7/32
A Taxonomy of Inspection
Total or partial. 100% of the products or extrapolating a sample
study. Statistical or not statistical.
Based on statistical methods or not. Quantitative or qualitative.
Number of elements or appearance of the product.

8/32
A Taxonomy of Inspection Based on measures or based on functional trials.
Numerical values or without measures. Sensory or physical.
Through human senses or by means of devices. Subjective or objective.
Evaluated by a person based on appearance or evaluated based on a specific measurable feature.
Internal or external. Within the process or as an independent activity.

9/32
Inspection and Statistical Quality Control
Inspection should be able to identify defects. Develop a corrective action to eliminate the errors
or more specifically the cause of the defects. Otherwise, inspection process will become a pointless
exercise.

10/32
Inspection and Statistical Quality Control
Many years ago, it was believed that the only way of insuring the quality of all manufactured products was to inspect all of the parts - 100% inspection. 100% inspection does not result in defect free
products to the customer.

11/32
Inspection and Statistical Quality Control
To avoid this problem and reduce inspection cost, it is possible to duplicate the inspections. How many control stages would be necessary
to guarantee the quality of the entire manufactured lot?

12/32
Inspection and Statistical Quality Control
Using this procedure, it is not possible to avoid product defects in an efficient way. Statistical quality control techniques (SQC)
seem to be the right alternative. Some percentage of defects is always accepted.
13/32
Inspection and Statistical Quality Control
A high defect production rate (high defect level) can be deadly for a company well being. It is very important to eliminate or capture all
defective parts before they reach the market. Shingo utilizes the term SQC.
SQC is a term that today has become obsolete. SQC has been replace by SPC.
14/32
From SQC to Zero defects
Shingo introduced new ways of carrying out inspection processes that were based on SQC. The inspection process evolution should be
similar to the historical evolution of these methods.

15/32
From SQC to Zero defects SQC techniques are based on two principles.
Evaluate (statistical samplings). Inform (feedback analysis until reaching the
cause/process that created the defect). SQC implementation has two main problems.
Do not guarantee the quality of all products. Because 100% of them are not inspected.
Feedback and corrective actions are slow or in many cases do not even exist.

16/32
From SQC to Zero defects
Therefore, an inspection process, which is based on control charts, does not reduce the factory defective rate. It only detects defects.
17/32
From SQC to Zero defects
Shingo proposed two methods to avoid these problems. 100% inspection of the product utilizing Poka-Yoke
devices. Accelerating feedback by self-checking
Where production workers check their parts and by successive check systems.
18/32
Poka-Yoke
The Poka-Yoke concept was created by Shingo. “fool-proof devices” -> Poka-Yoke “mistake-proving”
To consider an inspection device as a Poka-Yoke. Ingenious, simple and cheap.
Several Poka-Yoke devices can be found in our daily life activities. Recording protection window on floppy disks

19/32
Poka-Yoke
Poka-Yoke systems can be used in a company in order to mistake proof activities. Automatic part feeders.
Poka-Yokes can reduce undesired workload components. It is possible to separate parts with different
specifications.

20/32
Poka-Yoke
Poka-Yoke devices such as Go-no Go devices are utilized in order to avoid inspections based on trials.
It is not always possible to design a Poka-Yoke to carry out 100% of the inspection.

21/32
Self-check and successive check systems
Self-check procedure. The worker who produces the part is the same
worker that carries out the inspection. This system is the most efficient one.
The worker obtains immediate feedback. Criticizing one’s own performance may not be totally
objective.

22/32
Self-check and successive check systems
Successive check. Next worker will typically conduct the inspection
task. Can reduce the defect rate by as much as one fifth of the
initial value in about one month. It is necessary to fix 2 or 3 check points. In the beginning of this checking procedure, the defect rate will
increase.

23/32
Self-check and successive check systems
Sensory based inspections (scratches, painting quality). It is advantageous to place samples next to the
checking point to show acceptable limits.

24/32
Source inspection
These techniques reduce the defect rate. Do not eliminate the error(s).
Causal relationship between errors and defects. If the error source is eliminated, errors will never become
defects.
Error Defect Information
Feedback
Error Information
Feedback
25/32
Source inspection
Source inspection eliminated all the errors except the unnoticed errors. These unnoticed errors can be detected by an
efficient use of Poka-Yoke devices. Types of source inspection
Vertical -> Before the process. Horizontal -> Inside the same process
26/32
Poka-Yoke design methodology
Three suggested methods. Weight, the dimensions or the shape.

27/32
Poka-Yoke design methodology
The use of meters/counters, spare pieces method or a fixed sequence in the assembly process

28/32
Poka-Yoke design methodology
Use technology to design the Poka-Yoke devices. Contact mechanisms.
Limit switches. Mechanisms without contact.
Sensors. Meters/counters.
29/32
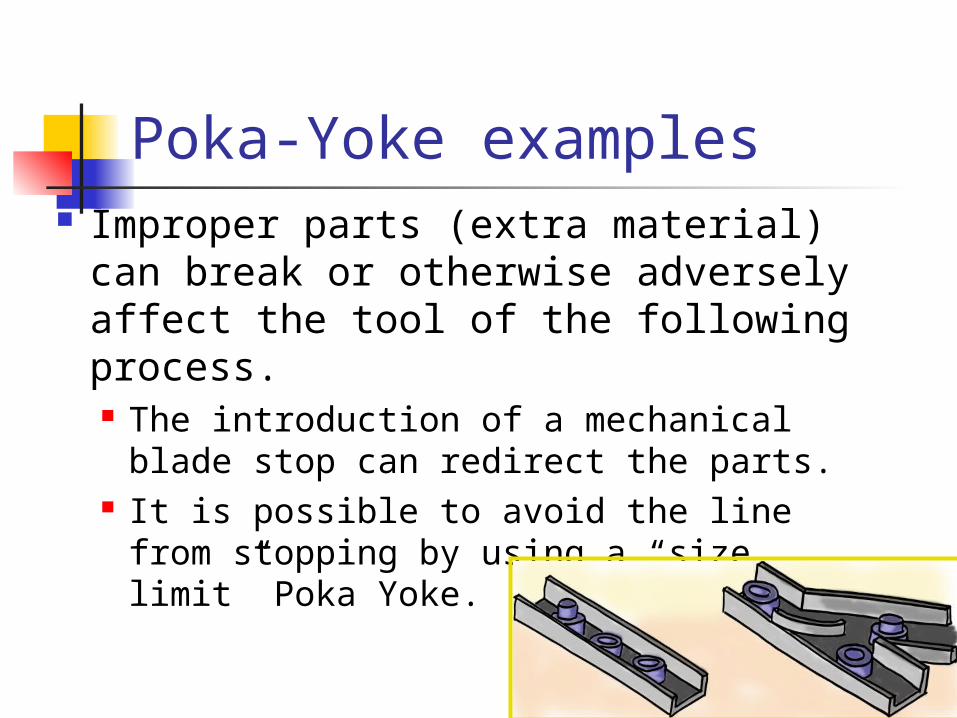
Poka-Yoke examples Improper parts (extra material) can break or
otherwise adversely affect the tool of the following process. The introduction of a mechanical blade stop can
redirect the parts. It is possible to avoid the line from stopping by
using a “size limit” Poka Yoke.

30/32
Poka-Yoke examples
Some templates (previously designed) eliminate the errors when adjusting the parameters before a process. By designing separate face covers for the
proper product. The template patterns indicate the proper
settings and values that should be utilized.
31/32
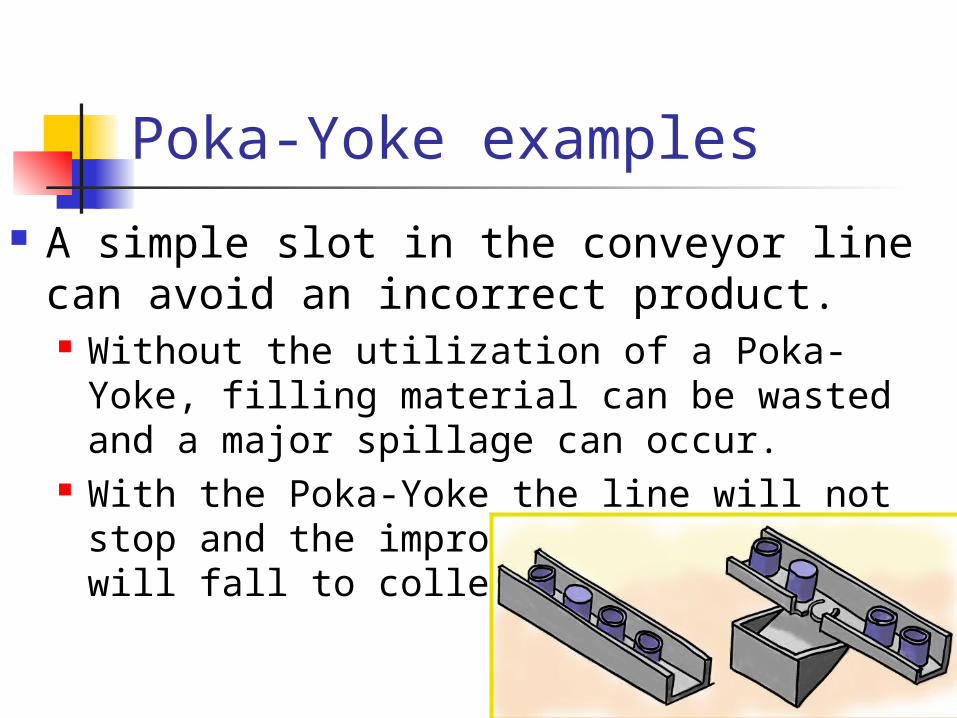
Poka-Yoke examples
A simple slot in the conveyor line can avoid an incorrect product. Without the utilization of a Poka-Yoke, filling material
can be wasted and a major spillage can occur. With the Poka-Yoke the line will not stop and the
improperly oriented parts will fall to collector box

32/32
Summary
The chapter had the primary objective to present one of the many quality related improvement tools: The Poka-Yoke (mistake-proving devices). The Lean manufacturing philosophy considers this tool as one of the pillars to improve the overall equipment efficiency. The chapter has presented several examples of this kind of devices showing that in order for a device to be considered as a Poka-Yoke it must be ingenious, simple and cheap.